KURS PROGRAMIRANJA
ZA UPRAVLJA^KU
JEDINICU HAAS –
CNC
struganje
PROGRAMIRANJE
– principi, na~ela
- STRUKTURA NU-SISTEMA
Numeri~ko programsko upravljanje ma{inama je
upravljanje po programu u alfa-numeri~kom kodu,
koji sadr`i niz komandi zapisanih u odre|enom
jeziku radi obezbe|enja predvi|ene funkcije radnih
organa masine.
U zavisnosti od broja upravljanih koordinatnih osa, NU sistemi mogu biti 2, 2.5, 3, 3.5, 4, 4.5, 5 i vi{e osni
Hijerarhijski posmatrano postoje slede}e osnovne vrste upravljanja:
-
konvencionalno NC (Numerical Control);
-
kompjuterizovano CNC (Computer Numerical Control);
-
direktno DNC (Direct Numerical Control).
MA
Š
INA
ALATKA
UPRAVLJA
Č
KA
JEDINICA
MERNI SISTEM
POGONSKI SISTEM
Merni element
Pogonski motor
Najva`niji podaci koji su potrebni za izradu programa su:
- stezanje obratka;
- redosled zahvata i operacija;
- alati za obradu;
- tehnolo{ki podaci;
- dimenzije izratka.
Da bi se odredila kretanja alata, na ma{inu (obradak) se postavlja zami{ljeni koordinatni sistem. Njegov centar se
postavlja po potrebi, zavisno od na~ina obrade i tolerancija.
Smerovi osa odre|eni su internacionalnim standardom, kao {to je ISO/R 841 ili DIN 66217.
@eljeni pomaci alata tada su odre|eni kao ta~ke unutar tog koordinatnog sistema i moraju se podudarati sa
dimenzijama izratka.
Svako pojedina~no kretanje alata mora se napisati kao posebna instrukcija upravljanja, zajedno sa pripadaju}im
tehnolo{kim podacima (br. obrtaja vretena, smer obtanja, korak…).
Zavisno od na~ina i mesta gde se pravi program, razlikujemo ru~no i ma{insko programiranje.
Ru~no programiranje obi~no se radi van ma{ine, a naknadno unosi program u memoriju ukucavanjem sa tastature
upravlja~ke jedinice (mo`e se ru~no programirati i direktno na ma{ini).
Ma{insko programiranje radi se na ra~unaru uz pomo} CAD/CAM softvera, a program tako|e naknadno unosi u memoriju
ma{ine.
Eksterno uno{enje programa na ma{inu vr{i se sa ra~unara, ostvarivanjem standardne komunikacije RS 232 (serijski port),
ili, {to je slu~aj kod novijih ma{ina, uno{enjem preko USB porta koji se nalazi na samoj ma{ini.
FUNKCIJE
FUNKCIJE
-
-
funkcije
funkcije
pojedinih
pojedinih
adresa
adresa
-
-
G - funkcije
G-funkcije, ili kako se nazivaju, uslovi puta, odre|uju kretanje alata tokom obrade.
Puna adresa G-funkcije obele`ava se sa Gx, gde X predstavlja neki broj koji defini{e datu funkciju (adresu).
Na primer : G1, G28, G110 i td.
G-funkcije se dele na funkcije jednostavnog kretanja i funkcije slo`enog kretanja ili tzv. “cikluse”.
Jednostavne G-funkcije su one pomo}u kojih ma{ina izvodi jedno kretanje ili operaciju – linearno, kru`no kretanje, ~ekanje
u mestu, odlazak u referentnu ta~ku itd.
Slo`ene G-funkcije ili ciklusi su one pomo}u kojih ma{ina izvr{ava niz kretanja i radnji u okviru jedne oblasti – ciklus
dubokog bu{enja, ciklus obrade `ljebova, ciklus urezivanja navoja, itd.
Da bi ma{ina izvr{avala ono {to ho}emo, uz odre|enu G-funkciju moraju stajati i atributi koji odre|uju pozicije
alata ili neku drugu radnju, zavisno od vrste G-funkcije.
G01 X100. Z100.; G04 P5.; G42 X20. …..
X, Y, Z – adrese
X, Y, Z – adrese koje defini{u pomake alata u smeru tih osa
N – adresa
N – adresa slu`i za obele`avanje rednog broja bloka. Na primer, N100 G0 X100, govori nam da se kretanje sa G0 X100 nalazi pod rednim
brojem bloka (reda) 100. Brojevi blokova se ne moraju unositi u program, ali su nekada jako korisni, pogotovo kod velikih programa, jer se
pomo}u njih mo`e br`e prona}i neki blok u programu.
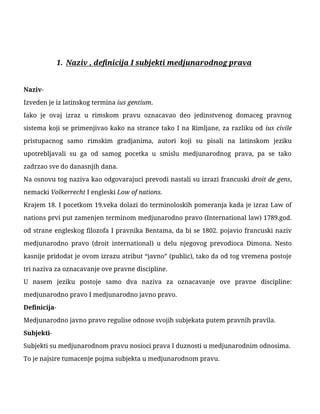
I, J, K, R, Q – adrese
I, J, K, R, Q – adrese koje defini{u dodatne parametre pri definisanju kru`ne interpolacije i raznih ciklusa
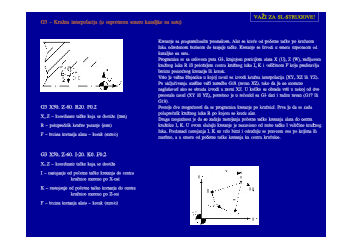
O – adresa
O – adresa koja uz dodatnih 5 brojeva defini{e broj programa (naziv programa). Na primer, O00010 predstavlja program koji je memorisan u
ma{ini pod rednim brojem 00010. OBAVEZAN NA PO^ETKU SVAKOG PROGRAMA!
P – adresa
P – adresa koja uz dodatnih 5 brojeva defini{e broj podprograma. Tako|e, ima funkciju i adrese u koju se sme{ta vreme ~ekanja, odnosno vreme
mirovanja alata u toku obrade. Na primer, G4 P100. govori da }e alat narednih 100 sekundi mirovati tamo gde je predhodno zate~en.
L – adresa
L – adresa koja slu`i za davanje broja ponavljanja ciklusa, a tako|e i podprograma