Sadržaj:
1.
Uvod...............................................................................................................................2
2.
Osnovni principi i struktura............................................................................................3
3.
Interakcija zračenja sa materijalima...............................................................................6
4.
Parametri režima laserske obrade.................................................................................9
5.
Operacije obrade.........................................................................................................14
6.
Literatura......................................................................................................................20
1.
Uvod
Lasersko zračenje stvara se odgovarajudom pobudom pogodno izabrane tzv. aktivne
sredine, za čije osnovne komponente (atome, molekule) postoji dovoljno velika vjerovatnoda
za nastajanje fizičkog procesa interakcije foton – atom/molekul, nazvanog stimulisana
emisija. Aktivna sredina nalazi se unutar optičkog rezonatora koji uređuje, usmjerava i
pojačava haotično nastale pojedinačne događaje stimulisane emisije elektromagnetnog
zračenja. Tako pojačano zračenje, koje izlazi iz rezonatora naziva se lasersko zračenje i ima
određene karakteristike [1].
Glavne osobine laserskog zračenja su monohromatičnost, koherentnost i velika gustina
snage/energije. Ove osobine mogu se postidi u širokom spektru talasnih dužina elektro-
magnetnog zračenja. Djelovanje laserskog zračenja na sredinu na koju pada ili kroz koju
prolazi, određeno je stepenom apsorpcije zračenja date talasne dužine.
Naziv LASER potiče od početnih slova engleskih riječi Light Amplification by Stimulated
Emision of Radiation, što znači – pojačanje svjetlosti stimulisanom emisijom zračenja.
Laser je prvi put industrijski upotrijebljen 1965. godine za bušenje, primijenjen je rubinski
laser.
Laser nalazi primjenu u različitim oblastima: medicini, telekomunikacijama, mjernoj i
regulacionoj tehnici, obradi materijala i ostalim oblastima.
Uočene su mnoge prednosti primjene lasera za obradu materijala u odnosu na druge
klasične metode. Neke od tih prednosti su: velika tačnost oblika i dimenzija, preciznost
obrade i kvalitet, minimalni otpadak materijala, eliminacija deformacija komada koji se
obrađuju, uska zona uticaja toplote, potpuna automatizacija procesa i dr.
Postoji veliki spektar mogudnosti primjene lasera u industriji:
-
bušenje metala i nemetala,
-
sječenje metala i nemetala,
-
obrada keramike,
-
obrada stakla,
-
sječenje tekstila i drveta,
-
tačkasto i šavno zavarivanje,
-
termička obrada čelika,
-
mikrobušenje u elektronici i nanotehnici,
-
mikrozavarivanje u eletronici itd.
Laseri se mogo podijeliti prema različitim kriterijumima. Prema aktivnom medijumu laseri
se dijele na: čvrste, tečne, gasne i poluprovodničke. Prema načinu pobude dijele se na:
optički pobuđene, električni pobuđene, radiofrekventno pobuđene i hemijski pobuđene.
Prema načinu rada se dijele na kontinualne i impulsne. Prema talasnoj dužini: UV spektru,
vidljivom, IC spektru, DIC spektru.
Kod
čvrstih lasera
aktivni medijum je neki kristal, pobuđuje se optički, pa zato mora da ima
veliku apsorpciju svjetlosti. Prvi materijal koji je korišden za dobijanje laserskog efekta bio je
kristal rubina, čija je laserska emisija talasne dužine 694,3 nm.
Tečni laseri
nalaze primjenu u fizici, hemiji i biomedicini. Aktivni medijumi su organske
supstance: rodamin, oksazin, pironin i dr. Zračenje je impulsno u širem spektru različitih
talasnih dužina od 220 – 800 nm.
Kod
gasnih lasera
aktivni medijum su različite gasne smješe, koje se pobudom jonizuju, a
potom zrače. To su najčešde mješavine helijuma i neona, ugljendioksida, azota i helijuma,
argona i inertnih gasova, azot. Pobuđuje se na različite načine: električnim pražnjenjem,
radiofrekventno ili hemijski. Zrače različitim talasnim dužinama od UV do IC oblasti. Posebna
vrsta gasnih lasera su ekscimerski laseri.
