Univerzitet u Novom Sadu
Fakultet tehni
č
kih nauka
Grafi
č
ko inženjerstvo i dizajn
dr Dragoljub Novakovi
ć
, red. prof.
GRAFI
Č
KI PROCESI
Novi Sad
U cilju olakšanja savla
đ
ivanja nastavne
materije predmeta
Grafi
č
ki procesi
,
pripremljena je ova skripta. Skripta je
sistematizovana prema predavanjima na
predmetu u toku
č
etvrtog semestra
studija, tako da obuhvata deo nastavne
materije, koja je definisana nastavnim
planom i programom smera, Grafi
č
kog
inženjerstva i dizajna, za predmet
Grafi
č
ki procesi. Šira literatura koja se
predlaže za pripremu ispita je data u
popisu korištene literature.
Dr Dragoljub Novakovi
ć
Tehnike i tehnologije grafi
č
kih komunikacija Grafi
č
ki procesi
1.0 TEHNIKE I TEHNOLOGIJE GRAFI
Č
KIH KOMUNIKACIJA
Komunikacione tehnologije (lat communicatio; gr
č
. techne, logos)
predstavljaju na
č
in i veštinu saopštavanja. Komunikacione tehnologije
obuhvataju: Štamparske medije (knjige,
č
asopise, novine, brošure i
druge štampane stvari); elektronske medije; multimedije i integraciju
novih medija.
Štamparski
mediji
su tradicionalno zauzimali i zauzimaju zna
č
ajno
medijsko mesto sa trendom rasta u svetu bez obzira na razvoj niza drugih
medija. "Time" magazin je na kraju prošlog milenijuma, izabrao za
najvažniji doga
đ
aj milenijuma pronalazak štampanja pokretnim slovima,
Johannesa Gutenberga. O
č
ekivalo se da svakim novim razvojem medija
štampani mediji budu potisnuti. Me
đ
utim to se nije dogodilo jer štampana
informacija postaje sve prisutnija. Za štampane medije knjige, brošure,
č
asopise i novine izdatak po doma
ć
instvu u razvijenim zemljama je visok
tako da je u Nema
č
koj u 1997 godini iznosio od 40 do 110 DM mese
č
no
zavisno od obrazovanja, prihoda i tipa ku
ć
nog budžeta.
Tržište za štampane proizvode je danas raznorodnije nego ikad.
Uobi
č
ajena je podela štampanih stvari u akcidencije i periodiku. Ovo
raš
č
lanjenje razlikuje štampane stvari u pogledu njihovog vremenskog
na
č
ina pojavljivanja. Pošto je postupak proizvodnje i produkcije jako
zavisan od toga specijalizuju li se štamparije na jedan ili drugi segment
tržišta. Akcidencije su štampani proizvodi koji se proizvode zavisno od
prilike - potrebe (npr katalozi, brošure, ru
č
ni plakati, vizitkarte).
Nasuprot tome su periodi
č
ne štampane stvari one koje se periodi
č
no
pojavljuju (novine,
č
asopisi, ilustrovani
č
asopisi). Uobi
č
ajeni naru
č
ioci
posla za periodi
č
ne štampane stvari su izdava
č
i i firme (preduzetništvo).
Slika 1 prikazuje raznolikost i mnogostranost proizvoda print medija po
vrstama i predstavnicima. Proizvodi print medija naj
č
eš
ć
e se razvrstavaju
u grupe - proizvoda.
Slika 1
Č
asopisi, brošure, plakati, knjige ; pakovanja - ambalaže
1
Tehnike i tehnologije grafi
č
kih komunikacija Grafi
č
ki procesi
Te
grupe
č
ine knjige,
č
asopisi, novine, brošure i drugi štampani
proizvodi.
Knjige
Gutennbergovi radovi i njegov pronalazak sredinom 15-og stole
ć
a -
štampanje sa pokretnim olovnim slovima izazvalo je revoluciju u izradi -
proizvodnji knjiga. Ona je omogu
ć
ila ve
ć
em sloju stanovništva pristup
obrazovanju, kulturi i informaciji više nego što je pre toga bilo mogu
ć
e sa
ru
č
no (kaligrafski) pisanim knjigama. Porastom broja knjiga se u slede
ć
im
vekovima smanjila nepismenost. Pošto su se još dugo posle Gutenberg-
ovog pronalaska knjige ru
č
no kolorisale nastajala su i dalje dela sa
umetni
č
kim ilustracijama veselih boja - tonova, koje su se mogle
upore
đ
ivati sa prethodno napisanim knjigama.
Preko 500 godina visoka štampa je bila dominantan postupak
štampanja za knjige. Fototehnika i ravna štampa 70-ih godina 20-og
stole
ć
a omogu
ć
ili su široku rasprostranjenost i tek onda je postala
štampana knjiga po ceni povoljna kao masovni medijum. Tome su
doprineli ne samo racionalni postupci proizvodnje nego i postojanje po
ceni pristupa
č
nih papira. Tokom vremena nastala su i razvila se pisma od
imitiranih rukopisa do sopstvene forme pisma. Broj novih naslova knjiga
raste kontinualno i danas u eri elektronskih medija još uvek može da se
beleži godišnji rast proizvodnje knjiga. Sa blizu 80.000 naslova godišnje
Nema
č
ka je jedno od najve
ć
ih tržišta knjiga. 1997 godine jedino je u Kini i
Velikoj Britaniji proizvedeno više naslova. 1998 je u Nema
č
koj
proizvedeno više od 500 miliona knjiga u vrednosti od preko 3.5 milijardi
evra.
Knjige se proizvode u razli
č
itoj opremi od visokovrednog kožnog
šivenog poveza sa zlatnim rezom, sve do jednostavno lepljenog poveza,
džepne knjige, kako jednobojne tako i visokokvalitetne višebojne knjige.
Sli
č
no knjizi, mnogostruka je ponuda drugih štampanih proizvoda kao
č
asopisa, novina, magazina, brošura i sli
č
nih proizvoda.
Č
asopisi
Č
asopisi su u najve
ć
em delu periodi
č
na izdanja. Širok je spektar
razli
č
itih
č
asopisa od stru
č
nih do žurnala i magazina ili ilustrovanih
č
asopisa. Stru
č
ni
č
asopisi obuhvataju ograni
č
eno stru
č
no podru
č
je i
orjentisani su na manji krug
č
italaca. Za razliku od knjiga troškovi
proizvodnje
č
asopisa nisu pla
ć
eni isklju
č
ivo od krajnjeg primaoca, ve
ć
je
više od polovine troškova pokriveno reklamama. Za razliku od knjiga,
č
asopisi imaju kra
ć
u trajnost koriš
ć
enja. Ovo je zavisno od sadržaja i bitna
odlika periodi
č
nih izdanja.
Č
asopisi imaju u odnosu na knjige drugu
spoljašnju formu.
Proizvodnja i izrada
č
asopisa sa velikim tiražom se jako razlikuje od
proizvodnje knjiga.
Č
asopisi su uglavnom višebojni sadržaji sa fleksibilnim
omotom. Oni se izra
đ
uju sa jednostavnim metodom povezivanja (npr.
ži
č
ani povez, lepljenjem). Prema veli
č
ini izdanja se
č
asopisi danas
proizvode u procesu rotacione ili taba
č
ne štampe, odnosno rotacione
visoke ili rotacione duboke štampe za velike tiraže.
2
Tehnike i tehnologije grafi
č
kih komunikacija Grafi
č
ki procesi
Elektronski mediji
U toku XX stole
ć
a su razvijeni elektronski mediji koji pored štampanih
proizvoda (print medija) zauzimaju važno mesto u podru
č
ju širenja
informacija. Ovaj trend se nastavlja i danas i izražen je posebno
kompjuterima i internetom. Pored ovog razvoja razvili su se i CD ure
đ
aji
zatim konvencionalni mediji radio i TV kao i pripadaju
ć
e mogu
ć
nosti
arhiviranja podataka (video i audio zapisi i animacija).
Kao i kod štampanih medija i kod elektronskih medija postoji
povezanost nastajanja odnosno prenosa, koji je zavisan od trenutnog
konkretnog izražaja medija. Po pravilu se u prvom stepenu procesa
proizvode sadržaji npr. za snimke i nosioce tona ili video snimci. U nekim
slu
č
ajevima se informacije konvertuju sa jednog nosioca na nekog drugog,
npr. film na video traku.
Prezentacije u elektronskim medijima imaju odre
đ
ene specifi
č
nosti
koje se moraju uzeti u obzir ve
ć
kod dizajniranja proizvoda elektronskih
medija. Razlozi za to leže u (u pore
đ
enju sa štampanim proizvodima) i u
ograni
č
avanju formata prezentovanja (npr. veli
č
ina monitora ili prozora
unutar monitorske slike).
Jedna od podela u elektronskim medijima može biti u okviru medija
na kojima se arhiviraju podaci na razli
č
ite oblike zapisa (CD-rom, video,
audio traka, i sl.). Kod njih kao posebna karakteristika mogu da se izdvoje
kapaciteti zapisa. Važnu ulogu pri tome igraju postupci kompresije
podataka, koji dozvoljavaju reduciranje koli
č
ine podataka bez vidljivog
smanjenja kvaliteta.
Postoje
ć
e tehnike prenosa mogu pri tome da budu mnogostruke,
po
č
evši kod internet veza preko usmerenih povezivanja (npr. satelitskih
veza ili visokobrzinskih veza preko razli
č
itih vrsta kablova, opti
č
kih
kablova ili staklenih vlakana) do prihvatnih mreža firmi, tako
đ
e u razli
č
itoj
tehnologiji (televizije, firme, interneta).
Na kraju prenosnog lanca informacija postoje sistemi za prezentaciju:
kompjuterski ekrani, TV, razli
č
iti monitori, projekcioni ure
đ
aji, audio
sistemi reprodukcije (zvu
č
nici, slušalice) itd. Pre nego što se može
pristupiti ovim sistemima potrebno je izvršiti kodiranja i postupke
kompresije, sa odgovaraju
ć
im komponentama (softver, hardver). Za
prikaz prenetih podataka treba u
č
initi podatke povratnim. Na mestu
sistema za prezentaciju mogu da stoje ure
đ
aji za memorisanje, koji
zapisuju prenete podatke da bi ih npr. vremenski pomereno reprodukovali.
Koriš
ć
enje i rasprostiranje elektronskih medija kao i kod print medija
reguliše se zaštitom autorskog prava. Posebno kod digitalnih podataka, su
razvijeni postupci sa zaštitnim mehanizmima protiv neovlaš
ć
enog
kopiranja i to u podru
č
ju - kriptografije (zaklju
č
avanje podataka radi
spre
č
avanja neovlaš
ć
enog koriš
ć
enja kao što je digitalno sakrivena
oznaka)
U elektronske medije ubrajaju se i interaktivne primene npr.
kompjuterske igre, interaktivne simulacije ili virtuelna (reality) primena.
Ovo vodi direktno do koncepata multimedija koji su opisani u nastavku.
4
Tehnike i tehnologije grafi
č
kih komunikacija Grafi
č
ki procesi
Multimediji
Pojam "multimedija" je tesno povezan sa današnjim kompjuterima i
izlaznim jedinicama (monitor, zvu
č
nik, štampa
č
itd.) kao i njihovih
sposobnosti da reprodukuju razli
č
ite informacije razli
č
itog tipa (tekst,
slika, ton, animacije itd.).
Izrada
multimedijalnih
sadržaja kao interakcije sa drugim
multimedijalnim dokumentima (fajlovi podataka na memorijama podataka
kao server i CD-rom).
Multimedija
zna
č
i više tipova informacija (text, slika, grafika,
animacija, video i audio sekvence) zajedno u jednoj publikaciji.
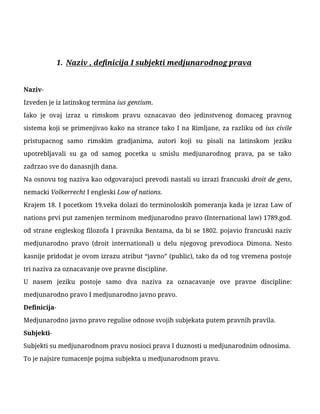
Struktura za produkciju elektronskih medija, print medija, štampanih
medija i multimedija je data na slici 2.
ELEKTRONSKI MEDIJI
PRIPREMA MEDIJA
INFO-IZVORI
MULTIMEDIJI
MULTIMEDIJI
ŠTAMPARSKI
MEDIJI
Orginalni
podaci
Ideje
Sadržaj
Forma
Podaci
mena-
žment
Proizvodnja
TV, Radio
Internet , sl.
CD-ROM, sl.
raspo-
dela
Ure
đ
aji za
Vizuelizaciju
Elektronske
informacije
Digitalni štampa-
rski sistemi
Pripre-
ma
Štampa
(konvenc.)
Završna
obrada
raspo-
dela
Kupac / Korisnik
Proizvodi
štampe
Slika 2. Struktura za produkciju elektronskih medija , print medija,
štampanih medija i multimedija
Ideje, sadržaj i njihova forma iz izvora informacija su osnova za
izlazne podatke menadžmenta. Obe ove grupe pripadaju podru
č
ju
pripreme medija. Originalni podaci dalje se usmeravaju u zavisnosti od
potrebe prema štampanim medijima ili prema elektronskim medijima u
cilju obrade odnosno stvaranja proizvoda namenjenih kupcima - krajnjim
korisnicima. Obradom u proizvodnom procesu elektronskih ili štampanih
medija dobijaju se proizvodi. Iz elektronskih medija elektronske
informacije a iz štamparskih medija proizvodi štampe. Objedinjeni oni
č
ine
multi medije.
Tehni
č
ka primena obuhvata naj
č
eš
ć
e istovremeno više medija radi
ponavljanja (reprodukovanje) sadržaja. Tako mogu npr. TV aparati da
prenose istovremeno informacije teksta, slike i tona.
Delovanje na više organa
č
ula (o
č
i, uši) u kombinaciji sa koriš
ć
enjem
prednosti pojedinih medija donosi sinergeti
č
ne efekte (kooperativne
5

Tehnike i tehnologije grafi
č
kih komunikacija Grafi
č
ki procesi
Na rast štamparske industrije najviše uti
č
u faktori ukupne ekonomije.
Štamparska industrija ostvaruje 1-12% bruto vrednosti bruto nacionalnog
dohotka. U industrijskim zemljama iznosi i do 20% bruto proizvoda
zemlje. U USA štamparska industrija se nalazi kao industrijska grana na
6-om mestu što jasno ukazuje na ekonomsku važnost ove grane
industrije. U 2000-oj godini oko 430.000 štamparskih pogona širom sveta
ostvarilo je promet od 430 - 460 milijardi USA $.
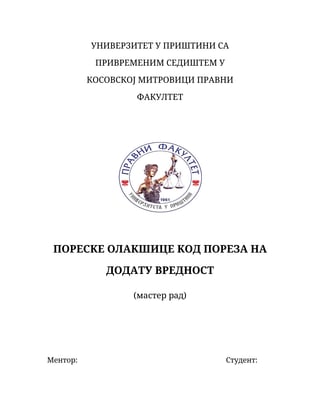
Raspodela ovog obima proizvodnje na pojedine vrste grafi
č
kih
proizvoda je prikazana na slici 4. Važan segment proizvodnje su reklame
(poslovna štampa i štampa ambalaže) i etikete sa obimom od 129 do 138
milijardi USA-$. Katalozi imaju po obimu najmanji zna
č
aj.
Ambalaža/etikete
Reklame/poslovna štampa
Knjige
Magazini
Katalozi
Novine
Slika 4 Raspodela svetskog obima tržišta na pojedine proizvode bez
tržišta Small-Ofice (Home-office) (Hajdelberg procene/ širom sveta
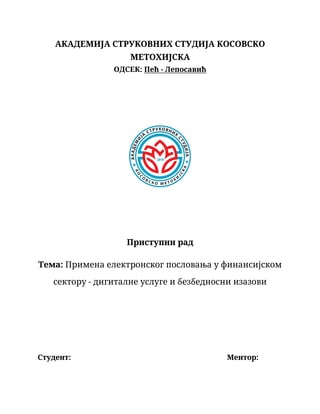
Na slici 5 je prikazana podela tržišta sveta na regione.
Centralna Evropa
Azija/
Pacifik
Srednja/
Južna Amerika
Severna
Amerika
Afrika
Isto
č
na Evropa
Slika 5 Podela obima tržišta na pojedine regione (Hajdelberg procene
informacija širom sveta)
7
Tehnike i tehnologije grafi
č
kih komunikacija Grafi
č
ki procesi
Ova raspodela je povezana i sa raspodelom tržišta na pojedine
regione. 93% obima tržišta otpada na Severnu Ameriku, Centralnu
Evropu i Aziju. Najvažnija tržišta su USA, Nema
č
ka, Velika Britanija i
Japan, koje same objedinjuju 50% tržišta.
Poseban pokazatelj potrošnje grafi
č
kih proizvoda je vezan za godišnju
potrošnju po glavi stanovnika. Najve
ć
a godišnja potrošnja po glavi
stanovnika za štampane proizvode po regionima je u Severnoj Americi
(slika 6). Tamo je potrošnja oko 6 puta ve
ć
a od svetskog proseka (koji je
u visini od 58 US $ )
Svetski
Prosek
Srednja
Amerika
Afrika
Isto
č
na
Evropa
Asien /
Pacifik
Centralna
Evropa
Severna
Amerika
Slika 6 Godišnja potrošnja po glavi stanovnika u USA $ po odre
đ
enim
regionima (Heidelberg procene), stanje 1998.
Na nivou zemalja najve
ć
a potrošnja po glavi stanovnika je u Japanu
sa 480 US $ sledi USA 342 US $, zatim Singapur sa 320 $. U budu
ć
nosti
treba o
č
ekivati najve
ć
i porast u Kini, Jugoisto
č
noj Aziji, Latinskoj Americi
kao i isto
č
noj Evropi što je za o
č
ekivati i kod nas.
Trendovi i scenariji budu
ć
nosti
Porast bruto proizvoda po zemljama širom sveta u 2002. godine treba
biti 3 do 4%. Obim štampanja raste za 2,5 do 3% godišnje, tržište u visini
od 452 do 488 Milijardi US $ u 2002. Porast širom sveta ima štampanje
ambalaže i etiketa, reklama i poslovne štampe, novina, kataloga,
magazina i knjiga. Za Kinu i zemlje u brzom razvoju o
č
ekuje se najve
ć
i
porast. Kod visokorazvijenih nacionalnih privreda o
č
ekuju se me
đ
utim
samo lagani porasti.
Generalno se celokupna štamparska industrija nalazi ve
ć
više godina
u velikoj strukturnoj i tehnološkoj promeni. Pored promena koje poga
đ
aju
tradicionalno štamparsko podru
č
je bi
ć
e u slede
ć
im godinama najve
ć
i
izazov i integracija novih medija (npr. CD-rom, on line usluge i sl.).
Promene u tradicionalnom print podru
č
ju
Trend ka "one-men-press" kao posledica rastu
ć
e automatizacije svih
faza štamparskog procesa oslobodi
ć
e u slede
ć
im godinama snažan
inovacioni potencijal u podru
č
jima mašina, ure
đ
aja i procesa. Ovo se
8

Tehnike i tehnologije grafi
č
kih komunikacija Grafi
č
ki procesi
Tehnološke promene
Elektronski
mediji
Štamparski
mediji
Štamparski
mediji
Elektronski
mediji
Slika 7 Trendovi razvoja za tržište print medija i elektronskih medija
Severna
Amerika
Srednja/
Južna
Amerika
Evropa
Azija /
Pacifik
Ostatak
sveta
Miliona US
$
Slika 8 - Izdaci za reklame za print medije u pojedinim regionima
Slika 9 pokazuje raširenost širom sveta umreženih ra
č
unara a slika
10 raspodelu priklju
č
aka po zemljama. Internet je 1997. koristilo blizu 90
miliona korisnika. Do 2005. godine se ra
č
una na preko 400 miliona
korisnika.
Trgovina u internetu (Elektronic commerce) iznosila je 2001.
godine oko 220 milijardi US $ što odgovara 1% svetskog obima trgovine.
80% od toga otpada na poslove izme
đ
u preduze
ć
a (Busineess to
Bisiness).
Pretpostavke kao i u prošlosti da
ć
e novi mediji zameniti stare se
verovatno ne
ć
e ostvariti. U prošlosti se nisu ostvarile pretpostavke i to:
- 20-ih godina
Radio
ć
e zameniti štampu
-50-ih godina
TV
ć
e zameniti štampu
-80-ih godina
Kompjuter
ć
e zameniti štampu
-90-tih godina
Internet
ć
e zameniti štampu
Č
injenica je ipak da je štampanje dominantno i raste.
10
Tehnike i tehnologije grafi
č
kih komunikacija Grafi
č
ki procesi
Važnu ulogu pored interneta igra CD-ROM medijum, nosilac
podataka, na kome može da se memoriše jednostavno i po troškovima
povoljno, veliki broj proizvodnih informacija, slika, video sekvenci itd.
Pored ovoga od zna
č
aja su hibridni oblici za multimedijalno predavanje
informacija, kombinacije razli
č
itih medija kao
č
asopis + CD-Rom +
Internet + CD-ROM ili Internet + print.
Broj - Miliona komada
Slika 9 - Broj umreženih kompjutera širom sveta
Severna
Amerika
Evropa
Japan
Ostali deo
sveta
Slika 10 - Podela priklju
č
aka po zemljama
I o
č
ekivanja prikazana na slici 11 idu u prilog razvoju print medija.
Jak
Porast
Porast
Jako
Umanjeno
Smanjenje
Bez
promene
Slika 11 Isptivanja o predvi
đ
enom koriš
ć
enju print medija u 2001. godini
11

Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
proizvoda treba biti potpomognuta menadžmentom i sistemom arhiviranja
podataka odgovaraju
ć
im sistemima.
Na vizuelni kvalitet proizvoda uti
č
e, proces izrade i postupci za
proizvodnju štampanih medija kroz oblikovanje, tipografiju i grafi
č
ki
dizajn.
2.1 Oblikovanje, tipografija, grafi
č
ki dizajn
Razvoj pisma tipografije i grafi
č
kog dizajna su važan deo istorije
kulture naroda. Pismo znacima oslikava jezik komunikacije širom sveta
č
ime se postiže posredovanje, prenošenje znanja i komunikacije. Tri
podru
č
ja nerazdvojno su povezana pismo je pretpostavka (preduslov) za
tipografiju i ova je - pored ilustracije i fotografija bitan deo grafi
č
kog
dizajna. Svako od ovih sredstava komunikacije i oblikovanja ima
sopstvenu suptilnu i preciznu istoriju razvoja.
.... Pismo
Za pismo je zna
č
ajan nastanak i razvoj kroz sve njegove faze koje
se uz današnja tehni
č
ka sredstva mogu operacionalizovati (razvoj oblika
pisma uz primenu programa za zzradu fontova). Za sistematiku u
komunikaciji, odlu
č
ivanje i odgovaraju
ć
i izbor kona
č
nog izgleda
odštampanog proizvoda od velikog je zna
č
aja klasifikacija štamparskih
pisama. Od 1964 godine DIN 16518 obra
đ
uje podelu štamparskih pisama.
Raš
č
lanjuje se razlika u formi svih štamparskih pisama u 11 grupa i to:
1. Venecijanska Renesansna - antikva
2. Francuska Renesansna - antikva
3. Borde - antikva
4. Klasicisti
č
na antikva
5. Serifno naglašena antikva
6. Bezserifna antikva
7. Antikva - varijante
8. Pisma za pisanje
9. Rukopisna antikva
10. Izlomljena pisma
11. Strani oblici pisma
Za istoriju razvoja kulture i pisma su zna
č
ajni tvorci oblika pisma.
.... Tipografija
Pismo u svojim razli
č
itim formama je fundamentalna pretpostavka
za tipografiju. Tipografija je
oblikovanje
štampanih stvari pri primeni
pisama i njihovo raspore
đ
ivanje u teku
ć
i tekst na jednoj štampanoj
stranici. Izbor iz raspoloživih pisama radi predstavljanja tekstova i
tekstualnih sadržaja, plasiranje re
č
i i tekstova na strani
č
nim formatima ili
na drugim nosiocima teksta kao što su table, plakati i panoi i sl. je oblast
oblikovanja, za koju je potrebno višegodišnje u
č
enje ili studiranje i koji se
mora redovno dalje vežbati radi poboljšanja ili menjanja. Svi štampaju
ć
i
elementi kao pismo i linije, ali i neštampani materijal kao prazni prostori i
odstojanja mere se u jednom sopstvenom sistemu mera, sa osnovom
me
đ
unarodnog sistema mera i prera
č
unavanjem vezanim za - sistem
ta
č
aka ili tt (Tipografski sistem mera).
13
Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
.... Oblikovanje
knjige
Oblikovanje knjige kao grafi
č
kog proizvoda treba pro
ć
i kroz
odre
đ
ene postupke obrade da bi se dobila kvalitetna knjiga sa aspekta
knjige kao grafi
č
kog proizvoda. Ti postupci bi obuhvatali slede
ć
e:
¾
Formalnu postavku knjige kroz utvr
đ
ivanje i planiranje koje
obuhvata razli
č
ite oblike i odluke.
¾
Sredstva oblikovanja knjige, koje treba optimalno postaviti i
prora
č
unati za kvalitetan otisak,
č
itljivost i estetsko dejstvo knjige.
¾
Opredeljenje za pismo i veli
č
inu pisama
¾
Slaganje slika re
č
enica, oblikovanje - slaganje pasusa, re
č
enice i
strukturno raspore
đ
ivanje teksta
¾
Opredeljenje za vrstu korica, dizajn i tehniku izrade
¾
Izbor ukupnog broja koriš
ć
enih pisama i vrsta pisma u tekstu knjige,
osnovnog pisma, proreda, isticanja i naglašavanja, specijalna pisma
¾
Naslovi, raspore
đ
ivanje (Naziv poglavlja), oznake (naslovi bez broja)
¾
Numerisanje slika i tabela.
¾
Tekst ispod slika
¾
Pismo za legende, fusnote i sl.
¾
Redovi kolumne i dr.
Izbori navedenih postupaka daju sliku strane koju je potrebno oblikovati.
.... Oblikovanje
strana
Oblikovanu stranu mogu da karakterišu slede
ć
i elementi:
¾
Na
č
in postavljanja teksta (npr. tekst je postavljen na rasteru
osnovnih linija i dvostuba
č
no).
¾
Pasusi - po
č
etak sa uvla
č
enjem u prvom redu.
¾
Znaci za nabrajanje prvog reda - crna ta
č
ka kao znak nabrajanja
drugog reda .
¾
Pre i posle nekog nabrajanja prazan red.
¾
Odeljak koji sledi po
č
inje bez uvla
č
enja.
¾
Odluke za sve ostale delove knjige:
¾
Format strane
¾
Ogledalo pasusa
¾
Širina stubca
¾
Oblik ubacivanja slika ( jedno jednoipo ili dvostuba
č
ne)
¾
Okvir slika (u boji ili ne, debljina linija, centriranje unutar okvira).
¾
Nazivi ispod slika ( legende slika stoje ispod slike)
¾
Broj slike je slobodno postavljen kada je tekst legende duži od
jednog reda, Oznake delova slika (a,b,c itd) na
č
in prikaza, štampanja
i sl.
.... Grafi
č
ki dizajn
Tokom mnogo vekova oblikovanje je bilo izme
đ
u ostalog odre
đ
eno i
religioznim sadržajima i uticajima. Industrijskom revolucijom je do
zna
č
aja došao potroša
č
ki mentalitet i zahtevi koje je on postavljao.
Do kasnog 19 veka je oblikovanje bilo crno belo štampano na
papiru. U 20 veku razvili su se štampani proizvodi, plakati, oglasi,
14

Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
.... Tehnika
sloga
Tehniku sloga karakterisao je više stotina godina pronalazak
Gutenberga - Od 40 tih godina prošlog veka razvijen je foto slog - prvo
kao analogni postupak. Po
č
etkom 70 ih godina razvija se digitalni foto
slog, uz primenu lasera uneti tekst preko tastature ra
č
unara je oslikavan
na filmu.
....
Slike i grafike
Slike i grafike su ranije u štampanim stvarima bili povezani naj
č
eš
ć
e
u formi drvoreza zatim dolazi metalorez (bakro,
č
eli
č
ni i sl.). Za višebojnu
štampu je razvijena separacija boja, razlaganje fotografije u boji u
osnovne boje koriš
ć
ene za štampu (naj
č
eš
ć
e cijan, magenta, žuta i crna -
CMYK). U štampi knjiga upotrebljeni su rasterovani i separirani filmovi
prvo kao predlošci za razvijanje pa zatim nagrizanje reljefa u metalnoj
površini (kliše) sa kojeg se moglo štampati.
U cilju kontrole reprodukcija u boji izra
đ
uju se pre štampanja probni
otisci nazvani "proof". To su kontrolni otisci u boji izra
đ
eni fotomehani
č
ki,
koji simuliraju rezultat štamparskog procesa.
U 70 - im godinama prošlog veka su se pojavili skeneri sa kojima su
predlošci slika optoelektronski skenirani, rastavljani i separirani.
Slika 2.3 Skener sa dobošom za skeniranje slikovnih predložaka (Tango
Hajdelberg)
....
Izrada štamparske forme
Zadatak izrade štamparske forme je da sastavi tekst, slike i grafike
u strane i strane u štamparske tabake. Pošto su štamparski formati ve
ć
ine
štamparskih mašina ve
ć
i od formata strana štamparskih proizvoda, skoro
uvek se više strana štampa na jednom tabaku.
Štamparske forme za štampanje knjiga (visoka štampa) izra
đ
ivane
su tradicionalno, pri
č
emu su izra
đ
ivani blokovi teksta od pojedina
č
nih
slova odnosno redova i klišeji iz reprodukcije kombinovani u velike
metalne forme (sligove).
16
Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
Za ofset štampu se reprofilmovi (za tekst, grafike i slike) prvo
pri
č
vrš
ć
uju prema rasporedu strana na foliji veli
č
ine formata štampanja
(ofset montaža). Montaža služi za slede
ć
i korak - fotografski prenos slike
na ofsetštamparsku plo
č
u (ofset kopija). U nastavku postupka razvija se
plo
č
a u štamparsku formu za ofset štamparsku mašinu. Za svaki
štamparski postupak važi da se za svaku boju koju treba štampati mora
izraditi jedna štamparska forma (slika 2.4).
Slika 2.4 Izdvojene boje za
č
etvorobojnu štampu (Hejdelberg)
Na slici 2.5 je prikazano kako se filmska montaža ulaže u okvir za
kopiranje radi izrade štamparske forme u konvencionalnom postupku
kopiranja.
Slika 2.5 Pozicioniranje montaže filma u kopirnom okviru za izradu
štamparske plo
č
e (Heidelberg).
....
Digitalna priprema štampe
Inovacije za realizaciju digitalne pripreme štampe dovele su od kraja
80-ih godina u pripremi štampe do revolucionarnog procesa promena. One
su gotovo potpuno izbacile klasi
č
nu trostruku podelu u pripremi na slog,
reprodukciju i izradu štamparske forme.
Sa razvojem potpuno grafi
č
ki orjentisanih personalnih kompjutera (npr.
Aplle, Macintosh) odnosno radnih stanica i profesionalnih grafi
č
kih softvera
za obradu grafika i slika, zatim jezika za opis strana postskript i laserskih
17

Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
Slika 2.7 Computer to plate postrojenje za digitalno osvetljavanje
štamparske plo
č
e (Trandesetter, Heidelberg/Creo)
Sa ovim tehnološkim promenama unutar štamparske pripreme su se
u osnovi promenila i zanimanja za pripremu štampe. Polja delovanja tri
klasi
č
ne struke: slovoslaga
č
, reprodukcioni tehni
č
ar i izra
đ
iva
č
štamparske
forme mogu danas da se obavljaju svi na jednom radnom mestu. U
nema
č
koj je 1998 godine stvoreno novo obrazovno zvanje oblikova
č
a
medija,
č
iji uspešan završetak predpostavlja ovladavanje svim procesima
štamparske pripreme kao najzahtevnije zanimanje u grafi
č
koj industriji.
Zahvaljuju
ć
i DTP-u može danas u osnovi svaki autor ili grafi
č
ar koji
raspolaže sa jednim PC i odgovaraju
ć
im softverima sam da preuzme
delove rada štamparske pripreme. Šanse koje su ovim otvorene dovele su
nažalost i do toga da je tržište preplavljeno rastu
ć
om bujicom štamparskih
proizvoda nižeg kvaliteta. Jer oblikovanje štamparskih proizvoda na
kompjuteru zahteva pored ovladavanja koriš
ć
enjem programa kao i
potrebnim ose
ć
ajem i znanjem za tipografiju i dizajn pre svega i ta
č
no
znanje daljih štamparskih procesa dalje obrade, kojim raspolažu samo
obrazovani stru
č
ni kadrovi. Evolucija u štamparskoj pripremi kroz
digitilazaciju obrade promenila je tok pripreme iz klasi
č
ne u digitalnu
pripremu štampe (slika 2.8).
Slog
Repro-
dukcija
Rukopis
Slike
Grafici
Tekstfilm
Crtež/
Raster
film
Monta-
ža
Montirani
Filmovi
Kopija
Štampa-
rska
forma
Rukopisi
Tekst
Slike
Grafici
Slike/
grafici
podaci
Sa digitalnom
Reprodu-
kcijom (DTP)
i Computer
to Plate (CTP)
Štampa-
rska
forma
Slika 2.8 Evolucija u štamparskoj pripremi kroz digitilazaciju obrade
a) konvencionalna priprema štampa (cca 1980)
b) digitalna priprema štampe ( cca 1997)
19
Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
2.3 Štampanje
Proces prenošenja boje na papir (ili neki drugi materijal na koji se
štampa) posredstvom jedne štamparske forme ozna
č
ava se kao
"štampanje"
Tokom stotina godina razvijen je veliki broj postupaka štampanja
koji se na osnovu štamparske forme mogu razvrstati na
č
etri glavna
konvencionalna postupka štampanja i posebno digitalna štampa.
Razvrstavanje se vrši na bazi karakteristika štamparske forme (slika 2.9).
1 {tampaju}e
povr{ine
2 ne{tampaju}e
povr{ine
3 boja
4 telo forme
1 {tampaju}e
povr{ine
2 ne{tampaju}e
povr{ine
3 boja
4 telo forme
1 {tampaju}e
povr{ine
2 ne{tampaju}e
povr{ine
3 boja
4 telo forme
1 {tampaju}e
povr{ine
2 ne{tampaju}e
povr{ine
3 boja
4 telo forme
PROPUSNA
RAVNA
DUBOKA
V
ISOKA
[TAMPARSKE FORME (
[
F)
3
4
1
2
3
4
1
2
3
4
1
2
3
4
1
2
Slika 2.9
Č
etri konvencionalna glavna štamparska postupka
....
Visoka štampa
Elementi za štampanje (slova, linije, raster ta
č
ke itd.) leže
uzdignuto. Ako je štamparska forma obojena, nalazi se boja na
uzdignutim mestima i pod pritiskom se prenosi na materijal za štampu.
Najzna
č
ajniji predstavnici visoke štampe su
štampanje knjiga
koji je
do pre nekoliko desetina godina bio dominiraju
ć
i štamparski postupak i
fleksoštampa koja je od sredine 20-og veka u porastu i nalazi primenu u
štampanju ambalaže. U klasi
č
nom štampanju knjiga koristila se kruta
metalna štamparska forma (olovo), dok se u fleksoštampi koristi
fleksibilna - meka štamparska forma od vešta
č
kog materijala.
.... Duboka
štampa
Elementi za štampanje leže udubljeno. Glavni predstavnici duboke
štampe su industrijska rakel duboka štampa kao i postupak koji se nalazi
u umetni
č
kom podru
č
ju bakrorez i
č
eli
č
ni rez i sl.
20

Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
Za realizaciju štampe vekovima su se razvijale razli
č
ite štamparske
mašine. Razvoj se najilustrativnije može predstaviti osnovnim mehani
č
kim
principima štampanja.
Prvi štamparski princip Gutenbergova štamparska presa "plo
č
a
prema plo
č
i" (ravno na ravno), štamparska forma kao i elemenat
protivpritiska su bili ravni. Štamparske mašine knjiga 19-og i 20-og veka
su radili po principu "površina naspram cilindra", pritisni cilindar koji preko
štamparske forme. Danas dominiraju
ć
i postupci ofset, duboka i flekso
štampa rade isklju
č
ivo na principu "cilindar prema cilindru", brzina od
5000 do preko 100.000 otisaka/sat. Na slici 2. 11 je prikazana hala jednog
štamparskog pogona.
Slika 2.11 Mašinska hala jednog štamparskog pogona konvencionalne
štampe
Č
etri klasi
č
na konvencionalna glavna štamparska postupka imaju
jednu zajedni
č
ku karakteristiku:
č
vrstu štamparsku formu
- štamparske
slike su na jednoj mehani
č
ki stabilnoj formi (master). Time se može sa
istom štamparskom formom u mašini, ista štamparska slika da se
reprodukuje u visokom kvalitetu.
Od sredine 20-og veka su razvijeni i postupci kod kojih se
štamparska forma za svaki štamparski primerak može novo oslikati (npr.
elektrofotografija) ili preneti boju direktno na štamparski materijal - dakle
bez štamparske forme odnosno nosa
č
a štamparske slike (npr. ink jet). Oni
se danas ozna
č
avaju kao non impakt štamparski postupci (bezkontaktni
postupci) (NIP-tehnologije). Jedna po jedna štamparska strana može da
se štampa sa promenjenim sadržajem - naravno sa smanjenjem kvaliteta
i produktivnosti.
Do pre nekoliko godina Non impact postupci u kvalitetu kao i u brzini
štampanja u odnosu na troškove nisu
č
inili alternativu u odnosu na
konvencionalne postupke štampanja. U poslednjim godinama je naro
č
ito
elektrofotografski postupak štampanja jako poboljšan, tako da je danas u
delovima tržišta za štamparske medije postao alternativa. To važi naro
č
ito
za naloge sa promenljivim podacima, odnosno informacijama, pošto
štamparska slika može prakti
č
no za svaki primerak kompletno da se
zameni. Zna
č
ajno im je da su alternativa za male porudžbine.
Na slici 2.12 je dat šematski prikaz štamparskog sistema za postupke bez
štamparske forme - (NIP-tehnologije).
22
Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
Slika 2.12 Štamparski sistem za
č
etvorobojnu štampu (NIP tehnologija):
elektrofotografija sa sorterom za pojedina
č
ne tabake (CLC 1000 Canon)
.... Štamparske
mašine
Grade se kao taba
č
ne i rotacione štamparske mašine.
Taba
č
ne štamparske mašine
se sastoje od jednog ure
đ
aja za
ulaganje tabaka, jedne ili više štamparskih jedinica i jednog ure
đ
aja za
izlaganje U ure
đ
aju za ulaganje se uzimaju tabaci sa jednog stoga papira i
predaju prvoj štamparskoj jedinici. Tabaci se pomo
ć
u sistema za hvatanje
vode kroz sve štamparske jedinice i odštampavaju. U ure
đ
aju za izlaganje
se odštampani tabaci odlažu na stog odštampanih tabaka.
Rotacione mašine
se sastoje iz ure
đ
aja sa rolnom preko koga se
dovodi podloga za štampu u jednu ili više jedinica za štampanje. Posle
štampanja
č
esto se u nadogradnim agregatima vrši dalja obrada ili se
odštampani materijal ponova namotava u rolnu u ure
đ
aju za
namotavanje. Za visokovredne štamparske proizvode su rotacione
štamparske mašine opremljene sa sušarama radi spre
č
avanja
razmazivanja boja u daljoj obradi. Štampanje novina se vrši naj
č
eš
ć
e sa
tkz. Coldset bojama koje ne zahtevaju posebnu sušionicu, ali iskazuju
kvalitativna umanjenja. Duboka štampa zahteva u osnovi sušenje posle
svake štamparske jedinice, posle štampanja svake pojedina
č
ne boje.
Ofset štamparske mašine i non impakt mašine su rasprostranjene i
kao rotacione i kao taba
č
ne mašine, dok se štamparske mašine za duboku
i flekso štampu grade skoro isklju
č
ivo kao rotacione mašine. Rotacione
mašine postižu ve
ć
e brzine štampanja u odnosu na taba
č
ne mašine i
maju prednost da se inline završna obrada jednostavnije realizuje.
Rotacione mašine su visoko specijalizovane naj
č
eš
ć
e su primenjene samo
za jedan odre
đ
eni proizvod. Tipi
č
ne primene su štampa novina,
č
asopisa,
ambalaže i štampanje beskona
č
nih obrazaca.
23

Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
CPC
upravlja
č
ke jedinice su dislocirane na centralno mesto sa kojeg
se vrši upravljanje. Broj upravlja
č
kih funkcija raste sa razvojem novih CPC
ure
đ
aja.
CPC omogu
ć
uje centralno upravljanje sa kontrolom:
¾
zona ure
đ
aja za boju,
¾
doziranja boje iz ure
đ
aja za boju,
¾
upravljanja registrom štampe,
¾
širine obojenja trake,
¾
valjaka za vlaženje,
¾
gusto
ć
e obojenja,
¾
kontrasta,
¾
dobijenih vrednosti i programski zadatih,
¾
optimalnog približavanja otiska originalu,
¾
pokrivenosti površine štampe po zonama,
¾
otklona u registru,
¾
posluživanja i
¾
dijagnostike.
Funkcije koje mogu biti upravljane CP tronikom:
Za kompletnu mašinu su:
¾
programiranje i memorisanje podataka,
¾
upravljanje pneumatskim ure
đ
ajima,
¾
upravljanje ure
đ
ajima za hla
đ
enje i hidrauliku,
¾
upravljanje sistemom centralnog podmazivanja,
¾
dijagnostika rada pojedinih ure
đ
aja.
Za ure
đ
aje za ulaganje podloge za štampu:
¾
kontrola vazduha u usisnom i izduvnom delu,
¾
kontinualna kontrola toka i brzine podloge za štampu,
¾
daljinsko podešavanje
č
eonih i bo
č
nih marki,
¾
podaci na displeju (brzine otiska, vo
đ
enje tabaka, smetnje i sl.)
Za štamparske ure
đ
aje i glavni pogon:
¾
digitalno upravljanje pogonom,
¾
programiranje ure
đ
aja za pranje valjka,
¾
pranje ure
đ
aja za bojenje,
¾
kontrolu ure
đ
aja za okretanje tabaka za obostranu štampu,
¾
digitalno upravljanje valjaka za vlaženje,
¾
daljinsko upravljanje me
đ
uvaljaka,
¾
programiranje sredstava za vlaženje,
¾
programiranje dotoka boje,
¾
daljinsko upravljanje otiska za svaku pojedinu boju,
¾
kontrola ure
đ
aja za pranje,
¾
sistem za lakiranje,
¾
daljinsko doziranje koli
č
ine laka,
¾
elektronsko podeštavanje registra štampe.
25
Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
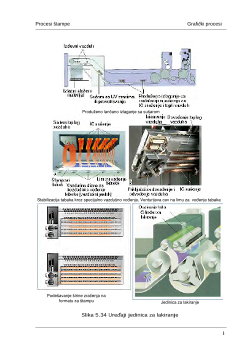
Za ure
đ
aj za izlaganje materijala:
¾
kontrola pneumatike za vreme rada mašine,
¾
upravljanje ure
đ
ajima za kontrolu izlaza,
¾
upravljanje ure
đ
ajima za sušenje (IC ure
đ
aji),
¾
kontrola toka materijala.
Osnovu CP tronika
č
ini sklop procesnih ra
č
unara koji omogu
ć
uje digitalno
upravljanje štamparskim mašinama sa automatskom kontrolom svih
funkcija. Vreme pripreme ovakvih mašina skra
ć
uje se do 80%.
Svaki od navedenih upravlja
č
kih ure
đ
aja raspolaže sa unutrašnjom
strukturom koju u zavisnosti od nivoa karakterišu elementi prikazani u na
slici 2.14.
CPC
Karakteristi
č
ni elementi sistema
CPC1
¾
mikro ure
đ
aji (niži i viši nivo),
¾
mehani
č
ki ure
đ
aji,
¾
ra
č
unanje, usporavanje i programiranje za boje,
¾
memorisanje podataka na traku,
CPC2
¾
memorisanje podataka na disketu,
¾
simultana merna glava sa denzitonatorom,
¾
pore
đ
enje dobijenih i programskih rezultata,
¾
prora
č
un korekcije,
¾
spektrofotometrija,
CPC3
¾
automatsko
č
itanje ofsetne plo
č
e,
¾
podešavanje za veli
č
inu formata,
¾
dislociranost upravljanja u odnosu na mašinu,
¾
unos podataka za upravljanje - drugih,
¾
program dok je mašina u radu,
¾
unutrašnja memorija,
¾
unos podataka svetlosnim perom,
¾
senzorsko merenje iznad štamparske forme,
CPC4
¾
optoelektroni
č
ka jedinica za u
č
itavanje,
¾
korekcija cilindara pomo
ć
u servomotora,
¾
prenos podataka pomo
ć
u infracrvenih zraka,
CPC
TRONIC
¾
upravljanje svim funkcijama mašine,
¾
digitalizacija funkcija,
¾
mreža senzora,
¾
pra
ć
enje procesa na displeju,
¾
proces kontrole i korekcije automatski,
¾
unos podataka sa displeja.
Slika 2.14 Heidelberg CPC sistemi - nivoi i mogu
ć
nosti
26

Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
Štamparije novina i
č
asopisa
raspolažu rotacionim štamparskim
mašinama - ofset ili duboka štampa sa integrisanim agregatima dalje
obrade (Inline - Finisching).
Pogone izrade ambalaže
(sredstava pakovanja) izra
đ
uju se ili off-line (npr
pregibne kutije) ili inline (npr polietilen tašne za nošenje) i druge razli
č
ite
ambalaže.
Štamarije
etiketa
su visokospecijalizovane za dalju obradu sa
automatizovanim mašinama za rezanje, isecanje (štancovanje) i
mašinama za pakovanje etiketa.
Malim i srednjim štamparijama su
č
esto priklju
č
ene
završne obrade
u
kojima se poslovne štampane stvari i druge akcidencije obra
đ
uju
postupcima završne obrade.
U nastavku su na primeru izrade brošura objašnjene važne
tehnologije dalje obrade:
Povezane brošure lepljenjem
na le
đ
nom delu lepljenje i postavljanje
u korice od kartona (npr. džepne knjige, katalozi za ku
ć
nu dostavu,
telefonski imenici i sl.).
Brošure
povezane
bušenjem
sastoje se od više duplih listova
stavljenih jedni u druge koji su u prevoju (falcu) sa žicom povezane (npr.
č
asopisi, magazini i sl.).
Izrada brošura se naj
č
eš
ć
e vrši u pet operacija obrade i to:
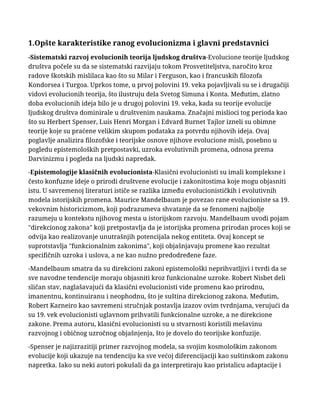
Rezanje (ravno rezanje)
velikoformatnih štamparskih tabaka
(signatura) iste sadržine štampanih na jednom štamparskom tabaku. Prvo
se rezanjem moraju razdvojiti a zatim povezivati. Mašine za rezanje rade
sa vertikalnim noževima koji mogu da prorežu stogove papira do visine od
20 cm.
Falcovanje
(savijanje, previjanje) prvo se tabaci za štampanje koji
obuhvataju više strana za štampanje , pomo
ć
u falc mašina (mašina za
previjanje) prema šemi ispucavanja (raspore
đ
ivanja) na formatu štampe
savijaju (slika 2.17 a). "Ispucavanje" zna
č
i tako rasporediti strane na
štamparskom tabaku da one posle falcovanja i sakupljanja više falcovanih
tabaka pravilno slede jedna drugu. Ispucavanje se rešava ve
ć
u pripremi
štampe ali uvek zavisi od zahteva prema rasporedu dalje obrade.
Kod vezivanja lepljenjem (slika 2.17 b) se pojedina
č
ni tabaci redom
raspore
đ
uju, radi
č
ega prvi tabak sadrži strane 1 do 8 i drugi tabak strane
9 do 16. Kod povezivanja sa bušenjem se presavijeni - falcovani tabaci
ume
ć
u jedan u drugi, radi
č
ega prvi tabak sadrži spoljnih osam strana (1-
4 i 13-16) i drugi tabak unutrašnjih osam strana (5-12).
Sakupljanje odnosno postavljanje zajedno
Kada je odštampana
jedna brošura od 32 strane sa osam strana po tabaku, ona ima
č
etri
signature (delovi tabaka jedne brošure ozna
č
avaju se i kao signature).
Kod tiraža od 1000 primeraka postoje posle falcovanja 4 stoga sa po 1000
falcovanih tabaka. Oni se moraju pojedina
č
no ili odgovaraju
ć
e rasporediti
prema brošuri koju treba izraditi. Raspore
đ
ivanje po redosledu ( za
povezivanje lepljenjem) se ozna
č
ava kao "postavljanje zajedno" i vrši se u
specijalnim mašinama za sakupljanje. Sastavljanje signatura radi
vezivanja bušenjem se ozna
č
ava kao "sakupljanje". Ono se vrši naj
č
eš
ć
e
28
Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
na poveza
č
ima - sakuplja
č
ima koji preuzimaju i operacije vezivanja i
trostranog obrezivanja.
Slika 2.17 Šema raspore
đ
iva "ispucavanja" (osmostrano) za dva
štamparska tabaka za 16-o stranu brošuru, šema za: a) vezivanje
bušenjem i b) vezivanje lepljenjem
Povezivanje lepljenjem i šivenjem žicom
Sakupljene taba
č
ne
signature za brošuru koja
ć
e se povezati lepljenjem prvo se na pole
đ
ini
narezuju (obrade se površine koje treba da prime lepilo) radi
omogu
ć
avana prodiranja lepila. Zatim se pole
đ
ina potpuno premaže
lepilom (naj
č
eš
ć
e sa topljivim ili rastopljenim lepljivim materijalom)
obmotaju se korice i zalepe sa pole
đ
inom. Mašina za ove faze rada je
poveziva
č
koji lepljenje može da se poveže i sa mašinom za sakupljanje
ispred ili i iza nje. U poveziva
č
u i sakuplja
č
u su signature složene jedna u
drugu u brošuri koja
ć
e biti povezana žicom - bušenjem. Brošure se
dovode pod glave za povezivanje, koje ih probijaju kroz pole
đ
inu ubacuju
ži
č
ane spojnice i savijaju ih.
Obrezivanje tri strane
Naj
č
eš
ć
e se brošure obrezuju na dve ili sve tri
strane (glava, podnožje, prednja strana), što istovremeno zna
č
i opsecanje
brošure na krajnji format. Ve
ć
u pripremi rada i u štamparskoj pripremi
treba ovo obrezivanje uzeti u obzir i dodati da ne bi došlo do odsecanja
nekih sadržaja na stranama. Za trostrano obrezivanje postoje specijalni
odvojeni postavljeni automati sa tri noža (tzv troreza
č
).
29

Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
glatke površine, za slike, 150 g/m
2
u formatu 62 cm x 45 cm. Postupci pri
planiranju proizvodnje su:
Dalja obrada.
Pošto zadatak glasi vezivanje žicom, to je Workflow ve
ć
unapred odre
đ
en: Podešavanje falc mašine na dvo prelomljeni ukršteni
falc, format 62 cm x 45 cm; Falcovanje 4 signature od 1000 tabaka;
pripremanje
č
etiri stanice skuplja
č
a poveziva
č
a, format DIN A4;
sakupljanje, spajanje, trimer 1000 primeraka; Pakovanje od 1000
primeraka.
Štampanje
Prema formatu papira dolaze u obzir mašine u formata 74
cm x52 cm.
Č
etri spoljne strane su
č
etvorobojne, sve druge dvobojne; To
zna
č
i pošto se radi o brošuri vezanoj žicom proizilaze jedna 4/4 bojna
taba
č
na signatura (tabak 1) i 3 2/2 bojne taba
č
ne signature (tabak 2,3 i
4). Uzimaju
ć
i u obzir dodatak za rezanje proizilazi broj štampanja po
taba
č
noj signaturi: 1150 otisaka prednje strane štampe lica) + 1150
otisaka le
đ
ne strane (štampa sa druge strane ) = 2300 otisaka. Odvijanje
procesa (Workflow) u štampi je:
č
etvorobojna mašina. Priprema 1150 otisaka
zamena štamparskih plo
č
a - 1150 otisaka
dvobojna mašina - priprema 1150 otisaka
5 x zamena štamparskih plo
č
a
5 x 1150 štampanih otisaka
Priprema
. Strane se prema šemi ispucavanja za vezivanje spajanjem
ispucavaju uzimanjem u obzir trostranog obrezivanja, digitalno montiraju
8 strana po tabaku. Za dalju obradu se dodaju oznake za falc i
obrezivanje, za štampanje paser krsti
ć
i i štamparske kontrolne trake.
Osvetljavanje
plo
č
a se vrši uzimanjem u obzir individualnih
štamparskih linija za raspoznavanje obeju upotrebljenih štamparskih
mašina. Na osnovu zahteva kupca vezano za kvalitet, štampa se na
premaznom (oslojenom) glatkom papiru sa rasterovanjem od 72 linije/cm.
Štamparske plo
č
e se biraju, veli
č
ina koja odgovaraju štamparskoj mašini.
Ovo planiranje uslovljava da se nalog u pripremi štampe može
odraditi tek onda kada je utvr
đ
eno odvijanje procesa (workflow) za
slede
ć
a podru
č
ja na osnovu podataka naloga.
Digitalni workflow sistemi
informacije stavljaju na raspolaganje slede
ć
im podru
č
jima, gde se one
koriste za automatsku pripremu odnosno podešavanje mašina. Time se
izbegava da se ve
ć
postoje
ć
i podaci na svakoj mašini moraju ponovo
unositi. Dodatne informacije se mogu preuzeti uz kompjuterski
potpomognute pripreme naloga.
Za posmatrani štamparski nalog se iz datoteke osvetljavanja mogu
ekstrahovati slede
ć
e informacije relevantne za proizvodnju:
•
Za štampanje formata papira - broj signatura tabaka u štampanju
jedne i druge strane (lice - nali
č
je), broj i vrsta boja, profil boja,
raspored boja po zonama preko štamparskog tabaka. Iz pripreme
naloga dolaze: optere
ć
enja mašine, visina tiraža, dodatak, vrsta
materijala.
•
Za dalju obradu: Format papira, broj taba
č
nih signatura, falc šema,
vrsta povezivanja, obrezivanje. Iz pripreme naloga još dolaze:
31
Proizvodnja štamparskih proizvoda Grafi
č
ki procesi
optere
ć
enje (zauzetost) mašina, visina tiraža, dodatak, vrsta
materijala, vrsta pakovanja, slanje-distribucija.
Kao standardni format za izdvajanje i prenos proizvodno relevantnih
podataka potvrdio se CIP3/PPF (Print Production Format). Ovaj format je
razvijen od strane jednog konzorcijuma firmi iz grafi
č
ke industrije. CIP3 je
za "povezivanje pripreme štampe i dalje obrade". Cilj razvoja je
umrežena
štamparija
u kojoj su ru
č
ni zahvati u odvijanju procesa (workflow)
minimizovani i time zna
č
ajno ubrzana realizacija naloga i isporuke.
Na slici 2.18 je prikazano rukovanje materijalom u štamparskom pogonu
Slika 2.18 Transport materijala u štamparskompogonu za snadbevanje
taba
č
nih štamparskih mašina sa paletama papira
.... Premedija
Današnjim metodama i ure
đ
ajima pripreme štampe celokupan
štamparski nalog se može opisati u digitalnoj formi. Na bazi ovog sloga
podataka se mogu izraditi filmovi cele strane, odnosno može se direktno
izraditi štamparska forma. Postoje štamparski sistemi koji mogu da rade
direktno preko datoteke naloga. Štampana stvar može danas da se
proizvede na bazi "digitalnog masters-a" u kome je sadržana celokupna
informacija za proizvod i njegovu proizvodnju.
Tkz "elektronski mediji" prenose informaciju npr. preko CD Rom-a ili
interneta koja ih pomo
ć
u ure
đ
aja kao što je monitor ili displej
č
ini vidljivim
za
č
itanje i posmatranje. Digitalni master za informaciju prenet pomo
ć
u
print medija ili elektronskog medija u mnogome je identi
č
an. Ovo vodi do
stvaranja jednog
premedija
- podru
č
ja u workflow-u (slika 2.19). U ovom
podru
č
ju informacija biva uzeta, oblikovana i kao digitalni podatak
opisana, zajedno sa odgovaraju
ć
om organizacijom i rukovanjem
podacima. Ovaj digitalni master može sada ili kao printmedijum ili kao
elektronski medijum da se umnoži i distribuira na više mesta. Proizvodni
proces unutar premedija podru
č
ja , koji omogu
ć
ava izdanja nezavisna od
izdava
č
kih medija - dakle medijski neutralna, ozna
č
ava se i kao "Cross
Media Publishing" (CMP). Osnovni preduslov za funkcionalni CMP sistem
je garancija konzistencije i integriteta. Svi podaci moraju u digitalnoj formi
da postoje i preko mreže podataka da stoje na raspolaganju.
32

Procesi štampe
Grafi
č
ki procesi
3.0 PROCESI
ŠTAMPE
Jedna od podela procesa štampe prikazana je na slici 3.1.
cilindar
forme
P
O
S
T
U
P
A
K
Š
T
A
M
P
E
C
o
m
p
u
te
r
to
Pr
in
t
C
om
p
u
te
r
to
Pr
es
s
B
ez
ko
n
ta
kt
n
i
"N
on
-I
m
p
ac
t"
(b
ez
š
ta
m
p
ar
sk
e
fo
rm
e)
K
on
ve
n
ci
o
n
al
n
i
(s
a
št
am
p
ar
sk
o
m
fo
rm
om
)
S
it
o
št
am
p
a
V
is
ok
a
št
am
p
a
R
av
n
a
št
am
p
a
D
u
b
o
ka
št
am
p
a
E
le
kt
ro
g
ra
fi
ja
Jo
n
og
ra
fi
ja
M
ag
n
et
o
g
ra
fi
ja
In
k
Je
t
T
h
er
m
o
g
ra
fi
ja
Fo
to
g
ra
fi
ja
O
fs
et
B
oj
a
S
u
vi
o
fs
et
K
on
ti
n
u
-
al
n
o
Pu
d
er
to
n
er
T
e
č
n
i
to
n
e
r
M
ag
n
et
to
n
er
Li
kv
id
In
k
T
o
p
li
In
k
D
ro
p
o
n
d
em
an
d
"X
"
zr
ac
i
In
k
to
n
er
S
u
b
lim
a-
ci
ja
T
ra
n
sf
er
N
os
ila
c
b
o
je
tr
ak
a/
fo
lij
e
T
ab
ak
i
li
ro
ln
a
(m
at
er
ij
al
z
a
od
št
am
p
av
an
je
)
O
rg
in
al
i
i
p
od
ac
i
Pr
ip
re
m
a
Š
ta
m
p
e
Š
ta
m
p
a
D
al
ja
o
b
ra
d
a
Pr
oi
zv
o
d
n
i
to
k
Š
ta
m
p
ar
sk
i
p
ro
iz
vo
d
D
ig
it
al
n
i
ot
is
ak
C
om
p
u
te
r
to
F
ilm
C
om
p
u
te
r
to
P
la
te
Pr
ev
la
ka
k
oj
a
st
va
ra
b
o
ju
Slika 3.1 Postupci štampe
34
Procesi štampe
Grafi
č
ki procesi
Navedena podela obuhvata pored konvencionalnih postupaka
štampe i tkz.
Computer to tehnologije
. U okviru navedenih postupaka
raš
č
lanjuju se postupci odre
đ
enih podgrupa. Naravno da se mogu praviti i
druge podele u okviru procesa umnožavanja otisaka. U procesu štampe se
može napraviti i podela prikazana na slici 3.2. Celokupna štampa
podeljena je u dve grupe:
¾
Industrijska štampa i
¾
Manuelna štampa
Industrijska štampa je postupak naj
č
eš
ć
e visokotiražnog broja
otisaka sa organizacijom, specifi
č
nim zahtevima i potrebnom tehnikom.
Manuelna štampa je u domenu malih tiraža i vrlo
č
esto u domenu
umetni
č
ke reprodukcije.
U okviru industrijske štampe se može napraviti sa današnjeg
tehnološkog nivoa razvoja podela na dve grupe. Obzirom da se osnovna
podela postupaka štampe pravi na bazi štamparske forme i ova podela na
današnjem nivou razvoja u odnosu na štamparsku formu je na dve grupe
i to:
¾
Štamparski postupci sa
č
vrstom štamparskom formom
(konvencionalni) i
¾
Štamparski postupci bez štamparske forme (Non Impact Postupci NIP -
nekonvencionalni)
U štamparskim postupcima sa
č
vrstom štamparskom formom su
tradicionalni postupci visoke, duboke, ravne i propusne štampe sa
osnovnim podelama i karakteristikama u okviru njih.
Visoka
štampa
- je tehnika štampanja koju odlikuje štamparska
forma sa uzdignutim štampaju
ć
im elementima, sa kojih se pritiskom, boja
prenosi na podlogu i slobodnim udubljenim neštampaju
ć
im površinama.
Pripadaju
ć
e tehnike su joj fleksografska, tipo i leterset štampa.
Fleksografska
štampa
- je vrsta visoke štampe koju odlikuje
elasti
č
na i fleksibilna štamparska forma naj
č
eš
ć
e izra
đ
ena od gume ili
plastike.
Tipografska
štampa
- je postupak direktnog štampanja gde se boja
prenosi direktno na materijal za štampanje - podlogu. Štamparska forma
je kruta i izra
đ
uje se od štamparske legure ili
č
vrstog polimernog
materijala.
Leterset
štampa
- je indirektni postupak visoke štampe u kojem se
boja sa štamparske forme prenosi prvo na cilindar presvu
č
en gumom a sa
njega na materijal za štampanje - podlogu. Štamparska forma se izra
đ
uje
od bakra, cinka i u novije vreme od fotopolimera.
Duboka
štampa
- je tehnika štampe koju odlikuje štamparska forma
sa udubljenim štamparskim elementima, sa kojih se pritiskom boja
prenosi na podlogu i slobodnim ispup
č
enim neštampaju
ć
im površinama.
Pripadaju
ć
e tehnike su joj bakro,
č
eli
č
na i tampon štampa.
Bakro
štampa
- je vrsta duboke štampe koju odlikuje štamparska
forma izra
đ
ena u površinskom sloju od bakra naj
č
eš
ć
e postupkom
nagrizanja.
Č
eli
č
na štampa
- je vrsta duboke štampe koju odlikuje
č
eli
č
na
gravirana štamparska forma.
35

Procesi štampe
Grafi
č
ki procesi
Tampon
štampa
- je indirektni postupak štampe kod kojeg se
specijalna boja prenosi sa klišea na podlogu za štampanje pomo
ć
u
tampona naj
č
eš
ć
e od silikonske gume male tvrdo
ć
e. Štamparski elementi
klišea su udubljeni a slobodne površine ispup
č
ene.
Ravna štampa
- je tehnika štampanja koju odlikuje štamparska
forma kod koje su štampaju
ć
i i neštampaju
ć
i elementi u prividno istoj
ravni. Zasniva se na selektivnim afinitetima površine štamparske forme.
Pri kvašenju forme vodom nju prihvataju neštampaju
ć
e površine a
kvašenjem bojom nju prihvataju štampaju
ć
i elementi.
Pripadaju
ć
e tehnike su joj ofset, litografija i svetlosna štampa.
Ofset
štampa
- je vrsta indirektne ravne štampe. Gumeni cilindar
preuzima boju sa štamparske forme i prenosi je na podlogu (papir ili neki
drugi materijal) deluju
ć
i kao posrednik izme
đ
u štamparske forme i
podloge za štampu.
Litografija
- je klasi
č
na najstarija vrsta ravne štampe. Štamparske
forme su naj
č
eš
ć
e kamene, cinkane ili aluminijske plo
č
e. Postupak
dobijanja otiska je direktan. Ona se naj
č
eš
ć
e koristi kao umetni
č
ka
štampa.
Svetlosna štampa
- je postupak ravne štampe koji za štamparsku
formu koristi staklenu površinu debljine oko 1 cm koja je oslojena
želatinom i kalijum bihromatom. Nakon oslojavanja i razvijanja na
staklenoj plo
č
i ostaje reljef razli
č
ite visine tako da forma poprima
karakteristike i duboke štampe. Slabije osvetljena mesta na štamparskoj
formi imaju ve
ć
i afinitet prema vodi a osvetljena prema boji što je
karakteristika ravne štampe.
Propusna
štampa
- je tehnika štampanja koju karakteriše prolazak
boje kroz štamparsku formu u cilju dobijanja otiska. Na štamparskoj formi
razlikuju se štampaju
ć
e površine kroz koje može prolaziti boja i
neštampaju
ć
e površine, zatvoreni nepropusni elementi, kroz koje ne može
prolaziti boja.
Pripadaju
ć
e tehnike su joj sito i šablonska štampa
Sito
štampa
- je vrsta propusne štampe kod koje je štamparska
forma u obliku mrežice - sita sa delovima na kojima se nalaze otvori
(propusni elementi) i delovima bez otvora (nepropusni elementi). Mrežica
- sito može biti od metala, tkanine, prirodnih ili vešta
č
kih materijala.
Šablonska štampa - (patroniranje)
je vrsta propusne štampe kod
koje je štamparska forma šablon ili patron. Boja se na podlogu kroz otvore
ili šablone odgovaraju
ć
eg oblika prenosi na podlogu. Boja se nanosi
č
etkom, ure
đ
ajem za prskanje ili komprimovanim vazduhom i sl.
Ink-Jet
- je postupak koji se sastoji u tome da se specijalna
pigmentna boja brizga na štamparsku podlogu pomo
ć
u specijalnih
ure
đ
aja.
Lasersko štampanje
- je postupak umnožavanja u kojem je
kombinovana laserska tehnika i elektrofotografija.
Holorafija
- je fotomehani
č
ki postupak kod kojeg se upotrebom
monohromatske koherentne svetlosti trodimenzionalno prikazuju otisnuti
objekti. Za osvetljivanje objekta se koriste laserski zraci. Laserski zraci su
tako podešeni da jedan deo ide direktno na fotografski materijal za
37
Procesi štampe
Grafi
č
ki procesi
snimanje (referentni zrak) a drugi posle refleksije od objekta ide na
fotomaterijal.
Razvoj ra
č
unarske i laserske tehnike omogu
ć
io je direktnu
povezanost ra
č
unara i štamparskih mašina tako da su nastali savremeni
postupci
digitalne štampe
: kompjuter - film, kompjuter - plo
č
a, i
kompjuter - štampa.
U zanatskoj štampi su zastupljeni procesi manuelne štampe.
3.1 PROCESI MANUELNE ŠTAMPE
Izrada klišea
Slika je uvek bila nezaobilazni deo sadržaja štampanih dela, nau
č
nih
knjiga, školskih udžbenika, publikacija, stru
č
ne i zabavne literature,
reklamnih priloga, revija i sl.
Za štampanje slika korišteni su
klišei
ra
đ
eni prema crtežima ili
fotografskim slikama. Po na
č
inu izrade imamo tri vrste izrade klišea:
manuelni, hemijski i fotomehani
č
ki.
Manuelni
klišei
se dobijaju ru
č
nom izradom. Ru
č
no se izra
đ
uju:
drvorezi - ksilografija, metalorezi - na podlozi od metala (bakar,
č
elik,
cink, olovo i sl.) linorezi i klišei - na podlogama od razli
č
itih vešta
č
kih
materijala.
Hemijski
koji se dobijaju hemijskim nagrizanjem dela površine koja
je nezašti
ć
ena od nagrizanja. Površine koje se zašti
ć
uju su površine na
koje se nanosi sloj materije koja tu površinu štiti od nagrizanja. Na taj
na
č
in se dobiju štampaju
ć
e i neštampaju
ć
e površine na plo
č
i.
Fotomehani
č
ki
postupak je sli
č
an prethodnom, stim što se u ovom
slu
č
aju umetni
č
ki orginali postupkom fotografije prenose na staklenu
plo
č
u ili filmove a odatle kopiranjem na metalne plo
č
e koje se nagrizaju
kiselinama i na taj na
č
in stvaraju štampaju
ć
i i neštampaju
ć
i elementi.
Drvorez - Ksilografija
Ksilografija
(gr
č
. xylon, graphen pisati) rezbarstvo, rezbarija,
veština predstavljanja figura i slika u drvetu, štampanje drvenim slovima
i tablicama, veština preštampavanja na drvo. To je grafi
č
ka tehnika, vrsta
drvoreza graviranog na plo
č
i popre
č
nog reza drveta (šimšir, kruška). Ovu
tehniku je pronašao Engleski graver Tomas Bjuik 1753-1822 a do
pronalaska cinkografije bila je naj
č
eš
ć
a tehnika reprodukcije novinskih,
č
asopisnih i knjižnih ilustracija. Ksilografija je najstariji postupak izrade
klišea. Po
č
eci izrade klišea se vezuju za 13 i 14 vek a ova veština se
zna
č
ajnije koristila za ilustrovanje knjiga sve do industrijske revolucije.
Drvorezi su dosta skupi pa se re
đ
e upotrebljavaju za manje koli
č
ine
štampanja.
U prvom veku naše ere Kinezi su rezali svoje slovne znakove na
drvene plo
č
e.
Štampaju
ć
i elementi na drvenoj plo
č
i bili su sa obrnutim
likom znaka i reljefno izdignuti. Za VII vek se vezuje najstarija štampana
knjiga na drvenim plo
č
ama koja je prona
đ
ena u jednom budisti
č
kom
hramu u Aziji. Štampanje knjiga je bilo zanat.
38

Procesi štampe
Grafi
č
ki procesi
Dagerotipija
Dagerotipija
(Daguerrotypie) je najstariji na
č
in dobijanja slike na
metalnoj plo
č
i preparisanoj slojem jodnog srebra. Dagerotipija je slika
stvorena uticajem svetlosti na hemijski prire
đ
enoj metalnoj plo
č
i a dobila
je naziv prema ure
đ
aju koji je pronašao Louis Jacques Mande Dager 1838
godine. Dager je dugo vremena pokušavao da na bakarnoj plo
č
i koja je
oslojena slojem asfalta dobije pozitivnu sliku. U tome nije odmah uspeo ali
je pokušaje nastavio sa Joseph Nicephore Niepce - om. Nieps je rade
ć
i na
litografiji zapazio da na plo
č
i prelivenoj rastvorom asfalta osvetljavana
mesta pod uticajem hemikalija ostaju o
č
vrsla dok neosvetljena mesta pod
uticajem hemikalija se spiraju sa plo
č
e. 1838 godine Dager uspeva u
svom nastojanju. Ovo su bili po
č
eci razvoja fotografije u reprodukciji.
Razvoj fotografije je bio vezan za pronalaženje materijala osetljivih na
svetlost.
Metalotipija - metalografija
Štamparska forma je od metala gvož
đ
a, olova, bakra, mesinga,
aluminijuma, cinka. Metalografiju možemo raditi ru
č
nim rezanjem i
kružnim alatima za utiskivanje. Metalotipija se može raditi i hemijskim
putem, nagrizanjem kiselinama.
Bakrorez
Bakrorez
je bio prethodnik bakroštampi. Najstariji sa
č
uvan bakrorez
poti
č
e iz 1446 godine. Bakrorez se na dobro ugla
č
anu bakarnu plo
č
u
prenosi precrtavanjem sa
č
eli
č
nim iglama sa tanko zašiljenim ili
proširenim oštricama. Ukoliko je potrebno da linije budu tanje one se
urezuju vrlo plitko. One koje trebaju da ostave ja
č
i otisak, urezuju se
dublje i šire. Tehnika urezivanja je dugotrajna zamorna i skupa. Bakrorez
predstavlja orginalna umetni
č
ka dela.
Radirung
Radirung
je najstariji postupak prona
đ
en u XVI veku. U ovoj tehnici
rada se me
đ
u prvima spominje ime Albert Direr-a, zatim talijanskih
umetnika Andr Mantegna i Antonio Raimondi i holandski majstor Lukas
von Lezden i Holandski umetnik Harmensz Rembrandt van Ryn.
U ovom postupku se uzme bakarna plo
č
a, ispolira se sa jedne i druge
strane i prekrije slojem asfalta, mastiksa (bledožuta i mirišljava smola
mastikovog drveta) i svetiljske
č
a
đ
i, rastopi i pusti se da se osuši. Pomo
ć
u
crvene oslojene hartije crtež se prenosi na tu plo
č
u a umetnik
č
eli
č
nim
iglama vu
č
e poteze slikanja rezbare
ć
i do osnovnog metala. Posle toga se
plo
č
e ubacuju u hlorid gvož
đ
a. Na mestima ogrebotine odnosno metala
dolazi do nagrizanja plo
č
e. Može se vršiti ponovno rastapanje bitumena pa
dvostruko ili višestruko nagrizanje. Nagrizane se vrši do odre
đ
enih dubina.
Posle toga se plo
č
a dobro o
č
isti. Radirung je jednostavan postupak i
zasniva se na linijskom crtanju. Obojavanje ovakvih plo
č
a se obavlja
tamponom i zahteva dosta veštine da bi se dobila. Ve
ć
e plo
č
e se
obojavaju valjkom a
č
iš
ć
enje mesta sa kojih treba odstraniti boju se
obavlja uz pomo
ć
jelenske kožice i krpe. Zbog velike pripreme štamparske
40
Procesi štampe
Grafi
č
ki procesi
forme za ovu vrstu otiska se koristi kvalitetan papir
č
esti i ru
č
no izra
đ
en
papir. Nabojena plo
č
a (štamparska forma) se stavlja na plo
č
u ru
č
ne prese.
Preko plo
č
e se stavlja kvalitetni papir koji je sa gornje strane premazan
lepkom pa se na njega stavlja beo ili obojen karton ve
ć
ih dimenzija od
papira. Uz pomo
ć
pritiska cilindra ispod kojeg prolazi štamparska forma sa
papirom izvrši se prenošenje boje na podlogu (papir). Primer jedne
koriš
ć
ene prese je prikazan na slici.
Slika 3.4 Ru
č
na presa za bakroštampu
Krejon postupak
Krejon
ili kredni postupak sastoji se u tome da se dobro ispolirana
bakarna plo
č
a premaže sa crnom bojom kao osnovom i na nju prenese
crtež precrtavanjem. Pojedini delovi slike se obra
đ
uju uz pomo
ć
posebnih
pribora za ta
č
kanje. Ti pribori su snabdeveni sa to
č
ki
ć
ima koji na sebi
imaju nareckane oštre vrhove. Povla
č
enjem po bakarnoj plo
č
i dobija se
fina struktura ta
č
kica koje se mogu još nagristi hloridom gvož
đ
a. Izgled
ovakve obrade podloge je sli
č
an crtanju kredom pa se postupak naziva i
kredni postupak. Ukoliko se otisak prenese sa odre
đ
enim tonom i
belinama dobija se utisak umetni
č
ke slike.
Rez u
č
eliku
Rez
u
č
eliku
je 1820 godine Englez Charles Hearth uveo kao novu
tehniku umetni
č
kih orginala.
Č
eli
č
na plo
č
a se termi
č
ki obra
đ
uje tako da se
omekša radi lakše ru
č
ne obrade. Plo
č
a se prvo ugla
č
a pa se premazuje
crnom osnovom na kojoj se vrši iscrtavanje. Crtež se precrtava na plo
č
u a
zatim se vrši njegovo urezivanje u plo
č
u uz pomo
ć
č
eli
č
nih igala i
ureziva
č
a. Urezani elementi u plo
č
i se mogu produbljivati nagrizanjem. Po
završetku izrade plo
č
e ona se ponovo termi
č
ki obra
đ
uje (kali se) u cilju
pove
ć
anja tvrdo
ć
e površine. Otiskivanje sa plo
č
e se vrši kao i kod sli
č
nih
postupaka (bakrorez i sl.).
Akvatinta
Akvatinta
(
aquatinta
) je postupak koji je razvio Le Prince u Parizu.
Bakarna plo
č
a se dobro ispolira sa špiritusom, amonijakom i kredom.
Plo
č
a se zatim pospe sa slojem asfalta koji se zagrevanjem pretvori u sloj
zrnaca na površini koji služi kao osnova. Na površinu se zatim nanosi sloj
41

