СЕМИНАРСКИ РАД
Машински системи
-Брусилица за равно брушење-
професор : студент:Дејан Јовановић
Др Драган Живковић бр.индекса199/13
Брусилица са равним брушење
Урадиo
:
Дејан
Јовановић
ВТШ
Нови Београд
Страна
4
Uvod
:
Bruslica za ravno brusenje je rezultat dugodisnjeg iskustva i rada nasih konktruktora kao I
radnika u proizvodnji.Njene prednosti su raznolike u oblasti ravnog brusenja.Masina je
konkcipirana tako da pri ugradnji odgovarajuce merne tehnike I programatora.Ugradnjom
uredjaja za profilisanje brusne ploce tipa ,,DIJAFROM ” na masini je moguce vrsiti I profilno
brusenje radnih delova.Tip I velicina masine su:
URB 550/300
URB 750/300
URB 1000/300
Istoriski razvoj
:
Postupak brušenja je dan je od najstarijih čovečanstvu poznatih postupaka obrade. Još u
Kamenom dobu klesanika menbrusio se da bi se dobilo oružje I alatke. Čovek je kao abraziv
koristio kamen u prašinu kojom je trljao predmete pomoću drveta ili oguljene kože. Danas
postoji mnoštvo abraziva kojima se mogu proizvesti predmeti najrazličitijih površina I oblika.
Ručno brušenje
:
Definicija brušenje je postupak obrade površina kojim pokušavamo da uklonimo deliće ili
material pomoću brojnih tvrdih kristala (brusnih zrna) neodređenih geometrijskih oblika. Pri
tome takođe tvrdim zrnima rezanjem,odstranjujemo material sa metalnih I drugih površina.
Postupkom brušenja napovršini metala formiraju se žlebovi ili brazde. Površina metala pod
pritiskom brusnog zrna postaje plastična, a rubovi tragova brušenja glatki I oštri. Brusno zrno
omekšava metal, u toku brušenja ga delimično potiskuje u stranu I na taj način formira
izbočenje.Od svih postupaka obrade skidanjem strugotine,brušenje je I malo najsnažniji razvoj
iporast primene.Mnoge operacije skidanjem čestice ,koje su se izvodile na gl dalicama ili drugim
alatnim strojevima danas se izvodena brusalicama. Površine metala pod pritiskom brusnog zrna
postaje plastična,a rubovi tragova brušenja glatki ioštri.
Брусилица са равним брушење
Урадиo
:
Дејан
Јовановић
ВТШ
Нови Београд
Страна
4
Slika br 1.1:
Tehnicki podaci za brusilice sa ravni brusenje tipove
Брусилица са равним брушење
Урадиo
:
Дејан
Јовановић
ВТШ
Нови Београд
Страна
4
Postavljanje masine:
Masina je kompletno upakovana sem gornjeg uzduznog stola koji se posebno pakuje da bi se
izbeglo ostecenje vodjica.Kada se masina dopremi na mesto gde ce biti postavljena ,narocito
paznju treba obratiti na pomeranje bez udara I rasklimavanje kako nebi doslo do ostecenja
kliznih vodjica.Od pravilnog izbora mesta za postavljanje masine zavisi tacnost I prosizvodnost
rada bruslice.
Bruslici se mora obratiti paznja kao svakoj visokoj preciznoj masini a narocito da ne bude blizu
masine koje izazivaju potrese (rendisanje,glodalica,horiznontalne busilice,uredjaji za isparavanje
kao sto su preci).U blizini masine sa potresima ne moguce je postici dobar kvalitet brusenih
povrsina pa se cesto u takvim situacijama u ulezistenju glavnog vretena sto je u osnovi
poresno.Za pstavljanje masine nije potreban poseban fundament vec je dovoljna debljina betona
od 15-20 cm.Podlivanje masine je neophodno kako bi masina imala I bocno
ucvrscenje.Iznivelisanje masine podliva se mesavinom cementa I peska kako bi cello postojanje
naleglo.Odnos masine cement pesak 1:2 sa cementnim okvirom oko postolja,masina je podpuno
osiguran.Posle podlivanja sacekati 2-3 dana pa tek onda pustiti masinu u pogon.
Montiranje gornjeg uzduznog stola treba vrsiti pazljivo I ne havtati sto za krajeve kako nebi doslo
do deformisanja vec to vrsiti uz prehodno skidanje zastitnog sloja protiv habanja,a zatim izvrsiti
podmazivanje vodjica priznatim mastima za kotljajuce lezajeve.narocito treba obratiti paznju na
postavljanje kaveza sa kuglicama.Jedan kavez se postavlja vertikalno,a drugi horizontalno u
vodjici.Kod spajanja uzdusnog I porecnog stola izmedju navrtke I podmetaca ne treba prilozeni
podmetac.Pomocu libele tacnosto2/100 mm I zavrtnjeva za podesavanje dotera se masina u
horizontal polozaj stavljanjem libele na povrsinu stola citajuci odstupanja u jednomi drugom
pravcu.Nakon ovog se zavrtnji za podesavanje stegnu,a masina zalije I podlije kakobi cvrtsto
stajala.
Slika 1.2:Prikaz transporta uzduznog stola
Брусилица са равним брушење
Урадиo
:
Дејан
Јовановић
ВТШ
Нови Београд
Страна
4
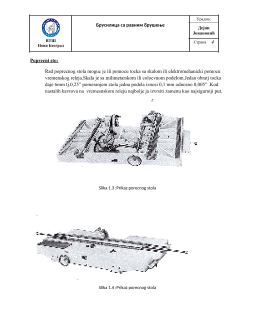
Poprecni sto:
Rad poprecnog stola moguc je ili pomocu tocka sa skalom ili elektromehanicki pomocu
vremenskog releja.Skala je sa milimetarskom ili colocvnom podelom.Jedan obratj tocka
daje 6mm tj.0,25” pomeranjem stola jedna podela iznosi 0,1 mm odnosno 0,005” .Kod
nastalih kavrova na vremesnskom releju najbolje ja izvrsiti zamenu kao najsigurniji put.
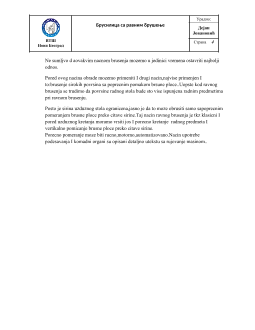
Slika 1.3 :Prikaz porecnog stola
Slika 1.4 :Prikaz porecnog stola