Poluprovodnički laseri
funkcionišu potpuno različito u odnosu na prethodne. Kao aktivni
medijum koriste različite materijale, koji formiraju p-n spoj. Atkiviraju se propuštanjem
struje.
Osnovne karakteristike laserskog zračenja
Svi materijali reaguju na jednu ili više vrsta laserskog zračenja, a način i stepen djelovanja
zavise od mnogih faktora [1]. Za obradu materijala koriste se laseri koji zrače u IC i UV oblasti
talasnih dužina. Laseri iz IC grupe, koji se najviše koriste su Nd
3+
- YAG laseri, koji imaju
talasnu dužinu 1,06 μm i CO
2
laseri sa talasnom dužinom 10,6 μm. Kada je potrebno postidi
velike tačnosti oblika i dimenzija i visok kvalitet obrade i kada je u pitanju izrada minijaturnih
oblika primjenjuju se ekscimerski laseri iz UV grupe.
Važna karakteristika lasera za efikasnost obrade metala je
talasna dužina
. Smatra se da što
je manja talasna dužina vedi je prenos energije na obradak. Treba napomenuti da je obrada
određenih materijala moguda samo sa zračenjima određenih talasnih dužina. Prostiranje
laserskog zračenja kroz atmosferu je ograničeno zbog efekta apsorpcije i rasijanja. Najvedi
apsorberi IC zračenja su vodena para i ugljendioksid.
Još jedno važno svojstvo laserskog zračenja je
usmjerenost
. Laserski snop na izlazu ima
oblik cilindra, određenog prečnika koji se povedava sa udaljenošdu od lasera. Ovaj fenomen
se naziva difrakcija. Širina laserskog snopa definiše se uglom širenja i direktno zavisi od
talasne dužine. Od širenja laserskog snopa zavisi udaljenost materijala i gustina snage koja
pada na obradak.
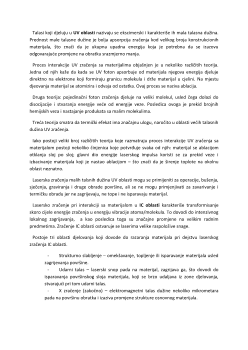
Mod
predstavlja raspodjelu inteziteta – gustine snage/energije laserskog snopa po
njegovom presjeku. Mod zavisi od vrste aktivnog materijala i tipa rezonatora. Za vedinu
primjena najznačajnija je osnosimetrična raspodjela inteziteta laserskog snopa, tzv. Gausova
raspodjela. Međutim, u realnoj situacija raspodjela je najčešde složena, i odgovara višim TEM
modovima. Niži modovi su kružno simetrični, dok viši mogu biti sa raspodjelom u granicama
nekog mnogougla.
Neki modovi laserskog zračenja [2]
Različite operacije zahtijevaju različite modove. Pa tako se za sječenje, bušenje i graviranje
primjenjuju niži modovi, a za zavarivanje i termičke obrade viši modovi.
Vrsta moda određuje način fokusiranja, veličinu spota i dubinu penetracije. Loša raspodjela
zračenja izaziva nejednako zagrijavanje obratka, što utiče na njegov kvalitet. Promjena moda
može se izvesti djelovanjem na optički rezonator ili mehanički: sječenjem, zaklanjanjem ili
ograničavanjem izlaznog snopa.
Za obradu materijala mjerodavna je snaga po jedinici površine na koju se djeluje, tj.
gustina
snage
. Laserski sistemi ograničeni su u smislu maksimalne snage, tako da ako je potrebna
veda gustina snage ona se može postidi
fokusiranjem
. Fokusiranim snopom vrši se obrada
materijala, razlog tome osim povedanja gustine snage je i promjena prečnika laserskog snopa
u položaju žižne tačke. Važno je poznavati prečnik snopa koji pada na materijal da bi se
definisale promjene i oštedenja materijala. Kod fokusiranog snopa postoji zona u kojoj su
prečnik i gustina snage približno stalni, a ta zona se zove dubina fokusa.
Još jedna važna karakteristika laserskog zračenja je da se ono može razdvojiti na dva ili više
snopova koji sadrže ista svojstva ali proporcionalno malu snagu.