Данашње управљачке јединице грађене су на принципу коришћења
микропроцесора, тј. малог електронског рачунара који се може програмирати и тиме
остварити процес нумеричког управљања. Због тога се такве управљачке јединице зову
CNC (Computer Numerical Control )
управљачке јединице.
Слика 1.4. Разлике између класичних и CNC машина
Као што се на слици види основне разлике између ових машина су у следећем:
•
Погон машине
-
код класичних машина ради се о заједничком погону тј. један
мотор погони и главно вретено и остала кретања радног стола, док код CNC машина
постоји један главни мотор за погон главног вретена, а померања по осама
остварују посебни истосмерни мотори.
•
Управљање машином
-
изводи се код класичних машина ручно или машински
преко ручица за управљање док CNC машине имају управљачку јединицу
(
тастатура и екран) и раде аутоматски преко програма.
•
Мерни састав машине
-
састоји се од скале са нонијусом (класична машина) или
прецизнијег линеарног система мерења (CNC машина).
•
Помак радног стола
-
остварује се трапезним навојем или кугличним навојним
вретеном (CNC машина).
Нивои управљања:
-
управљање по тачки (истовремено кретање само по једној оси - нпр.
операција бушења)
-
управљање по кривој у равни (истовремено кретање по двема осама)
-
управљање по просторној кривој (истовремено кретање по најмање 3 осе -
нпр. просторно закривљене плоча - нпр. лопатице турбине)
Карактеристике CNC машина:
•
могућност обраде најсложенијих машинских делова,
•
висока продуктивност,
•
велика брзина рада због повећаних режима рада,
•
робуснија конструкција машине,
•
боље вођење (нпр. куглично навојно вретено), што резултује већом прецизношћу
(0.001mm)
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
•
обилно подмазивање и хлађење алата (до 100 l/min и више ) чиме се продужује век
трајања алата
•
кориштење најквалитетнијих алата са резним оштрицама од тврдих метала и
керамике.
Најновије машине су тзв. ОБРАДНИ ЦЕНТРИ који обрађују радне предмете веома
сложене геометрије са високим степеном тачности. Ове машине омогућавају комплетну
обраду радног предмета уз аутоматску измену алата ( магацин са механичком руком за
измену алата). Радни предмет има могућност закретања и помицања у више смерова.
Повезивање више CNC машина чини тзв. ФЛЕКСИБИЛНИ ОБРАДНИ ЦЕНТАР - садржи
неколико обрадних центара повезаних системом транспорта.
Најновије достигнуће је повезивање низа флексибилних обрадних центара које
послужују роботи. То су «фабрике без људи» потпуно аутоматизоване у којима се постиже
највећа продуктивност.
Слика 1.5. Обрадни центар
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

1.3.
ПРОГРАМИРАЊЕ CNC МАШИНА
Процес израде делова на CNC ( НУМ - нумерички управљана машина ), како смо
видели на претходној шеми, састоји се од следећих активности:
1.
разрада технологије и утврђивање редоследа захвата, алата и режима рада,
2.
припрема алата,
3.
програмирање,
4.
припрема машине,
5.
израда првог комада у серији,
6.
серијска производња.
Већина набројаних активности постоји и код класичних алатних машина, међутим
оно што је својствено CNC машинама, то је
ПРОГРАМИРАЊЕ.
ПРОГРАМИРАЊЕ ЈЕ ПОСТУПАК ПИСАЊА ПРОГРАМА ПРЕМА УНАПРЕД
ДЕФИНИСАНОЈ ТЕХНОЛОГИЈИ, А МОЖЕ СЕ ОБАВИТИ РУЧНО ИЛИ ПОМОЋУ
РАЧУНАРА.
РУЧНО ПРОГРАМИРАЊЕ
подразумева писање програма од стране технолога
ручно, тј. пише се сваки ред програма према дефинисаној технологији.
ПРОГРАМИРАЊЕ ПОМОЋУ РАЧУНАРА -
подразумева аутоматско
програмирање самог рачунара на основу изабраних параметара програмера као што су
димензије припремка, пут алата, избор алата, режима рада итд. у посебним софтверима као
што су CATIA, MASTERCAM, SOLIDCAM и др. Такође је могућа симулација програма и
испис самог програма у изабраним управљачким јединицама. Овим се скраћује време и
смањују трошкови израде програма, па је бржа израда првог комада на машини.
Програмирање подразумева израду следеће документације:
•
операциони лист
-
садржи редослед операција радног предмета са потребним
режимима рада и временима израде,
•
план алата за радни предмет
-
садржи попис свих коришћених алата за
обраду према редоследу коришћења, потребне мере, стандарде режиме и
корекције,
•
план стезања
-
обухвата основне габарите радног простора, положај радног
предмета на машини, тачке ослањања предмета и место стезања као и положај
нулте тачке,
•
план резања
-
је главни документ за испис програма на којем су видљиве
путање кретања алата за сваку операцију. Прати се пут кретања врха алата од
почетка до краја обраде,
•
писање програма
-
или краће ПРОГРАМ је задњи и најважнији документ по
којем се уносе наредбе за управљање машином. Разрађени програм уноси се у
програмски лист.
1.4.
РЕФЕРЕНТНЕ ТАЧКЕ МАШИНЕ
Код програмирања CNC машина потребно је познавати одређене референтне,
односно нулте тачке које дефинишу координатни систем и сам алат.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
1.4.1
Референтне тачке CNC струга
Слика 1.7. Приказ нултих тачака код CNC струга
Слика 1.8. Нулте тачке код стругa EMCO TURN 55
Код школског CNC струга TURN 55 прилаз алата је са доње (предње) стране па
је координатни систем и положај референтних тачака као на слици.
1.4.2
Референтне та
ч
ке CNC глодалице
Слика 1.9. Нулте тачке код глодалице
W -
Нулта тачка обратка
(Workpiece zero point)
Тачка везана за израдак. Слободно се мења према потребама конструкције или
израде. У овој тачки је почетак координатног система које је пребачено из тачке М и
она олакшава програмирање.
М – Нулта тачка машине
(Machine zero point)
Позиција ове тачке се не може мењати. Одређена је од стране произвођача CNC
машине. Она је почетак координатног система и од ње се прорачунавају сви помаци
алата.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

1.5.1.
Правило десне руке
Одређивање позитивног смера координатног система одређује
положај прстију десне руке, односно палац показује у
позитивном смеру осе X, кажипрст у позитивном смеру осе Y,
док средњи прст показује позитивни смер осе Z.
Слика 1.13. Правило десне руке
Слика 1.14. Неки примери одређивања оса
1.6.
АПСОЛУТНИ И ИНКРЕМЕНТАЛНИ КООРДИНАТНИ СИСТЕМ
У процесу програмирања употребљавају се два система мерења: АПСОЛУТНИ И
ИНКРЕМЕНТАЛНИ.
АПСОЛУТНИ КС има једну фиксну нулту тачку у тачки (W), а координате
појединих тачака значе удаљеност тих тачака од нулте тачке по вредности и предзнаку.
Код ИНКРЕМЕНТАЛНОГ КС мерења, координате идуће тачке се изражавају у
односу на претходну тачку ( инцремент - помак ) где се налази координатни систем.
Координатни систем је дакле промењив и налази се у почетној тачки одакле креће кретање.
1.6.1.
Израчунавање координата у апсолутном и инкременталном KC
Слика 1.15. Израчунавање координата код
глодања
АПСОЛУТНИ
КООРДИНАТНИ СИСТЕМ
ИНКРЕМЕНТАЛНИ
КООРДИНАТНИ СИСТЕМ
ТАЧКА
X
Y
ТАЧКА
X
Y
1
-3
4
1
-3
4
2
0
6
2
3
2
3
3
3
3
3
-3
4
3
-3
4
0
-6
5
-3
-3
5
-6
0
6
-4
0
6
-1
3
7-W
0
0
7
4
0
Σ0
Σ0
a
b
c
d
e
f
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
АПСОЛУТНИ
КООРДИНАТНИ СИСТЕМ
ИНКРЕМЕНТАЛНИ
КООРДИНАТНИ СИСТЕМ
ТАЧКА
X
Z
ТАЧКА
X
Z
1
30
0
1
15
0
2
40
-5
2
5
-5
3
3
4
4
-5
-6
5
5
6
6
7
7
8
8
Слика 1.16. Израчунавање координата код стругања
Уочимо да код инкременталног система мерења збир координата тачака у једном
затвореном циклусу једнак је нули. Оба претходно наведена система мерења имају своје
предности и недостатке. Чешће се користи програмирање у апсолутном координатном
систему, јер га је лакше схватити и мања је могућност грешака. Ипак у неким случајевима
се користи и инкрементални систем као нпр. код израде потпрограма.
Код израчунавања координата за стругање, вредности координата по оси X уписују се у
промерима у апсолутном координатном систему (тако је котирано).
1.7.
ПОМАК НУЛТЕ ТАЧКЕ
Код EMCO струга машинска нулта тачка
(
М)
лежи у оси ротације базе стезне главе
(
американера). Како ова тачка није погодна као почетна тачка рада, координатни систем је
могуће променити и поставити га на другу повољнију тачку у радном простору NC
машине.
Када се одреди нпр. нови координатни систем W на челу обратка позивом наредбе
Г54 управљачка јединица ће аутоматски унети вредности координата тачке W, па ће се
нулта тачка променити из позиције
М (нулта тачка машине)
у
W (
нулту тачку обратка).
Прва наредба у програмирању је управо функција помака нулте тачке којом се
премешта координатни систем у повољнију позицију.
Слика 1.17. Помак нулте тачке
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Истрошеност алата такође делује на нетачност димензија, па се морају узети и те корекције
у
обзир. Неточност се установљава мерењем обратка.
Означавање потребног алата и његове корекције врши се на следећи начин:
Нпр. Т01D1
Т
-
алат (tool )
Т01 - 1. место на револверској глави
Т01D1 - место у меморији корекције алата бр. 1
Слика 1.19. Алати у револверској глави код неких стругова
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
1.8.1.
Алати за стругање за школски CNC струг «EMCO-TURN 55 «
СКИЦА АЛАТА
ОПИС АЛАТА
Реф.-Бр.
Алат за завршну обраду - десни
No. SDJCR 1210 D0
7
260 601
Алат за завршну обраду-леви
No. SDJCL 1210 D07
260 602
Неутрални нож
No. SDNCN 1210 D07
260 603
Нож за резање навоја-спољни
max. korak 1,5 mm No. NL 1210-2 RH
260 620
Нож за резање навоја-унутарњи
No. NVR 10-2 RH
010 x 60 mm
за унутарњи навоj 0,5-1,5 mm
260 627
Нож за унутарње стругање
No. SDVCR 07 S10D 010 x 60 mm
260 606
Нож за одсецање и израду жљеба
No. L150.15.15.1212-3/M0
264 020
Забушивач
,
HSS
06,8 mm
A8, DIN 333
573 770
271 220
Сет спиралних бургија, HSS
9
спиралних бургија 02-10 mm (1 mm распон)
260 628
Спирална бургија, HSS
Ø 12mm
A6Z 050
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

1.8.3.
Примери примене алата за стругање према PIA - Велење
Алати који се користе за обрадну на CNC стругу Emco Turn 55 и Turn105 су
карактеристика као на сликама из којих се види шта може да обради поједини нож и какав
је угао прилаза алата ка израдку што је важно да не би дошло до судара држача алата и
обратка.
Слика 1.24. Десни нож за фину обраду
Слика 1.25. Неутрални нож
Слика 1.26. Нож за унутрашње стругање (бушачка мотка)
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
1.8.4.
Алати за глодање
СКИЦА АЛАТА
ОПИС АЛАТА
Реф.-Бр.
Грубо глодало за поравнавање, HSS
Ø 40 x 20 mm,
унутрашња мера Ø 16 mm
764 410
Вретенасто глодало, HSS
према DIN 327, облик B
Ø3 mm - Ø 6 mm –
мера дршке Ø 6 mm Ø 8 mm
–
мера дршке Ø 8 mm Ø 10 mm - Ø 10 mm Ø 12
mm - Ø 12 mm
764 301
764 306
764 308
773 100
Вретенасто глодало за грубу обраду, HSS
према DIN 844, shape A Ø 8 mm - Ø 16 mm
764 200
Профилно вретенасто глодало, HSS
Ø 6 mm Ø 12 mm
771 030
771 040
Угаоно глодало, HSS
према DIN 1833, облик A 60°, Ø 16 mm, дршка
- Ø 12 mm
764 400
Угаоно глодало, HSS
према DIN 1833, облик B 45°, Ø 16x4 mm,
дршка - Ø 12 mm
771 050
Бушачка мотка
за проврте Ø 16-40 mm дршка - Ø 15 mm
F1Z 050
NC-
старт сврдло, HSS
дршка
Ø 10 mm,
угао врха сврдла 120°
771 010
Забушивач,HSS
Ø 6,8 mm
A8, HSS, DIN 333
573 770
271 220
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