Procesi štampe
Grafi
č
ki procesi
3.2 Uporedni pregled procesa visoke štampe
Proces visoke štampe karakterišu parametri koji se odnose na vrstu
-tehniku štampe, na
č
in na koji se realizuje otisak, vrstu i karakteristike
štamparske forme, boju za štampu i njene karakteristike, materijal za
štampu i njegove karakteristike. Ono što je od posebnog zna
č
aja u
svakom procesu štampe je dobijeni otisak i njegove karakteristike. Od
posebnog je zna
č
aja mogu
ć
nost prepoznavanja otiska tako da se na bazi
njegovog izgleda prepozna sa kojom tehnikom štampe je dobijen. U tabeli
3.1 je prikazan uporedni pregled tehnika visoke štampe.
T. 3.1 Uporedni pregled visoke štampe
TEHNIKA NA
Č
IN
OTISKA
ŠTAMPARSKA
FORMA
BOJA ZA
ŠTAMPU
MAT. ZA
ŠTAMPU
PROIZVODI ZNACI
PREPO-
ZNAVANJA
DRVOREZ
KSILO-
GRAFIJA
PLO
Č
A/
PLO
Č
A
CILINDAR/
PLO
Č
A
POSTOJI I
MANUELNI
NA
Č
IN
OTISKIVANJA
GLA
Č
ANJEM I
Č
ETKOM
DRVENA
PLO
Č
A
PREMA
MATERIJALU
ZA ŠTAMPU
- PAPIR
- KARTON
- TKANINE
KARTE,
PLAKATI,
KNJIGE, SVETE
SLIKE,
UMETNI
Č
KE
REPRODUKCIJE
(LINIJSKE)
TKANINE
- TALOŽENJE BOJE
PO IVICAMA
OTISKA
- RELJEFNI ODRAZ
OTISKA NA
POLE
Đ
INI
TABAKA
- NEUJEDNA
Č
ENO
NANOŠENA BOJA
PO OTISKU
METALO-
GRAFIJA
PLO
Č
A/PLO
Č
A
CILINDAR/
PLO
Č
A
METALNA
PLO
Č
A
- BAKAR
- MESING
- OLOVO
TVRDA
ŽILAVO
TE
Č
NA
- PAPIR
- KARTON
KNJIGE,
PLAKAT,
UMETNI
Č
KE
REPRODUKCIJE
(LINIJSKE)
- TALOŽENJE BOJE
PO IVICAMA
OTISKA
- RELJEFNI ODRAZ
NA POLE
Đ
INI
- OŠTAR OTISAK
LINIJA I TA
Č
AKA
KNJIGO
ŠTAMPA
(TIPO-
ŠTAMPA)
PLO
Č
A/PLO
Č
A
(DIREKTNO)
ŠTAMPANJE
TABAKA
ZAKLOPNE
MAŠINE
- OLOVNI
SLOG
- KLIŠE:
1 (LINIJSKI)
2 RASTERSKI
ŽILAVO
TE
Č
NA
(TVRDA)
PAPIR
KARTON
MALI TIRAŽI
DO DIN A3
-AKCIDENCIJA:
PISMA
MEMORANDUM
VIZIT KARTE
POZIVNICE
Č
ESTITKE I
DRUGO
- TALOŽENJE BOJE
PO IVICAMA
OTISKA
- RELJEFNI ODRAZ
OTISKA NA
POLE
Đ
INI
- RASTERSKE
TA
Č
KE
POVRŠINSKI
PROMENLJIVE
- PRAZNINE U
RASTERU
- OŠTRE IVICE
OTISKA
CILINDAR/
PLO
Č
A
(DIREKTNO)
ŠTAMPANJE
TABAKA OD
RAVNE FORME
PREKO
CILINDRA
(CILINDRI
Č
NE
MAŠINE)
OLOVNI SLOG
-POJEDINA
Č
NI
ELEMENTI
- LINIJSKI
ELEMENTI
- PUN
POVRŠINE
- KLIŠEJI:
LINIJSKI
(FOTOTIPIJE)
RASTERSKI
(AUTOTIPIJE)
ŽILAVO
TE
Č
NA
(TVRDA)
PAPIR
KARTON
SREDNJI
TIRAŽI DO
FORMATA
DIN A1
- AKCIDENCIJA
- REKLAME
- UMETNI
Č
KA
ŠTAMPA
- SPECIJALNI
POSLOVI
- PREGOVANI
- NUMERACIJA
- ŠTANCANJE
KNJIGE
- TALOŽENJE BOJE
PO IVICAMA
OTISKA
- RELJEFNI ODRAZ
OTISKA NA
POLE
Đ
INI
- RASTERSKE
TA
Č
KE
POVRŠINSKI
PROMENLJIVE
- PRAZNINE U
RASTERU
- OŠTRE IVICE
OTISKA
- PUNI TONOVI
U STEPENASTOM
PRELAZU
43
Procesi štampe
Grafi
č
ki procesi
TEHNIKA NA
Č
IN
OTISKA
ŠTAMPARSKA
FORMA
BOJA ZA
ŠTAMPU
MATERIJAL
ZA ŠTAMPU
PROIZVODI ZNACI
PREPOZNAVANJA
CILINDAR/
CILINDAR
(DIREKTNO)
ŠTAMPANJE
TRAKE
(ROLNE)
ROTACIONA
ŠTAMPA
ŠTAMPARSKA
PLO
Č
A:
OLOVNI
STEREOTIP
FOTOPOLIMER
TE
Č
NA
(MEKA)
PRETEŽNO
FIZIKALNO
SUŠIVA
PAPIR VELIKI
TIRAŽI
OBRADA
DELIMI
Č
NO ILI
U CELINI U
ŠTAMPARSKOJ
MAŠINI
- NOVINE
- TELEFONSKE
KNJIGE
- DŽEPNE
KNJIGE I
DRUGO
- SLOVNI ZNACI
Č
ESTO NEOŠTRI
SA
UDUBLJENJIMA
NA OTISKU
- ZBOG GUMENOG
CILINDRA I
NEMOGU
Ć
NOSTI
PODLEPLJIVANJA
- VE
Ć
E OBOJENE
POVRŠINE
NEUJEDNA
Č
ENE
FLEKSO
GRAFIJA
CILINDAR/
CILINDAR
(DIREKTNO)
ŠTAMPANJE
TRAKE
ROTACIONA
ŠTAMPA
FLEKSIBILNE
ŠTAMPARSKE
PLO
Č
E:
GUMA
FOTOPOLIMER
TE
Č
NE
(RETKE) U
ZAVISNOSTI
OD VRSTE
MATERIJALA
ZA ŠTAMPU
PAPIR
LAKI KARTONI
FOLIJE
METALIZIRANI
PAPIRI
TIRAŽI
MASOVNE
PROIZVODNJE:
- OMOTNI
PAPIRI
- VEŠTA
Č
KA
CREVA
- KESE
- REKLAMNE
TAŠNE
METALIZIRANI
PAPIRI
- LAKA
AMBALAŽA
ITD.
-KOD GUMENE
FORME VRLO
NEUJEDNA
Č
EN
OTISAK SA
VIDLJIVIM
PRIGNJE
Č
ENJEM
BOJA U SREDINI
I NATALOŽENOM
BOJOM NA
IVICAMA
-KOD FOTO
POLIMERA
RELATIVNO
Č
IST
OTISAK SA
BLAGIM
RELJEFOM NA
POLE
Đ
INI, RETKO
SE ŠTAMPA
RASTER
-POGODAN ZA
OBOJENE
POVRŠINE
LETERSET CILINDAR/
CILINDAR
(INDIREKTNO)
- ŠTAMPANJE
TABAKA
- ŠTAMPANJE
TRAKE
DELIMI
Č
NO U
ROTACIONIM
MAŠINAMA
FOTO-
POLIMERNE
PLO
Č
E SA
MEKOM
OSNOVOM
ŽILAVO
TE
Č
NE
HEMIJSKI
FIZIKALNO
SUŠIVE
PAPIR
KARTON
ŠTAMPANJE
KNJIGA,
FORMULARA,
OMOTNIH
PAPIRA I
DRUGO
-TALOŽENJE BOJE
PO IVICAMA
JEDVA VIDLJIVO
-NEMA RELJEFA NA
POLE
Đ
INI
-RASTER SE
RETKO ŠTAMPA,
PRETEŽNO ŠIRI
ŠTAMPAJU
Ć
I
ELEMENTI
-OTISAK TEKSTA
JEDNOLI
Č
AN
BESKONA
Č
NA
ŠTAMPA
ŠTAMPANJE
BESKON
A
Č
NIH
OBRAZACA
PLO
Č
A/PLO
Č
A
KONSTRUKCIJA
ZAKLOPNE
MAŠINE SA
ŠTAMPANJEM
TRAKE I
DODATNIM
URE
Đ
AJIMA ZA
SAVIJANJE,
NAMOTAVANJE
ROLNE ILI
REZANJE
POJEDINA
Č
NIH
TABAKA
FOTO
POLIMERNA
PLO
Č
A
ŽILAVO-
TE
Č
NA
PRILAGO
Đ
ENA
VRSTI
MATERIJALA
ZA ŠTAMPU
PAPIR:
SVE VRSTE
SAMOKOPIRNIH
PAPIRA
- OBRASCI
- RA
Č
UNI ITD.
-MANJE
TALOŽENJE BOJE
PO IVICAMA
OTISKA
-BLAGI RELJEFNI
ODRAZ OTISKA U
ZAVISNOSTI OD
TVRDO
Ć
E FORME
T. 3.1 Uporedni pregled visoke štampe - nastavak
44

Procesi štampe
Grafi
č
ki procesi
Pritisci se u mašini proizvode u pritisnom paru. Ovaj par se sastoji iz
jedne prema drugoj pritisnutoj površini izme
đ
u kojih se nalaze štamparski
materijal i obojena štamparska forma. Tehni
č
ki razvoj se odvijao od ravne
prema cilindri
č
noj protiv - pritisnoj površini i od cilindri
č
ne prema
cilindri
č
noj pritisnoj površini. U štamparskom principu 3.5a, pritisak vrši
vertikalno pokretana plo
č
a (pritisna površina), ona pritiska papir na
štamparskoj formi. Ovaj princip je bio primenjen kod Gutenberg - prese i
kasnije plo
č
a prema plo
č
i štamparskih mašina. Još i danas je ovaj princip
u primeni kod štanc mašina ili mašina za utiskivanje sa hodom kretanja.
Štamparski princip 3.5b sa pritisnim štamparskim cilindrom koji se
okre
ć
e kao i štamparskom formom koja se pomera pravolinijski (napred-
nazad) primenjen je u štamparskim mašinama sa ravnom štamparskom
formom. U pore
đ
enju sa štamparskim mašinama sa plo
č
ama ove mašine
nazvane još "brze prese" zbog na
č
ina kretanja omogu
ć
avaju ve
ć
u brzinu
štampanja. Ovaj princip se još i danas primenjuje u ravnim štamparskim
mašinama, i u mašinama za štancovanje i utiskivanje kao i u mašinama za
natiskivanje.
Razvoj pritisnog štamparskog para sa cilindri
č
nom štamparskom
formom i pritisnog cilindra je doveo do rotacionog principa 3.5c koji je
ostvaren u svim rotacionim štamparskim mašinama.
Mogu se odštampavati taba
č
ni i trakasti štamparski materijali i
razvijene su tkz. taba
č
ne i rotacione štamparske mašine. U pritisnom
štamparskom paru rotacionih štamparskih mašina nalazi se za sve
postupke štampanja radijalno elasti
č
na obloga (navlaka) koja izjedna
č
ava
razlike u debljini štamparske forme kao i greške oblika cilindara i
omogu
ć
ava odštampavanje hrapavih papira. Na slici 3.6 je prikazano
postavljanje razli
č
itih obloga.
Štamparska
forma
(tvrda)
Obloga
(meka)
1,25-1,75mm
papir, karton
Cilindar za
pritisak
Knjigo štampa
Flekso štampa
Cilindar za
pritisak
Tvrd
Štamparska
forma
(meka)
guma,
fotopolimer
Slika 3.6 Cilindri štamparske jedinice visoke štampe
46
Procesi štampe
Grafi
č
ki procesi
Kod postupka štampanja knjiga na pritisni cilindar je postavljena
podloga od više slojeva papira i kartona. Njegova debljina od 1,25 do 1,75
mm omogu
ć
ava izjedna
č
avanje radijalnih odstupanja.
U flekso štampi, radijalno deformisanje omogu
ć
ava elasti
č
na
mekana štamparska forma koja se sastoji od gume ili fotopolimera. Novija
rešenja su od tvr
đ
ih i tankih (manje od 1 mm) štamparskih formi koje su
zalepljene na kompresibilnu podlogu (folija ili sleeve).
Štamparske mašine pripadaju grupi obradnih mašina. Obradne
mašine sadrže slede
ć
a funkcionalne delove:
¾
elemente obrade materijala (npr. ubojavanje, štampanje, transport
štamparskog materijala)
¾
pogon (motori i prenosni elementi)
¾
upravljanje (senzori, i npr. upravlja
č
ku jedinicu - ra
č
unar)
¾
zaštitu i nose
ć
u strukturu sa prenosnom strukturom (ku
ć
išta, ležajevi,
vo
đ
ice, zaštita)
Osim navedenog omogu
ć
avaju funkcionisanje radnih elemenata za
obradu papira, boje, laka i drugih materijala. Kao posebnost štamparske
mašine imaju specijalno unošenje informacija, teksta i slike.
Za ostvarivanje potrebnih funkcija štamparske mašine sadrže
slede
ć
e jedinice ili agregate:
¾
ure
đ
aje za dostavljanje štamparskih materijala
- ulaga
č
i za pojedina
č
no izdvajanje tabaka iz stoga papira,
- postolja za odmotavanje za rolne papira
¾
Ure
đ
aji za transport štamparskih materijala,
- elemente za podešavanje (ravnanje) papira, za ubrzavanje i
transportne elemente za tabake
- valjke za vu
č
enje i vo
đ
enje traka,
¾
ure
đ
aje za doziranje, izjedna
č
avanje i nanošenje sredstava za
premazivanje
- jedinice za boju,
- jedinice za vlaženje,
- jedinice za lakiranje,
¾
ure
đ
aje za prenošenje sredstava za nanošenje (premazivanje)
- štamparske jedinice
- jedinice za lakiranje
- ure
đ
aje za sušenje nanetih sredstava - sušare
¾
ure
đ
aje za dalju obradu
- falc aparate u rotacionim štamparskim mašinama
- popre
č
ne reza
č
e za plano tabake (nefalcovani tabaci iz traka)
- uzdužne reza
č
e za razdvajanje tabaka ili traka;
¾
ure
đ
aje za sakupljanje odštampanih tabaka ili staza traka
- izlaga
č
e tabaka (pojedina
č
nih tabaka u stog)
- ponovo namotavanje (trake u rolne)
- namotavanje falcovanih tabaka na rolnu za sakupljanje.
47

Procesi štampe
Grafi
č
ki procesi
Kod novinskih štamparskih mašina na tipi
č
an na
č
in se trake vode
vertikalno i više traka istovremeno odštampava.
Principijelno rešenje štamparskih mašina za ambalažu je prikazano
na slici 3.7 c.
Flekso štamparski mehanizmi se sastoje iz pritisnog cilindra, cilindra
forme i mehanizma boje. Preko jedne pomo
ć
ne grupe za izvla
č
enje se
traka odštampana i sa jedne strane vodi pomo
ć
u grupe za izvla
č
enje kroz
sušaru pre nego što se traka u jedinici za namotavanje ponovo namotava
kao odštampana rolna.
Štamparski
mehanizmi
Stog
tabaka
Bubanj za
ulaganje sa
hvataljkama
Uradjaj za okretanje sa
hvataljkama tabaka
Štamparski
cilindar
Bubanj za predavanje
(i bubanj za okretanje)
Štamparski
cilindar
Sistem
hvata
č
a
Lanac za
izlaganje
Stog izloženih
tabaka
Mehanizam
za uvla
č
enje
Dupli nosa
č
rolni
(izmenjiva
č
rolni)
Mehanizam
za utiskivanje
Dvostruki štamparski
mehanizam
Sušara
Valjci za
hladjenje
Promena (uzdužno
rezanje trake)
Falc aparat
Rolna sa
postoljem za
odmotavanje
Rolna sa
postoljem za
namotavanje
Pritisni
cilindar
Cilindar
forme
Mehanizam
za boju
Štamparski
mehanizmi
Pomo
ć
no
izvla
č
enje
Sušara
Grupa za
izvla
č
enje
Grupa za
uvla
č
enje
za traku
Štamparski
mehanizmi
Grupa za uvla
č
enje (podešavanje
za traku)
Slika 3.7 Principijelna izvedba rotacionih štamparskih mašina
a) Principijelna šema taba
č
ne štamparske mašine
b) Akcideni
č
na rotaciona štamparska mašina
c) Flekso štamparska mašina sa više cilindara
49
Procesi štampe
Grafi
č
ki procesi
.... Taba
č
ne štamparske mašine
Naslaga tabaka koje treba odštampati se nalazi u ure
đ
aju za
ulaganje. Pomo
ć
u podiza
č
a stog se toliko podigne da uvek gornji tabak od
elemenata za pojedina
č
no uzimanje biva zahva
ć
en i kao pojedina
č
ni tabak
dalje predat na dostavni sto. Hvata
č
i tabaka (grajferi) ure
đ
aja za
okretanje tabaka, hvataju trenutno prednji tabak posle njegovog
podešavanja - (pozicioniranja) na prednjoj i bo
č
nim stranama, ubrzavaju
ga na obimnu brzinu cilindara štamparskog agregata i predaju tabak za
vreme okretanja hvata
č
ima bubnja za ulaganje. Dalja predavanja tabaka
prvom štamparskom cilindru, bubnju za predaju, sakupljanje i okretanje
kao i drugom štamparskom cilindru vrše se uvek pomo
ć
u sistema hvata
č
a
(grajfera). U podru
č
ju štamparskih agregata je time zagarantovan
pravilan nanos boja višebojne štampe.
Proizvo
đ
a
č
i štamparskih mašina težišta svoje ponude stavljaju na
mašine za formate tabaka 37 x 52 cm do 72 x 104 cm, maksimalni
formati su 120 x 162 cm.
Broj otisaka se u zavisnosti od formata, osobine štamparskog
materijala i primenjenih ure
đ
aja za ulaganje kre
ć
e u podru
č
ju od 10000
do 18000 tabaka/
č
as.
Ulaga
č
i pojedina
č
nih tabaka kod maloformatnih mašina dostižu do
10000 tabaka/
č
as dok ulaga
č
i plo
č
astog rasporeda srednjeg formata (72 x
104 ) dostižu do 18000 tabaka/
č
as.
Broj redno postavljenih štamparskih jedinica - nazvanih i rednom
izvedbom - odre
đ
uje broj boja koje se maksimalno mogu štampati u
jednom prolazu kroz mašinu.
.... Štamparske mašine za ambalažu
Ve
ć
više desetina godina se i za oštampavanje materijala za
pakovanje primenjuju naro
č
ito štamparski postupci visoke štampe (flekso
štampa), ofset i duboka štampa. Posebnosti ambalažne štampe su
karakterisane kroz razli
č
itosti zahteva prema pakovanju, kao npr.:
¾
Stabilnost i funkcionalnost, štamparski materijali kao štoje karton,
lepenka, folija vešta
č
kog materijala, Aluminijska folija, materijali za
povezivanje,
¾
Neutralnost u pogledu mirisa, naro
č
ito važno npr. za pakovanja
životnih namirnica,
¾
Spoljni utisak od "
č
isto svrsishodnog do najvišeg kvaliteta"
Oblik i izvedba pojedinih agregata i delova mogu relativno jako da
odstupaju od klasi
č
nih mašina za štampanje knjiga novina
č
asopisa ili
drugih štamparskih proizvoda.
Ve
ć
krajem 19 veka su koriš
ć
ene tada postoje
ć
e štamparske mašine
za knjige za odštampavanje jednostavnih kesa džakova i papira za
pakovanje. Po
č
etkom 20 -og veka su se pojedina preduze
ć
a bavila
razvojem jednog novog postupka štampanja za materijale za pakovanje,
tkz nom "Anilinskom štampom" (Boje koje sadrže anilin). Na tržištu su se
pojavili prvi anilinski štamparski mehanizmi ( 1905).
50

Procesi štampe
Grafi
č
ki procesi
Stotinama godina je visoka štampa sa krutim štamparskim formama
– pretežno od olova – antimon cink legura bila širom sveta dominiraju
ć
i
štamparski postupak. Pošto je uglavnom postupak služio za štampanje
knjiga dobio je naziv
knjigoštampa
. U me
đ
uvremenu je ofset štampa
potisnula postupak knjigoštampe.
Indirektna visoka štampa -Letterset- štamparska slika se sa ubojene
štamparske forme preko gumenog cilindra prenosi na materijal za
oštampavanje, još se može na
ć
i u izvesnim specijalnim podru
č
jima –
naro
č
ito kod štampe ambalaže.
Unazad
nekoliko
desetina
godina
se probio jedan modificirani
princip visoke štampe, flekso štampa ( slika 3.9). Pojam Fleksoštampa
(flexography) uveden je po
č
etkom 50 ih godina (ranije zvan anilinska
štampa). U odnosu na štampu knjiga se kod flekso štampe radi retkim
teku
ć
im bojama i elasti
č
nim odnosno mekim, fleksibilnim štamparskim
plo
č
ama (klišeima) kao i sa malim pritiskom štampanja izme
đ
u cilindra
forme i materijala za odštampavnaje. Negde se ovaj postupak naziva i
(kiss printing). Zbog fleksibilnih štamparskih plo
č
a –ranije isklju
č
ivo od
gume, danas uglavnom od fotopolimerne plastike -materijala – mogu se
odštampavati i materijali sa vrlo hrapavom površinom
č
ak i tkanja.
Cilindar forme
Štamparski
cilindar (tvrd)
Materijal koji se
odštampava
Štamparska
forma (meka)
Rasterski valjak
Jedinica boje sa
rakelom i
rasterskim
valjkom
Slika 3.9 Flekso štampa (princip postupka)
.... Podloge za visoku štampu
Podloge u visokoj štampi imaju odre
đ
enih specifi
č
nosti:
¾
Papiri - sa dobrim svojstvima: savitljivosti, elasti
č
nosti, meko
ć
e, dobre
upojnosti površine, ve
ć
e ili manje glatko
ć
e površine na kojoj se
štampa.
52
Procesi štampe
Grafi
č
ki procesi
¾
Savitljivost, elasti
č
nost i mehani
č
ka svojstva omogu
ć
uju da u momentu
kontakta papira sa štamparskom formom pod uticajem pritiska, papir
se elasti
č
no deformiše a po prestanku delovanja pritiska papir se vra
ć
a
u prvobitni položaj ili zadrži slabo primetnu deformaciju.
¾
Jak pritisak ima za posledicu trajnu deformaciju i na suprotnoj strani
papira - reljef otiska.
¾
Mekši papiri omogu
ć
avaju štampu sa manjim pritiskom, kvalitetniji
otisak i ta
č
nije dimenzije otiska u odnosu na štamparsku formu. U
zavisnosti od vrste grafi
č
kog proizvoda - novine, knjige, imenici,
č
asopisi..- treba zahteve pritiska na mašini, koli
č
ine nanosa boje i
vreme sušenja boje uskladiti sa upojnoš
ć
u papira.
¾
Zna
č
ajni su novinski, plakatni papiri, srednjefini za, knjige, nesatinirani
ili slabo satinirani papiri, sa ve
ć
im sadržajem drvenja
č
e i punila što
pove
ć
ava poroznost i kapilarnosti površine papira
¾
Za finije grafi
č
ke obrade sa rasterima velike gustine, koristi se
satinirani papir ili papir glatke površine kao i razli
č
iti premazni papiri -
za ilustracije, kvalitetna i umetni
č
ka štampa.
.... Boje za visoku štampu
Boje za visoku štampu imaju odre
đ
enih specifi
č
nosti:
¾
Razli
č
iti kvaliteti i karakteristike boje zavise od:
- vrste podloge,
- namene odštampanog proizvoda,
- brzine štampanja,
- oblika sušenja,
- tipa mašine,
cilindri
č
ne mašine - manje lepljive boje (tvrde boje)
rotacione mašine - lepljivije boje (te
č
ne boje)
¾
U zavisnosti od vrste papira koji se štampa:
- novinski papir: sušenje penetracijom ( papir brzo upija boju)
- glatki i satinirani papiri - sušenje oksidacijom
¾
Poželjno je štampati sa što tanjim nanosom boje oko 3
μ
m
¾
Veliki pritisci, boja treba da je te
č
ljiva i što više lepljiva.
¾
Deblji sloj uslovljava mrljanja, lepljenja i teško
ć
a pri sušenju.
.... Štamparske forme visoke štampe
Štamparske forme visoke štampe se mogu deliti:
¾
Podela po obliku
-ravne
-cilindri
č
ne
¾
Ravne:
-jednodelne (fotopolimerne plo
č
e, stereotipija)
-višedelne
(pojedina
č
na slova, linotip, klišei)
¾
Cilindri
č
ne:
-naj
č
eš
ć
e jednodelne (fotopolimerne, stereotipije, gumene)
53

Procesi štampe
Grafi
č
ki procesi
¾
Greške u toku nagrizanja: pojave tzv. bradavica, neželjenih ispup
č
enja
na klišeu, zatim nedovoljne dubine nagrizanja, suviše strme ili položene
bo
č
ne ivice štampaju
ć
ih površina.
.... Proizvodni procesi visoke štampe
Proizvodni procesi visoke štampe mogu se grupisati prema vrsti
proizvoda na proizvode: knjigoštampe, novinske štampe, akcideni
č
ne
štampe i štampe beskona
č
nih obrazaca (slika 3.10).
PROIZVODNI PROCESI VISKE ŠTAMPE
KNJIGOŠTAMPA
NOVINSKA
ŠTAMPA
AKCIDENI
Č
NA
ŠTAMPA
ŠTAMPA
BESKONA
Č
NIH
OBRAZACA
Slika 3.10 Proizvodni procesi visoke štampe
.... Knjigo štampa (postupak i primene)
Knjigo štampa je služila prvenstveno za štampu knjiga. Ona je
tokom
č
etri stotine godina bila dominantan štamparski postupak za
plakate, objave, štampane stvari¸ poslovne stvari, lokalne vesti na jednoj
ili dve strane, dnevne i nedeljne novine kao i jednostavne akcidencije.
Prvo je štampano na principu ravno -ravno. Pronalazak brzootisne
prese – štampe, jednocilindri
č
na štmparska mašina od Fridrih Koniga 1812
doneo je štampi knjiga kroz višu produktivnost odlu
č
uju
ć
i napredak.
Preduslov za gradnju rotacionih mašina sa valjcima je bio pronalazak
poluokrugle stereotipine plo
č
e (1854). Time su se mogle štampati novine
sa ve
ć
im tiražom i na specijalnim višebojnim mašinama i luksuzni
štampani proizvodi.
Za štampu tapeta su razvijene specijalne mašine visoke štampe sa
valjcima u satelitskom rasporedu (veliki cilindar protiv pritiska sa do 20
štamparskih jedinica) i za grafi
č
ko podru
č
je su ponu
đ
ene razli
č
ite mašine
visoke štampe.
Bitni nedostaci knjigo štampe u odnosu na ofset su skupa
štamparska forma, zahtevno podešavanje štamparskih formi, ograni
č
eni
kvalitet štampe i manja brzina proizvodnje.
Knjigoštampa nalazi danas primenu još u štampi formulara, etiketa,
lozova, vrednosnih papira, telefonskih imenika i jednostavnih džepnih
knjiga sa tedencijom opadanja. Knjigoštampa je upotrebljena tako
đ
e za
novinsku rotacionu štampu sa jedinicama za boju. U me
đ
uvremenu su još
samo malo novinskih rotacionih mašina u pogonu i za direktnu i za
indirektnu štampu (sa gumiranim cilindrom, letterset).
Mašine za knjigo štampu (slika 3.11) karakterišu odre
đ
ene
specifi
č
nosti koje su menjale i razvijale mašine od štamparskih zaklopnih
mašina do rotacionih mašina. Na slici 3.12 su izdvojeni karakteristi
č
ni
elementi knjigoštampe sa najzna
č
ajnijim specifi
č
nostima.
55
Procesi štampe
Grafi
č
ki procesi
MAŠINE ZA KNJIGOŠTAMPU
ŠTAMPA ZAKLOPNIM
MAŠINAMA
ŠTAMPA ROTACIONIM
MAŠINAMA
ŠTAMPA JEDNO - CILI
NDARSKIM MAŠINAMA
Princip prvih razvijenih
mašina za štampanje
(plo
č
a prema plo
č
i) sa
štampom iz tabaka.
Danas je kod nas ovaj
princip iskorišten za
preradu ovih mašina u
štanc mašine i mašine
za utiskivanje i sli
č
ne
operacije završne
grafi
č
ke obrade
Princip mašina koje su
razvijene za štampanje
(cilindar prema plo
č
i) sa
štampom iz tabaka.
Razvijene su u odvijanju
tehni
č
kog razvoja ka
rotacionim mašinama.
Princip danas
zastupljenih mašina koje
su razvijene za
štampanje (cilindar
prema cilindru) sa
štampom iz tabaka i
rolne.
Slika 3.11 Specifi
č
nosti mašina za knjigoštampu
KNJIGOŠTAMPA
Štamparska
forma
Priprema
-
slovni znaci
-
monotip
-
linotip
-
kliše
-
stereotip
negativ film
osvetljavanje
ispiranje
sušenje
-
fotopolimer
plo
č
e
Podloga za
štampu
Boja
Mašina
Podloge za
štampu slabijeg
kvaliteta
-
bezdrvni papir
-
srednje fini
papir
-
dobra svojstva
-
savitljivosti
-
meko
ć
e
-
elasti
č
nosti
-
upojnosti
-
glatko
ć
a (ve
ć
a
ili manja)
-
nesatinirani ili
slabo satinirani
papiri
Zavisi od
-
tipa mašine
-
brzine
štampanja
-
vrste podloge
za štampu
-
oblika sušenja
penetracija
oksidacija
-
namene otiska
cilindri
ć
ne maš
ine boje manje
lepljive
rotacione
mašine boje
lepljive
te
č
ljiva boja
Priprema
-
zavisno od tipa
i konstrukcije
rotacione
-
postavljanje
rolne papira
-
podešavanje
zategnutosti
-
postavljanje
forme
-
kontrola
nanosa boje
-
podešavanje
pritiska
Slika 3.12 Specifi
č
nosti knjigoštampe
56

