Završni rad Islamović Amel
3
1. UVOD
Budući da je postupak rezanja u mašinstvu većini slučajeva prvi u
tehnološkom slijedu operacija izrade neke konstrukcije, potrebno je
pravilno izabrati najadekvatniji postupak kako bi se proizvodnja odvijala bez
prekida te isporučile ugovorene količine određenih proizvoda. Također
treba staviti naglasak i na kvalitetu reza zbog toga što nakon operacija
rezanja slijede ostale tehnološke operacije. Kvalitetnim se rezom izbjegava
nepotrebna naknadna obrada prije slijedeće operacije što u tom slučaju
povisuje cijenu proizvoda. Samo pravilnom upotrebom određene
tehnologije rezanja moguće je postići konkurentnost poduzeća na tržištu.
Kako bi se to postiglo, potrebno je u obzir uzeti sve čimbenike koji utječu
na kvalitetu reza da bi se ostvarila što je više moguće ekonomična
proizvodnja i izbjeglo stvaranje gubitaka. Cijena pojedinog postupka
toplinskog rezanja izražava se po satu rezanja ili po metru reza. Međutim,
to nije najvažniji kriterij prilikom izbora postupka rezanja jer je moguće da
određeni postupak rezanja bude jeftiniji po prethodno navedenim
kriterijima, a cijena naknadne obrade višestruko veća od cijene naknadne
obrade potrebne nakon nekog drugog postupka rezanja.
Rezljivost metalnih materijala
Rezljivost metalnih materijala svojstvo je koje se najviše spominje u
kontektsu postupaka obrade odvajanjem čestica. Definira se kao
sposobnost materijala da se u određenim uvjetima može obraditi nekim
postupkom obrade odvajanjem čestica odnosno postupkom rezanja. To je
kompleksno svojstvo uvjetovano mehaničkim svojstvima materijala koji se
obrađuje, postupkom obrade i parametrima rezanja. Univerzalna metoda
za određivanje rezljivosti ne postoji. Rezljivost određenog materijala
najčešće se izražava kvalitativno.
Svojstva materijala koja uobičajno pridonose boljem ponašanju u
eksploataciji najčešće pogoršavaju rezljivost. Rezljivost materijala ovisi o:
mikrostrukturi, veličini zrna, prethodnoj toplinskoj obradi, kristalnoj rešetki,
postupku proizvodnje materijala, tvrdoći, granici razvlačenja, vlačnoj
Završni rad Islamović Amel
4
čvrstoći, koeficijentu toplinskog rastezanja te modulu elastičnosti.
Završni rad Islamović Amel
6
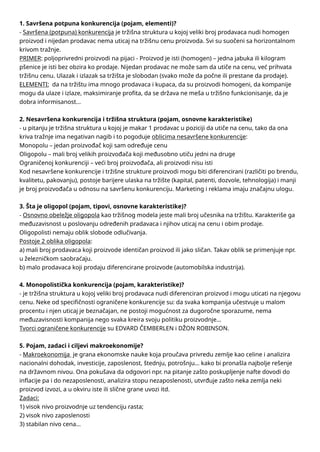
Slika 1.
Princip plinskog rezanja
Iz uvjeta rezljivosti može se zaključiti da se gasnim postupkom (uz standardne
uvjete) ne mogu rezati Al i Al-legure, Cu i Cu-legure, sivi lijev te svi ostali metali koji
ne ispunjavaju uvjete rezljivosti. Čelici, koji u svom sastavu nemaju previsok postotak
hemijskih elemenata koji bi mogli utjecati na osnovne uvjete rezanja, odlično se režu.
Na proces gasnog rezanja utječe niz čimbenika među kojima su najvažniji:
hemijski sastav čelika
temperaturno stanje radnog komada
debljina radnog komada
homogenost radnog komada s gledišta nečistoća i uključaka
čistoća kisika
temperatura gasnog plamena
vrste gorivog gasa
tehnološki parametri (brzina rezanja, udaljenost sapnice od radnog komada,
promjer sapnice, tlak plinova).
Završni rad Islamović Amel
7
Sadržaj ugljika je ključan za ocjenu rezljivosti pgasnim plamenom. Porastom sadržaja
ugljika raste temperatura izgaranja, a time se istodobno snižava temperatura taljenja.
Osim ugljika na rezljivost utječu i legirni elementi u ovisnosti o njihovim masenim
udjelima. Veći udio legirnih elemenata snižava rezljivost. Tablicom 1. prikazan je
utjecaj pojedinih legirnih elemenata na rezljivost čelika.
Tablica 1.
Utjecaj legirnih elemenata na rezljivost
čelika plinskim postupkom
Legirni elementi
Gornja granica
masenog udjela
do
koje je
moguće
rezanje
Napomea
C
1,6 % C
kod % C > 0,45 bez
predgrijavanje dolazi do
otvrdnjavanja i nastanka pukotina
Mn
13 % Mn
izvedivo kod % C ≤ 1,3
Si
2,9 % Si
izvedivo kod % C ≤ 0,2 do 4 % Si
Cr
1,5 % Cr
izvedivo kod % C ≤ 0,2
W
10 % W
izvedivo kod 0,5 % Cr, 0,2 %
Ni, 0,8 % C
Ni
7,0 % Ni
izvedivo kod 0,3 ≤ % C ≤ 0,5,
do 34 % Ni
Mo
0,8 % Mo
pri većem sadržaju W, Cr i C nije
moguće rezanje
Za brzu procjenu rezljivosti čelika gasnim postupkom, za određivanje temperature
predgrijavanja te za procjenu otvrdnuća služi izračun C
ekv
koji je moguće izračunati
brojnim formulama od kojih je jedna prema Voldrichu i Harderu :
C
ekv
= C +
Mn
+
Ni
+
Cr
+
Mo
+
V 6 15
5
4
4