2
. НУМЕРИЧКИ УПРАВЉАНЕ МАШИНЕ
Излазне карактеристике код стандардних, конвенционалних машина алатки уско су
везане за способност послужиоца машине који их ручно управља. Ручно управљање није
врста обраде, већ скуп акција током времена с намером да се остваре циљеви процеса
обраде. Према томе, ни умеричко управљање не представља врсту обраде, већ специјални
концепт управљања машином. Овде ће углавном бити речи о НУ машинама за обраду
материјала и НУ мерним машинама, али треба напоменути да постоје и нумерички
управљане машине које не врше непосредну обраду метала или неког другог материјала.
Сматра се да је машинска обрада један од најразноврснијих процеса, јер се може користити
за добијање читавог спектра облика и површина.
Слика 2.1. Општа шема нумерички управљане машине алатке
Управљање извршним органима нумерички управљане машине алатке је аутоматско.
За нумерички управљану машину алатку, чија је шема дата на слици 2.1, генерално се може
рећи да се састоји из две функционалне целине, а то су:
1. Нумерички управљачка јединице - НУЈ.
2. Механички део који је сачињен од подсистема, склопова и подсклопова и других
пратећих елемената као код конвенционалних машина алатки.
Нумерички управљане машине за обраду резањем
Основне методе обраде резањем су: стругање, рендисање, глодање, бушење и
брушење. Нумерички управљане машине за обраду резањем су: NC струг, хоризонтални,
вертикални или под углом, са 2, 3 или 4 управљане осе (слика 2.2).
Ово је најраспрострањенији тип нумерички управљаних машина. Обрађују се делови
кружница, конуса, цилиндара и навоја.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Слика 2.2. НУ струг чије је постоље конструкцијски изведено:
(а) хоризонтално, (б) вертикално и (в) под углом
NC бушилица, хоризонтална или вертикална (слика 2.3), је углавном координатна
бушилица, оспособљена за рад са великом тачношћу за бушење отвора или за операције
сродне бушењу (забушивање, упуштање, проширивање, развртање, израда навоја).
НУ глодалица. Глодалице захтевају управљање са функционалном зависношћу више
оса да би се извела обрада по правој линији или контури. Главно кретање глодалице је увек
обртање главног вретена са алатом (слика 2.4).
Слика 2.3. НУ бушилица која може да врши бушење под углом до 70º
Слика 2.4. НУ вертикална глодалица
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Слика 2.7. НУ машина за балансирање алата (а) и примена НУ код скенирања (б)
Различити видови примене CNC технологије код послова где се не врши непосредна
обрада материјала приказани су на слици 15. Наравно, могућности примене CNC
технологије и нумерички управљаних машина сваким даном постају све веће.
2.2 ПРЕДНОСТИ И НЕДОСТАЦИ НУМЕРИЧКИ УПРАВЉАНИХ МАШИНА
АЛАТКИ
Аутоматизација малосеријске и серијске производње као доминирајућег вида у
металопреради, успешно се изводи применом нумерички управљаних машина алатки. Оне
се одликују повеђаном продуктивношћу и тачношћу. Њихова примена подиже
металопрераду на виши ниво. При томе, треба сагледати предности и недостатке примене
нумерички управљаних машина алатки.
Основне предности примене нумерички управљаних у односу на конвенционалне
машине алатке су:
•
повећање продуктивности смањењем укупног времена, услед смањења главног и
помоћног времена,
•
висока тачност обраде и незнатна контрола обратка,
•
обрада делова ложенијих профила који се тешко могу да остваре на
конвенционалним машинама,
•
повећање временског степена искоришћења машине,
•
смањење броја и трајања припремних операција (обележавање, забушивање и сл.),
•
једноставније управљање процесом производње,
•
избегнута потреба за високостручним послужиоцем машине алатке,
•
послужилац машине алатке има више слободног времена и може да прати рад друге
машине и тако даље.
Недостаци примене су:
•
обавезно планирање рада до детаља, као код сваке аутоматизоване производње,
•
велики инвестициони трошкови повећавају трошкове машинског сата,
•
потреба за високостручним програмерима,
•
поузданост нумерички управљане у односу на конвенционалну машину алатку
може бити нижа,
•
већи ефекти се остварују у аутоматизацији великосеријске производње и тако
даље.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Упоредна анализа коришћења машина показује да једна нумерички управљана
машина замењује 3 до 8 конвенционалних машина алатки, што омогућује смањење опреме,
производног простора, радне снаге и друго. Продуктивност се повећава до 50%, тачност
израде делова повећава се 2 до 3 пута, а број и цена накнадних операција смањује се 4 до 8
пута. Временски степен искоришћења нумерички управљане мапине треба да је велики, јер
се нумерички управљана машина алатка већ после 5 година сматра застарелом. На
скраћивање века трајања машине утиче и стална појава новијих, савременијих и
продуктивнијих типова машина алатки.
2.3. СТРУКТУРА НУМЕРИЧКИ УПРАВЉАНИХ МАШИНА АЛАТКИ
Структуру нумерички управљане машине алатке чине:
•
нумерички управљачка јединица - НУЈ,
•
погонски систем - ПС,
•
управљани систем - УС и
•
мерни систем – МС.
Програмирање обрадних процеса на нумерички управљаним обрадним системима
обухвата низ активности на систематизацији обрадних информација, њиховом исписивању
одређеним редоследом према правилима програмског језика у форми управљачког
програма. Преко управљачког програма нумерички управљана машина добија, на одређени
начин кодиране, све потребне информације за аутоматску обраду неког елемента. То су
информације о потребним кретањима (главним и помоћним), информације за укључивање и
искључивање извршних органа машине, почетак и завршетак програма, информације за
аутоматску измену алата, податке о режимима обраде и др.
Управљачки програми уносе се у нумеричком облику у нумерички управљачку
јединицу – НУЈ. Управљачка јединица тако припремљене информације обрађује и према
степену приоритета саопштава извршним органима машине. На тај начин се остварује
управљање процесом обраде ради остварења потребне конфигурације изратка.
Погонски систем - ПС треба да реализује наредбе добијене од НУЈ. Он врши
покретање радних органа машине, брзинама и помацима датим управљачким програмом,
води их по задатим путањама и доводи у задате положаје.
Управљани систем - УС чини машина алатка. Она треба да оствари програмом
задате наредбе. На њу се постављају алати и припремак који, вршењем релативних кретања,
формирају контуру изратка. Тачно вођење и довођење радних органа у задате положаје
значајно је за тачност облика и величина изратка. Ту улогу преузима мерни систем - МС
који даје сигнал о положају, позицији или стању радног органа машине.
2.3.1. Погонски системи
Погонски систем – ПС има за задатак да реализује наредбе добијене од управљачке
јединице. Он покреће радне органе машине брзинама и помацима према програму, води их
и доводи у задате положаје.
При томе треба да омогући:
•
остварење бестрзајног покретања, промену смера и заустављање,
•
линеарну зависност између улазног и излазног сигнала,
•
висок степен реаговања на управљачке сигнале,
•
висок степен искоришћења,
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