Procesi štampe
Grafi
č
ki procesi
AKCIDENI
Č
NA VISOKA ŠTAMPA
Štamparska
forma
Priprema
kvalitetana slog
štamparske
forme
-
cinkane plo
č
e
-
fotopolimerne
plo
č
e
-
gravure
-
kombinovani
slog
Podloga za
štampu
Boja
Mašina
Podloge za
štampu
kvalitetniji
materijali za
štampu
- konsdruk papiri
-
bankpost papiri
-
bezdrvni papir
-
konsdruk
kartoni
-
bezdrvni
kartoni
Zavisi od
-
tipa mašine
-
brzine
štampanja
-
vrste podloge
za štampu
-
oblika sušenja
penetracija
oksidacija
-
tvrde knjigo-
štamparske
boje
Priprema
-
zavisno od tipa
i konstrukcije
mašine
-
rotacione
mašine manjeg
formata
-
mogu
ć
ae koriš
ć
enje zaklopnih
mašina
-
specifi
č
an
na
č
in pripreme
mašina
Slika 3.14 Specifi
č
nosti akcideni
č
ne visoke štampe
.... Štampa beskona
č
nih obrazaca
Štampa
beskona
č
nih obrazaca (procesom visoke štampe) je
specifi
č
an postupak pomo
ć
u kojeg se štampaju obrasci na traci (razli
č
ite
vrste ra
č
una i sl.). Na slici 3.15 su prikazane specifi
č
nosti ove štampe.
ŠTAMPA BESKONA
Č
NIH OBRAZACA
Štamparska
forma
Ranije mašinski
slog olovna
plo
č
a
-
cinkane plo
č
e
-
fotopolimerne
plo
č
e
Podloga za
štampu
Boja
Mašina
Podloge za
štampu
- bezdrvni pisa
ć
i
papiri
-
samokopir ni
papiri
-
rolne papira
Zahtevi
-
žilavo te
č
na
knjigo
štamparska
boja
-
boja
prilago
đ
ena
podlozi
Priprema
-
rotacione
mašine manjeg
formata
-
ranije šampano
koriš
ć
enje
zaklopnih
mašina
Slika 3.15 Specifi
č
nosti štampe beskona
č
nih obrazaca
58
Procesi štampe
Grafi
č
ki procesi
.... Leterset visoka štampa
Ovaj proces štampe kao i ofset štampa ima me
đ
uprenosa
č
slikovne
informacije kao i ofset štampa. Ona je postupak indirektne visoke štampe.
njene specifi
č
nosti su prikazane na slici 3.16.
LETTERSET VISOKA ŠTAMPA
Štamparska
forma
Priprema
-
predložak
negativ film
osvetljavanje
ispiranje
sušenje
-
fotopolimer
plo
č
e sa
mekom
osnovom
Podloga za
štampu
Boja
Mašina
Podloge za
štampu
lošijeg kvaliteta
-
hrapave
površine
-
tabaci papira
-
trake papira u
rolnama
Karakteristike
-
žilavo te
č
ne
-
hemijski i
fizikalno sušive
-
Specijalne maš
ine za letterset
-
indirektna
visoka štampa
-
dodatno
podešavanje
valjka
nanosa
č
a
Slika 3.16 Specifi
č
nosti leterset štampe
.... Plo
č
e štamparskih formi visoke štampe
Raspored slojeva jedne Nyloprint plo
č
e
(BASF)
je prikazan na slici 3.17.
Zaštitna folija
Reljefni sloj
fotopolimera,
tvrd (cca 0,2 do
0,7 mm, tvrdo
ć
e
npr. 75 Shore D
Vezivni sloj
Nosa
č
(npr.
č
elik,
aluminijum ili poliester
Slika 3.17 Slojevi jedne fotopolimerne forme visoke štampe niloprint
Njenu strukturu
č
ini:
¾
Nose
ć
i sloj,
¾
Vezivni sloj,
¾
reljefni sloj i
¾
Zaštitna folija
59

Procesi štampe
Grafi
č
ki procesi
U odnosu na štampu knjiga se kod flekso štampe radi sa retkim
teku
ć
im bojama i elasti
č
nim odnosno mekim, fleksibilnim štamparskim
plo
č
ama (klišeima) kao i sa malim pritiskom štampanja izme
đ
u cilindra
forme i materijala za odštampavnaje (kiss printing).
Zbog fleksibilnih štamparskih plo
č
a – ranije isklju
č
ivo od gume,
danas uglavnom od fotopolimerne plastike - materijala – mogu se
odštampavati i materijali sa vrlo hrapavom površinom i tkanine. Na slici
3.19 je prikazan mikroskopski snimak jedne forme visoke štampe od plo
č
e
fotopolimera.
Slika 3.19 Raster elektronski mikroskopski snimak (REM) jedne forme
visoke štampe za kvalitetnu štampu od fotopolimera elementi štampe na
štamparskoj formi za razli
č
ite vrednosti boje (Nyloflex, BASF)
Fleksografsku štampu karakterišu odre
đ
ene specifi
č
nosti prikazane
na slici 3.20. Specifi
č
nosti su vezane za osnovne uticajne parametre
procesa fleksografske štampe.
FLEKSOGRAFSKA ŠTAMPA
Štamparska
forma
-
fotopolimer
-
guma
Podloga za
štampu
Boja
Mašina
-
tanke
fleksibilne folije
-
č
vrste folije
-
sve vrste
papira
-
omotni papiri
- lepenka
-
na bazi vode
-
sa alkoholom
- sa benzinom
- etarske
- UV
otvrdnjavaju
ć
e
boje
-
sistem
centralnog
cilindra
-
sistem u nizu
-
kompakt sistem
- sistem za
sušenje boje
Slika 3.20 Specifi
č
nosti fleksografske štampe
61
Procesi štampe
Grafi
č
ki procesi
.... Postupak
Elasti
č
nost flekso štamparske forme zajedno sa niskoviskoznom bojom
omogu
ć
ava, odštampavanje naro
č
ito neupijaju
ć
e i hrapave površine
materijala za odštampavanje, kao što je za podru
č
je pakovanja. Flekso
štampa je naro
č
ito pogodna za odštampavanje fleksibilnih materijala kao
što su folije vešta
č
kog materijala.
Štamparski proces zahteva samo mali intezitet pritiska, da bi se
omogu
ć
io prenos boje sa štamparske forme na materijal za
odštampavanje. Sila pritiska mora da bude što je mogu
ć
e ravnomernija na
svim štampaju
ć
im mestima duž štamparske linije odštampavanja pri
prolazu celokupne dužine štampanja. Dobri preduslovi za ravnomerno
odštampavanje ceokupne štamparske slike postoje kada se može
održavati pritisak sa minimalnim kolebanjima.
Neke
elasti
č
ne štamparske forme onemogu
ć
avaju dobar rezultat
štampanja i kod tako male sile pritiska da se npr. može odštampati
valoviti karton bez ošte
ć
enja
Treba obratiti pažnju da prejako deformisanje fleksibilne štamparske
forme dovodi do znatnijeg porasta tona – naro
č
ito u svetlim delovima slike
zbog, na tim mestima, malih uskih i lako deformišu
ć
ih štamparskih
elemenata. Pošto se pri tom naj
č
eš
ć
e radi o slu
č
ajnim greškama nije
mogu
ć
e izjedna
č
avanje kroz korekciju tona u pripremi.
Trošenje štamparske forme koje raste sa brojem otisaka ima za
posledicu porast veli
č
ine raster ta
č
aka, sa
č
ime imamo i prirast tonskih
vrednosti.
.... Štamparske forme
Štamparske forme – nazvane i «klišei» se izra
đ
uju od gume ili od
fotopolimera. Tvrdo
ć
a i debljina se usaglašavaju prema materijalu za
odštampavanje. Vrste materijala za odštampavanje se kre
ć
u od valovitog
kartona preko papira vešta
č
kih i metalnih folija do vezivnih materijala a sa
druge strane se moraju ispuniti razli
č
iti zahtevi (npr kod pakovanja
industrijskih dobara druga
č
iji nego kod pakovanja namirnica). Za
fleksoštampu se primenjuju mnogobrojne vrste štamparske boje:
bazirane na vodi, sa sadržajem alkohola, sa sadržajem benzina, ester
(organske) boje, UV otvrdnjavaju
ć
e boje itd.
Materijal za štamparsku formu treba uvek tako birati da ga boje ne
nabubre, nagrizaju ili da ne postane krunljiv. Klišei se izra
đ
uju ili u
ravnom položaju ili se pri
č
vrš
ć
uju na cilindar forme pomo
ć
u lepila ili
pomo
ć
u dvostrano lepljive forme, ili se izra
đ
uju ve
ć
na cilindri
č
noj formi
(npr sleeve tehnologija).
.... Gumeni klišei
Izra
đ
uju se pomo
ć
u matrice (livene forme) punjenjem sirovom
gumom i vulkaniziranjem. Pole
đ
ina se brusi i dovodi kliše na jednaku
debljinu.
62

Procesi štampe
Grafi
č
ki procesi
Zaštitna folija
Reljefni sloj
Stabilizaciona
folija
cca. 1,7 do 2,8 mm
cca. 0,7 do 6,4 mm
cca. 0,8 do 2,8 mm
Zaštitna folija
Reljefni sloj
Stabilizaciona
folija
Zaštitna folija
Zaštitna folija
Laserski sloj
Reljefni sloj
Fotopolimer
tvrdo
ć
e do 75
Shore A
Nose
ć
a folija
c)
b)
a)
Nose
ć
i sloj
Slika 3.22 Gradnja razli
č
itih fleksoštamparskih plo
č
a
a) jednoslojna plo
č
a (BASF) b) višeslojna plo
č
a (BASF) c) CtP štamparska
plo
č
a digiflex BASF
Glavno osvetljavanje se vrši u vakumu posle skidanja zaštitne folije
sa gornje strane kroz nalegnuti negativ film (kopirni predložak). Reljef se
stvara kroz fotopolimerizaciju. Trajanje i intezitet glavnog osvetljavanja
uti
č
u na ta
č
kasto stvaranje vrhova, bo
č
ni ugao i me
đ
udubine u finim
strukturama, npr. raster površine (slika 3.23).
Posle glavnog osvetljavanja sledi ispiranje. Pomo
ć
u sredstva za
rastvaranje se razlažu nepolimerizovana podru
č
ja plo
č
e, pri
č
emu
č
etke
mehani
č
ki pomažu postupak razlaganja.
Posle ispiranja plo
č
a mora temeljno da se suši radi isparavanja
sredstva za ispiranje koje je prodrlo u reljefni sloj. Sledi naknadno
osvetljavanje pune površine bez filma, radi potpunog umrežavanja svih
delova reljefa.
Flekso štamparska forma u ovom stanju ima lepljivu površinu na
koju bi se hvatala prašina i ne
č
isto
ć
a. Osvetljavanje sa UV – C svetlom
dobija se potpuni završetak reakcije, ili potapanjem u rastvor broma gubi
se ova lepljivost. Time je flekso kliše završen.
64
Procesi štampe
Grafi
č
ki procesi
nedovoljno osvetljavanje
nema stvaranja uzdignutih
elemanata
du`ina osvetljavanja
du`ina osvetljavanja
idealno
stvaranje {tamparskih
elemenata
predosvetljavanje kroz
pole|inu podru~je
polimerizacije
rast
erske t
a~ke
slabi bokovi
(naleganje)
optimalno
me|udubine
suvi{e malo
Slika 3.23 Glavno osvetljavanje, dejstvo vremena osvetljavanja
a) ta
č
kasto stvaranje bregova (npr. kod linijske strukture) /UV
osvetljavanje b) Ugao boka i me
đ
udubina (kod rasterovanih elemenata
slike) kod jedne 1,14 mm digifleks plo
č
e cca 0,6 do 0,7 mm, me
đ
udubina
min 70
μ
m
Višeslojne
plo
č
e
za kvalitetnu raster štampu gra
đ
ene su kao na slici
3.22b. One kombinuju u svojoj gradnji princip relativno tvrdih tankoslojnih
plo
č
a sa kompresibilnom podlogom. Nose
ć
i sloj
č
ini kompresibilnom
podlogu za reljefni sloj i time prima deformaciju na sebe pri štampi, tako
da nema deformacije reljefa slike (slika 3.24).
cilindar
forme
materijal za
{tampu
cilindar za
pritisak
kli{e
pona{anje mekog
elastiènog kli{ea u
[tamparskom
procesu
kompresibilne
podloge
kli{e
cilindar za
pritisak
cilindar
forme
cilindar
forme
Slika 3.24
Prenos štamparske slike u fleksoštampi
a) deformacija štamparske forme jednoslojna plo
č
a b) dobar prenos
štamparske slike kod štamparske plo
č
e sa kompresibilnom podlgom,
višeslojna plo
č
a (BASF)
65

Procesi štampe
Grafi
č
ki procesi
Time otpadaju uzdužno izduženje i neta
č
nosti koje nastaju kod
konvencionalne montaže, koje su povezane sa lepljenjem klišea.
Za sleve tehnologiju postoje dva postupka:
¾
Oblepljivanje sleeva sa sirovom plo
č
om. Time sleve plo
č
a ima šav i
¾
Primena bešavnih sleeve-ova koji su ve
ć
od strane proizvo
đ
a
č
a
potpuno opremljeni (npr. digi sleve od BASF).
.... Štamparska jedinica
Štamparske jedinice
se sastoje iz:
jedinice boje, cilindra forme i
štamparskog cilindra
. Izra
đ
uju se dva razli
č
ita tipa jedinice boje:
¾
gnje
č
enjem viška boje u procepu valjaka izme
đ
u raster valjka i
potopljenog valjka retko se danas primenjuje -primena u spot-
lakiranju
¾
doziranjem boje preko rakel jedinica boje sa raster valjkom i rakelom
Na slici 3.26 je prikazana flekso jedinica za boju sa dovodom boje preko
sistema valjaka i gnje
č
enja viška boje u procepu valjaka izme
đ
u raster
valjka i potopljenog valjka.
Cilindar štamparske
forme
Štamparska
forma
Raster valjak (ili
gladak hromirani
valjak)
Potopljeni
valjak
Kada sa
bojom
Postolje
Materijal za
odštampavanje
Štamparski cilindar
Slika 3.26
Flekso jedinica za boju sa dovodom boje preko sistema
valjaka
i gnje
č
enja viška boje u procepu valjaka izme
đ
u raster valjka i
potopljenog valjka
Jedinica boje sa potopljenim valjkom (trovalj
č
ana jedinica za boju)
je prvobitni jednostavniji i po ceni povoljniji sistem, koji se danas kod
novih instalacija mašina retko primenjuje. Dobro doziranje boje sa ovim
sistemom samo je uslovno mogu
ć
e ako se previše boje prenese, zatvaraju
se kod duže proizvodnje me
đ
uprostori izme
đ
u raster ta
č
aka štamparskih
plo
č
a i štamparska slika se razmaže. Kod nedovoljnog prenosa boje više
nije obezbe
đ
eno kompletno ubojavanje štamparske plo
č
e, i nastaju mesta
67
Procesi štampe
Grafi
č
ki procesi
sa greškom u štamparskoj slici. U jedinicama za lakiranje u ofset štampi
za lakiranje pune površine i spot - lakiranje se ovaj sistem doziranja se
mnogostruko primenjuje.
Sa porastom zna
č
enja raster štampe i viših zahteva kvaliteta
štampe postali su potrebni poboljšani sistemi obojavanja. Jedinice boje sa
raster valjcima i zatvoreni kamel rakel sistemima su danas standard svih
kvalitetnih flekso štamparskih mašina.
Raster valjak je središni elemenat jedinice boje. Geometrija
č
ašica
(
ć
elije) i raspodela
č
ašica
ć
elija odre
đ
uju bitno koli
č
inu zahvatanja (
cm
3
/m
2
) raster valjka (slika 3.27). Prema zahtevu za debljinu sloja boje
treba primeniti valjke razli
č
itog volumerna zahvatanja.
Štamparski cilindar
Materijal za
odštampavanje
Cilindar
štamparske
forme
Štamparska
forma
Raster valjak
Kada sa
bojom
Sistem rakela
Komora
boje
Slika 3.27 Flekso jedinica za boju sa dovodom boje preko sistema rakel-a
Rakel
ure
đ
aj brine za to da se
č
ašice reproduktno pune bojom. Sa
time se uvek na kliše prenosi zadati volumen boje. Volumen zahvatanja,
ponašanje pri pražnjenju
č
ašica, reološke osobine boje, mehani
č
ko
postavljanje i odvijanje, kao i ponašanje osobina površine štamparske
plo
č
e i materijala za odštampavanje uti
č
u na proces prenošenja boje
(ravnomernost debljina sloja boje moire itd.).
Važe slede
ć
a pravila tza izbor raster valjaka:
Pri 2 mm sloja boje (mokro) na materijalu za odštampavanje
(odgovara 2 cm
3
/m
2
) trebalo bi volumen zahvatanja raster valjka da
odgovara 4 cm
3
/m
2
(u flekso štampi se polazi od delimi
č
nog cepanja
boje). Raster frekvencija valjka bi trebalo da bude najmanje za faktor 5,5
ve
ć
a nego raster klišea (kod uobi
č
ajenog 48 rastera dakle najmanje 260
l/cm). Niže raster frekvencije klišea se pokrivaju i kroz višu raster
frekvenciju raster valjka. Ako je raster frekvencija valjka prema rasteru
klišea suviše mala može da do
đ
e do mesta greški u ubojavanju i/ili do
moire pojava. Ugao graviranja položaj ugla prema osi valjka od 60
o
u
68

Procesi štampe
Grafi
č
ki procesi
Površine valjaka su naj
č
eš
ć
e od hroma i keramike. Rasterska frekvencija
je od 150 do 300 l/cm pri volumenu
ć
elija od 10 cm
3
/m
2
.
.... Koncepti mašina za višebojnu štampu
Fleksoštamparske mašine se pretežno grade kao rotacione mašine u
konfiguracijama (slika 3.30)
¾
sistem centralnog cilindra i
¾
višecilindarski sistem u rednoj gradnji i
¾
kompaktni na
č
in gradnje .
Centralni sistem
Sistem u nizu
Kompakt sistem
Slika 3.30 Koncepti mašina za višebojnu – fleksoštampu
a) sistem centralnog cilindra, b) redni na
č
in gradnje – sistem u nizu
c) kompaktni sistem gradnje
Mašine sa centralnim cilindrom (satelitske štamparske jedinice), imaju na
osnovu svog velikog ugla omotavanja naro
č
ito pri oštampavanju
fleksibilnih materijala (folija, vešta
č
kog materijala) prednosti u dužinskoj
registar ta
č
nosti u odnosu na višecilindarske mašine. Mašine u nizu su u
odnosu broja štamparskih jedinica i primenljivih postupaka štampanja
(kombinacija razli
č
itih postupaka) fleksibilne i proširene. Kompaktni
i
centralno cilindarski sistem su utvr
đ
eni na zadati izbor štamparske
jedinice odnosno jedinice boje.
Primena postupka flekso štampe u
taba
č
noj štampi je uobi
č
ajena u jedinicanma za lakiranje kod taba
č
nih
ofset
mašina.
Za specijalne primene (npr. visokokvalitativno
naštampavanje metalik boja na materijal za pakovanje, odštampavanje
vešta
č
kog materijala ) koriste se i višebojne taba
č
ne – fleksomašine.
70
Procesi štampe
Grafi
č
ki procesi
.... Mašine sa centralnim cilindrom
Prvobitno su razvijene da bi se mogle ta
č
no odštampavati istegljive folije.
Materijal za odštampavanje leži na velikom cilindru sa 4 do 10 jedinica
boje oko jednog centralnog cilindra (pre
č
nik preko 2m i širina trake –
staze 300 do 3000 mm). Radi održanja potrebnog ravnomernog pritiska,
mora centralni cilindar da se izradi sa visokom ta
č
noš
ć
u okretanja (cca 5
μ
m) sa tolerancijom
+
-
1
0
C temperaturne razlike koja uzrokuje npr. kod
jednog
č
eli
č
nog cilindra od 1,8 m pre
č
nika trebaju diferenciju radijusa od
cca 10
μ
m). Moderne mašine rade sa NC-upravljanjem. Standardne –
štamparske mašine imaju širinu štampanja od 1300 mm dužinu
štampanja do 1000 mm pri produkcionoj brzini do 6,7 m/s.
.... Višecilindarske mašine sa gradnjom u nizu
Jednake štamparske jedinice jedna iza druge u nizu. Traka
materijala se uobi
č
ajeno preusmerava izme
đ
u štamparskih jedinica radi
smeštanja sušara sa odgovaraju
ć
om stazom trakom za sušenje kao i
elemenata za zatezanje trake i elemenata za vo
đ
enje. Gradnja u nizu se
prvo probila kod uskotra
č
nih mašina ( do cca 500 mm širine staze ) za
štampu etiketa u me
đ
uvremenu je zastupljena i do širina staza od cca
1500 mm na tržištu sa rastu
ć
om tendencijom. Postižu se brzine produkcije
do 4 m/s. direktni pogoni pojedinih štamparskih jedinica omogu
ć
avaju
duga
č
ke veze mašina ulan
č
avanja i visoku registarsku održivost u vezi sa
visokovrednim kontrolama kretanja trake i kod fleksibilnih materijala.
Flekso štamparske jedinice su izmenljive i mogi se kombinovati sa
npr. ofset – ili štamparskim jedinicama duboke štampe radi gradnje
hibridnih štamparskih sistema.
.... Višecilindarske mašine u koompaktnom na
č
inu gradnje
One se na osnovu loše registar održvosti ( oko +- 2 mm u
dužinskom registru ) primenjuju samo za još jednostavne štamparske
zadatke, npr. jedinice za kesice. Od prednosti kod ovog na
č
ina gradnje u
odnosu na mašine sa centralnim sistemom cilindri
č
ne gradnje da se kod
odgovaraju
ć
eg vo
đ
enja trake može obostrano štampati.
.... Primeri mašina - flekso štame
Na slikama od 3.31 do 3.39 su prikazana rešenja flekso mašina.
Slika 3.31 - 8 bojna centralno
cilindri
č
na štamparska mašina
– pre
č
nik cilindra 2275 mm
širina materijala do 1700 mm
dužina štampanja do 1400
mm brzina štampanja 6 m/s
(34DF/8-CNC Fischer &
Krecke)
71

Procesi štampe
Grafi
č
ki procesi
Slika 3.36 Flekso
štamparska mašina u nizu
sa integrisanim štancanjem
za proizvodnju složivih
kutija ( štampanje na
rotacionom materijalu,
izlaganje štancovanih
tabaka) brzina produkcije
Slika 3.37 Flekso štamparske mašine za etikete sa UV sušenjem i
rotacionom štancnom, brzina 2,5 m/s (Arsoma EM 510 Heidelberg/Gallus)
Slika 3.38 Novinska štamparska mašina
za višebojnu šampu sa 144 štamparskih
jedinica (Flexocourier )
Slika 3.39 Taba
č
na flekso mašina
73
Procesi štampe
Grafi
č
ki procesi
.... Prve izvedene mašine visoke štampe
Prva izvedena rešenja mašina visoke štampe su prikazana na
slikama od 3.40 do 3.42.
Slika 3.40 Prva rotaciona mašina V. Buloka 1863 godina
Slika 3.41 R Hoe-ova mamut presa za štampanje novina sa deset
štampa
ć
ih cilindara (1857)
Slika 3.42 Dvojna rotaciona mašina u preseku
74

Procesi štampe
Grafi
č
ki procesi
Na slici 4.2 su prikazane tehnike reprodukovanja polutonova jednog
predloška za postupak duboke štampe. Dubinski i ravno promenljivi, polu
autipijska duboka štampa, zbog visokog kvaliteta je od zna
č
aja.
Č
isto
površinski promenljiva autotipijska duboka štampa danas jedva još da ima
primenu.
Konvencionalna dakle samo dubinski varijabilna duboka štampa
tako
đ
e sve više gubi na zna
č
aju jer izrada štamparske forme se bazira na
komplikovanim jedva mogu
ć
e standardizovanim postupcima kopiranja i
nagrizanja. Iz tog razloga se u praksi probio dubinski i površinski
varijabilan postupak duboke štampe koji se industrijski bazira na
elektronsko mehani
č
koj gravuri (pomo
ć
u plasti
č
ne deformacije
odgovaraju
ć
im alatom - dijamantskom iglom).
Dubinski i povr{inski
promenljive
{tamparske forme
(poluautotipske)
[tamparske forme
duboke {tampe
Povr{inski
promenljive
{tamparske forme
(autotipske)
Dubinski
promenljive
{tamparske forme
(konvencionalne)
Postupak
nagrizanjem
Laserska
gravura
Postupak
nagrizanjem
Ru~ne rezne
ubodne i
grtavurne
tehnike(npr.
podru~je
umetnosti)
¾
urezivanjem
(no`)
¾
Laser (u
razvoju)
¾
Elektronski
zrak ( u fazi
doterivanja)
(Postupak
ispiranjem)
Slika 4.2 Varijante izrade formi duboke štampe
Štamparske forme cilindra duboke štampe imaju slojeve prikazane
na slici (slika 4.3).
^a{ice
(do max.
dubine 50
μ
m)
Hromirani
sloj
(5 do 8
μ
m)
Gravirni bakar ili Balardov sloj
(cca 100
μ
m; dobrih reznih osobina)
Osnovni bakar
(cca 2 mm)
Sloj nikla
( 1do 3
μ
m)
^eli~no jezgro
Slika 4.3 Struktura slojeva cilindra štamparske forme duboke štampe
Č
eli
č
no jezgro (
č
eli
č
ni cilindar) koji je niklovan slojem nikla debljine 1 do 3
μ
m nosi galvanski naneti osnovni bakar (cca 2 mm debljine) na koji se
nanosi gravirano obradiv i rezno sposoban bakar u debljini sloja od oko
76
Procesi štampe
Grafi
č
ki procesi
100
μ
m.
Č
eli
č
ni cilindar nosi na sloju osnovnog bakra ili direktno na
galvaniziranom bakru sloj za graviranje ili tkz Balardov- sloj. Ovaj sloj koji
se može skidati se preko sloja tako
đ
e galvanski nanosi, u njega se gravira
štamparska slika. Po izradi štamparske forme duboke štampe vrši se
hromiranje površinskog sloja u cilju pove
ć
anja mehani
č
kih osobina a
kona
č
ni cilj je pove
ć
anje broja otisaka koji se može realizovati sa tom
štamparskom formom.
Rasterovanje u dubokoj štampi razlaže sliku na štampaju
ć
e
elemente forme,
č
ašice i neštampaju
ć
e elemente forme (štegove- staze
putanje). Štegovi - putanje su potrebni za vo
đ
enje (oslanjanje rakela-
brisa
č
a kod brisanja viška boje). Posle postupka brisanja ostaje
štamparske boje u
č
ašicama. Ako bi na štegovima ostalo štamparske boje
pri štampi bi nastala rakel-neobrisana obojenja u obliku štrafte ili kod
mestimi
č
no neispravnog rakela-brisa
č
a rakel štrafte.
Kod svih postupaka štampanja vrši se izrada višebojne štampe kroz
štampanje jednog preko drugog više slojeva boja sa odgovaraju
ć
im
štamparskim formama. U pripremi se izra
đ
uju štamparske forme za
štamparski sistem boja (Cijan, Magenta, Žuta i Crna). U štamparskoj
mašini sa
č
etri štamparske jedinice mogu ove
č
etri dela boja jedna za
drugim u jednom prolazu tabaka se odštampati i dobija se štampani otisak
koji odgovara predlošku.
Kod postupka dubokog štampanja se posle
postupka rakelovanja dovodi u kontakt štamparska boja iz raster
udubljenja sa materijalom na koji se štampa, posle
č
ega se deo ove boje
prenosi na materijal koji se štampa. Na osnovu razdvajanja boje ne dolazi
do potpunog pražnjenja udubljenja. Na ovo prenošenje boje bitno uti
č
u
(slika 4.4):
¾
ponašanje (stanje umreženosti) materijala na koji se štampa,
¾
osobine površina materijala koji u
č
estvuju,
¾
osobine papira,
¾
viskozitet boje,
¾
napon štampanja,
¾
brzina štampanja ,
¾
forma udubljenja i stanje nalivanja (napunjenosti) udubljenja -
č
ašica,
VISKOZITET
BOJE
PRENOŠENJE
BOJE IZ
Č
AŠICA
FORME
OSOBINE
PODLOGE
ZA ŠTAMPU
NAPONI U ZONI
PRENOSA BOJE
NAPUNJENOST
Č
AŠICA
OBLIK I
VELI
Č
INA
Č
AŠICA
BRZINA
ŠTAMPANJA
Slika 4.4 Uticajni parametri na prenošenje boje iz
č
ašica štamparske
forme
77

