Projektovanje procesa pomoću računara 1
Univerzitet u Kragujevcu
Tehnički fakultet Čačak
Odsek: Elektrotehnički
Smer: Mehatronika
SEMINARSKI RAD IZ PREDMETA
PROJEKTOVANJE PROCESA POMOĆU RAČUNARA
Profesor:
Dr. Slavković Radomir
Studenti:
Marija Aleksić 72/93
Aleksandar Jakovljević 3145/2001
Čačak, maj 2007
Projektovanje procesa pomoću računara
SADRŽAJ
1. Teorijske osnove projektovanja tehnoloških procesa pomoću
računara
2. Projektni zadatak – obrada gornjeg dela oblikača
2.1. Manuelni prikaz svih zahvata aktuelne operacije.
2.2. Za zahvat obrada spoljnje konture napisati program u NC kodu
korišćenjem nekog softvera ovog sistema i dati 3D simulaciju. (WinNC)
2.3. Primenom APT programskog jezika za isti zahvat napisati program
procesa obrade i dati simulaciju u APT modulu za simulaciju. (visual
cam script)
2.4. Primenom softverskog paketa Pro/ENGINEER projektovati tehnološki
proces navedene operacije uz korišćenje CAD/CAM tehnologije, kao i
modula za simulaciju.
2
Projektovanje procesa pomoću računara
Kompjuterizovani sistem za projektovanje tehnoloških procesa ima sledeća četiri osnovna
cilja (Zhang i Alting, 1994):
1. Smanjenje "pisarskog" dela posla u okviru izrade tehnološkog procesa koji predstavlja
opterećenje za proizvodne inženjere i iskusne projektante tehnoloških procesa.
2. Optimizaciju postojećih tehnoloških procesa kroz korišćenje najboljih dostupnih informacija o
mašinama, alatima, obradljivosti, itd.
3. Sistematizaciju najboljih uočenih tehnoloških procesa za familije komponenti unutar
kompanije čime se obezbeđuje prenošenje znanja i iskustva iskusnih projektanata,
4. Sistematizaciju proizvodnih vremena i troškova za određene familije delova.
1.3
PRISTUPI PROJEKTOVANJU TEHNOLOŠKIH PROCESA
PRIMENOM RAČUNARA
Dva osnovna pristupa projektovanju tehnoloških procesa pomoću računara (CAPP) su:
varijantni pristup i generativni pristup.
1.3.1
Varijantni pristup
Varijantni pristup se zasniva na pretraživanju podataka. U pripremnoj fazi, za primenu
ovog koncepta projektovanja tehnoloških procesa, delovi se razvrstavaju u familije i
uspostavljaju se standardni tehnološki postupci za svaku familiju. Tehnološki postupci se
pretražuju korišćenjem klasifikacionog i kodnog sistema, kao kod grupne tehnologije.
Osnovni koraci za uvođenje i primenu CAPP sistema zasnovanog na varijantnom pristupu
su:
1.
Uspostavljanje klasifikacionog sistema.
Uvođenje varijantnog sistema projektovanja
počinje uspostavljanjem sistema kodiranja. i klasifikacije. Dobar klasifikacioni sistem
omogućuje efikasno identifikovanje sličnosti između delova (postojećih i novih).
Definicija, strukture i funkcije klasifikacionih sistema objašnjene su u prethodnom
poglavlju. Na tržištu se mogu nabaviti visoko sofisticirani klasifikacioni sistemi. Neke
kompanije se ipak opredeljuju za razvoj sopstvenog klasifikacionog sistema.
2.
Formiranje familija delova.
Osnovna
ideja grupne tehnologije je klasifikovanje velikog
broja delova u određeni broj familija, tako da se zatim pažnja usmerava na ključne
karakteristike umesto na ogroman broj karakteristika pojedinačnih delova. Formiranje
familija je objašnjeno u prethodnom poglavlju. Ključno je da svi delovi u okviru familije
imaju zajedničke, lako uočljive tehnološke forme. Broj familija i veličina familija treba da
bude izbalansiran. U slučaju prevelikog broja familija koncept grupne tehnologije gubi
smisao. Sa druge strane preveliki broj delova u familiji otežava upravljanje familijom.
3.