покретних делова система и мерење брзине ових померања. Како је управљачка јединица
електронски уређај, то је потребно да се информација о измереној величини прикаже у
облику електричног сигнала који може лако да се обради. Због тога се код НУ машина
углавном користе електронски мерни системи, или системи који као излазну величину
имају електрични сигнал. Мерни уређаји мора да раде у такозваном онлине режиму. То
значи да измерену величину одмах шаљу у управљачку јединицу како би се она упоредила
са задатом, јер се управљање изводи на основу разлике задате и остварене координате
померања.
Тачно вођење и довођење радних органа у задате положаје од посебног је значаја за
облик, тачност и квалитет изратка. Захтеви које треба да испуне мерни системи су:
•
осетљивост треба да одговара траженој тачности НУ машине,
•
треба да буду осетљиви на промену смера кретања - обртања,
•
фреквенција слања сигнала треба да одговара захтевима управљачке јединице
и
•
поузданост у раду.
Савремени мерни системи могу да раде и као вишестепени, прво као мерни системи
за грубо и средње фино позиционирање у близини задате тачке, а затим и као мерни
системи за фино и врло фино позиционирање, тј. за довођења алата у задату тачку са
високом тачношћу.
Слика 2.8. Угаони и линеарни енкодери
Данас се најчешће користе мерни системи са фотоелектричним очитавањем
оптичких решетки код лењира или дискова (слика 2.8.).
Слика 2.9. Ласерски енкодер за вишеосно позиционирање
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Мерење померања извршних органа НУМА може да се врши и помоћу ласерских
интерферометара (слика 2.9.). Овакав начин је веома погодан код великих померања
извршних органа машине (10 м и више), када друге методе не дају довољну тачност због
сумарне грешке услед великих померања.
2.4. НУМЕРИЧКИ УПРАВЉАНА МАШИНА – УПРАВЉАНИ СИСТЕМ
Део обрадног система под називом машина алатка је једна или више машина алатки
са пратећим уређајима као посебним целинама и са одговарајућим инсталацијама.
Машина алатка треба да оствари програмом задате наредбе, тј. на њој се врши
непосредна обрада материјала. Да би она остварила технолошку функцију обраде у оквиру
ње се налазе извршни органи, прибори, алати као и полазни материјал за обраду -
припремак. Извршне органе машина алатки покрећу погонски системи и то на основу
наредби добијених од управљачке јединице. Повратне информације о постигнутим
положајима и текућим позицијама извршних органа управљачкој јединици шаљу мерни
системи који се такође налазе на машини алатки.
Алат и припремак изводе релативно кретање, један у односу на други. Ово кретање
може да изводи:
•
само алат,
•
само обрадак и.
•
истовремено и алат и обрадак.
Релативно кретање изводи се у правцу једне или више оса истовремено – у
зависности од врсте машине и жељене конфигурације обратка. Обрадак је ограничен
површинама, а обрада се изводи по тим елементарним површинама, односно захватима који
формирају одређене елементарне површине. Логичан редослед захвата је радни програм
који обухвата све геометријске и технолошке информације потребне машини алатки за
обављање радног задатка.
Ако се машина алатка посматра као систем, онда она има подсистеме који су
посебне целине и чине компоненте машине алатке и то:
•
носећи и ослони елементи,
•
клизне вођице,
•
системи за измену алата,
•
системи за подмазивање,
•
системи за хлађење,
•
погонски системи,
•
мерни системи и
•
нумерички управљачка јединица.
2.4.1. Носећи и ослони елементи
Постоља, кућишта, стубови и попречне греде су носећи и ослони елементи
структуре машине алатке. Димензије, облик и крутост зависе од улоге коју елементи имају
у процесу обраде материјала, од тежине припремка и од величине сила које се јављају при
обради. Елементи структуре могу бити статички и покретни.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Врло често се између покретних и непокретних клизача постављају пластичне масе,
и то на два начина. Први је, када се траке лепе на краћи покретни део клизача чиме се
добија клизни пар: метал - пластична маса. Други начин је да, када се клизач постави на
вођице по којима клизи, мали зазор између површина за налегање испуни наливном масом,
после чега се површине налегања мало поправе и прилагоде вођицама. Оба ова решења су
добра, али ипак су лошија од котрљајних, аеро и хидростатичких решења.
Слика 2.11. Завојно вретено са рециркулационом навртком
Завојно вретено, које се налази на већини конвенционалних машина алатки, није
погодно за нумерички управљане машине алатке. Велико је трење и хабање, велики је
зазор, користи се за релативно мале брзине, не обезбеђује жељену тачност и зато је
замењено завојним вретеном са рециркулационом навртком (слика 2.11.). Код ове врсте
завојних вретена трење клизања ефикасно је замењено трењем котрљања.
Завојно вретено и навртка имају прецизно израђене завојне жлебове по којима
циркулишу куглице. Геометријски облик завојног жлеба може бити полукруг или готички
лук. Крутост погонског система и тачност позиционирања може се повећати
преднапрезањем склопа завојно вретено - навртка. Преднапрезање се остварује помоћу две
навртке које се постављају тако да се између њих оствари преднапрезање на истезање или
притисак. Стварна еластична линија вретена одржава се у дозвољеним границама
одступања од осе вретена, што повољно утиче на тачност позиционирања. Ово је посебно
важно за нумеричке машине алатке са индиректним мерним системима.
Завојна вретена са рециркулационом навртком имају врло мала трења, тако да су
губици енергије и стварања топлоте у њима занемарљиво мали.
2.4.3. Системи за измену алата
Системи за измену алата у аутоматизацији процеса обраде имају битну улогу. Све
већи захтеви за тачношћу и сложенијом конфигурацијом делова намећу потребу обраде из
једног радног положаја - једног стезања, а са друге стране се захтева употреба више
различитих алата. Смањење помоћног времена доноси одговарајуће уштеде и директно
оправдава увођење система за измену алата.
Резне алате може да замени и послужилац машине ручно.У пракси таква измена је
код неких НУ глодалица и НУ бушилица.Ово је могуће зато што су њихови носачи резних
алата лако приступачни. Међутим, НУ стругови и обрадни центри за потребе
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
аутоматизоване производње по правилу поседују аутоматске уређаје за измену резних
алата, који зависно од конструкције, могу да приме различит број резних алата.
За аутоматску измену алата у примени су:
•
револверске главе и
•
магацини алата.
Слика 2.12. Обрадни центар са три револверске главе
Слика 2.13. Тип чланкастог магацина алата
Револверска глава је посебна целина машине алатке (слика 2.12.). Она омогућује
аутоматску измену алата. Већина НУ стругова има једну или две револверске главе које
могу бити хоризонталне и вертикалне.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Овде постоје два начина: први, када се алат оставља на тачно одређено место у
магацину које памти управљачка јединица и други начин, када се алат оставља на најближе
место у магацину а успут се саопштава управљачкој јединици на ком месту се налази тај
алат. Систем за измену алата мора да поседује логику смера, да омогући најкраћи пут до
жељене позиције. Из изложеног може се рећи да систем за измену алата треба да испуни
одређене услове:
•
лаку и брзу измена алата,
•
приступачност обради,
•
добру снабдевеност средством за хлађење,
•
поновљивост позиционирања истих алата и
•
приступачност послужиоцу машине.
2.4.4. Системи за подмазивање
За добар и поуздан рад НУ машине потребно је исправно подмазивање свих
покретних склопова. Подмазују се све клизне површине, преносници и вретеништа,
рециркулационе навртке, као и други витални елементи машине. Подмазивање може бити
ручно и аутоматско.
Ручно подмазивање изводи послужилац машине у одређеном временском интервалу,
средствима инсталираним на самој машини. Ручно подмазивање у потпуности је одвојено
од система за управљање машином. Најчешће се користе зупчасте пумпе које се активирају
ручним обртањем, а у употреби могу бити и клипне пумпе.
Аутоматско подмазивање има знатно већу ефикасност у односу на ручно и више је у
примени код НУ машина, не зависи од послужиоца, врши се са централног места, а
контролише га управљачка јединица.
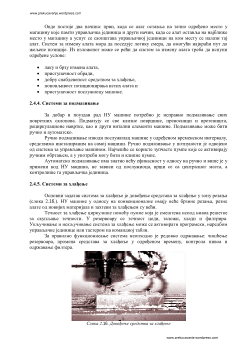
2.4.5. Системи за хлађење
Основни задатак система за хлађење је довођење средстава за хлађење у зону резања
(слика 2.16.). НУ машине у односу на конвенционалне имају веће брзине резања, резне
алате од новијих материјала и захтеви за хлађењем су већи.
Течност за хлађење циркулише помоћу пумпе која је смештена испод нивоа решетке
за скупљање течности. У резервоару се течност цеди, таложи, хлади и филтрира.
Укључивање и искључивање система за хлађење може се активирати програмски, наредбом
управљачке јединице или тастером на командној табли.
За правилно функционисање система неопходно је редовно одржавање: чишћење
резервоара, промена средстава за хлађење у одређеном времену, контрола нивоа и
одржавање филтера.
Слика 2.16. Довођење средства за хлађење
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
2.5. НУМЕРИЧКА УПРАВЉАЧКА ЈЕДИНИЦА
Нумеричка управљачка јединица – НУЈ је посебна целина обрадног система и има
три основна задатка:
•
пријем,
•
обраду и
•
издавање података.
Оспособљена је да прими податке у виду готовог програма, информације од
машинског система, као и друге инструкције. Програм се може саопштити на више начина
преко посебног њеног дела за пријем података, и то се чини:
•
ручно помоћу тастатуре,
•
помоћу бушене траке (ако постоји читач траке),
•
помоћу магнетне траке (ако постоји касетна јединица),
•
помоћу дискете (ако постоји дискетна јединица) и
•
директно каблом, везаним директно за неки рачунар.
Осим што прима инструкције, управљачка јединица приказује послужиоцу машине
информације о тренутном положају алата, броју обртаја, евентуалној грешци у програму,
квару у неком подсистему и тако даље. НУЈ је окренута послужиоцу командном таблом и
разним прикључцима за периферну опрему. Другим делом, НУЈ је окренута машини алатки
делом за прилагођавање и укључивање осних кретања и делом за напајање енергијом.
Постоји више типова нумеричких управљачких јединица како по степену
аутоматизованости осталих функција тако и по конфигурацији изратка. Њихова подела на
типове заснива се према:
•
врсти управљања (координатно, линијско и контурно),
•
врсти обраде (бушење, стругање, глодање и друго),
•
броју управљаних оса и
•
степену аутоматизованости осталих функција.
Са аспекта развоја електронике НУЈ разликују се следећи системи:
•
NC систем – хардверски базиране НУЈ које читају споља сачињене програме
(екстерно) и
•
CNC системи – софтверски базиране НУЈ, располажу рачунаром који
омогућује послужиоцу да стартује, мења и прекида програм.
Једном сачињен управљачки програм могуће је пренети и архивирати помоћу
различитих носача података. На пример: бушена трака, магнетна трака, дискета или новији
носачи информација. Да се све то оствари CNC управљачке јединице мора да поседују
одговарајуће прикључке (интерфаце) за пренос података. За те прикључке постоје
стандарди који обезбеђују да се размена података између управљачке јединице и екстерног
уређаја одвија беспрекорно.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Слика 2.19. Елементи командне табле упрваљачке јединиице: 1- елементи за показивање и праћење,
2 -
прекидачи за избор начина рада, 3 - елементи за пограмирање (тастери), 4 - тастери за
корекцију и скраћени унос података, 5 - показивач оптерећења мотора, 6 - елементи за управљање
машином (тастер - стоп), 7 - укључивачи броја обртаја и корака, 8 - тастери за активирање
одређених функција машина, 9 - точкић за ручно активирање помоћних кретања машине
Елементи за показивање и праћење: екран, дигитална поља или разне сигналне
сијалице. НУЈ новијег датума имају и могућност симулирања програма на екрану, при чему
на погодан начин приказују свако померање алата.
Слика 2.20. Изглед командне табле за CNC управљање произвођача SCHLEICHER
ELECTRONIC
Рачунар НУЈ не може на машини алатки директно да активира све функције. За то је
потребан посредник. Задатак посредника је да струјне импулсе из НУЈ трансформише за
потребе машине алатке, и то тако да она реагује на сваки струјни импулс који јој задаје
програм или послужилац. Примајући информације НУЈ прима задатак релативног вођења
алата и обратка по задатом програму ради остварења потребне конфигурације изратка. Да
се обави овај одговорни задатак треба да постоје упоређивачи, појачивачи и претварачи. На
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
пример, ниво сигнала може бити недовољан за управљање моторима НУ машине алатке и
сигнале треба појачати, а неки сигнали се не могу упоредити и треба их претворити у
погодне за упоређење.
2.5.3. Врсте управљања
НУЈ као посебна целина НУ машине алатке има основни задатак да управља
путањом без обзира ко изводи то кретање, обрадак или алат, геометријским условима
управљања и да усаглашава међусобно разне машинске функције. Процес обраде може да
захтева, а и не мора, међусобно зависна кретања извршних органа машине у координатним
правцима. Према томе, постоји:
•
управљање кретањем без функционалне зависности и
•
управљање кретањем са функционалном зависношћу у појединим
координатним правцима.
Управљање кретањем без функционалне зависности зове се још и позиционо.
Зависно од релативних кретања између алата и обратка, односно да ли су алат и обрадак
при кретању у захвату или не, позиционо управљање може бити координатно и линијско.
Координатно управљање (управљање тачка по тачка, point-to-point) омогућује
позиционирање алата на програмирану тачку, а резни алат није у захвату. Код овог
управљања није битан облик путање до постизања задате позиције, већ тачно
позиционирање. Погони појединих осних кретања, зависно од модела НУЈ, могу се
укључивати или одвојено или истовремено, све док се не остваре сви појединачни
положаји. Пошто алат није у захвату, ово управљање увек се остварује максималном
брзином. Кретање може бити у правцу једне а затим у правцу друге осе, или истом брзином
позиционирања у оба правца до постизања задате вредности једне координате, а затим у
правцу само једне осе до постизања задате вредности и друге координате. Примењује се
при бушењу, тачкастом заваривању, пробијању, просецању и тако даље. Минималан број
управљаних оса код НУ машина је две осе управљања, X и Y - оса за бушилицу, X и Y- оса
за НУ пресу, X, Y и Z - оса за глодалицу.
Линијско управљање омогућује кретање дуж дате линије применом линеарне
интерполационе функције, уз истовремену обраду, и то све до постизања задате вредности
на линији. То је најраспрострањенији начин кретања код НУ машина. Начин кретања од
једне до друге тачке обавља се по унапред задатој линији, која може бити права или крива,
а обе координате у сваком тренутку могу мењати вредност. Управљање кретањем са
функционалном зависношћу има особину да се кретања радних органа у свим правцима
могу одвијати у међусобно функционалној зависности. Има примену код машина
предвиђених за обраду кривих површина, контура и зове се још контурно или
криволинијско управљање. Омогућава позиционирање при брзом ходу, померање
паралелно осама и померање према произвољним тачкама обратка. Према броју независних
и истовремено управљаних оса, разликује се контурно управљање са две фиксне осе, две
променљиве осе, три и више оса управљања.
Главна карактеристика било које НУ машине алатке је број управљаних оса. Опште
познато је да кретање у простору има три транслације, дуж оса просторног система (X, Y и
Z
) и три ротације око сваке од ових оса. Ознака управљивости D одређује са колико
компоненти се може управљати. Број истовремено управљаних оса зависи од типа и намене
НУЈ. Струг има најчешће 2D-осе управљања јер се стругарски нож помера уздужно и
попречно у истој равни. Глодалица може бити конструисана тако да сва три помоћна
кретања остварује обрадак, причвршћен за радни сто или то чини алат са главним вретеном,
а могуће су и друге комбинације и тада има 3D-осе управљања у оквиру свог радног
простора. Постоји и решење глодалице која има 2,5D-осе управљања. Ова ознака значи да
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Слика 2.21. Примена линеарне интерполације – од А до B алат се креће по правим линијама: 1-2, 2-
3, 3-4, 4-
5 и апроксимира кружну путању
Слика 2.22. Кружна интерполација: а) смер кретања казаљке сата и б) обрнути смер од кретања
казаљке сата.
Слика 2.23. Параболична интерполација
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Ова управљачка јединица (слика 2.24.) је заснована на Пентиум процесорима
(постоји могућност избора) са Wиндоwс оперативним системом, што поред свих предности
PC технологије укључује и мрежно повезивање са другим рачунарима.
Слика 2.24. Монитор за управљачки систем 8070ФАНУЦ
Познати јапански произвођач ФАНУЦ већ годинама представља једног од лидера у
производњи и развоју управљачких система. Њихово примарно тржиште чине Азија и
Северна Америка, где су њихови системи преовлађујући у примени у машинама алаткама и
роботским системима. Нова серија Фануц-ових управљачких система базираних на
отвореној архитектури (160и, 180и, 210и, као и 160ис, 180ис, 210ис) представља
интеграцију конвенционалне CNC управљачке јединице и ПЦ рачунара. Као и у другим
случајевима и Фануц је напредније моделе управљачких система ове, нове генерације
управљачких јединица конципирао из два дела: танког панела који се уграђује на машину и
CNC јединице која се поставља у управљачки орман, док везу између њих чини
високобрзинска серијска комуникација (слика 2.25.).
Слика 2.25. FANUC управљачки систем нове генерације
Овакав концепт је примењен на моделе 160i, 180i и 210i који спадају у управљачке
системе високих перформанси, на којима се налазе верзије Windows 2000 и Windows XP
оперативног система и који имају веће захтеве за елементима PC рачунара. Управљачки
системи који имају захтеве за повишеном поузданошћу имају ознаку с, па су тако настали
системи 160is, 180is и 210is. Ова група управљачких система може бити конфигурисана на
два начина: као систем који обједињује CNC јединицу са LCD дисплејем (слика 2.26.), и као
раздвојени систем који се састоји од независног CNC панела са PC функцијама, који је
повезан са посебном CNC јединицом. Ова варијанта управљачког система користи
оперативни систем Windows CE који је познат по својој компактности и не захтева хард
диск што чини систем веома поузданим за примену на машинама алаткама.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Слик 2.28. Резултати примене нано интерполације
HRV контрола вретена и погона појединих оса има задатак да у комбинацији са нано
интерполацијом омогући примену већих брзина обраде истовремено повећавајући
прецизност и тачност позиционирања. Овај тип контроле се користи за контролу помака и
за контролу вретена. Висока прецизност помака се остварује комбинацијом јединствене
структуре серво мотора, давача високе резолуције и HRV контроле.
Уштеда енергије се остварује коришћењем ефикаснијег серво система чиме се
скраћује циклус обраде, а самим тим добија и уштеда у енергији.
Двоструки надзорни систем представља паралелну примену CNC и надзорног
процесора у процесу провере података и кретања.
Примена свих ових новина у CNC технологији, уз максимално коришћење
комуникационих могућности PC рачунара и олакшаној градњи управљачког софтвера
применом за конвенционалне рачунаре уобичајених програмских језика и језика макроа,
омогућили су да ова група управљачких јединица буде веома конкурентна и по
могућностима међу доминантнијим на тржишту. Управо то захтева постојећа репутација
фирме Фануц.
Управљачки системи новије генерације се у комбинацији са новим моделима серво
мотора (SIMODRIVE) могу користити за градњу машина алатки које по данашњим
критеријумима имају екстремне карактеристике. То подразумева, у теоријском смислу,
брзине обраде до 300 m/min, убрзања до 45G и сл. Примена управљачких система
Синумерик омогућава кориснику коришћење читавог низа напредних функција од којих су
неке укључене у основну конфигурацију система, а неке су дате опционо. Ту спадају:
•
2D
спирална интерполација,
•
програмабилно убрзање,
•
надзор процеса обраде,
•
надзор алата,
•
компензација грешке по квадрантима,
•
контрола 10 канала и 31 управљану осу / вретена (опционо),
•
сплине интерполација (опционо),
•
компензација дужине алата (опционо).
Управљачка јединица SIEMENS 840D (слика 2.29.) омогућава управљање до 31 осе
или вретена са 10 канала. Заснована је на PC платформи, за до 31 осу/вретено и
применљива је за све технологије. Нова PCU (Personal Computer Unit) постоји како у
варијанти без хард диска (PCU 20), тако и у варијанти са хард диском (PCU 50) и садржи у
интегралној форми разне могућности комуникације (Ethernet, MPI, PROFIBUS
DP).Оперативни систем је Windows NT.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Слика 2.29. Управљачки систем Siemens 840C
Управљачка јединица SIEMENS 840C (слика 2.30.) је предвиђена за решавање
сложенијих управљачких задатака који укључују управљање дигиталним и аналогним
погонима. То подразумева контролу до 30 оса и 6 вретена, различите врсте интерполација
(укључујући и криволинијску – сплине интерполацију) и могућности управљана
високобрзинским обрадама (предвиђена је контрола вретена од 0,1 до 99000 o/min).
Слика 2.30. Контролни панел управљачког система Siemens 840C
а)
б)
ц)
Слика 2.31. Приказ софтверских додатака за управљачке системе новије генерације
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

3. МЕТОДЕ ПРОГРАМИРАЊА НУМЕРИЧКИ УПРАВЉАНИХ
МАШИНА АЛАТКИ
Програм за НУ машине алатке треба да буде оптималан, економичан и без грешака.
Програмирање обрадних процеса на нумерички управљаним машинама обухвата низ
захвата на систематизацији обрадних информација, њиховом исписивању одређеним
редоследом и кодом према правилима програмског језика у форми управљачког програма.
У реалној индустријској пракси примену има:
•
ручно програмирање,
•
програмирање у погону,
•
машинско (компјутерско) програмирање.
Без обзира о ком облику програмирања се ради, НУ машина алатка добија све
потребне информације за аутоматску обраду неког елемента. То су информације о
потребним главним и помоћним кретањима, информације за укључивање и искључивање
извршних органа машине алатке, за аутоматску измену алата и обратка, за почетак и крај
програма. Управљачке јединице обрађују припремљене информације и према степену
приоритета саопштавају извршним органима машине алатке, па се на тај начин остварује
управљање процесом обраде. Принцип програмирања обрадних процеса на нумерички
управљаним алатним машинама у једном општем приступу приказан је на слици 3.1.
Слика 3.1. Основни принцип програмирања обрадних процеса нумерички управљаних машина
алатки
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
За израду програма потребне су информације о одређеном типу машине, алатима и
уређајима, материјалима, параметрима обраде, разним препорукама и слично. Ове
информације се систематизују у облику база података и програмер их по потреби користи.
У технолошкој бази података информације се налазе у облику карти алата, машина,
каталога, табела или се налазе у датотекама рачунара и користе се по потреби. Уређене
управљачке информације у форми програма потребно је пренети на носач информација
преко кога ће бити унешене у меморију управљачке јединице на даље процесирање.
Пре уношења програма за рад НУ машине алатке треба извести следећеактивности:
•
Подешавање машине алатке према листи за подешавање. Листа садржи
списак потребних алата и њихових држача, држача и стезача обратка.
•
За машине алатке које нису опремљене апсолутним мерним системом, после
подешавања, клизачи се доводе до нулте тачке ради усаглашавања мерног и
управљкачког система.
•
У случају отказа алата, послужилац машине мора бити спреман да прекине
програм обраде. После замене алата или окретања плочице, програм треба да
стартује од првог главног блока пре прекида процеса обраде.
•
Симулација процеса обраде треба да омогући верификацију квалитета
програма. Машина се укључи да ради без изратка и посматрају се дефинисана
кретања.
3.1.
Програмирање у погону
Развој електронике утицао је и на развој CNC управљачких јединица НУМА. Оне су
претрпеле битна побољшања и данас су то углавном снажни вишепроцесорски и
микропроцесорски системи са компјутерском графиком. Зато већина произвођача
управљачких јединица НУМА обезбеђује као стандардну верзију могућност програмирања
у погону, тзв. "радионичко програмирање".
Код оваквих управљачких јединица могуће је директно уношење програма преко
тастатуре на самој машини коришћењем специјално развијених менија који олакшавају рад
програмеру. Такође је могуће описивање контура обраде коришћењем предефинисаних
елементарних геометријских примитива као што су цилиндар, купа, кугла, разни облици
жљебова и усека, оборене и заобљене ивице, навоји и слично. Њихов број и облик зависе од
врсте НУМА и њених технолошких карактеристика, као и квалитета саме управљачке
јединице. Оне се бирају из менија и врши се компоновање контуре обраде њиховим
слагањем и задавањем конкретних димензија.
Управљачка јединица је снабдевена програмима који аутоматски, на основу описа
контуре, дефинишу путању алата и срачанувају све потребне координате. Такође постоје
одређене програмске рутине које генеришу облик реченице за унете податке. У управљачку
јединицу се уносе датотеке материјала, алата и режима тако да се одређени технолошки
параметри обраде могу директно да срачунавају за време програмирања.
Пошто имају дисплеје за приказивање слика велике резолуције, поједине
управљачке јединице имају посебно развијене и уграђене програме за графичку симулацију
тока технолошког процеса обраде, као и контролу путање алата, пре него што почне обрада
како би се унапред отклониле евентуално унете грешке у програму.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