Procesi štampe
Grafi
č
ki procesi
pozitiv štamparske slike
sken jedinica
Slika 4.6 O
č
itavanje opal-a skener do 12 sken jedinica (Helio-multi scan,
Hell -svetlo-sistem gravure)
Uglovni položaj rastera se dobija iz kretanja glave za graviranje
(posmak i frekvencija) i cilindra (obimna brzina). Umesto o
č
itavanja opal
filma danas se direktno gravira, pri
č
emu signali za glavu za graviranje
dolaze iz digitalne baze podataka za opis štamparske forme.
Vrlo visoki troškovi za izradu štamparske forme su odlu
č
uju
ć
i razlog
zbog
č
ega rakel duboka štampa nalazi primenu samo za štampanje
masovnih tiraža (veli
č
ine tiraža ve
ć
e od 500.000 otisaka).
Raster koji nastaje kod gravure (a i kod nagrizanja) je periodi
č
an raster.
Kod višebojne štampe se kod primene periodi
č
nih rastera dobijaju
č
esto moire pojave. Kod ofset odnosno postupka visoke štampe se moire
minimizira pri
č
emu se rasteri za pojedine delove štamparske boje
odgovaraju
ć
e uglovno podese - rasporede. U dubokoj štampi se vrši
uglovno podešavanje rastera kroz izduživanje - sabijanje
č
ašica.
Ono što karakteriše proces duboke štampe je da se
č
ašice
štamparskog cilindra u kadi za boju potpuno preplavljuju. Brisa
č
odstranjuje višak štamparske boje tako da se samo u
č
ašicama nalazi
štamparska boja a štegovi - staze su bez boje. Ispod rakela - brisa
č
a se
stvara hidrodinami
č
ki pritisak nagomilavanja koji u suštini zavisi od ugla
postavljanja rakela - brisa
č
a, brzine mašine i viskoziteta štamparske boje.
Kod modernih mašina duboke štampe visokog u
č
inka se danas daje
prednost uglavnom strmijem postavljanju brisa
č
a (pod uglom).
U tabeli slika 4.8 su navedene neke vrednosti tipi
č
ne za duboku
štampu. Osnovne karakteristike ove štampe vezane su za:
širinu trake koja se odštampava i to u rasponu od 1,2 do 3,6 m
brzinu kretanja trake koja iznosi od 10 do 15 m/s za ilustracionu duboku
štampu i od 5 do 6,5 m/s za štampu ambalaže pri ovome su dužine
oštampavanja vezane za obim cilindra u rasponu od 600 do 800 mm.
79
Procesi štampe
Grafi
č
ki procesi
Priprema slikovne informacije
(poja~iva~ za graviranje)
Cilindar sa gravirnim
sistemom
Digitalni signal
Iz memorije
[tamparska
forma
Igla
Signal
slike
Digitalni
Analo-
gni
Konverzija
Analogni
signal
Upravljanje
dubinom
ureza
Upravljanje
konstantnim
kretanjem
gore-dole
Vibracije
Frekventni generator
4000 Hz odnosno
4000 ~a{ica/s
Slika 4.7 Graviranje cilindra pomo
ć
u igle- dleta (peckanje-ubadanje)
a) upravljanje glavom za graviranje
b) elektromehani
č
ko graviranje cilindra (Hell gravirni sistem)
[TAMPARSKA MA[INA
RASTERSKO OSLIKAVANJE
GRAVURA (Poluautotipska, igla)
OBLIK ^A[ICA (Zavisno od rasterske {irine i ugla rastera)
[irina trake
Brzina trake
Obim cilindara
2,4 m, max. 3,6 m (Ilustraciona duboka {tampa),
1,2 - 1,4 m max 1,6 m (ambala`na duboka {tampa)
10 m/s max. 15 m/s (Ilustraciona duboka {tampa),
5 m/s max 6,5 m/s (Ambala`na duboka {tampa),
600 - 800 mm
Tipi~no za ilustracionu duboku {tampu
60.....70 linija/cm
40....140 linija/cm
Frekvencija
Broj vezanih
gravirnih glava
Geometrija ~a{ica
4 kHz (4000 ~a{ica/s) do 8 kHz
8....16 u ilustracionoj dubokoj {tampi
1 u ambala`noj dubokoj {tampi
[irina (popre~na dijagonala ): min 30
μ
m max. 230
μ
m
Dubina: 10...30
μ
m (max. 50
μ
m) zavisno od ugla dijamantske igle
[irina klizne putanje: 3...5
μ
m
Razli~iti, ve} prema izvatku boja
Otporne: Cyan
Produ`ne: Magenta
Grube: Yellow (Grublji raster)
Fine: Black ( finiji raster npr. slova)
Slika 4.8 Neke vrednosti tipi
č
ne za duboku štampu
80

Procesi štampe
Grafi
č
ki procesi
Tipi
č
ni proizvodi duboke štampe su visokotiražni visokokvalitetni proizvodi
(slika 4.10) kao što su:
¾
ilustrovani,
č
asopisi, katalozi ..
¾
štampa na vešta
č
kim materijalima i folijama
¾
štampa na metalnim folijama
¾
providne folije, torbe
¾
vrednosni papiri, poštanske marke, banknote (nov
č
anice)
Tipi
č
ni proizvodi duboke
štampe su visokotiražni
visokokvalitetni proizvodi
ilustrovane novine,
č
asopisi katalozi
štampa na
vešta
č
kim
materijalima i
folijama
štampa na metalnim
folijama
providne folije,
torbe
vrednosni papiri,
poštanske marke,
banknote (nov
č
anice)
Slika 4.10 Tipi
č
ni proizvodi duboke štampe
U višebojnoj dubokoj štampi se mora posle svakog štamparske
jedinice da se vrši sušenje boje (zona sušenja), pošto kod niskoviskoznih
boja za duboku štampu nije mogu
ć
otisak na vlažno kao kod ofseta.
Snabdevanje sa bojom mašina duboke štampe se
č
esto vrši iz ure
đ
aja
instalisanih pored mašine zbog jednostavnosti rukovanja (slika 4.11)
Slika 4.11 Delimi
č
an izgled jedne rotacione mašine duboke štampe i niz
pojedina
č
nih štamparskih jedinica sa rezervoarima rezerve boje
82
Procesi štampe
Grafi
č
ki procesi
4.1 Izrada cilindra štamparske forme
Osim u taba
č
noj dubokoj štampi, koja se još samo retko može
sresti, potreban je rotacionoj dubokoj štampi bešavni cilindar forme, na
koji se oslikavanje direktno nanosi posredstvom nagrizanja ili
graviranjem. Za to se cilindar forme u složenom mehani
č
kom i
galvanskom procesu mora pripremiti.
U svojoj osnovnoj gradnji sastoji se cilindar forme od
č
eli
č
ne cevi
debelog zida sa, koja je pri
č
vrš
ć
ena pomo
ć
u prirubnica za rukavce . Zbog
pove
ć
anja krutosti ovog šupljeg cilindra su rukavci cilindra delimi
č
no
povu
č
eni unutra i oni se još jedanput oslanjaju preko
č
eli
č
nih plo
č
a na
unutrašnjosti cevi. Sva povezivanja se pri izradi cilindra forme se vare, sa
orebrenjima u cilju pove
ć
anja
krutosti.
On se mora balansirati
(uravnotežiti), da pri visokim brojevima obrtaja (do približno 15/s) u
mašini duboke štampe ne bi proizveo nikakve oscilacije.
Osnovno telo cilindra forme dobija osnovni bakarni sloj na svojoj
površini, preko koga se izme
đ
u ostalog podešava predvi
đ
eni pre
č
nik
štamparske forme. Za nanošenje daljeg bakarnog sloja nosioca forme koje
se od jednog do drugog naloga za štampu menja (slike 4.12, 4.13) ima
više metoda.
.... Tankoslojni postupak
Struktura slojeva tankoslojnog postupka je prikazana na slici 4.13a.
Na osnovni bakar se galvanski nanese bakarni sloj za graviranje (oko 80
μ
m debeo), što dozvoljava jedno graviranje.
Prednost tankoslojne tehnike je, da svi cilindri forme jednog tipa
imaju istu obimnu meru i da je rad na mehani
č
koj obradi površine posle
galvanskog procesa bakarisanja manji nego kod debeloslojnog postupka.
Odstranjivanje gravure (posle odhromiranja) se postiže prestrugivanjem ili
glodanjem sloja bakra. Zatim se vrši novo bakarisanje. (U specijalnom
postupku tzv. "bakar-recycling" preduzima se odbakarisanje u galvanskom
obratnom procesu. Kod ovog procesa potreban je jedan dodatni sloj nikla
oko 25
μ
m ime
đ
u osnovnog bakra i bakra za graviranje). Tankoslojna
tehnika ima raširenost od oko 35% pri
č
emu samo oko 5% otpada na
bakar-recycling - metodu.
.... Metoda Balardovog sloja
Ova metoda (slika 4.13b) je tako
đ
e jedan tankoslojni postupak
(jedno koriš
ć
enje bakarnog sloja za graviranje). Na osnovni bakar se
galvanski nanosi jedan bakarni sloj (80 do 100
μ
m debeljina) koja se
može skinuti, pri
č
emu jedan specijalan sloj izme
đ
u osnovnog bakra i
Balard-sloja omogu
ć
ava da se ona posle štampanja može otcepiti sa
cilindra forme. Metoda Balard-sloja u primeni ima udeo od oko 45%.
.... Jako bakarisanje
Na osnovni bakar (debeloslojni postupak, slika 4.13c) se galvanski
nanosi oko 320
μ
m debeo sloj od bakra za graviranje. Ova debljina sloja
omogu
ć
ava gravuru za približno
č
etiri štamparska naloga. Posle
svakog
štamparskog naloga skida se oko 80
μ
m debeo sloj u višestepenom
83

Procesi štampe
Grafi
č
ki procesi
Pojedina
č
ni postupci kod repariranja jednog cilindra forme odvijaju
se uglavnom kroz slede
ć
e faze:
¾
Va
đ
enje istrošenog cilindra forme iz mašine duboke štampe,
¾
Pranje cilindra forme radi odstranjivanja ostataka boje,
¾
Odstranjivanje sloja hroma,
¾
Odstranjivanje bakarnog nose
ć
eg sloja forme (hemijski, galvanski
ili mehani
č
ki),
¾
Priprema za bakarisanje (odmaš
ć
ivanje i odoksidiranje, nanošenje
razdvajaju
ć
eg sloja kod postupka Balard-sloja),
¾
Galvansko bakarisanje,
¾
Površinsko-finiširanje sa brzorotiraju
ć
om glavom sa dijamantskim
noževima i/ili sa kamenom za poliranje ili trakom za poliranje,
¾
Nagrizanje ili graviranje (nanošenje štamparske slike),
¾
Probno štampanje (probni otisak),
¾
Korekcija cilindra, minus ili plus (smanjenje ili pove
ć
anje volumena
zapremine
č
ašica),
¾
Priprema za hromiranje (odmaš
ć
ivanje i odoksidiranje, predgrevanje
po potrebi ponekad poliranje);
¾
Hromiranje,
¾
Površinsko-finiširanje sa finim tocilom za poliranje ili papirom,
¾
Predaja gotovog cilindra skladištu ili direktno mašini duboke štampe.
Svi postupci se danas odvijaju umnogome automatski u proizvodnim
linijama, pri
č
emu krovni kranovi a delom i FTS (fleksibilni tehnološki
sistemi sa automatski vo
đ
enim vozilima) obezbe
đ
uju dalji transport
cilindara forme od stanice do stanice.
.... Oslikavanje cilindra forme
U dubokoj štampi raster-struktura površine štamparske forme - dodatno
uz funkciju davanja slike - ima bitan zadatak, da preuzme vo
đ
enje i
naslanjanje rakela. Na stazama (površinama) koje ograni
č
avaju
(oivi
č
avaju)
č
ašice, oslanja se rakel.
Razli
č
ita dubina raster-
č
ašica omogu
ć
ava polutonsko stepenovanje u
štamparskoj slici konvencionalne duboke štampe.
Elektromehani
č
ko graviranje sa dijamantskom iglom
(poluautotipijsko) je dominiraju
ć
i postupak. Još samo retko se danas u
štamparijama duboke štampe sre
ć
e nagrizanje kao postupak oslikavanja,
uprkos tome
ć
e radi potpunosti i ovaj postupak ovde biti kratko opisan.
.... Postupak nagrizanja
Radi prenošenja štamparske slike na cilindar forme koristi se u
konvencionalnom postupku nagrizanja tzv. "pigmentni papir". On je
presvu
č
en jednim želatinskim slojem i kratko pre koriš
ć
enja se sa
rastvorom hromne soli senzibilizuje, to zna
č
i napravi se osetljivim na
svetlost. U jednom kopirnom okviru se sada jedan za drugim osvetljavaju
na pigmentni papir raster i film za oslikavanje.
Tako tretirani pigmentni papir se zatim u jednoj specijalnoj mašini
za prenošenje pigmentnog papira "kašira" na površinu cilindra forme.
85
Procesi štampe
Grafi
č
ki procesi
Pritom jedna stabilizuju
ć
a folija, koja se kasnije svla
č
i, obezbe
đ
uje
da se ovaj postupak prenošenja ta
č
no izvrši.
Radi izbegavanja ovog pomo
ć
nog sredstva može da se upotrebi i
tzv. "Autofilm", kod koga se kopirni sloj lije direktno na foliju. Zatim sledi
omekšavanje, svla
č
enje sirovog papira i ispiranje neosvetljenog i time
rastvorljivog želatina u oko 40
°
C toploj vodi (cilindar se zbog toga okre
ć
e
u vodenoj kupki) sa sušenjem u nastavku. Ovaj postupak može da se
ozna
č
i kao "razvijanje". Svi ovi postupci se sprovode u programski
upravljanim automatima za razvijanje. Nastaje reljef od razli
č
ito debelih
želatinskih slojeva.
Pre nagrizanja se svi neštampaju
ć
i delovi prekrivaju sa asfaltnim
lakom otpornim na kiseline - i odre
đ
ene ne
č
isto
ć
e. Stvarni postupak
nagrizanja se opet izvodi u programski upravljanoj mašini za nagrizanje sa
jednom kupkom, pri
č
emu se cilindar u rastvoru gvozdenog hlorida kupa ili
prska, dok se ne postigne potrebna dubina nagrizanja.
Rastvor gvozdenog hlorida "jede" kroz želatinski sloj bakar nose
ć
eg
sloja slike. Što je dublja bila želatinska
č
ašica, to pre dolazi kiselina u
dodir sa bakrom i to
ć
e dublja biti proizvedena
č
ašica i na nose
ć
em sloju
slike.
.... Elektromehani
č
ka gravura
Bitno
kra
ć
i nego kod postupka nagrizanja su postupci kod
elektromehani
č
ke gravure. Ona se danas najviše upravlja direktno iz baze
podataka pripreme,
č
ime se uštedi montiranje predloška za o
č
itavanje na
odvojenom cilindru za o
č
itavanje koji se sinhrono okre
ć
e sa mašinom za
graviranje. Mašina za graviranje se time sastoji samo još od ure
đ
aja
sli
č
nog strugu, u koji se stegne cilindar forme koji dolazi iz pripreme
cilindra. Postupak graviranja sli
č
i procesu rezanja pri struganju, pri
č
emu
se rez naravno prekida (frekvencija igle).
Cilindar forme se pri graviranju okre
ć
e konstantnom obimnom
brzinom (zavisno od rastera sa oko 1 m/s. Istovremeno se dijamantska
igla glave za graviranje pokre
ć
e sa visokom frekvencijom (do 8 kHz), pri
č
emu dijamant više ili manje duboko prodire u bakar i izra
đ
uje
č
ašice.
Na osnovu konstantne obimne brzine i frekvencije graviranja,
č
ašice
leže ekvidistantno u obimnom smeru (smeru graviranja). Susedni redovi
se graviraju u polupomerenom rasporedu (slika 4.14). Bo
č
ni razmak,
odgovara pomaku glave za graviranje po okretaju cilindra u aksijalnom
smeru cilindra duboke štampe.
U ilustrovanoj dubokoj štampi se u zavisnosti od širine papirne trake
za odštampavanje koristi do 14 glava za graviranje (tipi
č
no: 8) sa iglama.
Skidanje oštrih ivica "pucni" na površini bakra se vrši za vreme graviranja
pomo
ć
u jednog struga
č
a (šabera) koji je pri
č
vrš
ć
en na glavi za graviranje.
Posle graviranja potrebno je cilindar još samo lako polirati, pre
nego što se u mašini za probno štampanje oštampa probni otisak. Po
potrebi se izvodi odgovaraju
ć
e ru
č
no korigovanje i kona
č
no hromiranje.
Vrednosti polutonova proizilaze iz razli
č
itog volumena zahvatanja
č
ašica,
poluautotipijski, to zna
č
i dubinska i površinska promenljivost.
86

Procesi štampe
Grafi
č
ki procesi
Slika 4.16 Mašina za graviranje za elektromehani
č
ku gravuru ubadanjem
iglom sa više sistema graviranja (Helio Klischograph K406-Sprint, HELL
Gravure Szstems)
.... Lasersko graviranje
U prošlosti je bilo brojnih pokušaja da se gravura izvede brže i jeftinije.
Neke mogu
ć
nosti su se sastojale u tome, da se primene metode
graviranja bez dodira, na pr. elektronski zrak ili laserski zrak.
Laserska gravura je u me
đ
uvremenu pojedina
č
no ve
ć
u prakti
č
noj
primeni. 1995 godine je na tržište došao jedan direktan postupak
graviranja sa laserom ("Laserstar" od firme Max Datwyler AG), kod koga
jedan laser
č
vrstog tela gravira sloj cinka.
Č
ašice proizvedene pri tome su
po svojoj formi sli
č
ne
č
ašicama izra
đ
enim nagrizanjem (postupak radi sa
frekvencijom graviranja 70 kHz). Gravirani cilindar se posle procesa
brušenja i
č
iš
ć
enja hromira. Priprema cilindra štamparske fome posle
štampanja je sli
č
na hemijskim, mehani
č
kim i galvanskim metodama kao
pripremanje bakarnog cilindra. U suštini se korak bakarisanja (bakar za
graviranje) zamenjuje galvanskim procesom cinkovanja.
Laserska gravura otvara dubokoj štampi neke nove mogu
ć
nosti, na
pr. može se kod finih tekstova umanjiti efekat zuba testere. Pored toga
postoji mogu
ć
nost da se radi sa frekventno-moduliranim rasterima.
Laserski postupci graviranja koji indirektno rade, rade sa svetlosno-
osetljivim crnim slojem, koji je nanet na bakru nosioca forme i koji se
laserom prema slici (iz digitalne baze podataka) oslikava. Štamparska
forma se u nastavku nagriza (na pr. "DIGILAS" od firme Schepers-Ohio).
.... Probno štampanje
Zbog visoke cene izrade štamparske forme i njenog kona
č
nog
oblikovanja (potrebe korekture i sl.) vrši se izrada probnih otisaka na
posebnim štamparskim jedinicama
č
ija je struktura identi
č
na strukturi
štamparskih jedinica mašine. Na slici 4.17 je prikazana jedna štamparska
jedinica duboke štampe namenjena za probno otiskivanje. One se sastoje
od jednostavnog ure
đ
aja za odmotavanje trake (naj
č
eš
ć
e projektovan za
razli
č
ite širine traka), i jednog ure
đ
aja za izlaganje odštampane trake.
Unutrašnjost štamparskog agregata duboke štampe namenjene za probno
otiskivanje istovetne je strukture kao jedinica agregata kompletne mašine
za štampu.
88
Procesi štampe
Grafi
č
ki procesi
Papirna traka (izlaz)
Su{ara ( za jednu
stranu trake)
Cilindar nosilac
{tamparske forme
Usisavanje sredstva za
rastvaranje iz ure|aja za
obojenje
Kada za boju
(projektovana za brzu
promenu cilindra forme)
Revolver sa tri
pritiska~a razli~ite
{irine
Preser (cilindar za
pritisak)
Rakel (~eli~ni no`)
Papirna traka (ulaz)
Slika 4.17 Konstruktivna gradnja jedinice za probno štampanje - duboke
štampe (KBA)
Naglašena je putanja trake koja prolazi kroz ure
đ
aj za sušenje
naj
č
eš
ć
e izveden samo za jednostrano sušenje. Podešiva
č
pritiska
štampanja je opremljen trodelnim ili
č
etvorodelnim "revolver" ure
đ
ajem sa
pritiskiva
č
ima razli
č
ite širine. Da bi se postigao rezultat štampe uporediv
sa neprekidnom štampom, treba štamparske boje reološki prilagoditi.
Postoje i jednostavnije mašine za probno štampanje duboke štampe,
0
Plansko izlaganje (sa kru`nim popre~nim
reza~em, postavljen 90 stepeni zaokrenuto
Skra}ena linija su{enja
Stog papira
[tamparski jedinice
Odmotavanje
Slika 4.18 Šema mašine za probne otiske duboke štampe sa
č
etri
štamparske jedinice sa ure
đ
ajem za odmotavanje i izlaganje
89

Procesi štampe
Grafi
č
ki procesi
Transportni kran
Cilindar {tamparske forme
[tamparski
jedinica
Pozicija
cilindra forme
u
{tamparskoj
jedinici
Tarnspo-
rtna ko-
lica za
cilindar
forme
Hidrauli~ni
ure|aj za
podizanje i
preno{enje
Slika 4.20 Hidrauli
č
ni podiza
č
ki ure
đ
aj za va
đ
enje i umetanje za cilindar
forme na štamparskoj jedinici duboke štampe (KBA)
Isto kao cilindar forme mora i štamparski cilindar, u dubokoj štampi
nazvan "Presseur" - pritiska
č
(gumirani), s vremena na vreme da se
zameni, ili mora da se iznova gumira ili da se prebrusi, pošto su se na
njegovoj površini stvore žljebovi (brazde), ili zato što se obra
đ
uje druga
širina papira. Transportni ure
đ
aji za cilindar forme su zato opremljeni
napravama koje mogu da prihvate i Presseur.
Cilindar za pritisak
Kao u svakom štamparskom postupku, postoji i u dubokoj štampi
cilindar za pritisak, nazvan "Presseur" (pritiska
č
). On mora da bude
dovoljno stabilan, trebao bi po pre
č
niku me
đ
utim da se bira što manji, da
bi osigurao uzanu zonu štampanja za bolji, oštriji otisak cilindra forme.
Ranije (približno pre 1960) je zato bilo uobi
č
ajeno, u jednom
sistemu 3 - valjka da se jedan iznad drugog rasporede cilindar forme,
jedan manji me
đ
uvaljak (Presseur) i jedan velki cilindar za oslanjanje.
Pošto se u toku razvoja prema višim proizvodnim brzinama i uz to
potrebnog sniženja stvaranja toplote želelo pre
ć
i na sistem 2 - cilindra,
razvijeni su u 60-tim i 70-tim godinama protiv savijanja kompenzovani
91
Procesi štampe
Grafi
č
ki procesi
Presseur-i. Oni baziraju na konstrukciji kakva je uobi
č
ajena u gradnji
postrojenja za valjanje.
Mali
hidrauli
č
ni cilindri tzv. "papu
č
e" (hidrostati
č
ki oslonci) pritiskaju
rotiraju
ć
i omota
č
Presseur-a na cilindar forme, pri
č
emu se oslanjaju na
č
vrsto telo u unutrašnjosti Presseur-a. Hidrauli
č
na te
č
nost koja izlazi na
površinama papu
č
a služi za podmazivanje kao i za hla
đ
enje (slika 4.21).
Pode{avanje
presera
Zaptivanje
Vode}i
le`aj
Preser Rotiraju}a
prevlaka
valjka
(elastome
r)
Horizontalna
potpora
Telo
(stati~no)
Odvod
hidrauli~ne
te~nosti
Dovod
hidrauli~ne
te~nosti
Papirna traka
Hidrostati~ki
potporni elementi
Cilindar nosilac
forme
neoptere}eno (manji pritisak presera)
optere}enjo ({tampanje)
Papirna
traka
Preser
Telo
(stati~no)
Horizontalna
potpora
Slika 4.21 Konstrukcija cilindra za pritisak
"Presseur"-a
I ovi protiv-savijanja kompenzovani Presseur-i se iznutra hlade, da
se obloga Presseur-a ne bi previše ugrejala, sa jedne strane radi
č
uvanja
obloge, sa druge strane i radi spre
č
avanja prenošenja toplote u jedinicu za
boju.
Obloga Presseur-a se sastoji iz specijalnog gumenog sloja visoke
tvrdo
ć
e (oko 95
°
Shore A) i bešavno je nanešena. „Presseur“ se pogoni
prenosom sile preko cilinda forme pri kontaktu sa materijalom za
odštampavanje.
.... Jedinica za boju i rakel
Nasuprot visokoj štampi, kod koje se boja nanosi na izdignutu
formu, i ravnoj štampi kod koje se boja nanosi na ravan nosilac forme,
mora u dubokoj štampi boja da se dovede u udubljene elemente cilindra
forme. Za to mora štamparska boja biti viskozno vrlo niska .
Radi punjenja udubljenih elemenata forme -
č
ašica, bojom duboke
štampe potrebna je samo jedna kada za boju u koju uranja rotiraju
ć
i
cilindar forme (slika. 4.22). Da bi se spre
č
ilo prejako stvaranje pene i
prskanje boje, uobi
č
ajeno je da se u kadi za boje slobodno zajedno okre
ć
e
jedan valjak za zahvatanje (crpljenje) sa mekanom oblogom; na osnovu
trenja okre
ć
e se ovaj valjak sporije nego obim cilindra forme. Time se
dobija umnogome bez prskanja, nanošenje homogenog filma boje na
cilindar forme. Specijalni zaštitni limovi od prskanja na
č
eonim stranama
cilindra forme spre
č
avaju prskanje boje i na ivicama cilindra, višak boje
dospeva u dodatnu posudu za boju ispod visinski podešljive kade za boju.
Sa dodatne posude za boju curi boja u rezervoar boje koji stoji ispred
92

