0
1. Уводна разматрања
Да би побољшао услове живота човек је користећи природне ресурсе (сировине и
енергију), развио производне технологије, а у новије време и информацијске.
Откривањем новијих техничко-технолошких и других достигнућа и усавршавањем
постојећих довело је до научно-технолошког прогреса. Све је то омогућило развој и
стварање производа што је утицало на развој поступака обраде, технологија и
технолошких процеса, односно обрадних система и алата. Информацијске технологије
су у производним системима оствариле најзначајнији утицај. Увођењем ових
технологија вишеструко се повећава производност рада, економски резултат и тржишна
способност.
Савремено тржиште и његова глобализација поставља захтеве са све сложенијим
производима и великим бројем различитих варијанти пројектних решења, а све то како
би се задовољили специфични захтеви крајњег купца. Конкуренција на глобалном
светском тржишту посебно је изражена у машиноградњи, авоиндустрији,
аутоиндустрији, електронској и осталим индустријама при чему се као један од
приоритета поставља захтев за сталним повећањем квалитета производа, уз необилазан
притисак смањењем цене, као и скраћењем времена потребног за излазак производа на
тржиште, што је немогуће остварити без флексибилних производних система (ФПС)
[1].
Са техничко - технолошког аспекта, опстанак на тржишту условљен је сталним
увођењем нових технологија као што су програмабилна и флексибилна аутоматизација,
рачунарски интегрисана производња (CIM – ComputerIntegratedManufacturиng) и нови
концепти као што су холонички производни системи (HSM
–
HolonicManufacturиngsystems), агилни производни системи (AMS
–
AgileManufacturingsystems), интелигентни производни системи (IMS
–
InteligentManufacturingSystems) и сл. У области пројектовања и израде нових производа
и технологија примена рачунара кроз увођење система као што су рачунарски
подржано пројектовање (CAD – ComputerAidedDesign), рачунарски подржана
производња (CAM – ComputerAidedManufacturing) и других сличних система и њихова
интеграција кроз CIM, је императив у одржавању конкурентног положаја на тржишту.
Од своје појаве раних 60-их година прошлог века до данас CAD/CAM технологије
си имале и имају неизмерен утицај на развој производа. Oko 75% производних
компанија у САД и преко 80% компанија у Немачкој, која се сматра једном од водећих
економских сила уједињене Европе, користе имплементиране CAD/CAM технологије.
Као резултат овог утицаја, CAD/CAM технологије се сматрају највећим инжењерским
достигнућем у 20. веку, а сигурно је да ће се њихов развој наставити у будућности [1].
Примена рачунара данас је присутна код пројектовања производа, инжењерских
прорачуна анализа, пројектовања технолошког процеса (CAAP
–
ComputerAidedProcessPlanning), управљања информацијама (EDM
–
EngineeringDataManagement, PDM – ProductDataManagement). Уопште, комплетна
производња је интегрисана и подржана рачунаром. Наиме, у развијеним земљама је
незамисливо вратити се на начин производње од пре само неколико година.
1
Развој нових средстава, како софтверских и хардверских, тако и робота, као и
њихово усавршавање, има за циљ да се смањи директно ангажовања човека у
процесима рада. Њиховом применом у процесу производње ослобађа се људска снага
као извор енергије и човек као извршилац одређеног рада, а улогу извора енергије и
непосредног извршиоца рада преузима машина.
Развијајући помоћна средства, човек развија и њихове системе управљања. Системи
управљања треба да га замене у управљању механизама и машинама. Машине и
процеси израде се тако аутоматизују, чиме се мења улога човека у процесу производње.
Човек од извршиоца постаје организатор и контролор радног процеса. Све ово
омогућују одређени системи управљања машинама. Тиме се остварују процеси и израде
делова са унапред задатим операцијама, без учешћа човека. Човек неуправља свим
покретима, свим радњама, него као организатор рада задаје машини одређени програм
рада који она самостално обавља. Мере које омогућују да се неки процес са одређеним
операцијама реализује самостално, без учешћа човека, а који се може понављати и
више пута, одређују степен аутоматизованости машина.
Однос броја аутоматизованих функција машине и укупног броја функција машине
одређује степен аутоматизованости машине. Према томе се врши груба подела
аутоматизованости машине на следећи начин [1]:
основни или први ниво аутоматизованости машине је извршавање задатих
информација (механички аутомати, машине са контактним убадањем као и
машине са копирним системом управљања),
средњи или други ниво је преношење и извршавање задатих информација
(нумерички управљане машине које поред извршавања и преносе одређене
информације),
виши или трећи ниво је стварање, преношење и извршавање информација
(нумерички управљане машине које имају потпуно или делимично управљање у
спрези са рачунаром).
Основне предности CNCтехнологије су:
смањење трошкова,
повећање квалитета производа,
лакоћа производног планирања и контроле.
Поред ових основних предности постоје и друге које карактеришу CNCтехнологију:
повећање продуктивности,
смањење трошкова производње,
извођење комплексних машинских операција,
побољшање планирања и контроле производње,
инсталирање флексибилне аутоматизације,
висока тачност и могућност понављања,
смањење индиректних оперативних трошкова,
већа флексибилност,
мање захтева за вештином оператера.