4. CAM СИСТЕМИ
Када се заврши развој конструкције појадиначних делова и склопова производа, у
смислу детаљне разраде, анализе и оптимизације геометрије и физичких особина, приступа
се њиховој изради. Другим речима, потребно је дефинисати процес трансформације од
апстрактне (електронске) форме модела ка физичкој форми готовог производа. С обзиром
да, по природи ствари, у животном циклусу производа израда представља једну од кључних
фаза, од великог је значаја обезбедити услове за претходну проверу свих релевантних
аспеката производње. Тиме се могућност појаве неквалитетних производа, неповољних
токова материјала, повреда при раду и сличних проблема своди на најмању меру. То, даље,
резултира у скраћењу времена од идеје до појаве производа на тржишту, смањењу или
потпуном изостајању измена током реалне производње, значајном редуковању парцијалних
и укупних трошкова итд.
У светлу рачунарске подршке и интеграције релевантних производних функција и
активности за ову намену користе се CAM системи, односно програмски системи за
рачунаром подржану производњу. CAM системи имају широко значење, с обзиром да, у
општем случају, покривају велики број функција и активности које припадају различитим
областима производних система, техника и технологија. Генерално, CAM системи
представљају програмске алате који подржавају интензивну употребу рачунара за
планирање и пројектовање производних и технолошких процеса и операција и управљање
производњом, односно производним процесима.
Основне функције CAM система везане су за планирање производно-технолошких
процеса. Међу њима су:
•
генерисање припремка,
•
генерисање и оптимизација путања алата,
•
креирање и коришћење база података и каталога режима и алата,
•
прорачун времена израде,
•
генерисање NC програма,
•
симулација и визуелизација процеса израде,
•
генерисање производне документације,
•
брза израда прототипова (рапид прототyпинг).
Геометријски модел производа представља финални облик који треба постићи након
израде, а припремак од кога настаје појединачи машински елемент другачијег је облика.
CAM системи имају могућност за аутоматско генерисање припремка на основу
геометријског модела производа. Ова функција заснива се на тзв. логици додатака за
обраду, односно логици стандардних димензија материјала. Користећи габаритне димензије
геометријског модела CAM систем генерише модел припремка и придружује га
производно-технолошком моделу. У неким случајевима припремак поприма величину
габаритних димензија модела, а има стандардни облик паралелопипеда (за призматичне
моделе) или ваљка (за ротационе моделе). Аутоматско генерисање припремка није увек
могуће, или није увек пожељно, па је кориснику остављена могућност директне
интервенције и креирања припремка.
Генерисање и оптимизација путање алата је функција CAM система која се најчешће
изводи у оквиру технолошког планирања. Међутим има производних ситуација које
захтевају накнадну проверу путања алата и њихову евентуалну корекцију и регенерацију.
Оне се углавном спроводе приликом израде сложенијих производа, када су путање алата
ограничене, не само конфигурацијом производа, већ и конфигурацијом машина, опреме и
радне околине.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Креирање и коришћење базе података и дигиталних каталога машина, опреме, алата,
прибора, режима рада и других битних елемената производног процеса од виталног је
значаја за брзо и ефикасно моделирање и симулацију производње. CAM системи поседују
посебне модуле за ту намену.
Прорачун времена израде изводи се аутоматски на основу осталих производно-
технолошких параметара, узимајући у обзир величину и конфигурацију производа. У
општем случају, време израде, поред главног времена, укључује сва припремна, помоћна и
завршна времена, како обрадног подсистема, тако и монтажног, транспортног и других
подсистема производног система.
Пре израде програма за НУМА и другу производну опрему (роботе, транспортна
средства и сл) и пре коначног генерисања производне документације, потребно је извршити
симулацију појединачних технолошких процеса, као и читавог производног процеса. CAM
системи поседују веома добре функције за ту намену које кориснику омогућују уочавање
неправилности у иницијално креираном производно-технолошком поступку. Циљ је да се
евентуалне измене по почетку стварне производње у потпуности избегну, или да се сведу
на најмању могућу меру. Током симулације CAM систем визуелно приказује све релевантне
информације, посебно означавајући места могућих проблема и недостатака.
Генерисање NC програма којим се врши рачунарско управљање производном
опремом у потпуности је аутоматизовано. То се изводи посебним функцијама CAM
система, на основу геометријског и технолошког модела. Ово је веома важна функција
CAM система и треба напоменути да се NC програми односе и на другу производну
опрему, као што су НУ мерне машине, роботи, транспортна средства и тд. Савремени
MDPA
системи поседују веома моћне модуле за читав низ врста обрада, а нарочито су
моћни они за обраду стругањем, глодањем, бушењем и електроерозијом. Ове модуле
подржавају, углавном, све CNC управљачке јединице, па зато примена оваквог приступа
моделирању обрадног процеса и користи које он пружа, најчешће не зависе од произвођача
производне опреме (машина).
Генерисање производне документације у савременим CAM системима односи се,
пре свега, на формирање документације у електронском облику погодном за размену
између различитих учесника у развоју производа. Како се данас комуникација ове врсте
изводи у Интернет окружењу то се генерисање производне документације односи на
аутоматско креирање (хипер текст) документа у HTML формату. Тако, на пример, за
операцију глодања неког призматичног машинског елемента генерише се документ који
садржи све релевантне податке о тој операцији.
Брза израда прототипова је нова технологија којом се стварају физички модели и
функционални прототипови директно на основу CAD модела производа. За израду оваквих
прототипова није потребна производна опрема, као што су алати и прибори, нити је
потребно генерисати NC програме. Процеси брзе израде прототипова могу се, у општем
случају, поделити у две основне категорије:
•
брза израда прототипова са додавањем материјала у:
o
течном стању,
o
прашкастом стању,
o
лиснатом стању (ламинатно) и
•
брза израда прототипова са уклањањем материјала.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

информације у систем, који садржи информације о облику дела и његовим димензијама,
податке о толеранцијама, квалитету обрађених површина као и специјалне технолошке
карактеристике. Поред форме моделираног дела прикупљање информација о делу садржи и
анализу осталих података у складу са постојећим техничким, технолошким, производним и
другим условима.
Усвајање параметара обраде подразумева тип обраде као и избор машине са сетом
алата и одговарајућим помоћним прибором. Потребно је одредити да ли се део обрађује на
глодалици или стругу, чиме се дефинише поступак обраде глодањем или стругањем.
Правилан избор редоследа, величине, дужине међусобног захвата алата и предмета
одлучују о крајњим показатељима једног поступка обраде. Избор стандардног сета алата
који иде уз ту машину бирамо из технолошке базе података, као и одговарајући NC
контролер који је одговоран за поступак постпроцесирања и израду нумеричког кода на
усвојеној машини.
Уз дефинисање припремка опредељујемо се за материјал обратка, у зависности од
механичких својстава и хемијског састава. Материјал бирамо из расположиве технолошке
базе података. Додаци за обраду, односно дубина резања, најчешће су условљени
геометријским карактеристикама дела и врстом обраде, тако да се она најчешће усваја на
основу општих података о условима обраде. За сваку површину у зависности од називног,
номиналоног пречника и укупне дужине изратка, бира се потребан додатак. Коначне мере
припремка се добијају када се на мере готовог дела додају одговарајући додаци, при чему
се пречници усклађују са постојећим стандардним пречницима алата смештеним у
технолошкој бази података.
4.1.
Опис предмета за који се врши техноекономска анализа
У овом раду извршена је техноекономска анализа израде машинског дела. CAD
модел приказан је на слици
Слика4.2. CAD модел машинског дела за који је предмет техноекономске анализе
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
4.2.
Технологија израде машинског дела
Редослед операција при изради дат је на слици 4.3.
Слика.4.3. Редослед операција при изради профилног глодала
ОП 10
Стругање
ОП 20
Бушење
ОП 30
Бушење
ОП 40
Стругање
ОП 50
Бушење
(x4)
ОП 60
Урезивање навоја(x4)
ОП 80
Бушење
(x2)
ОП 90
Урезивање навоја(x2)
ОП 100
Одсецање
ОП 110
Извлачење комада
ОП 70
Глодање
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Бр.РН
ОПЕРАЦИОНИ ЛИСТ
достављено:
(заокружити)
1. производња 2. трошкови
лист / листова:
/
назив дела:
чаура стезног прибора
број цртежа:
материјал:
димензије припремка: маса припремка:
маса готовог дела:
назив производа:
бр. ком. по производу:
4732
Fi52,3x50
920g
540g
скица:
РБ захв.
опис захвата:
1
Уздужно грубо-фино стругање нe
2
Бушењње отвора пречника 24mm
3
Бушењње отвора пречника 15mm
4
Уздужно грубо-фино унутрашње стругање
5
Бушењње отвора пречника 5mm
6
Урезивање навоја M6
7
Глодање
8
Бушењње отвора пречника 4,2 mm
9
Урезивање навоја M5
10
Одсецање
11
Извлачење комада
режими
обраде:
ЗАХВАТИ
алат – прибор – уређај:
1
2
3
4
5
6
7
8
9
10
11
РБ захв. ознака:
назив / опис:
број:
дубина резања а
[mm]
1
24
15
2,5
5
/
20
4.2
/
/
/
1
ДЦМТ
СТРУГАРСКИ НОЖ 25X25
Т0404
2
БУРГИЈА
Спирална бургија TM fi24
Т0101
корак s [mm/o]
0,2
0,1
0,1
0,12
0,09
1
900
0.08
0.5
0.1
/
3
БУРГИЈА
Спирална бургија TM fi15
Т0202
4
ДЦМТ
Борштангла fi 16
Т0707
број обрта н
[o/min]
/
1500
2000
/
2000
800
3100
3600
800
1500
/
5
БУРГИЈА
Спирална бургија TM fi5
Т0808
6
УРЕЗНИК
Машински урезник М6
Т0303
број пролаза и
1
1
1
1
4
4
1
2
2
1
/
7
ГЛОДАЛО
Глодало са шест пера
Т0909
8
БУРГИЈА
Спирална бургија TM fi4,2
Т0606
дужина обраде L
[mm]
50
35
25
50
25
25
50
15
15
20
/
9
УРЕЗНИК
Машински урезник М5
Т1111
10
ЛИСТ
Мач за одсецанје 3mm
Т1212
11
ПОТЕЗАЧ
ПОТЕЗАЧ
Т1010
хлађење
ДА
ДА
ДА
ДА
ДА
ДА
ДА
ДА
ДА
ДА
/
обрадни систем
тип:
ознака произвођача /
произвођач:
број:
одељ.
MORI SEIKI NL 1500
технолог:
параф: датум:
оверио:
параф:
датум:
važi od:
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Обраднa јединицa на којима су рађени захвати за израду машинског дела
Мори Сеики НЛ 1500 (Струг који покреће свет)
Слика 4.4. Спољашњи изглед машине Мори Сеики НЛ 1500
Од како је прва машина алатка сишла са производне линије 1968 године, у Мори
Сеики настављају са производњом CNC стругова који су познати широм света. Током свих
ових година произвели су око 100 модела. Може се рећи да је сваки наредни модел био
побољшан у односу на онај претходни. Тако је Мори Сеики створио нову генерацију CNC
стругова, то је струг који покреће свет.
Слика 4.5. Димензије машине Мори Сеики НЛ 1500 A = 2 695 mm, B = 3 388 mm, C = 3 688 mm, D =
1 005 mm, E = 1 005 mm, F = 2 120 mm, G = 1 922 mm, H = 3 150 mm
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Овим моделом су испуњени многи захтеви купаца као нпр. боља прегледност
структура сваке функције, проблем топлотне енергије који се одражава на производ итд.
Бескомпромисним развојем је решен претходни ниво ригидности и постигнут је велики
ниво тачности и поузданости. Најновија НЛ Серија стругова поседује високу ригидности и
високу тачност, и поставила је нови стандард. То су машине новог доба. На слици се види
разлика између обраде на машини НЛ серије и на ковневционалној машини. Услед
вибрација приликом обраде, код конвенционалних машина јављају се бразде на појединим
местима, док код НЛ 1500 тога нема.
Слика 4.6. Разлика обраде на стругу НЛ серије(лево) и конвенционалном стругу (десно)
Механизам за обраду на конвенционалним струговима генерише велику топлоту и
вибрације због великог броја делова који су укључени, укључујући мотор и преностник
снаге. Револуционарни дизајн смањује топлотну енергију и елиминише вибрације. Нови
иновативни дизајн машине повећава прецизност и перформансе. Ротациони носиоци алата
НЛ Серије имају шири захват и дубље сечење у односу на конвенционалне стругове, као и
бољу прецизност и крутост.
Слика 4.7. Екстремно крута купола са уграђеним мотором
Повећањем крутости између вретена и алата, вибрације алата су сведене на минимум
и постиже се висок квалитет обраде површина током окретања. Истовремено контрола
вибрација доприноси дужем радном веку алата.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Слика 4.10. Изглед машине Мори Сеики НЛ 1500 са основним карактеристикама
Одржавање саме веома лако захваљујући савременом дизајну који поседује.
Резервоар расхладне течности може да се вади без потребе померања и вађења чип
транспортера. Може се извући лако и не заузима додатни простор. Део за снабдевање
мазивима се налази у предњем делу машине и лако је доступан приликом допуњавања.
Опрема за ваздух се налази на десној страни панела у циљу лакшег одржавања. Хладњак
уља и хидраулична јединица налазе се заједно у задњем делу машине без поклопца ради
лакшег приступа.
Машина Мори Сеики НЛ 1500 поседује аутоматска вертикална врата и прозор који
је ближи оператеру. Има широко видно поље које омогућује руковаоцу машином да види
унутрашњост без сагињања доле. Удаљеност између операционе табле и ентеријера
машине је кратак тако да је смањено напрезање очију.
Операциони панел може да се заокреће под углом од 90° ради побољшања
видљивости оператера.
Слика 4.11. Видно поље оператера
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Могуће је потпуно аутоматизовати машину додавањем система за континуирани
доток материјала (периферна опрема), као и уградњу система за сакупљање готових комада.
Слика 4.12. Потпуна аутоматизација машине
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