Procesi štampe
Grafi
č
ki procesi
rakela prema eventualnim ošte
ć
enim mestima na cilindru forme i spre
č
ava
se kumulirano udaranje na isti urez u rakelu.
Rekal podleže visokom habanju i mora periodi
č
no da se menja
(uglavnom pri promeni naloga). On mora da bude podešen ta
č
no
paralelno prema površini cilindra forme, što danas osigurava hidrauli
č
no
pritezanje rakela sa prebacivanjem pritiska i samopodešavanjem.
.... Sušenje
Boja duboke štampe ima nizak viskozitet, da bi se iz udubljenja
raster-
č
ašica uz dobro pražnjenje mogla preneti na papir. Ovaj nizak
viskozitet se u bitnom postiže preko visokog udela sredstva za rastvaranje
sa niskom ta
č
kom klju
č
anja u boji. Sredstvo za rastvaranje mora posle
napuštanja zone štampanja radi sušenja štampane boje u suša
č
u
dovodom toplote da se odstrani - ispari.
Ranija rešenja kao sušenja strujom vazduha ili grejnim bubnjevima
se više ne nalaze u primeni. Danas se koriste sušenja mlaznicama sa
udarnim mlazom.
Radijalni
ventilatori
uduvavaju vazduh u cevi za vo
đ
enje vazduha sa
okruglim mlaznicama ili u obliku proreza, koje su postavljene direktno
iznad papirne trake. Struja vazduha okomito poga
đ
a papirnu taku i time
svežu štampu, preusmerava se za 180
°
usled udarnog dejstva i vra
ć
a se
izme
đ
u cevi nazad do radijalnog duva
č
a, da bi ponovo bio doveden cevima
sa mlaznicama. Ispred radijalnog duva
č
a se jedan deo ovog okolnog
vazduha odvaja i vodi u jedan ure
đ
aj za povra
ć
aj sredstva za rastvaranje,
da se ne dozvoli da koncentracija sredstva za rastvaranje u okolnom
vazduhu previše poraste. Ovaj udeo se automatski zamenjuje svežim
odnosno vazduhom prostorije.
U mnogim slu
č
ajevima rade moderna sušenja mlaznicama sa
udarnim mlazom bez zagrevanja vazduha. Dovoljan je vazduh pri
temperaturi prostorije, da bi lako isparljivi Toluol (sredstvo za rastvaranje)
ispario iz boje. Vazduh se sam nešto zagreje usled kretanja. Ako je
potrebno dodatno zagrevanje, onda se ono ugra
đ
uje iza ispusta radijalnog
duva
č
a (slika 4.23).
Pošto na sušenje ne uti
č
e samo brzina izlaza vazduha iz mlaznica,
nego i dužina suša
č
a, o efiktivnosti sušenja i time o maksimalnoj brzini
kretanja trake (tipi
č
no ca 15 m/s), suša
č
i se razvuku obostrano oko
celokupne štamparske jedinice. Zbog toga se govori i o "suše
ć
im
haubama". Prema vrsti sredstva za rastvaranje mogu da budu dovoljni
kra
ć
i ure
đ
aji za sušenje, koji nisu razvu
č
eni oko cele štamparske jedinice.
Sredstvo za rastvaranje (naj
č
eš
ć
e Toluol) mora iz razloga životne sredine i
troškova da se povrati. Postrojenje za povra
ć
aj sredstva za rastvaranje se
sastoji iz velikih kazana, koji su napunjeni aktivnim ugljem i kroz koje se
sprovodi vazduh napunjen sredstvom za rastvaranje. Pritom se sredstvo
za rastvaranje zadržava na aktivnom uglju, usled
č
ega se vazduh
osloba
đ
a od sredstva za rastvaranje i istovremeno
č
isti i stvara kao
pogodan za životnu sredinu.
94
Procesi štampe
Grafi
č
ki procesi
Glavna usisna cev prema apsorberu (upija
č
u)
postrojenja za povra
ć
aj sredstva za rastvaranje
Usisiva
č
na tavanici
Zid (izolacija) oko
štamparske jedinice
Greja
č
Cevi sa
mlaznicama za
duvanje
Usisni
vazduh
Radijalno
uduvavanje
(usisavanje
vazduha)
Cilindar
štamparske
forme
Usisiva
č
za
povratnu cirkulaciju
Papirna traka
Pogon
Preser
Slika 4.23 Popre
č
ni presek kroz štamparsku jedinicu duboke štampe sa
bitnim elementima za sušenje (sušenje mlaznicama sa udarnim mlazom).
Struja vazduha kroz cevi sa mlaznicama u sredini se snabdeva preko dva
bo
č
na postavljena ventilatora za uduvavanje (KBA)
Da bi se sredstvo za rastvaranje radi ponovne upotrebe oslobodilo iz
aktivnog uglja, u obratnom postupku se šalje vodena para kroz kazane
aktivnog uglja, koja ispira sredstvo za rastvaranje. Pošto sredstvo za
rastvaranje ima u odnosu na vodu nižu gusto
ć
u i odvaja se iz mešavine na
površinu, može se lako odvojiti od kondenzovane vodene pare.
.... Obimni i bo
č
ni registar
U mašinama duboke štampe su ve
ć
krajem 30-tih godina
primenjena prva postrojenja za regulaciju registra. Radi merenja registra i
regulisanje štampaju se registarske oznake na belu ivicu trake papira (ili
na mestima bez boje u pregibu).
U svakoj štamparskoj jedinici - po
č
ev od druge štamparske jedinice
- se njihov me
đ
usobni položaj registruje preko opti
č
kih senzora (danas
95

Procesi štampe
Grafi
č
ki procesi
Zatezni par
valjaka
Od{tampana
papirna traka
Uzdu`no
rezanje
u uske
trake
({tange)
Od{tampa
na papirna
traka
Jedna
preko
druge
polo`ene
uske
trake
({tange
sa
uzdu`nim
registrom)
Smer popre~nog
rezanja
Prevojni
cilindar
Ka izlazu
Cilindar sa
no`em za
savijanje
4 polo`aja
po 4 strane
Papirna traka (ulaz)
Puna {irina trake bi}e
izrezana u 14 uskih traka
Magacin
okretna
{ipka
Registar valjak
Zatezni
valjak
Prva polovina
paketa uskih
traka ({tangi)
(7 traka)
Drga polovina
paketa uskih
traka ({tangi)
(7 traka)
Zatezni
par
valjaka
No`
popre~nog
reza~a
Aparat za
{ivenje
Cilindar sa
no`em za
savijanje
Prevojni
cilindar
Dvostruko
izlaganje
Slika 4.24 Rezanje i savijanje u dubokoj štampi a) uzdužno b) zajedni
č
ko
.... Aparat za pregib za duboku štampu (falc-aparat)
U
pore
đ
enju sa aparatom za pregib za nepromenjljive formate
rotacionih ofset mašine,aparat za pregib mašina duboke štampe formatno
je varijabilan, pošto u dubokoj štampi može da se radi sa velikom
varijabilnoš
ć
u dužine odsecanja (razli
č
iti pre
č
nici cilindara forme).
Popre
č
no rezani slojevi za pregib se kod aparata za pregib
transportuju pomo
ć
u hvata
č
a (u ofset-aparatima za pregib se uglavnom
koriste punkture). Koristi se kod aparata za pregib sa hvata
č
ima odvojeni
ure
đ
aj za popre
č
no rezanje.
Posle
popre
č
nog rezanja paketa duga
č
kih traka (uzanih), tako
nastala signatura primeraka se izme
đ
u vo
đ
ica trake ubrzava, da se
prednjom rezanom ivicom dospe u otvorene hvata
č
e cilindra noževa za
pregib (falc-noževa). Ovi se odmah zatvaraju i transportuju signaturu
primeraka na obimu cilindra noževa za pregib.
Potreba puta za ubrzanje izme
đ
u reza
č
a za popre
č
no rezanje i
cilindra noževa za pregib je posledica varijabilnosti formata cilindara forme
duboke štampe.
U USA je uobi
č
ajeno da se upotrebljavaju aparati za pregib duple
širine (falc-aparati), pri
č
emu dva razli
č
ita proizvoda mogu jedan pored
drugog da se kre
ć
u u jednom aparatu za pregib.
Sam postupak izrade pregiba (falcovanja) se odvija prema istom
principu.. U nekom manjem broju slu
č
ajeva se u mašinma duboke štampe
ugra
đ
uju i pregibni levci da bi se mogli izra
đ
ivati formati sli
č
ni novinskim.
97
Procesi štampe
Grafi
č
ki procesi
.... Nosa
č
rolne
Nosa
č
i rolni kod mašina duboke štampe se u osnovi isporu
č
uju samo
u dvokrakoj izvedbi za "lete
ć
u" zamenu rolne. Unošenje rolni je zato
skroz automatizovano, a i podešavanje rolne pre uvla
č
enja steznih trnova
rolni se vrši automatski preko hidrauli
č
no pokretanog makazastog
podiznog stola.
Stezni trnovi imaju spoljni pre
č
nik od 150 mm (nasuprot najviše
primenjivanom standardu u rotacionom ofsetu od 75 mm), da bi bolje
mogli da prihvate teret, ali i da bi se preko ve
ć
eg pre
č
nika
č
aure spre
č
ile
oscilacije
č
aure neposredno pre zamene rolni usled dostizanja kriti
č
nog
broja obrtaja.
.... Primeri mašina
U nastavku su prikazane neke konfiguracije mašina duboke štampe
za ilustracije slike 4.25 do 4..
{tampanje
pole|ine trake
{tampanje prednje
strane trake
Podvo|enje trake
Slika 4.25 Parterna postavka mašine za duboku štampu sa nosa
č
em rolne
i aparatom za savijanje u istoj ravni
{tampanje pole|ine
{tampanje prednje strane
Slika 4.25 Složena postavka jedne štamparske mašine duboke štampe za
obostranu štampu sa ure
đ
ajem za savijanje u podrumu
98

Procesi štampe
Grafi
č
ki procesi
4.2 TAMPON
ŠTAMPA
Tampon štampa je postupak indirektne duboke štampe. Osnovni
princip štampanja realizuje se uz primenu tampona. Tampon je element
izra
đ
en od elastomera ili silikonskog kau
č
uka. Princip tampon štampe
prikazan je na slici 4.27.
U~vr{}ivanje
tampona u ma{ini sa
prstenom (konusom)
Nose}a
plo~a (drvo)
Tampon
(elastomer,
silikonski
kau~uk)
Boja
Kli{e
(forma
duboke
{tampe
3) Tampon se
izdi`e od kli{ea
i vodi prema
predmetu otiska
4) Tamponotiskuje
predmet
Dr`a~
predmeta
Potpuno preno{enje
boje (sa silikonskog
sadr`aja tampona)
1) Tampon i se
podi`e i sledi
ponovo faza
obojavanja
1) Tampon iznad
obojenog kli{ea
Slika 4.27 Skica osnovnog principa tampon štampe
Tampon je u
č
vrš
ć
en na nose
ć
u plo
č
u a nose
ć
a plo
č
a se uz pomo
ć
konusa ili nekog spojnog elementa vezuje za mašinu. Kliše - forma
duboke štampe je standardna forma duboke štampe sa udubljenim
štamparskim elementima i ispup
č
enim neštampaju
ć
im elementima preko
kojih se uliva boja. Sa rakelom se boja
č
isti sa neštampaju
ć
ih elemenata.
Tampon koji se nalazi iznad klišea se spušta do njega. Boja se prenosi
vakum efektom na tampon koji se podiže od klišea i pravolinijski dolazi
iznad podloge koja se odštampava. Tampon se spušta do podloge koja je
pri
č
vrš
ć
ena na drža
č
podloge za štampu i pritiskom prenosi boju na
podlogu. Po prenošenju boje na podlogu tampon se odvaja i sledi ponovna
faza uzimanja boje.
100
Procesi štampe
Grafi
č
ki procesi
Na osnovu sistema obojavanja štamparske forme (klišea) razlikuju se dva
sistema i to:
¾
otvoreni sistem za obojavanje klišea u tampon štampi
¾
zatvoreni sistem za obojavanje klišea u tampon štampi
.... Otvoreni sistem za obojavanje klišea
Otvoreni sistem za obojavanje klišea u tampon štampi je prikazan
na slici 4.28.
Nanosni
rakel
Glavni
rakel
Podizanje
tampona
Boja
Korito
za boju
1. Obojavanje
tampona
1) Polo`aj mirovanja: tampon iznad forme
pre uzimanja boje
Nanosni
rakel
Tampon je
preuzeo
boju
2) Nano{enje boje na {tamparsku formu
(sa sinhronim kretanjem predmeta
iznad tampona)
Glavni
rakel
3) Skidanje rakelom prekomerne boje sa
forme (kli{ea)
(tampon je sinhrono vo|en iznad kli{ea,
predmet je od{tampan)
Slika 4.28 Otvoreni sistem za obojavanje klišea
Osnovna
karakteristika
otvorenog
sistema za obojavanje klišea je
rakel sa sistemom nanošenja boje na štamparsku formu. Na nosa
č
u rakela
se nalaze nanosni rakel i glavni rakel. Nanosni rakel ima funkciju da
zahvati boju iz posude za boju i nanese je na formu duboke štampe. U
povratnom hodu se brišu neštampaju
ć
e površine štamparske forme. Posle
toga sledi kretanja tampona koji se obojava pritiskom na štamparsku
formu, zatim se podiže i prenosi do podloge za štampu. Pritiskom o
podlogu se boja na nju prenosi i može se zapo
č
eti ponovni ciklus za
odštampavanje slede
ć
e podloge za štampu.
101

Procesi štampe
Grafi
č
ki procesi
da se relativnim kotrljanjem i okretanjem tampona vrši odštampavanje
podloge. Ovaj postupak je nazvan kra
ć
e tamponprint a proizvodnja je
organizovana kao linijska.
Slika 4.30 Mašine tampon štampe
Slika 4.31 Kliše cilindar (štamparska forma duboke štampe) za rotacionu
tampon štampu
103
Procesi štampe
Grafi
č
ki procesi
Kli{e cilindar
Tampon
Posmak
Tampon
Kli{e cilindar
Slika 4.32 Rotaciona tampon štampa
Na slici 4.33 je prikazan spektar delova odštampanih tampon štampom.
Slika 4.33 Proizvodi otisnuti tampon štampom
104

Procesi štampe
Grafi
č
ki procesi
Nosilac štamparske forme u litografiji su kamene, cinkane ili
aluminijske plo
č
e. Litografski kamen je jedna vrsta gusto taloženog
kre
č
njaka. Prethodna priprema kamena se vrši brušenjem i gla
č
anjem sa
obe strane. Brušenje se može obavljati ru
č
no i mašinski. Razli
č
itim
postupcima se vrši iscrtavanje plo
č
e. Pripremljena plo
č
a se kvasi i obojava
i preko nje postavlja podloga na koju se prenosi otisak.
.... Svetlosna štampa
Svetlosna štampa još jedan postupak ravne štampe. Po
č
eci vode
unazad (1856) do A.L.Poitevin-a. Štamparska forma je staklena plo
č
a
debljine 10 mm. Umesto staklenih plo
č
a upotrebljavaju se i plasti
č
ne kao
staklo prozirne plo
č
e koje su u odnosu na staklo znatno ve
ć
e krutosti. Na
plo
č
u se nanosi svetlosno osetljivi želatinski sloj. Na staklenoj - podlozi se
naneti sloj osvetljava preko negativa i u nastavku razvija. Formiraju se
površine sa afinitetima fizi
č
ko hemijskih karakteristika kao u ofset štampi.
Posle kvašenja štamparske forme proizilazi diferencirano prihvatanje boje.
Kao i litografija i svetlosna štampa se primenjuje samo za umetni
č
ke
štampane proizvode (sa vrlo malim tiražima). Polutonovi se mogu
reprodukovati bez rasterovanja. Može se posti
ć
i visoki kvalitet štampe.
.... Dilito postupak ravne štampe
Dilito postupak ravne štampe
je postupak ravne štampe kod koga
štamparska plo
č
a direktno dolazi u kontakt sa materijalom na koji se
štampa. Razvijen je specijalno za štampanje novina. Prednost postupka se
sastoji u tome da se mogu primeniti tradicionalne rotacione štamparske
mašine visoke štampe. Štamparske jedinice ovih mašina su modifikovane
ugradnjom jedinice za kvašenje. Štampanje je vršeno pomo
ć
u
konvencionalnih štamparskih plo
č
a koje su me
đ
utim specijalno
presvla
č
ene za vrlo visoke zahteve zbog direktnog kontakta sa papirom i
zahteva stalnih visokih tiraža u štampanju novina. Postupak je imao samo
prolazno zna
č
enje. Kod novih investicija u pogonima za štampanje novina
je ovaj postupak zamenjen rotacionim ofset štamparskim mašinama
.... Ofset štampa
Ofset
štampa
je najzna
č
ajniji postupak ravne štampe. To je
indirektan postupak ravne štampe. Boja sa štamparske forme prvo se
prenosi na elasti
č
ni me
đ
uprenosilac, gumirano platno i onda na
štamparski materijal. Osnovni princip ofset štampe je predstavljen na slici
5.2.
Postupkom ofset štampe se danas može proizvesti cela paleta štampanih
medija u visokom kvalitetu, od pojedina
č
nog prospekta do visokovrednog
kataloga.
Ofset štampu karakterišu dva štamparska procesa vezana za štamparsku
formu i to:
¾
konvencionalni postupak, postupak sa vlaženjem i
¾
bezvodni postupak
Kod konvencionalnog postupka ofset štampe se kvašenje
štamparske plo
č
e vrši sredstvom za kvašenje (voda sa dodacima).
106
Procesi štampe
Grafi
č
ki procesi
Sredstvo za kvašenje se preko valjaka za kvašenje nanosi na plo
č
u
u vrlo finom filmu. Površine bez slika na plo
č
i su hidrofilne što zna
č
i
primaju vodu, površine koje primaju boju su oleofilne. Za ofset štampu su
od ure
đ
aja potrebni jedinica za boju i jedinica za kvašenje. Tipi
č
na
kompletna štamparska jedinica je prikazana na slici 5.3.
Ure|aj za
Obojenje(simboli~no)
Cilindar za formu
Obojenje
[tamparska
forma
Podru~je prenosa
boje
Hidrofilne povr{ine
Cepanje boje
Vla`enje
Gumeni
cilindar
Cilindar za pritisak sa
materijalom za {tampu
(tabak ili rolna)
Ure|aj za
vla`enje
Slika 5.2
Ofset štampa (ravna štampa - princip)
Ure
đ
aj za
boju
Ure
đ
aj za
vlaženje
Cilindar
štamparske
forme
Gumirani
cilindar
Pritisni
cilindar
Slika 5.3 Tipi
č
na štamparska jedinica ofset štampe
107

Procesi štampe
Grafi
č
ki procesi
Za razumevanje stvarnog prenosa boje u ofsetu treba uzeti u obzir
da pored umrežavanja uvek dolazi i do cepanja filma te
č
nosti koji su u
me
đ
usobnom kontaktu. Ako se dodiruju film boje i vodeni film
me
đ
usobno, onda za prenos boje nije merodavno da li sledi odbijanje
nego u kom preseku te
č
nosti nastaje cepanje. Ovo poslednje jako zavisi
od kohezije filma te
č
nosti, pri
č
emu ofset boje imaju visoku koheziju.
Preko ove visoke kohezije nastaje cepanje u vodenom filmu. Pošto
se uglavnom vodeni film cepa uzrokuje svaki kontakt izme
đ
u štamparske
boje i vode da na filmu boje ostane vode (koja i u emulgiranoj formi
može da prodre u boju). Koeficijent kvašenja tada još daje informaciju da
li se voda na površini prijanja ili ne. Da štamparska boja ne bi odbila vodu
tako
đ
e napon grani
č
nih površina izme
đ
u štamparske boje i vode nesme
da bude previše velik. Ispitivanja su pokazala da napon grani
č
nih površina
uti
č
e pre svega na vodu apsorbiranu na površini boje, udeo emulgirane
vode me
đ
utim zavisi od kohezije štamparske boje.
Pošto se na površini filma boje štamparske forme nalazi voda dalje
je potrebno da štamparska boja može pri ubojavanju da potisne vodu sa
mesta slika (vodeni film prvi dolazi preko mehanizma za kvašenja na
mesta slike). Ovo nestvara probleme ukoliko je mesto slike ve
ć
ubojeno.
Centralno zna
č
enje pripada štamparskoj plo
č
i i njenim specijalnim
osobinama, štamparskoj boji i sredstvu za kvašenje. U konvencionalnoj
ofset štampi se naizmeni
č
no dejstvo površinskog napona izme
đ
u
štamparske forme i boje postiže dodatkom sredstva za kvašenje.
Bezvodna ofset štampa koristi isti osnovni princip, me
đ
utim sa
drugim kombinacijama površina odnosno materijala. Površina bezvodene
štamparske forme je od silikonskog sloja koja jako odbija boju.
Štamparskoj boji se umeša silikonsko ulje tako da se pri kontaktu izme
đ
u
boje i štamparske forme stvara razdvajaju
ć
i sloj. Boja se prima samo na
onim mestima štamparske forme na kojima je odstranjen silikonski sloj.
Bezvodena ofset štampa zahteva visoki viskozitet boje. Naro
č
ito kroz
proces valjanja u mehanizmu za bojenje zagrevaju se valjci za nanošenje
boje izvan dozvoljenih granica (do 50
o
C stepeni). U ovom postupku
nedostaje dejstvo hla
đ
enja sredstva za vlaženje. Da bi se izbeglo
stvaranje tonova treba mehanizam za bojenje temperaturno regulisati.
Ovo može da se vrši ili preko valjaka za razribavanje kroz koje prolazi
voda ili strujom vazduha (
č
esto u kombinaciji sa hla
đ
enjem cilindra).
Temperatura valjka za nanošenje boje ne bi trebala da prelazi 28
o
do 30
o
C. Bez vodena ofset štampa je naro
č
ito pogodna za fine i vrlo fine
rastere (mali rast ta
č
aka). Pošto komponenta sredstva za vlaženje otpada
mogu
ć
e je jednostavnije podešavanje štamparskog mehanizma
č
ime se
brzo postiže kvalitet brzog - neprekidnog štampanja. Nedostatak je da
nedostaje dejstvo
č
iš
ć
enja sredstva za kvašenje i lako se hvataju
ne
č
isto
ć
e i papirna prašina na gumeno platno i štamparskoj formi.
.... Uticajni parametri na ofset štampu
Korektno i pouzdano odvijanje ofset procesa je zavisno od mnogih
hemijskih i fizikalnih parametara materijala i komponenti koji u
č
estvuju u
procesu. Na slici 5.6 su prikazani najvažniji uticaji:
109
Procesi štampe
Grafi
č
ki procesi
•
Uticaj štamparske forme
- Površinski napon elemenata
koji vode boje,
- Površinski napon elemenata
koji vode sredstvo za vlaženje,
- Hrapavost površine naro
č
ito
površine bez boje,
- Kapilarnost, mikrostruktura
neštampaju
ć
e površine,
- Izbor materijala,
- Koraci pri izradi ofset
štamparske plo
č
e.
•
Uticaj valjaka za boju
- osobine materijala presvlake
valjaka,
- površinski napon materijala
valjaka,
- hrapavost površine,
- niskoelasti
č
ne osobine gumenih
obloga,
- postavljanje, podešavanje,
- centri
č
nost (bacanje).
•
Utcaj gumiranog platna
- površinski napon gumiranog
platna,
- hrapavost površine,
- kompresibilnost,
- ponašanje u pogledu prijema i
predavanja boje,
- ponašanje pri prenošenju
vrednosti tonova,
- postavljanje, ponašanje u
osloba
đ
anju, tvrdo
ć
a, stabilnost
dimenzija.
•
Utcaj štamparske boje
- površinski napon, napon grani
č
nih
površina prema sredstvu za
vlaženje,
- reološke osobine (viskozitet,
te
č
ljivost..),
- temperaturno ponašanje,
- ponašanje u pogledu prijema
sredstva za vlaženje (odstojanje
granica mazanja - granice
mazanja - vode),
- ponašanje pri kretanju,
- sastav štamparske boje,
- ponašanje sušenja
•
Uticaj sredstva za kvašenje
- tvrdo
ć
a vode,
- ne
č
isto
ć
a vode,
- dodaci sredstvu za vlaženje
(alkohol, deterdžent pufer
supstanca),
- pH vrednost, površinski napon,
- reološke osobine (viskozitet)
- zavisnost reoloških vrednosti od
temperature.
•
Uticaj materijala koji se
odštampava
- osobine štampanja (glatkost,
sposobnost upijanja,
sposobnost umrežavanja)
- pH vrednost štamparskih
materijala,
- osobine sposobnosti pritiskanja
- presovanja (ponašanje,
zatezanje, rastezane,
č
upanje,
kidanje).
•
Uticaj štamparske mašine (na
kvalitet štampe i stabilnost
procesa)
- konstrukcija štamparskog
mehanizma (preciznost,
stabilnost, ublažavanje vibracija
itd)
- koncept mehanizma za bojenje
(prednje optere
ć
enje, zadnje
optere
ć
enje, slobodna površina,
bez naknadnog dejstva)
- koncept mehanizma za vlaženje
( kontaktno vlaženje,
bezkontaktno vlaženje)
- konstrukcija sistema za dovod
boje (doziranje boje)
- podešavanje temperature
UTICAJNI PARAMETRI NA OFSET ŠTAMPU
110

