Generisanje „G-code“ za upravljačke sisteme
SADŽAJ
1. UVOD
........................................................................................................................
3
2. CAPP SISTEMI
..................................................................................................
4
2.1 Podjela CAPP sistema
............................................................................................
5
2.2 Modeli projektovanja tehnoloških procesa
............................................................. 5
2.2.1 Manualni prilaz
............................................................................................... 5
2.2.2 Varijantni pristup
............................................................................................ 6
2.2.3 Generativni pristup
.........................................................................................
6
3. NC PROGRAMIRANJE
.........................................................................................
9
3.1 Osnovni proces numeričkog upravljanja i numeričko upravljanje u CAD/CAM
okruženju
.......................................................................................................................... 9
3.2. Princip numeričkog upravljanja
............................................................................
11
3.3. Osnove programiranja
........................................................................................... 13
3.3.1 Mašinsko i polumašinsko programiranje
........................................................ 13
3.3.2 Ručno programiranje
...................................................................................... 13
3.4 Koordinatni sistemi
.................................................................................................
15
3.5 Karakteristične tačke
..............................................................................................
17
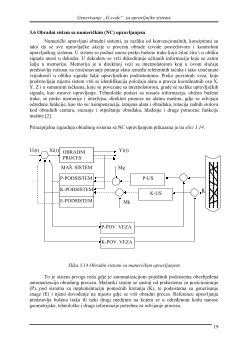
3.6 Obradni sistem sa numeričkim (NC) upravljanjem
................................................
19
4. NC PROGRAMIRANJE U CAM MODULU
.................................................... 20
4.1 Postupak NC programiranja u softveru "EMCO WinCAM" za struganje
.............
22
4.1.1 Prvo stezanje
..................................................................................................
25
4.1.2 Drugo stezanje
................................................................................................
27
4.2 NC programiranje u softveru "CAM Works" za struganje
.....................................
32
5. "G-CODE"
...............................................................................................................
42
6. METODOLOGIJA GENERISANJA "G-CODE"
................................................ 47
6.1
Tehnološki i obradni proces
.................................................................................... 47
6.2
Razrada metodologije generisanja "G-code"
.........................................................
49
6.3
Model generisanja "G-code" za upravljačke sisteme
.............................................
63
7. ZAKLJUČAK
...........................................................................................................
68
8. LITERATURA
...........................................................................................................
69
PRILOG 1 -
Adrese, glavne G-funkcije i pomoćne funkcije.........................................
71
PRILOG 2
- NC kod za prvo stezanje............................................................................ 74
PRILOG 3 -
NC kod za drugo stezanje..........................................................................
77
1
Generisanje „G-code“ za upravljačke sisteme
-PREGLED SKRAĆENICA-
CAD
Computer Aided Design
(Projektovanje proizvoda primjenom računara)
CAE
Computer Aided Engineering
(Inženjerstvo primjenom računara)
CAM
Computer Aided Manufacturing
(Proizvodnja primjenom računara)
CAPP
Computer Aided Process Planning
(Projektovanje tehnoloških procesa primjenom računara)
CIM
Computer Integrated Manufacturing
(Računarski integrisana proizvodnja)
IMS
Intelligent Manufacturing Systems
(Inteligentni proizvodni sistemi)
CNC
Computer Numerical Controlled
(Računarsko numeričko upravljanje)
NC
Numeric Control (Numeričko upravljanje)
G-CODE
Programski jezik koji pogoni NC i CNC mašine
IGES
Initial Graphics Exchange Specification
(Inicijalni grafički standard za razmjenu podataka)
CL DATA
Cutter Location Data (Podaci pozicije alata)
GPDS
Generic Part Definition Data Structure
(Struktura datoteka za definisanje opštih dijelova)
APT
Automated Programing Tools
(Automatsko programiranje alata)
2
Generisanje „G-code“ za upravljačke sisteme
2. CAPP SISTEMI
Početkom 90-tih godina, počinje se sa primjenom metoda vještačke inteligencije u
kreiranju CAPP sistema. Imajući u vidu da CAPP sistemi pokušavaju da modeliraju znanje i
način rada tehnologa, koje nije matematičko i teško ga je tako opisati, metode vještačke
inteligencije predstavljaju vrlo zahvalan alat za kreiranje CAPP sistema. Zato se u zadnjim
godinama intenzivno vrše istraživanja, a i razvoj CAPP sistema, koja se baziraju na primjeni
metoda vještačke ineligencije.