Projektovanje standardnih tehnoloških postupaka.
Posle formiranja familija, svakoj
familiji se dodeljuje standardni tehnološki postupak. Standardni ili grupni tehnološki
postupak sadrži operacije i zahvate zajedničke za delove u odgovarajućoj familiji.
Najčešće se projektuje za kompleksan deo (deo predstavnik, reprezent). Kompleksan deo
je najsloženiji deo u familiji i sadrži većinu tehnoloških formi delova u familiji. Ukoliko
ne postoji odgovarajući deo, kompleksni deo se može sintetički napraviti kombinacijom
tehnoloških formi delova iz familije.
4.
Pretraživanje i modifikacija standardnih tehnoloških postupaka za nove delove.
Prethodni
koraci predstavljaju pripremnu fazu ili fazu uvođenja CAPP sistema. Slede aktivnosti koje
se odnose na primenu uvedenog sistema. Svakom novom, isprojektovanom delu, se
dodeljuje klasifikacioni kod primenom usvojenog klasifikacionog sistema. Klasifikacioni
4
Projektovanje procesa pomoću računara
kod dela predstavlja ključ za pretraživanje familija i određivanje kojoj familiji pripada
deo. Standardni tehnološki postupak odgovarajuće familije se potom koristi kao osnova za
projektovanje pojedinačnog tehnološko postupka za deo. Vrši se variranje standardnog
postupka u cilju njegovog prilagođavanja individualnim karakteristikama novog dela.
Variranje podrazumeva modifikacije u smislu izbacivanja suvišnih operacija i manje
izmene parametara režima obrade. Ove izmene vrši projektant tehnoloških procesa. Kada
se izvrše odgovarajuće izmene tehnološki proces za deo se zapisuje u bazu pojedinačnih
tehnoloških procesa i generiše se odgovarajuća tehnološka dokumentacija. U određenim
slučajevima, pri projektovanju tehnološkog procesa za novi deo. Kao osnova može da
posluži i neki individualni tehnološki postupak u okviru familije, ukoliko je potrebno
izvršiti manje modifikacije odgovarajućeg pojedinačnog tehnološkog postupka nego
grupnog.
Osnovni funkcionalni moduli varijantnog CAPP sistema su:
1. Klasifikacija i kodiranje
2. Formiranje familija
3. Ažuriranje matrica familija
4. Razvoj standardnih tehnoloških postupaka i standardnih operacija
5. Projektovanje tehnoloških procesa za delove
6. Ažuriranje pojedinačnih tehnoloških postupaka
Sistemi za projektovanje tehnologije zasnovani na varijantnom pristupu obezbeđuju
standardizaciju procedure projektovanja tehnoloških procesa i u izvesnoj meri unifikaciju
tehnoloških procesa. Projektovanjem tehnoloških procesa za nove delove baza podataka se stalno
proširuje i u izvesnom smislu se kumulira iskustvo projektanata i obezbeđuje. prenošenje znanja
mlađim i manje iskusnim projektantima. Nedostatak varijantnog pristupa projektovanju
tehnoloških procesa je u tome što kvalitet projektovano tehnološkog procesa i dalje u velikoj meri
zavisi od znanja i iskustva projektanta. Ipak, varijantni pristup je dosta popularan, a glavni razlozi
za to su:
1. Male investicije u hardver i softver. Na tržištu je daleko veća ponuda varijantnih sistema
u poređenju sa generativnim sistemima
2. Kraće vreme razvoja i jednostavnije instaliranje
3. Trenutno, varijantni sistemi su pouzdaniji u realnim proizvodnim uslovima. Varijantni
sistemi su posebno pogodni za male i srednje kompanije koje nemaju razvojno-
istraživačke timove koji bi se bavili uvođenjem CAPP sistema
Jedan od prvih varijantnih sistema je CAM-I CAPP (CAM-I, 1976).