4.3.
Програм
b%
O11(
ГЛАВНИ ПРОГРАМ)
M98P51L19
M30
~%
O51(
програм)
G0G53X0Z0
N1(FACE,FIN, R0.400, T404)
N2G0M5
N3M8
N4M69
N5G99G18M46
N6G50S2000
N7G54
N8G0T0404
N9G96S150M4
N10G0Z1.
N11X57.
N12Z0
N13G1X13.2F.2
N14G0X57.Z1.
N25G96S150M4
N28Z.5
N29X47.2
N30G1Z0F.2
N31G3X52.Z-2.4R2.4
N32G1Z-53.7
N33G0X56.W.5
N34Z1.
N35G53X0
N36G53Z0
N37M01
N38(DRILL, D24.000, T101)
N39G0M5
N40M8
N41M69
N42G99G18M46
N43G50S2000
N44G54
N45G0T0101
N46G97S1500M3
N47G0Z2.
N48X57.
N49X0
N50G1Z-34.9F.1
N51G0Z-34.7
N52Z2.
N53X57.
N54G53X0
N55G53Z0
N56M01
N57(DRILL, D15.000, T202)
N58M8
N59M69
N60G99G18M46
N61G50S2000
N62G54
N63G0T0202
N64G97S1500M3
N65G0Z1.
N66X57.
N67X0
N68Z-28.
N69G1Z-55.F.1
N70G0Z-54.8
N71Z-28.
N72Z1.
N73X57.
N74G53X0
N75G53Z0
N76M01
N77(I.D.,R-F, R0.800, T707)
N78M8
N79M69
N80G99G18M46
N81G50S2000
N82G54
N83G0T0707
N84G96S140M3
N85G0Z1.
N86X14.
N87Z-33.618
N88X19.4
N89G1Z-34.9F.25
N90X18.8
N91G2X15.Z-36.8R1.9
N92G1Z-51.8
N93G0U-1.Z-33.426
N94X23.8
N95G1Z-34.9
N96X19.4
N97G0U-1.Z.6
N98X28.2
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
N99G1Z-26.922
N100X24.Z-30.559
N101Z-34.9
N102X23.8
N103G0U-1.Z.6
N104X32.6
N105G1Z-.117
N106G2X29.Z-2.8R2.9
N107G1Z-26.229
N108X28.2Z-26.922
N109G0U-1.Z.6
N110X34.8
N111G1Z.1
N112G2X32.6Z-.117R2.9
N113G0X14.W.5
N114Z1.
N115S210
N116Z.5
N117X35.6
N118G1Z0F.133
N119G2X30.Z-2.8R2.8
N120G1Z-26.256
N121X25.Z-30.586
N122Z-35.
N123X19.6
N124G2X16.Z-36.8R1.8
N125G1Z-51.8
N126G0X15.W.5
N127Z1.
N128G53X0
N129G53Z0
N130M01
N131(DRILL, 5.000, T808)
N132G0M5
N133M8
N134M69
N135G98M45
N136G28H0
N137G54
N138G0T0808
N139G97S200M13
N140S2740
N141G0Z3.
N142X65.
N143C0
N144X40.
N145Z3.
N146G83Z-25.R0Q2.F180.
N147C90.Q2.
N148C180.Q2.
N149C270.Q2.
N150G80
N151G0Z3.
N152M69
N153X65.
N154G53X0
N155G53Z0
N156M01
N157(M-TAP, 6.000, T1515)
N158M8
N159M69
N160G98M45
N161G28H0
N162G54
N163G0T1515
N164G97
N165G0Z3.
N166X65.
N167C0
N168X40.
N169Z3.
N170G99
N171M329S800
N172G84Z-21.R0F1.
N173C90.
N174C180.
N175C270.
N176G80
N177G0Z3.
N178M69
N179X65.
N180G53X0
N181G53Z0
N182M01
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

4.4.
Материјал
Табела 4.1. Стандардне ознаке
Назив
Ravne No. Mat. No.
DIN
EN
AISI
VCMO140
724
1,7225
42CrMo4 42CrMo4 4142
Табела 4.2. Хемијски састав (тежина у %)
C
Si
Mn
Cr
Mo
Ni V W
Others
0,41
0,20
0,75
1,05
0,23
-
-
-
-
Опис
Ово је легирани челик са легирајућим елементима: хром, молибден, манган и има добру
отпорност на торзиона напрезања као и на замор материјала.
N288(CUT-OFF, W3.100, T1212)
N289G0M5
N290M8
N291M69
N292G99G18M46
N293G50S2000
N294G54
N295G0T1212
N296G96S120M4
N297G0Z1.
N298X57.
N299Z-50.
N300X53.
N301G1X52.1F.5
N302X47.8F.1
N303G0X52.1
N304Z-47.9
N305G1X52.
N306G3X47.8Z-50.R2.1
N307G1X67.
N308M73
N309G1X14.8
N310G0M74
N311X53.W.2
N312X57.
N313Z1.
N314G53X0
N315G53Z0
N316M01
N318M9
N319M5
0950 G0T0808M5(
ПОТЕЗАЦ)
N0960 G0Z10.
N0970 G0X0.
N0980 Z-35.2
N0990 G98
N1000 G1Z-68F200
N1010 M11
N1020 G04U0.5
N1030 G1Z-14.8F2500
N1040 G04U0.5
N1050 M10
N1060 G0Z50.
N1070 G0X350.
N1080 Z200.
N1090 M99
%
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Намена
Користи се за статички и динамички оптерећене делове код возила, мотора и машина.
Такође и за веће делове, радилице и зупчанике.
Физичке особине на собној температури (просечне вредности)
Модул еластичности [10
3
x N/mm
2
]: 190-210
Густина [g/cm
3
]: 7,84
Слика 4.14. Трансформација при континуалном хлађењу (CCT) – Дијаграм
Меко жарење
Загревање на температури од 680-720
o
C
и лагано хлађење у пећи. Овим се добија
максимална чврстоћа по Бринелу 241.
Очвршћавање
Очвршћавање на температури 820-850, 830-860
o
C
а затим каљење у води или уљу.
Нормализација
Температура нормализације: 840-880
o
C
Каљење
Температура каљења: 540-680
o
C
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Обрадљивост
Обрадљивост ове легуре је добра у жареном стању. Најбоље се обрађује у топлом стању и
ограничена је завршним брушењем.
Отпорност на корозију
Ова легура челика није отпорна на корозију. Потребно је користити заштитни премаз у
корозивним срединама и у води.
Ограничење
Информације и подаци приказани овде су типичне или просечне вредности и нису
гаранција за максималну или минималну вредност. Апликације посебно предложена за
материјал описан у овом тексту су искључиво у циљу илустрације да би омогућиле читаоцу
да направи сопствену процену и нису намењене као гаранција, било изричите или
имплицитне, погодности у ове или друге сврхе. Не постоји гаранција да ће прималац
примити ажурирану литературу овог издања када постане доступна.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
5.
ТЕХНО-ЕКОНОМСКА ОПТИМИЗАЦИЈА
Оптимизација обрадних процеса је један од кључних елемената производње.
Оптимизациони методи обрадних процеса су најбитнији алати којима се постиже
континуирано побољшање квалитета производа и истовремено смањење трошкова и
времена израде производа. У ту сврху се користе класичне методе оптимизације, али све
више и савремене методе оптимизације као што су: генетски алгоритми, вештачке
неуронске мреже, симулирано каљење, табу претраживање и др.
Последњих година развијене су оптимизационе методе које се концепцијски
разликују од класичних метода математичког програмирања. Ове методе се називају
савремене или метахеуристичке методе оптимизације. Под метахеуристичким методама
оптимизације се подразумевају методе директног тражења које конвергирају ка глобалном
оптимуму помоћу одредјеног вероватносног правца и идеје хеуристике. Већина ових
метода је базирана на одређеним карактеристикама или понашањима биолошких,
молекуларних или неуробиолошких система. Ове методе су постале популарне у протеклих
неколико година за решавање сложених инжењерских проблема. Методологија
оптимизације метахеуристичким методама је приказана на слици 5.1.
Слика 5.1. Методологија оптимизације метахеуристицким методама
Пертурбацијом почетног решења ствара се ново решење. Оно се са друге стране
процењује кроз поредјење са поцетним решењем. У случајевима када је ново решење
супериорније од претходног, али и када је нешто инфериорније, ново решење може постати
ново почетно решење са унапред одредјеном вероватноћом. Случајним прихватањем
инфериорнијег могућег решења, ови методи могу да избегну локалне оптимуме и остваре
глобални оптимум, као што је приказано на слици 5.2
.
На овај начин, алгоритми се
углавном карактеришу начином на који изводе ново решење, како да номинују ново
решење и како да изврше корекцију решења. Услед одређених карактеристика самих
алгоритама са једне и великог напретка софтвера и хардверских компоненти са друге
стране, ови методи се широко примењују за решавање сложених проблема у области
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

5.1
. ОПТИМИЗАЦИЈА ОБРАДНИХ ПРОЦЕСА
Оптимизација обрадних процеса је један од најчешће истраживаних проблема.
Главни циљеви код оптимизације обрадних процеса су: смањење трошкова обраде,
повећање производности и повећање профита. Такође, може се узети комбинација ових
циљева па се тада приступа решавању вишециљног проблема оптимизације. Главна
потешкоћа која се јавља у оптимизацији обрадних процеса је знање о самом процесу. Пре
постављања модела оптимизације потребно је дефинисати: функције стања процеса,
функције циља, функције ограничења и критеријуме оптимизације. Функције стања
обрадног процеса најчешће су: силе (отпори) резања, снага резања, температура резања,
хабање алата, постојаност алата и квалитет обрадјене површине. Функције циља најчешће
су: време обраде, трошкови обраде, тачност обраде, производност, економичност, профит
итд. Функције ограничења се односе на ограничења везана за карактеристике: машине,
алата и обратка. Критеријуми оптимизације најчешће су: минимизација времена и трошкова
обраде или максимизација производности и профита, мада могу бити и неки други, као што
је остваривање задатог квалитета обрадјене површине. Међутим, задатак оптимизације није
једноставан из разлога што су многи фактори обрадног процеса међусобно повезани и
промена једних утиче на друге. За одређивање трошкова и времена обраде, потребно је, на
пример, да се постојаност алата изрази као функција брзине резања. Осим тога обрадни
процеси се најчешће врше у неколико пролаза, при чему је последњи фина обрада док се
претходни означавају као груба обрада. Код обраде у више пролаза, брзина резања, корак и
дубина резања у сваком пролазу су примарне променљиве. На слици 5.4 приказан је блок
дијаграм процедуре оптимизације обрадних процеса.
Слика 5.4. Блок дијаграм процедуре оптимизације обрадних процеса
За оптимизацију обрадних процеса могу се користити различите методе, а оне се пре
свега могу класификовати на класичне и савремене методе оптимизације. У класичне
методе спадају: теорија планирања експеримента, графичке методе, аналитичке методе и
методе математичког програмирања. У методе математичког програмирања убрајају се:
методе линеарног и нелинеарног програмирања, динамићко програмирање, квадратно
програмирање, геометријско програмирање, целобројно програмирање, стохастичко
програмирање, вишекритеријумско програмирање и др.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
5.2.
ОПТИМАЛНИ ТРОШКОВИ У ТЕХНОЛОШКОМ ПРОЦЕСУ
1.ТРОШКОВИ АЛАТА СА ЛЕМЉЕНИМ ПЛОЧИЦАМА
Ови трошкови могу се поделити на трошкове амортизације алата –T
aa
,
оштрача – T
oa
,
и трошкове оштрилице – T
mo
,
пa je:
T
az
=
T
aa
+ T
oa
+ T
mo
,
при чему су:
T
aa
=
1
+
−
υ
Cs
Cn
⋅
T
t
g
=
C
aa
⋅
T
t
g
,
T
oa
=
o
o
S
o
f
N
t
k
Cob
k
Wo
⋅
⋅
⋅
⋅
⋅
⋅
⋅
60
0
ϕ
⋅
T
t
g
=
C
oa
⋅
T
t
g
,
T
mo
=
o
o
o
Fo
t
p
Cmo
η
⋅
⋅
⋅
6000
⋅
T
t
g
=
C
mo
⋅
T
t
g
T
oa
=
No
t
So
o
60
⋅
⋅
T
t
g
, S
o
=
o
S
o
f
k
Cob
k
Wo
ϕ
⋅
⋅
⋅
⋅
Ознаке имају значење:
C
n
(d) –
набавна (нова) цена алата,
C
s
(d) –
цена после k преоштравања алата (стара цена)
ν
–
број дозвољених преоштравања
tg (min) –
главно машинско време,
T(min) –
постојаност алата,
C
mo
(d) –
набавна цена,
p
o
(
%
) –
амортизациона стопа алата,
S
o
(d/h) –
бруто лични доходак оштрача
t
o
(min) –
време оштрења алата
N
o
–
број машина које истовремено опслужује оштрач алата,
W
o
(bod) –
месечно вредновање RM oштрача
K
o
–
коефицијент пребачаја оштрача,
C
ob
(d/bod) –
специфична цена оштрача
K
s
–
коефицијент стимулације оштрача,
f
o
–
месечно време рада оштрача
F
o
(h) –
годишњи капацитет t
a
,
η
0
–
степен искоришћења
C
aa
(d/) , C
oa
(d) , C
mo
(d) –
специфична цена амортизације алата, оштрача алата и машине за
оштрење алата сведена по једној постојаности или оштрењу. Сменом у почетном изразу
коначно се добија:
T
az
=
(C
aa
+ C
oa
+ C
mo
)
⋅
T
t
g
=
C
a
⋅
T
t
g
,
односно
∑
Z
gi
Ti
t
Cai
1
где је:
C
a
(d) –
specifična цена трошкова по једној постојаности или оштрењу.
2. ТРОШКОВИ МАТЕРИЈАЛА
Пошто се трошкови материјала не могу свести на ниво захвата то ће се њихова
калкулација вршити по изратку
T
md
=
T
mp
– T
om
T
mp
=
G
p
⋅
C
m
⋅
t
S
n
n
–
трошкови материјала припремка,
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