IMS
Slika 2.1 CAPP kao veza između projektovanja proizvoda i proizvodnje
Slika 2.2 Nivo CAPP računske podrške
CAD
CIM
CAM
AI
CAPP
4
CAD
85%
CAPP
CAM
60%
Predstavlja širi pojam od CIM-a i podrazumjeva
primjenu tehnika vještačke inteligencije u cilju
razvoja inteligentnih modula u okviru
proizvodnih sistema
Predstavlja širi pojam od CIM-a i podrazumjeva
primjenu tehnika vještačke inteligencije u cilju
razvoja inteligentnih modula u okviru
proizvodnih sistema
Projektovanje, odnosno
konstruiranje geometrijskog
modela proizvoda uz pomoć
računara
Skup računarom podržanih
aktivnosti koje
pojednostavljuju rad
projektanata tehnoloških
procesa i predstavlja most
između CAD-a i CAM-a
Računarski podržana priprema za
proizvodnju koja obuhvata
prevođenje projektnih informacija
u tehnološke informacije i
proizvodnju sa različitim nivoima
automatitacije
Vjestacka inteligencija koja
obuhvata oblast računarske nauke
koja se bavi sistemima sa
svojstvima inteligentnog ponašanja
kao što je učenje, zaključivanje,
rješavanje problema...
Obuhvata računarsku integraciju poslovnih,
inženjerskih, proizvodnih i upravljačkih informacija
koje povezuju sve funkcije kompanije od marketinga
do distribucije proizvoda
Generisanje „G-code“ za upravljačke sisteme
2.1.Podjela CAPP sistema
CAPP sistemi predstavljaju sisteme koji su namjenjeni za projektovanje tehnoloških
postupaka izrade dijelova. U zavisnosti od načina određivanja tehnološkog postupka, odnosno
od ugrađene logike za odlučivanje [1], CAPP sisteme možemo da podjelimo u tri grupe:
1. Varijantni CAPP sistemi,
2. Generativni CAPP sistemi,
3. Kombinovani Vario-Generativni sistemi
Kod svih varijanti ulazna informacija u sistem može da se dobija sa crteža dijela ili da se
dobija iz CAD sistema.
U prvom slučaju tehnolog na osnovu crteža, koji je dobijen manuelno ili pomoću nekog
CAD sistema, priprema ulazne informacije u pogodnom ulaznom formatu koji sistem
zahtijeva.
U drugom slučaju ulazna informacija se dobija direktno ili indirektno, pomoću nekog
prevodioca, iz CAD sistema, tj. koristi se model proizvoda u određenom formatu. Ovde je
isključen ručni unos podataka, koji sa sobom povlači mogućnost unošenja grešaka i duže
traje. Ovi se sistemi nazivaju i automatski CAPP sistemi.
2.2 Modeli projektovanja tehnoloških procesa
Model tipičnog sistema za projektovanje tehnoloških procesa podrazumjeva rad i
međusobnu saradnju većeg broja stručnjaka: projektanta tehnološkog procesa, rukovodioca
operativnog planiranja, tehnologa, NC programera, itd. Projektant tehnološkog procesa "prevodi"
ulaznu specifikaciju, datu crtežom proizvoda, u informacije koje "razumije" sistem za
projektovanje. Na osnovu tehnološkog postupka, NC programer piše kod, koji se preko
postprocesora prilagođava određenoj mašini. Podaci iz tehnološke pripreme, u operativnoj
pripremi se koriste za normiranje, izradu operacionih instrukcija, definisanje proizvodnog toka i
dr. Tehnolog, na osnovu podataka iz tehnološke pripreme, vrši terminiranje proizvodnje,
planiranje zaliha itd.