1.3.2
Generativni pristup
Generativni pristup predstavlja najviši nivo automatizacije i sofisticiranosti u oblasti
projektovanja tehnoloških procesa primenom računara. Ovaj pristup podrazumeva automatsko
generisanje tehnološkog postupka na osnovu projektne specifikacije. Tehnološki postupak za dati
deo se generiše bez učešća projektanta. Ulaz u generativni CAPP sistem može biti tekstualni ili
grafički. Tekstualni ulaz podrazumeva postojanje, posebnog formalnog jezika za opis dela ili
interaktivni dijalog kroz koji se daje opis dela. Kod grafičkog ulaza podaci se direktno
preuzimaju iz CAD modela preko posebnog interfejsa. Prva varijanta (tekstualni ulaz) je češća
kod postojećih CAPP sistema, s obzirom na kompleksnost prepoznavanja i izdvajanja
tehnoloških formi direktno iz CAD modela. Ipak, ulažu se veliki napori radi povezivanja CAPP i
CAD sistema, jer jer će se tako dostići integrisani tehnološki sistemi (Babić, 1996; Babić i
Miljković 1997))
5
Projektovanje procesa pomoću računara
5. Izbor mašina i alata
6. Izbor pomoćnih pribora
7. Izbor parametara režima obrada
8. Proračun vremena i troškova
9. Generisanje tehnološke dokumentacije
10. Generisanje programa za NU mašine.
Pri uvođenju, CAPP sistema može se primenjivati modularni pristup, pri čemu se zaseban
programski modul razvija posebno za svaku funkciju projektovanja procesa. Kompletan CAPP
sistem se izgrađuje, povezivanjem pojedinačnih modula.
Analizom navedenih modula, koje treba da sadrži CAPP sistem, može se zaključiti da
modul za ulaz projektnih podataka predstavlja. interfejs između CAD–a i CAPP-a dok je modul
za generisanje trake za NU mašine veza između CAPP-a i CAM-a. Izbor materijala se najčešće
vrši pri projektovanju proizvoda. Ključni elementi projektovanja tehnoloških procesa su: izbor,
obradnih procesa, definisanje redosleda obrade, određivanje tehnoloških mera i izbor parametara
režima obrade. Izlazi iz ovih modula se analiziraju u okviru modula za troškove i vremena.
Izbor obradnih procesa kod većine generativnih sistema za projektovanje tehnoloških
procesa zasniva se na sledećim koracima:
• identifikovanje geometrijskih tehnoloških formi površine koja se obrađuje,.
• uparivanje mogućnosti mašine alatke sa zahtevima površine koja se generiše
Za izbor procesa mogu se koristiti i različite preporuke date. Tabelarno kao u (Kalajdžić,
1998) i (Kalajdžić
et
al., 1998).
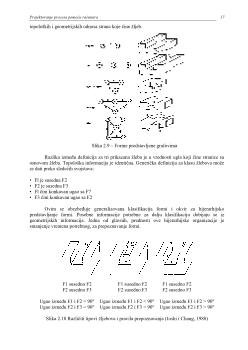
Većina površina obrađuje se kroz više zahvata ili operacija (npr. za izradu neke fine
cilindrične površine može biti potrebno grubo struganje, fino struganje i brušenje) Prema tome
neophodno je za svaku površinu odrediti:
• potrebne zahvate (gruba, fina obrade i sl.),
• dodatke za svaki zahvat i tehnološke mere,
• tolerancije tehnoloških mera.
1.5
POTREBNO ZNANJE ZA PROJEKTOVANJE TEHNOLOŠKIH
PROCESA
Kod konvencionalnog projektovanja tehnoloških procesa potrebno znanje je u obliku
iskustva projektanta i u obliku priručnika sa preporukama. Pri razvoju CAPP sistema neophodno
je to znanje prikupiti i predstaviti u prihvatljivom obliku. Znanje se unutar sistema može
predstaviti na različite načine kao što su: tabele za pretraživanje, drva odlučivanja, tabele
odlučivanja, produkciona pravila itd. Znanje potrebno za generisanje tehnoloških postupaka se
može klasifikovati u sledeće kategorije:
• znanje o delu (atributi obrađenih površina),
• znanje o obradnim procesima (mogućnosti obradnih procesa),,
• znanje o mašinama (mogućnosti mašina),
• znanje o obradljivosti (parametri režima obrade).
Dobro organizovano i predstavljeno znanje, potrebno za projektovanje tehnoloških
procesa predstavlja osnovu za razvoj i primenu algoritama za projektovanje tehnoloških procesa.
7