u
ip
= U
s
⋅
ϕ
s
; u
ta
=
T
Т
ta
; u
ls
=
T
Т
ls
; u
rd
=
T
Т
rd
–
укупан број постојаности изменљиве плочице,
број постојаности које може да издржи тело алата, број постојаности које може да издржи
ломач струготине и укупан број постојаности које могу да издрже резервни делови.
u
s
–
број сечива изменљиве плочице,
ϕ
s
–
фактор сигурности изменљиве плочице који зависи од оптерећења при резању
ϕ
= 0,7 – 0,95
T
ta
(min), T
ls
(min),T
rd
(min) –
укупни век трајања тела алата, век трајања ломача струготине и
укупни век трајања резервних делова
Сменом у почетном изразу (1) коначно се добија:
T
Aiz
= (
T
u
c
S
S
ip
ϕ
+
ta
ta
T
c
+
ls
ls
T
c
+
rd
rd
T
c
)
⋅
t
g
= ( c
ip
+ c
ta
+ c
ls
+ c
rd
)
⋅
T
t
g
(2)
односно за машински део:
T
Aid
=
(
)
i
gi
z
i
rdi
lsi
tai
ipi
T
t
c
c
c
c
⋅
+
+
+
∑
=
1
gde je:
c
ip
(d), c
ta
(d), c
ls
(d), c
rd
(d) –
специфична цена изменљиве плочице, специфична цена тела
алата, специфична цена ломача струготине и специфична цена резервних делова алата све
по једној постојаности.
5. ОСТАЛИ ТРШКОВИ ВЕЗАНИ ЗА МАШИНУ
Остали трошкови везани за машину – T
os
по трајању захвата могу се наћи
на основу израза:
T
os
=
m
Z
os
F
t
C
⋅
⋅
60
(1)
где је:
C
os
(d/god) –
годишњи издаци за остале трошлове, везане за машину
t
z
–
захватно време
F
m
(h) –
годишњи капацитет машине
Годишњи издаци за неке од осталих трошкова, везане за машину можемо
израчунати на следећи начин:
C
os
= C
km
+ C
od
+ C
pov
+ C
gv
=
gv
m
pov
m
m
od
m
m
k
m
c
V
c
A
p
C
p
C
⋅
+
⋅
+
⋅
⋅
⋅
+
⋅
η
ϕ
100
100
C
km
(d/god) –
кредит за набавку
C
od
(d/god) –
одржавање машине
C
pov
(d/god) –
радне површине погона заузете машином
C
gv
(d/god) –
грејање и вентилација радног простора заузетог машином
p
k
(%) –
тржишна камата на ангажована средства по основу машина
ϕ
od
–
фактор одржавања машина која зависи од цене машине
A
m
(m
2
) –
радна површина погона заузета машином
η
m
–
степен искоришћења годишњег капацитета машине
c
pov
(d/m
2
) –
специфична цена радне површине погона
c
gv
(d/m
3
) –
специфична цена грејања и вентилације
v
m
(m
3
) –
запремина погона заузета радним местом
Сменом у почетном изразу(1) и узимајући у обзир да је C
os
(d/min) –
минутна цена осталих
трошкова везаних за машину, добијамо:
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
T
os
= (
m
gv
m
m
pov
m
m
m
od
m
m
m
k
m
F
c
V
F
c
A
F
p
C
F
p
C
⋅
⋅
+
⋅
⋅
+
⋅
⋅
⋅
⋅
+
⋅
⋅
60
60
6000
6000
η
ϕ
)
⋅
t
z
= C
os
⋅
t
z
(2)
6.
ТРОШКОВИ АМОРТИЗАЦИЈЕ МАШИНЕ
Трошкови везани за машину сведени на ниво захвата у општем случају могу се изразити
преко следеће релације:
T
Mz =
T
az
+ T
ez
+ T
os
; T
Md
=
∑
=
Z
i
1
( T
azi +
T
ezi +
T
osi
) (1)
T
az
(
) –
трошкови амортизације машине и помоћног прибора по захвату
T
ez
(
) –
трошкови електричне енергије сведени на ниво захвата
T
os
(
) –
остали трошкови везани за машину сведени на ниво захвата
Трошкови амортизације машине и прибора
T
az =
T
am
+ T
ap
=
m
m
z
m
m
F
t
p
C
η
⋅
⋅
⋅
⋅
6000
+
p
p
z
p
pp
F
t
p
C
η
⋅
⋅
⋅
⋅
6000
= (c
am +
c
ap
) t
z
(2)
где су за посматрани захтев:
C
m
(d ) –
набавна цена машине са трошковима превоза и постављања,
p
m
( % ) –
амортизациона стопа машине,
t
z
(min) –
захватно време дато релацијом,
F
m
( h ) –
капацитет машине у току једне године,
ŋ
m
–
степен искоришћења годишњег капацитета машине (80%),
C
pp
( d) –
цена помоћног прибора,
P
p
( % ) –
амортизациона стопа помоћног прибора,
F
p
( h ) –
годишњи расположиви фонд рада помоћног прибора,
n
p
–
коефицијент искоришћења годишњег расположивог фонда рада помоћног прибора,
C
am
(
) –
минутна цена амортизације машине,
c
ap
(
) –
минутна цена амортизације помоћног прибора.
7. ТРОШКОВИ ЕЛЕКТРИЧНЕ ЕНЕРГИЈЕ
Оправданост посебног третирања трошкова електричне енергије треба тражити у чињеници
да доста значајно учествују у укупним непосредним трошковима како захвата тако и обраде
дела.
Трошкови електричне енергије сведени на ниво захвата могу се написати у облику:
T
ez
= T
rh
+ T
ph
=
60
ph
i
i
t
P
⋅
⋅
η
+
60
ph
e
ph
t
c
P
⋅
⋅
= c
rh
t
g
+ c
ph
t
ph
, (3)
T
rh
(
) –
трошкови енергије радног хода машине,
T
ph
(
) –
трошкови енергије празног хода машине по захвату,
P
i
( Kw) –
инсталирана снага машине,
η
i
–
степен искоришћења инсталиране снаге машине (0,75 – 0,95),
c
e
(
) –
цена електричне енергије
t
g
( min ) –
главно ( машинско) време посматраног захвата ,
P
ph
( Kw) –
снага празног хода машине која се троши на савладавања отпора трења,
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Сменом израза S
p
у T
pz
,
добијају се трошкови послужиоца машина сведени на ниво захвата
у коначном облику:
T
pz
=
p
p
uz
s
pb
p
p
f
N
t
k
c
k
w
⋅
⋅
⋅
⋅
⋅
⋅
⋅
60
ϕ
= c
p
⋅
t
uz
, (4)
при чему је:
c
p
(
) –
минутна бруто цена рада послужиоца машина.
5.3
. ТРОШКОВИ ОБРАДЕ КАО ФУНКЦИЈА ОПТИМИЗАЦИЈЕ
–
при раду са једним алатом –
Полазимо од израза за укупне непосредне трошкове захвата:
T
z
=
T
Lz
+ T
Mz
+ T
Az
+ T
Oz
,
T
Lz
=
T
rz
+ T
pz
T
Lz
–
лични дохотци производних радника у бруто износу сведени на једну елементарну
операцију
T
rz
–
трошкови реглера
T
pz
–
трошкови послужиоца машине
T
Mz
=
T
az
+T
ez
+ T
os
T
Mz
–
укупни трошкови трошкови везани за машину по захвату
T
az
–
амортизација машина и прибора
T
ez
–
трошкови електричне енергије
T
os
–
остали трошкови везани за машину (кредити, одржавање,...)
T
az
=
T
am
+ T
ap
T
Az
–
трошкови алата по захвату
T
am
–
трошкови амортизације машине
T
ap
–
трошкови амортизације помоћног прибора
T
ez
=
T
rh
+ T
ph
T
ez
–
трошкови електричне енергије
T
rh
–
трошкови електричне енергије радног хода
T
ph
–
трошкови електричне енергије празног хода
T
Az
=
T
aa
+ T
oa
+T
mo
,
T
Az
–
трошкови алата по захвату
T
aa
–
трошкови амортизације алата
T
oa
–
трошкови оштрења алата
T
mo
–
трошкови
машине за оштрење алата
T
Oz
–
остали трошкови који се могу свести на ниво захвата
или даље у облику:
T
z
=
c
r
⋅
t
rz
+c
p
⋅
t
uz
+(c
am
+ c
ap
+ c
os
)
⋅
t
z
+c
rh
⋅
t
g
+ c
ph
⋅
t
ph
+( c
am
+ c
ap
+ c
os
)
⋅
T
t
g
(1)
Ако изразе за укупно време по захвату – t
uz
и захватно време – t
z
,
добијамо:
t
uz
=
z
n
t
s
pz
+t
s
T
t
g
+ t
p
+ t
g
+ t
m
+ t
og
(2)
t
z
=
t
s
⋅
T
t
g
+ t
p
+ t
g
+ t
m
+ t
og
, (3)
сменом (2) и (3) у (1) биће:
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
T
z
=
c
r
⋅
t
rz
+ c
p
⋅
(
z
n
t
s
pz
+t
s
⋅
T
t
g
+ t
p
+ t
g
+ t
m
+ t
og
) + (c
am
+ c
ap
+ c
os
)
⋅
( t
s
⋅
T
t
g
+ t
p
+t
g
+t
m
+t
og
)
+c
rh
⋅
t
g
+ c
ph
⋅
t
ph
+ (c
am
+ c
ap
+ c
os
)
⋅
T
t
g
5.3.1
. Опис трошкова производних радника
Трошкови производних радника за случај затвореног типа радног места сведени на
захват или машински део могу се изразити релацијама:
T
Lz
= T
rz
+ T
pz
tj, T
Ld
=
( T
rzi +
T
pzi
),
ТРОШКОВИ РЕГЛЕРА
Трошкови послужиоца машине
T
rz
=
p
uz
p
N
t
S
⋅
⋅
60
; S
p
=
n
s
pb
p
p
f
k
c
k
w
ϕ
⋅
⋅
⋅
⋅
где је:
S
p
( ) –
бруто лични доходак послужиоца машине по часу,
t
uz
(
) –
укупно време трајања једног захвата,
N
p
–
број машина које послужиоц истовремено опслужује,
w
p
(bod) –
месечно вредновање рада послужиоца машина,
k
p
–
коефицијент пребачаја норме послужиоца машина,
c
pb
(
) –
специфична цена рада послужиоца машина,
k
s
–
коефицијент стимулације рада послужиоца машина,
φ – фактор бруто личног доходка
f
p
( h ) –
ефективно време рада послужиоца машине по једном месецу
Сменом израза S
p
у T
pz
, добијају се трошкови послужиоца машина сведени на ниво захвата
у коначном облику:
T
rz
=
p
p
uz
s
pb
p
p
f
N
t
k
c
k
w
⋅
⋅
⋅
⋅
⋅
⋅
⋅
60
ϕ
= c
p
⋅
t
uz
при чему је:
c
p
(
) –
минутна бруто цена рада послужиоца машина
ТРОШКОВИ ПОСЛУЖИОЦА МАШИНЕ
T
pz
=
p
uz
N
t
Sp
⋅
⋅
60
; S
p
=
p
s
pb
p
p
f
k
c
k
W
ϕ
⋅
⋅
⋅
⋅
где је:
S
p
( ) –
бруто лични доходак послужиоца машине по часу,
t
uz
(
) –
укупно време трајања једног захвата,
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

