Mašinski fakultet „Džemal Bijedić“, Maj 2017.
SEMINARSKI RAD
TEMA:
Obrada laserom
MENTOR:
prof. Jusuf Kevelj
STUDENT:
Anela Fejzić
Seminarski rad: Obrada laserom
Mašinski fakultet „Džemal Bijedić“, Juni 2017.
2. CO2 LASERI
CO2 laseri emitiraju svjetlost valne duljine 10,6 µm te imaju ukupnu efikasnost od otprilike 10 do
13%. Za stvaranje laserske zrake CO2 laseri koriste mješavinu plinova. Mješavina tih plinova se
sastoji od helija, dušika, CO2 i drugih dodataka (aditiva). Aktivni medij lasera, plin CO2 je stimuliran
električnim pražnjenjem. Tokom tog procesa, molekule dušika predaju energiju, od sudara elektrona,
molekulama CO2. Prijelaz iz višeg energetskog nivoa, pobuđenih CO2 molekula, u niži energetski
nivo se postiže otpuštanjem fotona, što u konačnici dovodi do stvaranja laserske zrake. Sudaranjem
molekula CO2 s atomima helija, koji čine većinski dio plinske smjese, molekule CO2 se vraćaju u
svoje početno energetsko stanje i spremne su za ponovni ciklus. Da bi se ti procesi mogli odvijati
potreban je tlak 100 – 250 hPa. Višak energije koji ne može biti upotrijebljen za stvaranje laserske
zrake se pretvara u toplinu koja se odvodi iz sistema.
2.1. Difuzno hlađeni CO2 laseri
Učinkovitost lasera je vrlo niska. Količina unesene energije potrebne za rad lasera je vrlo velika od
koje se samo mali dio iskoristi za lasersku zraku (10-15%) dok se preostali dio gubi na toplinu. Iz tog
razloga je važno hlađenje. Kod prvih CO2 lasera, mješavina laserskog plina, zapečaćena unutar cijevi
za pražnjenje, bila je hlađena isključivo kondukcijom toplote. Nasuprot učinkovitom hlađenju
vanjskog zida cijevi od kvarcnog stakla, zraka je mogla postići snagu od oko 50 W po metru cijevi.
Drugim riječima, ovaj koncept nije dopustio konstrukciju lasera velike snage.
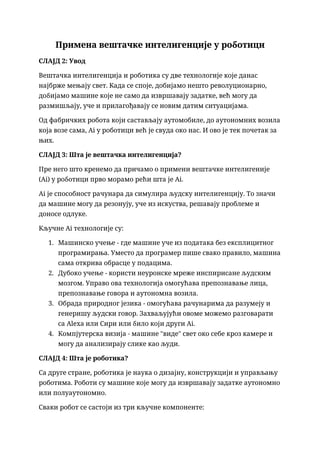
2.2. CO2 Slab laser
CO2 Slab laseri imaju vrlo kompaktan dizajn, čak i u usporedbi s laserima brzog toka (fast flow laser).
Ovi laseri su dostupni u rasponu snage između 1 i 6 kW, a opremljeni su bakrenim elektrodama
velikih površina. Između elektroda odvija se frekvencijom pobuđeno plinsko pražnjenje. Uski razmak
među elektrodama omogućuje učinkovito uklanjanje topline iz tlačne komore, čime se postiže
povećanje snage lasera. Prijenos topline postiže se difuzijom grijanih molekula na hlađene ploče
elektroda. Nestabilni rezonator sastoji se od rotirajućih paraboličnih ogledala, čime je omogućeno
odvajanje fotona od laserske zrake. Vodom hlađene komponente koriste se kako bi se izvorna
pravokutna zraka pretvorila u okruglu simetričnu zraku s kvalitetom od K ≥ 0,9.
Slika 1: Princip rada slab lasera
4
Seminarski rad: Obrada laserom
Mašinski fakultet „Džemal Bijedić“, Juni 2017.
Male dimenzije laserske glave pojednostavljuju integraciju lasera u mašinama za obradu i omogućuju
dizajniranje sistema kod kojih se laserska glava može mijenjati. Za velike radne površine, kao u
brodogradnji, kvalitetna laserska zraka može biti ostvarena preko cijelog radnog područja. To je
posebno važno kod korištenja takvih lasera za rezanje. Prednosti takvih lasera mogu se sažeti u
nekoliko tačaka:
Vrlo kompaktna konstrukcija;
Visoka kvaliteta zrake (snopa);
Nepotrebno hlađenje plina;
Odlična toplinska stabilnost;
Niska potrošnja plina;
Nema protoka plina i stoga nema kontaminacije optike rezonatora;
Jednostavno održavanje.
Slika 2: Difuzno hlađeni CO2 laser, model TruCoax 2000
2.3. Zatvoreni CO2 laser
Zatvoreni CO2 laseri („Sealed off Laser“) rade na sličnom principu kao i slab laseri. Takvi laseri su
potpuno zatvoreni i ne zahtijevaju dovod vanjskog plina; što ih čini robusnima i vrlo pouzdanima. Ovi
laseri su dostupni s izlaznom snagom od 600 W i obično se koriste kod rezanja nemetala (papir, staklo,
plastika), metala, izrade prototipova i graviranja.
3. LASER S KRUTIM MEDIJEM (Nd:YAG)
Dok se aktivni medij u plinskim laserima sastoji od atoma, iona i molekula u plinovitom stanju (CO2
laser), laseri s krutim medijem koriste aktivni medij u obliku kristala. Atomi u takvoj jezgri su gušći,
te time manje pokretljivi nego u plinovitom stanju. Ittrij-aluminj-granat (YAG) kristal ima važnu
ulogu u mašinskoj obradi. Ioni neodimij (Nd-3+) ili iterbij (Yb3-) mogu biti umetnuti u međuprostore
u kristalnoj strukturi. Ti ioni predstavljaju aktivni medij. Kombinacijom odgovarajućeg iona s
kristalnom rešetkom dobiva se Nd:YAG laser ili Yb:YAG laser. Postoje i drugi laserski aktivni kristali
kao vanadati koji imaju puno manji učinak na obradu. Većina lasera koristi neodimij kao aktivnu tvar.
U budućnosti se očekuje da će iterbij dobiti veći značaj u industrijskoj obradi osobito uzimajući u
obzir uvođenje „disc lasera“. Laseri čvrstog stanja emitiraju svjetlost valnih duljina 1064 nm odnosno
1030 nm koje su blizu infracrvenog spektra. Prednost lasera čvrstog stanja su izrazito fleksibilna
optička vlakna koja se koriste za dovođenje laserske zrake do predmeta obrade. Mnoge materijale,
osobito metale, karakterizira povećana apsorpcija valnih duljina blizu infracrvenog spektra, najmanje
10,6 µm. Različite tehnologije i oblici se upotrebljavaju za stvaranje laserske zrake s krutom tvari.
5