Поред предности CNCтехнологије постоје и мане ове технологије:
високе почетне инвестиције,
високи захтеви одржавања,
3
2. Врсте програмирања
Програмирање обрадних процеса са нумеричким управљаним алатним машинама
обухвата низ захтева на систематизацији обрадних информација, њиховом испитивању
одређеним редоследом и кодом по правилима програмског језика у форми управљачког
програма.
Без обзира о ком се облику програмирања ради, нумерички управљана алатна
машина добија, путем података и на одређени начин кодиране, све потребне
информације за аутоматску обраду неког елемента. То су информације о потребним
кретањима (главним и помоћним), информације за укључивање и искључивање
извршних органа машине, почетак и заустављање извршних органа машине, почетак и
заустављање програма, информације за аутоматску измену алата и обрадка...
Све потребне информације за управљање реализацију обрадног процеса се
програмирају, на одређени начин систематизују и у кодираном облику уносе у
меморију управљачког система. Управљачки систем (управљачка јединица) тако
примљене информације обрађује и према степену приоритета саопштава извршним
органима машине и на тај начин се остварује управљање процесом обраде[2].
Скуп активности на прикупљању, систематизацији, кодирању, преношењу
информација на одговарајући носач и премештање у меморији управљачког система
назива се
програмирањем
[2].
Програмирање обрадних процеса на нумерички и компјутерски управљаним
машинама обављају за то обучени стручњаци који се називају програмери. То су
углавном инжењери који, поред правила програмирања у програмском језику, треба да
познају технологију израде, карактеристике CNCмашина, основе оптимизације
обрадних процеса и слично.
Као извори информација за програмирање служе [2]:
технолошки цртеж обрадка,
технолошки поступак операцијских захвата,
скуп технолошких информација ( информације о CNC машинама, алатима и
параметрима обраде).
Програмирање подразумева израду следеће документације:
операциони лист - садржи редослед операција радног предмета са потребним
режимима рада и временима израде,
план алата за радни предмет - садржи списак свих коришћених алата за обраду
према редоследу коришћења, потребне мере, стандарде режиме и корекције,
план стезања - обухвата основне габарите радног простора, положај радног
предмета на машини, тачке ослањања предмета и место стезања као и положај
нулте тачке,
4
план сечења - је главни документ за штампање програма на којем су видљиве
путање кретања алата за сваку операцију. Прати се пут кретања врха алата од
почетка до краја обраде,
писање програма - или краће ПРОГРАМ је задњи и најважнији документ по
којем се уносе наредбе за управљање машином. Разрађени програм уноси се у
програмски лист.
Слика 2.
Шематски приказ програмирања
У реалној индустријској пракси примену има:
ручно програмирање,
програмирање у погону,
машинско (компјутерско) програмирање.
Програмирање у погону
– Развој електронике утицао је и на развој CNC
управљачких јединица НУМА. Оне су претрпеле битна побољшања и данас су то
углавном снажни вишепроцесорски и микропроцесорски системи са компјутерском
графиком. Зато већина произвођача управљачких јединица НУМА обезбеђује као
стандардну верзију могућност програмирања у погону, тзв. "радионичко
програмирање".
Код оваквих управљачких јединица могуће је директно уношење програма преко
тастатуре на самој машини коришћењем специјално развијених менија који олакшавају
рад програмеру. Такође је могуће описивање контура обраде коришћењем
предефинисаних елементарних геометријских примитива као што су цилиндар, купа,
кугла, разни облици жљебова и усека, оборене и заобљене ивице, навоји и слично.

6
3. Основе програмирања
HEIDENHEIN
нуди две опције када је програмирање њихових управљачких
јединица у питању, а то су:
ISO програмирање
Користе се стандардне функције које су карактеристичне и код других
произвођача. Поред стандардних функција користе се и многобројне функције
карактеристичне само код HEIDENHEIN-а.
Функције путање алата (
G код)
се користе за дефинисање кретања алата по правим
линијама или кружним луковима.
М
функције служе за:
стартовање и прекид програма,
машинске функције, као што су укључивање/искључивање главног вретена и
средства за хлађење и подмазивање,
понашање алата при кретању по некој контури.
Потпрограми и понављање програмских секвенци постоје, такође као опција на
овој управљачкој јединици. Програмирање са
Q параметрима
. Уместо програмирања
нумеричких вредности, уносе се маркери који се називају Q параметри. Вредности Q
параметара се додељују одвојено помоћу Q параметарских функција.
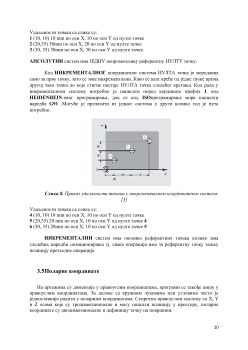
3.1Координатни систем
Помоћу координатног система дефинише се узајамни положаја алата и предмета
који се обрађују. Најчешће се примењују правоугли и поларни координатни системи.
На основу два координатна система дефинише се узајамни положај алата и предмета
обраде, то су:
координатни систем машине,
координатни систем предмета обраде.
Преко референтне и нулте тачке машине за координатни систем машине везан је
положај алата. Преко координатног система предмета обраде дефинише се геометрија
која треба да се постигне током обраде[3].