ТРОШКОВИ ЕЛЕКТРИЧНЕ ЕНЕРГИЈЕ
Оправданост посебног третирања трошкова електричне енергије треба тражити у
чињеници да доста значајно учествују у укупним непосредним трошковима како захвата
тако и обраде дела.
Трошкови електричне енергије сведени на ниво захвата могу се написати у облику:
T
ez
= T
rh
+ T
ph
=
60
ph
e
i
i
t
c
P
⋅
⋅
⋅
η
+
60
ph
e
ph
t
c
P
⋅
⋅
= c
rh
t
g
+ c
ph
t
ph
, (3)
T
rh
(
) –
трошкови енергије радног хода машине,
T
ph
(
) –
трошкови енергије празног хода машине по захвату,
P
i
( Kw) –
инсталирана снага машине,
η
i
–
степен искоришћења инсталиране снаге машине (0,75 – 0,95),
c
e
(
) –
цена електричне енергије
t
g
( min ) –
главно ( машинско) време посматраног захвата ,
P
ph
(KW) –
снага празног хода машине која се троши на савладавања отпора трења,
t
ph
( min ) –
време празног хода машине,
c
rh
(
) –
минутна цена електричне енергије радног хода машине,
c
ph
(
) –
минутна цена електричне енергије празног хода машине.
ОСТАЛИ ТРОШКОВИ
Остали трошкови везани за машину – T
os
по трајању захвата могу се наћи на основу
израза:
T
os
=
m
Z
os
F
t
C
⋅
⋅
60
(1)
где је:
C
os
(d/god) –
годишњи издаци за остале трошлове, везане за машину
t
z
(min)
–
захватно време
F
m
(h) –
годишњи капацитет машине
Годишњи издаци за неке од осталих трошкова, везане за машину можемо израчунати на
следећи начин:
C
os
= C
km
+ C
od
+ C
pov
+ C
gv
=
gv
m
pov
m
m
od
m
m
k
m
c
V
c
A
p
C
p
C
⋅
+
⋅
+
⋅
⋅
⋅
+
⋅
η
ϕ
100
100
где је:
C
km
(d/god) –
кредит за набавку
C
od
(d/god) –
одржавање машине
C
pov
(d/god) –
радне површине погона заузете машином
C
gv
(d/god) –
грејање и вентилација радног простора заузетог машином
p
k
(%) –
тржишна камата на ангажована средства по основу машина
ϕ
od
–
фактор одржавања машина која зависи од цене машине
A
m
(m
2
) –
радна површина погона заузета машином
η
m
–
степен искоришћења годишњег капацитета машине
c
pov
(d/m
2
) –
специфична цена радне површине погона
c
gv
(d/m
3
) –
специфична цена грејања и вентилације
V
m
(m
3
) –
запремина погона заузета радним местом
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Сменом у почетном изразу (1) и узимајући у обзир да је
C
os
(d/min) –
минутна цена осталих трошкова везаних за машину,
добијамо:
T
os
= (
m
gv
m
m
pov
m
m
m
od
m
m
m
k
m
F
c
V
F
c
A
F
p
C
F
p
C
⋅
⋅
+
⋅
⋅
+
⋅
⋅
⋅
⋅
+
⋅
⋅
60
60
6000
6000
η
ϕ
)
⋅
t
z
= C
os
⋅
t
z
(2)
5.3.3
. Трошкови амортизације алата, оштрача и трошкови машине оштрилице
Ови трошкови могу се поделити на трошкове амортизације алата (T
aa
),
оштрача (T
oa
)
и трошкови машине оштрилице (T
mo
) , pa je:
T
Az
= T
aa
+ T
oa
+ T
mo
,
при чему је: Т
аа
=
T
t
C
C
g
s
n
⋅
+
−
1
ν
= c
aa
⋅
T
t
g
; T
oa
=
T
t
N
t
S
g
o
o
o
⋅
⋅
⋅
60
T
oa
=
T
t
f
N
t
k
c
k
w
g
o
o
o
s
ob
o
o
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
60
ϕ
= c
oa
⋅
T
t
g
T
mo
=
T
t
F
t
p
c
g
o
o
o
o
mo
⋅
⋅
⋅
⋅
⋅
η
6000
= c
mo
⋅
T
t
g
Ознаке имају значења :
C
n
(d) –
набавна цена алата
C
s
(d) –
цена после преоштравања алата
ν
–
број дозвољених преоштравања
N
o
–
број машина које истовремено опслужује оштрач
w
o
(bod) –
месечно вредновање RM оштрача
k
o
–
коефицијент пребачаја оштрача
c
oa
(
) –
специфична цена оштрача
k
s
–
коефицијент стимулације оштрача
S
o
(
h
d
) –
бруто лични доходак оштрача
t
o
(min) –
време оштрења алата
f
o
–
месечно време рада оштрача
F
o
(h) –
годишњи капацитет
η
o
–
степен искоришћења
t
g
(min) –
главно машинско време
T (min ) –
постојаност алата
C
mo
(d) –
набавна цена
p
o
(%) –
амортизациона стопа алата
c
aa
(d) –
специфична цена амортизације алата
c
oa
(d) –
специфична цена амортизације оштрача алата
c
mo
(d) –
специфична цена амортизације машине за оштрење алата
Сменом у почетни израз коначно се добија :
T
Az
= ( c
aa
+ c
oa
+ c
mo
)
⋅
T
t
g
= c
a
⋅
T
t
g
тј. за машински део
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Развијени модели оптимизације на класичним алатним машинама базирали су се на
критеријуму минималних трошкова. За основу су узимани трошкови машина, алата и радне
снаге и при чему су у модел уведене функције обрадљивости.
МОДЕЛ ФУНКЦИЈЕ ОПТИМИЗАЦИЈЕ
До модела се долази :
1
°
сумирањем трошкова
T
=
∑
→
n
i
Ti
1
=
T
rz
+ T
pz
+ T
Az
+ T
ez
+ T
az
=
p
s
p
rz
s
rb
p
f
z
n
N
t
k
c
w
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
60
ϕ
+
p
p
uz
s
pb
p
p
f
N
t
k
c
k
W
⋅
⋅
⋅
⋅
⋅
⋅
⋅
60
ϕ
+ ( c
aa
+ c
oa
+
c
mo
)
⋅
T
t
g
+
60
ph
i
i
t
P
⋅
⋅
η
+
60
ph
e
ph
t
c
P
⋅
⋅
+
m
m
z
m
m
F
t
p
C
η
⋅
⋅
⋅
⋅
6000
+
p
p
z
p
pp
F
t
p
C
η
⋅
⋅
⋅
⋅
6000
+pr.+pri.m.
=
c
r
⋅
t
rz
+ c
p
⋅
t
uz
+ (c
am
+ c
ap
)
⋅
t
z
+ c
rh
⋅
t
g
+ c
ph
⋅
t
ph
+ c
a
⋅
T
t
g
2
°
израчунавањем функција економичности једног производа
E
i
=
p
pp
T
c
где је:
c
pp
–
респективна продајна цена једног производа, и
T
p
–
трошкови једног производа
Pr. –
програмирање
Pri.m. –
припрема машине
3
°
израчунавањем функције производности
P
z
=
uz
t
1
=
1
3
1
2
1
1
1
1
3
1
1
2
1
1
q
q
q
q
q
a
s
v
k
s
v
k
k
⋅
⋅
⋅
+
⋅
⋅
+
−
−
−
−
где је:
k
1
=
og
m
p
z
s
pz
t
t
t
n
t
+
+
+
k
2
=
10
3
−
⋅
π
⋅
j
⋅
D
⋅
L
k
3
=
10
3
−
⋅
π
⋅
j
⋅
D
⋅
L
⋅
s
q
t
Q
⋅
−
1
1
-
функција постојаности (Т) за обраду глодањем, установљено је да постојаност алата се
може математички описати следећом формулом:
T
=
B
⋅
v
b1
⋅
s
b2
⋅
a
b3
T
=
B
⋅
1
b
v
⋅
2
b
s
⋅
3
b
D
⋅
4
b
a
⋅
5
b
b
⋅
6
b
z
и v
=
Q
⋅
T
1
q
−
⋅
s
2
q
−
⋅
D
3
q
−
⋅
a
4
q
−
⋅
b
5
q
−
⋅
z
6
q
−
при чему је
B
=
1
1
q
Q
; b
1
=
1
1
q
−
; b
1
=
1
2
q
q
−
; b
1
=
1
3
q
q
−
-
главно (машинско) време (т
г
) за обраду резањем код машина са главним обртним
кретањем даје се општом релацијом
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
t
g
=
s
n
L
i
⋅
⋅
=
1
1
3
10
−
−
−
⋅
⋅
⋅
s
v
π
и
V
=
2
1
q
q
s
T
C
⋅
, T
=
B
⋅
v
b1
⋅
s
b2
⋅
a
b3
односно за операцију глодање
L
=
iL
=
i ( l
1
+ l + l
2
) C
=
Q
⋅
D
3
q
⋅
a
4
q
−
⋅
b
5
q
−
⋅
z
6
q
−
где су, поред познатих величина:
i =
a
δ
–
број пролаза
δ ( mm ) – додатак за обраду
L (mm ) –
ход алата
l ( mm ) –
дижина обраде
e = 2 – 5( mm ) –
прилаз алата
l
1
( mm ) –
улаз алата
l
2
( mm ) –
излаз алата
Избор режима обраде помоћу функција обрадљивости C
f
, x
f
, y
f
, r
f
i q
f
–
константа и
експоненти обимске брзине, су табеларне вредности
Специфична цена трошка (резног) алата
c
a
=
1
+
−
v
S
C
S
A
Трошкови енергије радног хода машине
T
rh
=
60
g
e
i
i
t
C
P
⋅
⋅
⋅
η
Оптимални режими резања с обзиром на минималне трошкове
V
T
= C
⋅
2
2
1
1
1
1
q
pm
a
s
q
q
C
C
t
s
q
q
−
−
+
⋅
⋅
−
F
m
= F
d
⋅
S
d
⋅
h
s
где је:
F
d
–
број радних дана у години (без викенда и празника)
S
d
–
број смена
h
s
–
број сати у смени
Цена послужиоца машине и машина
C
pm
=
p
p
s
p
p
p
f
N
k
c
k
W
⋅
⋅
⋅
⋅
⋅
⋅
60
6
ϕ
+
m
m
m
m
F
p
C
η
⋅
⋅
⋅
6000
+
60
6000
e
i
i
p
p
p
pp
C
P
F
p
C
⋅
⋅
+
⋅
⋅
⋅
η
η
Економски период резања
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Спектар режима обраде
-
Избор броја обртаја
Број обртаја са обзиром на пуно искоришћење постојаности алата
Параметри обрадљивости за материјал обратка R = 470 N/mm и глодало од брзорезног
челика ([1]tab. 9.3.1.a) Cv = 46,7; m = 0,33; y = 0,5 ;x = 0,5; q = 0,1; n = 0,1; i = 0,45: u = 0,1
T = 180
K
V
= K
Vm
= 0,88
o
C
=
u
q
x
m
i
v
z
b
a
T
d
C
⋅
⋅
⋅
⋅
1
= 26,4
n
a
=
y
z
V
v
S
D
K
C
⋅
⋅
⋅
320
= 860,15 o/min
-
Корак са обзиром на дозвољен угиб вратила глодала
E = 2,2
⋅
10
5
N/mm
2
-
модул еластичности материјала вратила
I = 0,05
⋅
4
2
d
= 0,05
⋅
4
14
=
1920,8 mm
4
-
момент инерције попречног пресека вратила
f
max
= 0,2 -
максимални дозвољен угиб вратила
S =
y
x
f
k
l
a
k
C
I
E
f
1
3
max
4
,
0
⋅
⋅
⋅
⋅
⋅
⋅
⋅
µ
= 0,272 mm
-
Корак са обзиром на препоручене вредности
За вретенасто глодало, према таблици [1] 2.3.3 , за квалитет обраде N9 и R
a
=6,3
µ
m ,
κ
=90,
κ
1
=5
°
,
вредност корака је s
z
=0,288 mm/zubu.
Из таблице 8.4.1 ([1]наставак 1) , за вретенасто глодало и дубину a=4
÷
8 mm , HB 200 ,
алат
од брзорезног челика , брзина резања V=47 m/min , препоручени корак s
z
=0,2
÷
0,4 mm/zubu ,
ознака материјала алата S4,S2.
Усваја се s
z
=0,3 mm/
зубу
-
Број обртаја са обзиром на пуно искоришћење снаге машине
Параметри обрадљивости за материјал обратка R = 470 N/mm и глодало од брзорезног
челика
C = 682 N/mm
2
; x = 0,86; y = 0,72; q = 1; i = 0,86
K
FM
=
3
,
0
750
m
R
=
3
,
0
750
470
= 0,869
K
FM
–
поправни коефицијент обратка од челика и брзорезног челика као материјал глодала
n
m
=
FM
q
y
z
x
i
p
m
K
z
b
s
a
d
C
P
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
−
0
0
1
1
7
10
91
.
1
η
= 1068,14 o/min
Меродавни број обртаја је n
m
= 1069 o/min
-
Снага резања
Корисна снага P
k
= P
m
⋅
η
= 3
⋅
0,8 = 2,4 kW
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
P
rez
<
P
k
⇒
захват може да се изврши на одабраној машини
-
Брзина кретања
v =
1000
1
n
d
⋅
⋅
π
= 43,98
min
m
-
Брзина помоћног кретања
v
r
= S
z
⋅
z
⋅
n = 0,3
⋅
6
⋅
1000 = 1800
min
mm
→
V
s
=1400 mm/min,
али како је за изабрану
машину V
smax
=1120 mm/min ,
та вредност се усваја као меродавна.
5.4.2.
Карактеристике стања процеса
Примарне карактеристике процеса
-
Хабање алата (B)
B
=
Q
1
1
q
=
1320
6
,
0
1
=
158838,78
вредности параметара :
b
1
=
1
1
q
−
=
6
,
0
1
−
=
-1,67 b
2
=
1
2
q
q
−
=
6
,
0
37
,
0
−
=
- 0,62 b
3
=
1
3
q
q
−
=
6
,
0
4
,
0
−
=
- 0,67
Секундарне карактеристике процеса
-
Температура резања (глодања) :
T
rez
= 0,12 º C
-
Сила резања :
F
o1
= K
sm
⋅
A = K
sm
⋅
b
⋅
h = [N]
-
Снага резања :
P
rez
=
4
1
10
6
⋅
⋅
rez
o
v
F
= 0,7 [kW]
-
Карактеристике струготине :
h
max
= S
z
⋅
sin
ψ = 0,3
⋅
sin 5 º = 0,026 mm
5.4.3
постојаност алата (T)
Задата вредност у задатку износи :
T
= 180
5.4.4.
Функције стања процеса
Елементи цене коштања
w
p
= 1350 bod -
вредност посла производног радника
k
p
= 1,25 -
коефициент пребачаја
k
s
= 1,15 -
коефициент стимулације производног радника
V
b
= 0,5 € -
вредност бода
φ = 1,25 - фактор BLD
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

T
am
=
m
m
z
m
m
F
t
p
C
η
⋅
⋅
⋅
⋅
6000
=
8
,
0
4160
6000
005
,
0
15
150000
⋅
⋅
⋅
⋅
=
5,6*10
-6
(€/zah)
-
Трошкови амортизације помоћног прибора
T
am
=
p
p
z
p
pp
F
t
p
C
η
⋅
⋅
⋅
⋅
6000
=
8
,
0
6000
⋅
⋅
⋅
⋅
p
z
p
pp
F
t
p
C
-
Годишњи фонд сати радних
F
m
= F
d
⋅
S
d
⋅
h
s
= 260
smena
h
god
dan
8
2
⋅
⋅
= 4160
god
h
где је:
F
d
–
број радних дана у години (без викенда и празника)
S
d
–
број смена
h
s
–
број сати у смени
-
Месечни фонд радних сати
p
f
=
s
g
d
h
m
F
⋅ =
smena
h
god
mes
god
dan
8
12
260
⋅
=
173 h
где је:
m
g
–
број месеци у години
5.4.6.
Граничне функције – услови
S
g
=
−
g
а
vitkost strugotine
s
min
=s( s
a
= 0,3 ; s
o
= 0,7728 ; s
g
= 0,5) usvaja se s
min
= 0,5
5.4.7.
Оптимизациони модел процеса
-
Специфична цена трошка (резног) алата
c
a
=
1
+
−
v
S
C
S
A
C
A
= 0,0002
⋅
C
m
= 0,0002
⋅
150000 € = 30 €
c
a
=
1
+
−
v
S
C
S
A
=
1
15
0
30
+
−
= 1,875 €
-
Специфична цена трошка послужиоца машине и машине
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
C
pm
=
p
p
s
p
p
p
f
N
k
c
k
W
⋅
⋅
⋅
⋅
⋅
⋅
60
6
ϕ
+
m
m
m
m
F
p
C
η
⋅
⋅
⋅
6000
+
60
6000
e
i
i
p
p
p
pp
C
P
F
p
C
⋅
⋅
+
⋅
⋅
⋅
η
η
=
-
Минимални трошкови
V
T
= C
⋅
2
2
1
1
1
1
q
pm
a
s
q
q
C
C
t
s
q
q
−
−
+
⋅
⋅
−
= C
⋅
2
2
1
1
1
1
q
pm
a
s
q
q
C
C
t
s
q
q
−
−
+
⋅
⋅
−
-
Економски период резања
T
T
=
+
−
pm
a
S
c
c
t
q
q
1
1
1
=
+
−
pm
a
S
c
c
t
q
q
1
1
1
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