Struktura kompletnog sistema za projektovanje tehnoloških procesa primjenom računara
ilustruje funkcionalnu zavisnost modula sistema i baza podataka sistema. Redoslijed povezanosti
modula može biti izmenjen, a optimalan tehnološki proces nastaje poslije više prolaza,
odnosno, izvršavanja unutar istog modula,
2.2.1 Manualni prilaz
U manualnom pristupu, individualna vještina, ispitivanje crteža i razvoj su neophodne
instrukcije za plan procesa. Kada je plan procesa generisan, može biti elaboriran ili
jednostavno primjenjen na individualnoj operaciji prema opisu, ovisno o okolini radionice. Za
model radionce, gdje su svi radnici visoko obučeni u operacijama nekoliko mašina i većini
dijelova koji se proizvode iste vrste, plan procesa je obično nepotreban, ali lista radnih mjesta
kretanja i detalja je ostavljena radnicima. Međutim, ako je dio koji treba proizvesti u potpuno
automatiziranoj prelaznoj liniji, plan procesa bi sadržavao detalje svake operacije.
Bez obzira na elaborirane planove procesa, njihova priprema zavisi po težini od
analize planera procesa u sposobnostima proizvodnje, alata, materijala, standardnoj
praktičnosti i ujedinjavanju troškova. Nažalost, malo od ovih informacija je dokumentovano,
često postoje samo u mislima planera procesa. Ako planer ima dobro pamćenje, plan procesa
5

Generisanje „G-code“ za upravljačke sisteme
CAD baze podataka, za ovu priliku, generativni CAPP sistem mora imati mogućnost
prepoznavanja mašinskih oblika dijela, kao što su rupa, utor, žlijeb...Ovaj korak je mnogo
lakši ako je dio modeliran koristeći pristup baznog modeliranja, međutim, osobine
modeliranja mogu još uvjek imati odgovarajuće poteškoće konvertovanja u mašinske osobine.
Neki modelarni oblici imaju „jedan na jedan“ uzajamnu vezu sa mašinskom osobinom, ali
mogu zahtjevati komplikovane procese.
Drugi korak je transformacija kodiranih podataka i dodatnih tekstualnih informacija u
detaljan plan procesa. Za vrijeme ove faze, najbolja sekvenca operacija i detaljnih uslova za
svaku operaciju mara biti utvrđena. Ovi uslovi uključuju alate, stalne elemente, mjere,
spajanje, materijal i brzinu. Velika baza podataka i kompleksnost njene izgradnje logičke
odluke bi bilo vjerovatno potrebno za generisanje plana procesa za riješenje kompleksnih
dijelova na ovom nivou detalja. Kao rezultat, današnji generativni pristup je razvijen na
specijalne klase dijelova koji imaju relativno ograničene stalne osobine dijelova.
Baza znanja
Baza podataka
CAD sistemi Analiza Tehnološko CAPP Tehnološki Post- Planiranje
Podataka prepoznavanje postupci -procesor proizvodnje
Pravila
projektovanja
Slika 2.3 Model generativnog CAPP sistema
Generativni način projektovanja tehnoloških postupaka je drugi tip CAPP sistema.
Kod ovog načina tehnološki postupak se kreira nezavisno i individualno za svaki radni
komad, bez razvrstavanja u grupe, ili modifikacije standardnih planova obrade.
Kod ovih sistema se, na osnovu adekvatnih ulaznih informacija o radnom komadu,
automatizovano, bez uticaja tehnologa generiše tehnološki postupak obrade radnog komada.
Sistem generiše tehnološki postupak na osnovu ugrađenog logičkog algoritma, koji ima u sebi
unešeno, na adekvatan način, znanje o projektovanju tehnologije i baze podataka o
proizvodnim i drugim resursima. Ova logika u stvari treba da oponaša logiku i način rada
tehnologa. Ostale aktivnosti u procesu projektovanja tehnološkog procesa kao što su izbor
mašina, alata, optimizacija postupka i slično, obavljaju se takođe automatizovano kod ovih
CAPP sistema, tj. na osnovu ugrađenih logičkih modela. Generativi CAPP sistemi sadrže u
sebi tri glavna modula i to:
1.
Opis dijela i prepoznavanje oblika.
2.
Tehnološku bazu podataka.
3.
Logiku za odlučivanje i adekvatan algoritam.
Danas se vrlo često termin "generativni CAPP sistem" vezuje i za manje kompletne
CAPP sisteme. Sistemi sa samo ugrađenom logikom za odlučivanje se često nazivaju
7