ЛИТЕРАТУРА
[1] Калајџић М.,Технологија обраде резањем – приручник, Машински Факултет
Београд, 1998
[2]
Калајџић М., Технологија машиноградње, Машински Факултет Београд, 1998
[3
] СтанковићП.,Машинска обрада Прва књига, четврто издање, Грађевинска књига, 1971.
[4]
Вучићевић М.,Пројектовање технолошких поступака, свеска са предавања
[5]
Вучићевић М.,Техноекономска оптимизација
[6]
Блажевић З.,Програмирање CNC токарице и глодалице
[7]
Вучићевић М.,Оптимизација обрадних процеса у машиноградњи, Машински Факултет
Краљево, 1996
[8]
Димитрић М.,Технологије и програмирање CNC система,свеска са предавања
[9]
Димитрић М.,Моделирање алата и прибора за CNC системе,свеска са предавања
[10]
Димитријевић П.,Технички прописи и стандарди,свескасапредавања
[11]
Недић Б., Лазић М., Обрада метала резањем, Машински Факултет Крагујевац 2007
[12]
Интернет
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
ПРИЛОГ
1
. РЕЗНИ АЛАТИ
Основне облици резних алата, димензије, намена и технички захтеви стандардних
резних алата су дефинисани одговарајућим стандардима, односно техничким условима
којима је одређен квалитет и резна способност алата.
У масовној и високосеријској производњи, посебно у условима високе
аутоматизације и флексибилне производње, рационалније је користити тзв. специјалне
резне алате. То су алати специјално пројектовани и израђени за конкретне услове обраде и
конкретну производну опрему.
Класификација резних алата се може вршити на различите начине. Општа подела
резних алата је на: ручне и машинске.
Подела машинских алата се изводи на бази различитих критеријума и то према врсти
обраде,
материјалу предмета обраде, врсти алатног материјала, броју резних ивица, облику алата и
положају површина обраде, типу алата, начину постављања алата итд.
Најчешћа подела алата је према врсти обраде и то на резни алати за: стругање,
бушење, проширивање и развртање, глодање, рендисање, брушење и глачање, провлачење,
израду зупчаника, ожљебљених вратила, навоја и сл.
Према врсти материјала предмета обраде разликују се резни алати за обраду метала,
дрвета, пластичних маса, неметала (камен, стакло, мермер, хартију, графит и сл.).
Према врсти алатног материјала алати се деле на алате од алатног челика,
брзорезног челика, тврдих метала, керамичких материјала, дијамантске алате, алате од
супертврдих материјала и сл. Поред овим алата и алатних материјала постоје алати од
брзорезних челика и тврдих метала са тврдим превлакама.
Према броју резних ивица разликују се једносечни (ножеви за рендисање, стругање,
бушење, резање навоја и сл.), двосечни (спиралне и равне бургије и сл.), вишесечни
(проширивачи, развртачи, упуштачи, глодала, урезници, ...) и многосечни алати (алати за
брушење - тоцила).
Према облику алата разликују се алати за обраду спољашњих површина, израду
отвора, израду навоја, ожљебљених вратила и зупчаника.
Према типу алати се разврставају на алате израђене изједна од алатног материјала
(интегрални алати), са уметнутим резним елементима (зубима), алати са лемљеним и
механички причвршћеним плочицама.
Према начину постављања на машину разликују се алати са дршком и насадни алати
или алати са отвором.
Најважније карактеристике резних алата су:
•
геометријски облик, који је одређен поступком обраде коме је намењен,
•
резна геометрија, коју чине основна геометрија и геометрија специфична за поједине
алате и
•
материјал алата, материјал од кога је резни алат израђен.
1
.1 Облик и основни конструктивни елементи резних алата
Сви резни алати се састоји од најмање два основна дела (слика 1.1.):
•
тела алата на коме се налазе резни елементи алата (резни клин) и
•
дршке или отвора у телу алата, преко којих се изводи постављање и стезање алата на
носач алата и машину.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

•
са Морзе конусом и то:
o
са ушицама и
o
без ушица,
при чему су завршеци цилиндричних дршки приказани на слици 1.3.е-г.
Насадни алати имају цилиндричне или коничне отворе (слика 1.4.), преко којих се
остварује постављање, центрирање, базирање и стезање алата. Уздужни или попречни клин
спречава проклизавање алата и обезбеђује преношење обртног момента са вратила машине
на алат.
1
.2. Облици и карактеристике резних плочица
Резне плочице се израђују од брзорезног челика, тврдог метала, резне керамике,
дијаманта и кубног нитрида бора, а за носач алата се везују:
•
лемљењем (лемљене плочице) или
•
механичким причвршћивањем (окретне или измењиве плочице).
Слика 1.3.Облици дршки стругарских ножева и цилиндричних алата
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Слика 1.4. Облици отвора код насадних алата
Лемљење плочице
(слика 1.5.) од брзорезног челика или тврдог метала се користе за
израду стругарских ножева, бургија, развртача, глодала и сл. Ретко се срећу у савременим
производним условима.
Слика 1.5. Неки облици лемљених плочица
Окретне - измењиве
или вишесечне плочице (слика 1.6.)
се механички везују за
носач алата. Након хабања једног сечива мења се сечиво, а након хабања плочице мења се
плочица. Похабане плочице се скупљају и враћају на рециклажу.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Слика 1.7. Систем означавања окретних плочица
Плочице од алатне керамике имају исте облике као и плочице од тврдог метала.
Израђују се без централног отвора, имају већу дебљину и леђни угао им је 0
о
.
Често се
израђују са рубом-фазетом дуж главног сечива у циљу повећања чврстоће.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
1
.3. Механичко причвршћивање плочица и носачи алата
Механичко причвршћивање плочица за носач плочица (алата) се остварује на
различите начине (преко полуге, клина и завртња или држача и завртња итд.). Механичко
причвршћивање плочица представља основу градње савремених резних алата, а систем
причвршћивање је стандардизован. Носачи алата су различите конструкције и израђени су
од конструктивних материјала. Према ISO стандарду ознака носача
(слика 1.8.) има 14
симбола (12 обавезних и два допунска).
Слика 1.8. Систем означавања носача резних плочица
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Слика 1.10.Утицај температуре на механичке карактеристике алатног материјала и утицај
промене тврдоће алатног материјала на постојаност глодала
Истовремено решење супротних захтева, посебно захтева за високом тврдоћом и
жилавошћу, довело је до развоја спектра алатних материјала као што су:
•
угљенични и легирани алатни челици,
•
брзорезни челици,
•
тврди метали,
•
алатна или резна керамика и
•
супер тврди материјали.
Сем ових алатних материјала користе се и материјали недефинисане геометрије
намењени изради алата за брушење, полирање, хоновање и сл. То су различити брусни
материјали типа корунда, силицијум карбида и сл. Данас се за израду резних алата
најчешће користе:
брзорезни челик и тврди метал.
Поред алатних материјала за израду алата користе и
помоћни материјали.
То су
материјали за израду дршке, тела, носача, наставака и сл. Као помоћни материјали користе
се: конструктивни челици, сиви лив, челични и алуминијумски лив итд.
Угљенични алатни челици
припадају групи алатних челика историјског значаја.
Користе се за израду алата намењених обради метала малим брзинама резања (ручни
урезници, развртачи и сл.) и обради дрвета.
Легирани алатни челици
су челици побољшаних карактеристика, посебно у погледу
отпорности на високим температурама и отпорности на хабање. Користе се, углавном, за
израду алата који раде са малим оптерећењима и малим брзинама резања. Чешће се
користе за израду алата за исецање и обликовање лима, као и израду мерних алата и
прибора.
Према основном легирајућем елементу деле се на: хром, волфрам, хром -
волфрамове, хром - силицијуумове и хром - ванадијумове легиране алатне челике. То су, на
пример, челици типа Č4140, Č4141, Č4143, ..., Č4149, прокрон челици (Č4170 ... Č4176),
мерило челици (Č3840, Č4840, Č6440, ...), OCR челици (Č4150, Č4650, Č4750 ...) ...
Брзорезни челик се претежно користе за израду алата за бушење, глодање,
рендисање, провлачење и сл., алата који претежно раде у условима прекидног резања.
Представљају најважнији и најчешће примењивани високолегирани алатни челик са
већим садржајем легирајућих елемената, пре свих: хрома, волфрама, молибдена,
ванадијума и кобалта.
Варирањем садржаја легирајућих елемената мењају се тврдоћа и отпорност на
хабање, жилавост и отпорност на ударна - динамичка оптерећења, отпорност на
повишеним температурама и сл.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com
Брзорезни челици са повећаним садржајем волфрама (18 % W, 4 % Cr и 1 % V) су
класични брзорезни челици.
У савременим производним условима све више се ко-ристе
молибденски брзорезни челици са смањеним садржајем волфрама (5 % Мо, 6 % W и 2 %
V). Брзорезни челици повећане постојаности на високим температрама садрже већи
проценат ванадијума (до 4 %), а брзорезни челици високе отпорности на повишеним
температурама садрже већи проценат молибдена, ванадијума и кобалта. То су тзв.
супер
брзорезни челици.
Повећањем садржаја волфрама повећава се и осетљивост брзорезног
челика на појаву дефеката при брушењу - оштрењу. Повећањем садржаја кобалта смањује
се жилавост брзорезног челика.
Према основним легирајућим елементима брзорезни челици се деле на:
•
волфрамове брзорезне челике
: Č6880, Č6881, Č6882, Č6883, Č9782 ... намењене
изради нормално оптерећених резних алата,
•
волфрам - молибденске брзорезне челике
: Č7680, Č9780, Č9783... намењене
изради алата повећаног оптерећења,
•
молибденске брзорезне челике
:
Č7880, ... намењене изради алата за прекидно
резање, јер се одликују повећаном жилавошћу,
•
ванадијумске брзорезне челике
: Č8780, Č9681, Č9683, Č6981, Č9880, ... које
одликује повећана отпорност на хабање и високе температуре, а намењени су
изради алата за завршну обраду и
•
кобалтске брзорезне челике
: Č6980, Č9682, Č9780, ... које карактерише
отпорност на високим температурама и намењени су изради јаче оптерећених
алата.
Савремени брзорезни челици са
превлакама,
најчешће титан - нитрида (ТiN)
поскупљују алат за 20 - 40 %, али обезбеђују и повећање постојаности алата за 2 - 3 па и
неколико пута (слика 1.11.). Превлаке се израђују као једнослојне или вишеслојне од ТiC,
ТiN, Аl
2
О
3
,
кубног нитрида бора или дијаманта.
Слика 1.11. Утицај превлаке на постојаност алата од брзорезног челика
Тврди метали се користе за израду стругарских ножева, чеоних глодала и сл., алата
који претежно раде у условима непрекидног резања.
Тврди метали су физичко - металуршка смеша тврдих
(основни материјал типа карбида
WC,
ТiC, ТaC, NbC, ...)
и жилавих компоненти - везивног материјала
(метали Cо, Ni, ...).
Варирањем садржаја основног и везивног материјала прилагођавају се тврдоћа и жилавост
тврдих метала широком подручју примене.
Тврде метале одликују висока постојаност и тврдоћа на повишеним температурама (и
до 1250°C), што обезбеђује повећање брзине резања и производности. Међутим, мања
жилавост доводи до смањења отпорности на ударна, динамичка оптерећења.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com

Слика 1.13. Превлаке и утицај превлаке на постојаност алата од ТМ
Наношењем превлака се обезбеђује повећање тврдоће површинских слојева
(отпорности на хабање) при непромењеној жилавости, која зависи од квалитета основног
материјала - тврдог метала. Тиме се обезбеђује значајно повећање брзине резања или
постојаности алата. Недостатци превлака се огледају у немогућности преоштравања алата и
обраде малим дубинама и корацима због релативно већег радијуса врха. Зато се користе
алати са вишесечним измењивим окретним плочицама.
Резна или алатна керамика
Резна керамика се, најчешће, јавља у три варијанте - типа као:
•
минерална (чиста или оксидна) керамика, Аl
2
О
3
,
•
мешана (оксидно - карбидна) керамика се састоји од 60 % Аl
2
О
3
и 40 % WC,
Мо2C или ТiC.
•
силицијумнитридна керамика Si
3
N
4
.
Пресовањем и синтеровањем на температури од 1600 - 1800
о
C израђују се плочице
различитог облика, које се искључиво механички прићвршћују за носач алата.
Предности резне керамике у односу на тврде метале су већа тврдоћа, отпорност на
хабање и отпорност на високим температурама. Недостатци су ниска жилавост и висока
осетљивост на динамичка оптерећења и промену термичких напрезања.
Резна керамика се користи за израду алата намењених непрекидном резању на
машинама веће крутости и стабилности и то обраду конструктивних челика (угљеничних и
легираних), висококвалитетних челика, сивог и темпер лива, легура обојених метала и
неметала. Није погодна за обраду лаких метала и њихових легура због пораста интензитета
дифузионог хабања.
Супертврди алатни материјали
Супертврди алатни материјали су: природни дијамант, кубни нитрид бора - CBN
(борозан и елбор) и синтетички дијамант - ПKD.
Одликују се врло високом тврдоћом и отпорношћу на хабање, ниском жилавошћу и
отпорношћу на динамичка оптерећења.
www.prekucavanje.wordpress.com
www.prekucavanje.wordpress.com