Procesi štampe
Grafi
č
ki procesi
kopiranja: pozitivna i negativna kopija. Oni zahtevaju razli
č
ito
osvetljavanje za izradu slike to zna
č
i razli
č
ite prethodno izra
đ
ene filmove
(slika 5.8).
Svetlosno osetljivi sloj
Osvetljenje
Noseca
folija
Sloj filma
Štampa-
rska ploca
Aluminijski nosac
Osvetljenje
Sloj filma
Aluminijski nosac
Poliester
predložak
Štamparska
ploca
1. Osvetljavanje pod
vakumom
Kopirni predložak/
pozitiv film(svetlosno
nepropusna mesta
su u štampi nosioci
boje
Kopirni predložak/
negativ
film(svetlosno
propusna mesta
su u štampi nosioci
boje
Razlaganje
kopirnog sloja
Prihvatanje
boje
Otvrdnjavanje
kopirnog sloja
Razvijanje
(neosvetljena
mesta se vade)
a)
b)
Prihvatanje
boje
1. Osvetljavanje pod
vakumom
Slika 5.8
Postupci okpiranja (šematski) kod
a) pozitiv štamparskih plo
č
a b)negativ štamparskih plo
č
a
Kod pozitiv kopije se za konvencionalnu izradu štamparske plo
č
e
koristi pozitiv film kao kopirni predložak, to zna
č
i zacrnjeni delovi filma
koji ne propuštaju svetlost odgovaraju elementima površine koje prenose
boju na štamparskoj plo
č
i. Kao što je prikazano na slici 5.8a pada svetlost
pri kopiranju na površine koje su bez boje pri
č
emu se svetlosno osetljivi
kopirni sloj "razlaže - rastavlja ". Ovo u procesu razvijanja ima za uzrok
osloba
đ
anje površina bez slika - u ovom primeru aluminijuma. Ovaj
postupak ima nedostatak da se ivice filma i prašina, reflektuju odnosno
prenose kao bojno nose
ć
i elementi površina.
Kod negativ kopija sa "negativ štamparskim plo
č
ama" koristi se
jedan negativ film kao kopirni predložak, to zna
č
i bojno nose
ć
a mesta
slike štamparske plo
č
e odgovaraju svetlosno propusnim svetlim mestima
na filmu.
Mnoge štamparske plo
č
e se mogu posle razvijanja radi pove
ć
anja
trajnosti termi
č
ki naknadno obraditi (termi
č
ki otvrdnuti). Štamparske
plo
č
e na bazi poliestera umesto aluminijuma se zbog svoje manje
stabilnosti forme prvenstveno koriste za manje formate kao i za
jednobojne ili višebojne radove srednjeg kvaliteta. Radi obezbe
đ
ivanja
kvaliteta i kontrole pri izradi štamparskih oplo
č
a se zajedno kopiraju
kontrolni elementi. Za to stoje na rasplolaganju standardizovani element
npr. prema konceptu standardizacije FOGRA ili UGRA.
.... Termi
č
ke štamparske plo
č
e
Pored konvencionalnih sistema štamparskih plo
č
a razvijene su
termi
č
ke štamparske plo
č
e za digitalno oslikavanje (CTP tehnologije).
Kao primer za jednu štamparsku plo
č
u kod koje se oslikavanje vrši
preko termi
č
ke ablacije sa laserskim svetlom, prikazana je na slici 5.9
plo
č
a "suvog" ofseta na poliester bazi.
112
Procesi štampe
Grafi
č
ki procesi
Laserski zrak
(oslikavanje)
Površina koja
prima boju
Površina koja
odbija boju
Silikonski sloj
Nose
ć
i sloj
Toplotno
apsorbovan
sloj
Slika 5.9 Suva ofset plo
č
a sa digitalnim oslikavanjem kroz termi
č
ku
ablaciju (Heidelberg/prestek)
a) konstrukcija plo
č
e sa oslikavanjem b) REM- Snimak površine plo
č
e
.... Štamparska boja
U ofset štampi koriš
ć
ena štamparska boja po pravilu je visoko
viskozna mešavina od osnovnih sastavnih delova pigment boje, vezivnog
sredstva, dodatnih materijala i nose
ć
ih supstanci. Pigmenti boje su
organske ili neorganske prirode. Oni definišu ton štamparske boje.
Pigmenti se sastoje iz
č
vrstih neujedna
č
eno formiranih
č
estica u rasporedu
veli
č
ina od 0,1 do 2
μ
m. Vezivna sredstva su potrebna za vezivanje na
materijal za štampu pigmenata koji se nalaze u formi praha. Sredstva za
vezivanje stvaraju uz to zaštitni film oko pigmenata da bi ovi bili zašti
ć
eni
od mehani
č
kog skidanja.
Prema štamparsko tehni
č
kim zahtevima, postupcima i
specifi
č
nostima uzima se sredstvo za vezivanje iz odgovaraju
ć
ih sirovina.
Za izradu štamparskih boja pripremljena vezivna sredstva nazivaju "
firnis". U na
č
inu recepture, pripremi i kombinaciji pojedinih sirovina u
izradi vezivnih sredstava nalazi se zapravo "know how" proizvo
đ
a
č
a
štamparske boje.
Dodatni materijali dodaju se štamparskoj boji radi postizanja ciljnih
osobina. Tako
đ
e nazvani i pomo
ć
na štamparska sredsta koriste se
uglavnom onda kada nastupe specijalne štamparske teško
ć
e. Nose
ć
e
supstance za ofset boje su npr. mineralna ulja. Ona ispunjavaju
transportnu funkciju boje i odstranjuju se sušenjem (isparavaju).
Konvencionalne ofset boje suše se isparavanjem i prema tipu boje i
oksidacijom. Pored ovih najviše koriš
ć
enih boja postoje takve koje
otvrdnjavaju preko umrežavanja zra
č
enjem (UV i elektronsko zra
č
enje).
Sastav ovih boja je potpuno druga
č
iji od konvencionalnih boja. UV - boje
postoje kako za konvencionalnu (sa sredstvom za vlaženje) tako i za
bezvodenu ofset štampu.
113

Procesi štampe
Grafi
č
ki procesi
"odštampa" (potroši) mora ponovo da se dovede sistemu. Bilans koli
č
ine
izme
đ
u dovo
đ
enja i odvo
đ
enja boje mora da se izjedna
č
i kada se žele
izbe
ć
i odstupanja u debljini sloja boje na štamparskoj slici.
Pored
izjedna
č
enog bilansa koli
č
ine, za kvalitet štampe je od
odlu
č
uju
ć
eg zna
č
aja i konstantnost debljina sloja boje na štampaju
ć
im
mestima štamparske plo
č
e odnosno štampanim mestima na materijalu za
štampu. Postulat ofset štampe je da teorijski svugde na štamparskim
tabacima postoji ista debljina sloja boje. Kriterijimi koji odre
đ
uju kvalitet
su time:
¾
vremenska kolebanja srednje debljine sloja boje (bilans koli
č
ine) i
¾
konstantnost debljine sloja boje na štampaju
ć
im elementima
štampaju
ć
e plo
č
e odnosno odštampanim mestima na štamparskom
materijalu
Ove
veli
č
ine su zavisne od konstrukcije mehanizma za boju. Od
hrapavosti štamparskog materijala, mikrogeometrije štamparske plo
č
e i
gumiranog platna kao i reoloških osobina štamparske boje zavisi
prvenstveno mikroskopska punotonska pokrivenost - pojedinih raster
ta
č
aka - na štamparskom materijalu.
U mehanizmu za boje prema slici 5.11 vrši se dovo
đ
enje boje
diskontinualno preko osciluju
ć
eg valjka (podiza
č
a H).
POSUDA ZA
BOJU
DUKTOR
VALJAK
VALJAK
PODIZA
Č
VALJAK
JAHA
Č
MEHANIZAM
ZA
BOJU
VALJAK
RAZRIBA
Č
VALJAK
NANOSA
Č
BOJE
MEHANIZAM
ZA
VLAŽENJE
CILINDAR
ŠTAMPARSKE
FORME
(CILINDAR
PLO
Č
E)
GUMIRANI
CILINDAR
PRITISNI
CILINDAR
Slika 5.11 Šema mehanizma za boju i vlaženje jedne ofset mašine
115
Procesi štampe
Grafi
č
ki procesi
Ovaj poslednji prima od duktor valjka relativno debelu traku boje i
prenosi "prekotrljavanjem" jedan deo te trake boje na prvi valjak ozna
č
en
sa SO mehanizma za boje. Izbor otvora zone boje a, obrtno kretanje
duktor valjka D (uglavnom diskontualno), taktno vreme podiza
č
a
(frekvencija podiza
č
a) i obimne brzine valjaka boje, parametar su za
doziranje preko valjka SO unete koli
č
ine boje. Pored sistema sa
diskontinualnim dovo
đ
enjem boje postoje i sa kontinuiranim
snadbevanjem (tkz. filmski mehanizmi boje).
Svi valjci mehanizma boje (osim valjaka D i H) imaju istu obimnu
brzinu kao cilindar plo
č
e odnosno gumirani cilindar. Sistem radi gotovo
bez proklizavanja, ako se izuzme neznatno proklizavanje istezanja
uslovljenog deformacijom izme
đ
u krutih (metalnih) i elasti
č
nih
(gumiranih) valjaka. Naneta traka boje se višestruko cepa i premešta.
Koli
č
ina lagerovanog volumena boje u mehanizmu boje zavisi od broja
valjaka boje odnosno njihovih površina. Kod optimalnog projektovanja
može se po
ć
i od toga da valjci za nanošenje boje od A
1
do A
4
na
štampaju
ć
im mestima cilindra plo
č
e izgra
đ
uju relativno konstantan film
štamparske boje. To zna
č
i posle poslednjeg valjka za nanošenje A4
nezavisno od štamparske slike nose
ć
e površine boje budu ubojene sa
približno konstantnom debljinom sloja boje.
U zoni štampanja (izme
đ
u gumiranog i pritisnog cilindra) dovodi se
jedan deo filma štamparske boje materijalu za štampanje. Ofset
štamparske plo
č
e se odlikuju time da se štampaju
ć
a i neštampaju
ć
a
mesta nalaze u jednoj ravni. Za separaciju se koristi sredstvo za vlaženje
koje se kao vrlo tanak film sa mehanizma za vlaženje nanosi na
štamparsku plo
č
u. Jedan deo sredstva za vlaženje se uštampava, jedan
deo emulgira u boju i jedan deo ispari.
"Odštampana"
koli
č
ina boje i utrošena koli
č
ina sredstva za vlaženje
moraju pri izjedna
č
enom bilansu koli
č
ina da odgovaraju trenutno
dovedenim koli
č
inama. Ako to nije slu
č
aj, dobijaju se vremenske promene
srednje debljine sloja boje.
Diskontinualno
dovo
đ
enje boje (sistem valjka podiza
č
a i duktor
valjka) kao i diskontinualno prenošenje boje na štamparski materijal
(neštampaju
ć
i i štampaju
ć
i elementi na štampaju
ć
oj plo
č
i) uslovljavaju da
se nemože realno govoriti o egzaktnom kontinualnom, konstantnom toku
boje. Moraju se uzeti u obzir procesi cepanja boje izme
đ
u pojedinih
kontaktnih mesta kao i grananje prenosa boje u mehanizmu boje.
U pojednostavljenom modelu ubojavanja pomo
ć
u jednog valjka za
nanošenje boje treba da se objasni nastajanje posledi
č
nih efekata kod
nanošenja boje (slika 5.12). Sloj sredstva za vlaženje kod ovog modela za
sada netreba uzeti u obzir. Pre ubojavanja nalazi se na valjku za
nanošenje boje jedan sloj boje sa debljinom S
1
. Štampaju
ć
i elementi
forme na štamparskoj plo
č
i nose sloj ostatka boje sa debljinom S
2
. Posle
ubojavanja, time ima štampaju
ć
i elemenat na štamparskoj plo
č
i novi sloj
boje S
4
i na pridodatnom mestu na valjku za nanošenje boje ostaje sloj
boje sa debljinom S
3
. Pri primeni faktora cepanja boje
α
proizilaze debljine
sloja boje (pod pretpostavkom da postoje zatvoreni filmovi boje a ne kao
na slici 5.12 prikazano u segmentima) S
3
i S
4
su:
116

Procesi štampe
Grafi
č
ki procesi
Teoretski put odgovara modeliranju (simulaciji) transporta boje i
sredstva za vlaženje u mehanizmu boje pomo
ć
u odgovaraju
ć
eg ra
č
unskog
programa uz primenu kompjutera.
Osnovni elementi teorijskog modela za prora
č
un transporta boje i
sredstva za vlaženje su funkcije prenošenja boje. U ofset mehanizmu boje
treba razlikovati dva slu
č
aja prenošenja boje. Kod stvarnog procesa
štampanja se boja i sredstvo za vlaženje prenose na još ne odštampanu
površinu ( kod naštampavanja boje se uglavnom nanose na predštampanu
površinu papira - prenosi se slede
ć
a boja).
Ovde osobine površine (npr sposobnost umrežavanja. poroznost i
hrapavost) štamparskog materijala igraju odlu
č
uju
ć
u ulogu. Cepanje boje
se pri prisustvu sredstva za vlaženje više nemože opisati pomo
ć
u
konstantnog faktora cepanja boje. Faktor cepanja boje je zavisan od
nošenja sredstva za vlaženje.
Prikazana šema (slika 5.11) mehanizma boje pokazuje tipi
č
an prednji
optere
ć
eni raspored. Preko prvih valjaka za nanošenje boje A
1
i A
2
se
dovodi glavna struja boje štamparskoj plo
č
i. Valjci A
3
i A
4
prenose samo
malu koli
č
inu boje na štamparsku plo
č
u i u suštini imaju funkciju gla
č
anja.
Jedna ra
č
unska procena daje slede
ć
a procentulna u
č
eš
ć
a kona
č
ne debljine
sloja S
4
koje se dovode preko pojedinih valjaka za nanošenje:
A
1
= 45%, A
2
= 38%, A
3
= 10% A
4
=7%).
To
zna
č
i da se postoje
ć
a kolebanja debljine sloja na štampaju
ć
im
elementima forme štamparske plo
č
e otklanjaju. U idealnom slu
č
aju bi svi
štampaju
ć
i elementi štamparske forme imali istu debljinu sloja boje. U
stvarnosti postoje kolebanja debljine sloja. Što su ona manja to je bolji
kvalitet ubojavanja mehanizma boje. On se definiše kroz stepen forme
nejednakosti
η
η
= {(Smax - Smin)/Ssr} x 100%
Smax
- maksimalna debljina sloja boje na štampaju
ć
im elementima
forme
Smin
- minimalna debljina sloja boje na štampaju
ć
ih elementinma
forme
Ssr
-
aritmeti
č
ka srednja vrednost debljina slojeva boje svih
štampaju
ć
ih elemenata forme.
Teorijska i prakti
č
na ispitivanja su pokazala da mehanizmi boje
prednjeg optere
ć
enja pokazuju izrazito bolje ponašanje ubojavanja od
sistema zadnjeg optere
ć
enja. Zato su moderni ofset mehanizmi boje u
rotacionim i taba
č
nim mašinama po pravilu konstrusani kao sistemi
prednjeg optere
ć
enja. Dalja mogu
ć
nost upravljanja kvalitetom ubojavanja
se sastoji u tome da se na valjke u glavnoj struji boje postave dodatni tzv.
"jaha
č
i" valjci, koji gla
č
aju film boje (slika 5.11, slika 5.13).
Na slici 5.14 su prikazane razne izvedbe mehanizama boje razli
č
itih
proizvo
đ
a
č
a koje su patentno zašti
ć
ene.
Mehanizmi boje sa valjcima se sastoje iz više naizmeni
č
no krutih i
elasti
č
nih valjaka. Kruti valjci (tvrda površina) vrše u aksijalnom pravcu
118
Procesi štampe
Grafi
č
ki procesi
č
esto aksijalno kretanje (nazvani i valjci razriba
č
i), da bi se otklonili kanali
boje koji bi ina
č
e nastali u pravcu rada mašine.
Duktor valjak
Valjak podiza
č
za
prenos boje
Me
đ
uvaljak
Valjak
razriba
č
Cilindar plo
č
e
Film boje sa
smetnjama
Grupa za gla
č
anje
(ravnanje)
Film boje siromašan
- sa maloposledi
č
nih
dejstava
Z
Z
G
Z
G
G
1
2
3
1
2
3
Slika 5.13 Mehanizam boje sa sistemom za gla
č
anje debljine sloja na
cilindru plo
č
e
Slika 5.14 Koncepti mehanizma za boju za ofset štamparske mehanizme
a - speed master 102 Heidelberg, b-Roland 700 MAN Roland,
c-Rapida 104 KBA
Za novinske štamparske mašine upotrebljavaju se i tkz. zonsko od
boje slobodni mehanizmi kratke boje ili aniloks mehanizmi boje (slika
5.15). Ovi mehanizmi boje su bitno jednostavnije gra
đ
eni i imaju veliku
prednost da se zbog male sposobnosti sadržaja boje mehanizam boje
nalazi u stabilnoj ravnoteži posle samo malog broja obrtaja. Glavni
nedostatak ovih sistema je potreba koriš
ć
enja štamparskih boja sa nižim
viskozitetom nego kod konvencionalnih mehanizama boje. Time nastaju
velika pove
ć
anja tonova u štampi.
Aniloks valjak
ima sli
č
no cilindru duboke štampe
č
ašice koje sve
imaju isti volumen punjenja. Kroz rakelovanje (brisanje) viška boje treba
zbog trenja, danas raspoloživi materijali za izradu - raster valjaka da budu
119

Procesi štampe
Grafi
č
ki procesi
Rezervoar za boju
Nož za boju
Vijak za
regulaciju
Podloga
Pritisni
valj
č
i
ć
Slika 5.16 Rezervoar za boje sa propusnim nožem za boju i zonskim
vijcima
Kod sistema boja Heidelberg AG - štamparskih mašina (slika 5.17)
se film boje, definisan debljinom, stvara na duktor - valjku, zajedni
č
kim
Debljina sloja boje
Duktor
boje
Folija
za
prekri-
vanje
Cilindar
za
pode-
šavanje
Folija
kutije
za
boju
Cilindar za
podešavanje
Profil
boje
Debljina
sloja
boje
Zona
boje
Štamparski
tabak
Širina
trake
boje
Otvor zone boje
Ure
đ
aj za doziranje boje
Slika 5.17 Kutija za boje CPC sa zonskim, podešavanjem bez nuzdejstva,
dovodom boje a) kutija za boje, b) ekscentar za podešavanje (cilindar
za podešavanje), c) kutija za boje u štamparskom mahanizmu, d) šema
za zonski dovod boje (Heidelberg)
dejstvom duktora i cilindra za podešavanje (ekscentra za podešavanje).
Cilindar za podešavanje ima ekscentar, koji se završava kratko pre
krajeva cilindra, tako da nastaju prstenovi, koji se naslanjaju na duktor.
Kao što se na slici 5.17b vidi, nastaju na duktor - valjku podru
č
ja
bez boje usled naslanjanja ekscentara za podešavanje.
Valjci sa aksijalnim kretanjem u mehanizmu za boje izjedna
č
uju, u
celini zatvoreni film boje koji se dovodi štamparskoj plo
č
i.
121
Procesi štampe
Grafi
č
ki procesi
Izme
đ
u duktora i cilindara za podešavanje se još postavlja folija za
prekrivanje, koja uz to olakšava
č
iš
ć
enje kutije za boje. Ovaj sistem se
kompenzuje automatski, preko konstrukcije, (neta
č
nosti u okretanju
duktora i tako
đ
e toplotna izduženja), tako da se može govoriti o
samostabilizuju
ć
oj konstrukciji.
Pored toga su razvijeni drugi sistemi, kao zasuni za boje (šiberi),
noževi za boje sa prorezom i sistemi rakela (slika 5.18).
Motor za pogon
ekcentra
Ekcentar
Zasun za
boju
Vreteno za
podešavanje
Pogon
Folija za
zaptivanje
proreza
Prorezani nož za
boju (prorezan u
zonskom razmaku
od 32,5 mm)
Štamparska
boja
Duktor
valjak
Element za
podešavanje
za svaku
zonu boje
Pogon
Sloka 5.18 Sistemi posuda za boje sa zonskim podešavanjem (bez
nuzdejstva) a) sistem poluge za doziranje (Modell Colortronic, KBA); b)
sistem zasuna za boju ("šibera") (Modell RCI/CCI, MAN Roland);
c) sistem noža za boju (Modell CPC/Web, Heidelberg)
122

Procesi štampe
Grafi
č
ki procesi
doziranje koli
č
ine sredstva za kvašenje mora onda da bude vrlo ta
č
no,
pošto višak sredstva za kvašenje sa štamparske forme ne može ponovo
da otekne nazad u mehanizam za kvašenje. Ovi mehanizmi za kvašenje se
ozna
č
avaju kao "mehanizam za kvašenje
č
etkama i mehanizmi za
kvašenje izbacivanjem" (centrifugalni).
Mehanizmi za kvašenje podiza
č
i (slika 5.19a) imaju
č
esto valjke za
nanošenje vlage (sredstva za kvašenje) koji su presvu
č
eni materijalima
sposobnim da upijaju (na pr. pliš). Ovi stemi imaju izuzetno visoku
inertnost u pogledu potrebne promene koli
č
ine sredstva za kvašenje koja
se dovodi, pošto presvlaka od štofa kao veliki sadržalac sredstva za
kvašenje po
č
inje da dejstvuje. Ova presvlaka od štofa ima uz to još druge
procesno-tehni
č
ke nedostatke:
¾
visok trošak održavanja,
¾
veliki udeo Makulatur -a usled sporog dostizanja ravnoteže boja -
sredstvo za kvašenje,
¾
č
este smetnje usled
č
upanja strukture presvlake (uglavnom posle
novog presvla
č
enja),
¾
č
esto neravnomerna raspodela sredstva za kvašenje preko širinom
¾
č
esta opasnost nanošenja previše sredstva za kvašenje.
Mehanizmi za kvašenje filmom (slika 5.19b) rade bez valjka podiza
č
a i
štofane presvlake, ali po pravilu trebaju alkoholne dodatke ili specijalne
dodatke za sredstvo za kvašenje. Sistemi mehanizma za kvašenje koji
dejstvuju direktno na plo
č
u kvase štamparsku plo
č
u preko sopstvenih
valjaka za nanošenje sredstva za kvašenje.
Indirektni sistemi za kvašenje (slika 5.19c) sredstvo dovode jednom
valjku za nanošenje boje, koji onda štamparsku boju i sredstvo za
kvašenje u disperziono raspodeljenoj formi (sredstvo za kvašenje tako
đ
e i
kao "površinska voda") dovodi plo
č
i.
Mehanizmi za kvašenje bez kontakta (slika 5.19 d i e) su centrifugalni
- turbo - ili sa
č
etkama mehanizmi za kvašenje, kod kojih se sredstvo za
kvašenje u formi fino raspodeljenih kapljica izbacuje na štamparsku plo
č
u.
Odnosi površinskih napona moraju da obezbede brzo razdvajanje kapljica.
Pošto nanošenje kapljica u odnosu na nanošenje filma ima
odlu
č
uju
ć
e nedostatke, u podru
č
ju akcideni
č
ne štampe se prvenstveno
koriste mehanizmi za kvašenje filmom. Glavna prednost centrifugalnih
mehanizama za kvašenje se sastoji u upravljanju koli
č
inom sredstva za
kvašenje popre
č
no na pravac štampanja. Štamparske boje primaju
sredstvo za kvašenje do izvesnog stepena. Govori se o "emulziji".
fizikalno-hemijski klasifikovanoj, kod ofseta postoji disperzija boja - voda.
Sredstvo za kvašenje se u formi kapljica nalazi smešteno u štamparskoj
boji, ali delom leži slobodno i na sloju boje.
Kada
veli
č
ina kapljica sredstva za kvašenje pre
đ
e ispod odre
đ
ene
vrednosti, proces ofset-štampanja se odmah "ruši", to zna
č
i nema više
ravnomernog prenosa boje zavisnog od štamparske forme. Male kapi
sredstva za kvašenje dovode do toga da više ne može da dolazi do
124
Procesi štampe
Grafi
č
ki procesi
separacije na štampaju
ć
e i neštampaju
ć
e elemente forme. Nastaje odmah
toniranje, to zna
č
i neštampaju
ć
i elementi forme štampaju.
Kao kod mehanizama za boju postoje i kod mehanizama za kvašenje
koncepti koji dozvoljavaju da se menja put i raspodela nanošenja sredstva
za kvašenje - na pr. kroz uklju
č
ivanje i isklju
č
ivanje valjaka za
premoš
ć
avanje do mehanizma za boju (slika 5.19b). Preko promenljivih
pogonskih odnosa valjaka mehanizma za kvašenje (proklizavanje) može
se uz to promeniti koli
č
ina i posti
ć
i efekti
č
iš
ć
enja na štamparskim
plo
č
ama.
.... Štamparski mehanizam
Tipi
č
ni štamparski mehanizam jedne taba
č
ne štamparske mašine u
rednom na
č
inu gradnje prikazan je na slici 5.20.
Cilindar
plo
č
e
Gumirani
cilindar
Štamparski
cilindar
Sistem
hvata
č
a
Zup
č
asti
pogon
Cilindar plo
č
e
Prstenovi
Prstenovi
Štamparski
cilindar
Upravljanje
hvata
č
ima
Štamparski
tabak
Gumeni
cilindar
Slika 5.20 Štamparski mehanizam taba
č
ne ofset štamparske mašine
a) raspored cilindara i b)klizni (šmic) - prstenovi, zup
č
asti pogon i
upravljanje hvata
č
ima u taba
č
nom ofsetu (Heidelberg)
Vrlo
uproš
ć
eno prikazano, sastoji se takav štamparski mehanizam
pored ve
ć
opisanog mehanizma za boje i za kvašenje, iz cilindra plo
č
e sa
štamparskom plo
č
om, gumenog cilindra sa gumenim platnom
pri
č
vrš
ć
enim na njemu i štamparskog cilindra. Cilindar plo
č
e sa obojenom
štamparskom formom "okretanjem obuhvata" obim gumenog cilindra.
Gumeni cilindar opet " okretanjem obuhvata " obim štamparskog cilindra,
na kome je pomo
ć
u hvata
č
a fiksiran papirni tabak za odštampavanje.
Linija dodira izme
đ
u gumenog cilindra i štamparskog cilindra naziva se
štamparski procep.
Kod štamparske plo
č
e se u principu radi o limu debljine do 0,3 mm
ili folije, koji nosi elemente slike datog sadržaja boje. Gumeno platno je
izmenljiva obloga cilindra debljine oko 2 mm, izra
đ
ena iz viskoelasti
č
nog
materijala i slojeva tkanja.
Na šematskom prikazu (slika 5.20 a) primetno, obim cilindra plo
č
e
je sa prekidom. On ima žljeb u aksijalnom pravcu, zatezni kanal plo
č
e.
Ovaj žljeb služi za prihvatanje steznog ure
đ
aja plo
č
e. Isto tako ima
gumeni cilindar kanal za prihvatanje steznog ure
đ
aja za gumeno platno i
štamparski cilindar kanal za smeštaj sistema hvata
č
a.
125

Procesi štampe
Grafi
č
ki procesi
uležištenja dimenzionisati za velike sile. Dalje moraju zbog zahteva u
pogledu prenosa boje da imaju visoku krutost i okretanje bez zazora.
Kao što se sa slike 5.20 b vidi, cilindri su sa svojim uležištenjima
oslonjeni izme
đ
u dva vertikalna bo
č
na zida. Pritom se najviše radi o
konstrukcijama od visokovrednih livenih materijala.
Za trajno ispunjenje funkcije i vek trajanja komponenti koje se
pokre
ć
u u štamparskom mehanizmu potrebno je dovoljno dobro
podmazivanje. Za mašine sa malim do srednjih formata se zato koriste i
te
č
ne masti za podmazivanje.
.... Taba
č
na ofset štampa
Taba
č
na ofset štampa u odnosu na druge štamparske postupke ima
istaknute ekonomske i kvalitativne prednosti. Nanošenje boja doseže od
jedne štamparske boje preko sloga 4-boje do 12 štamparskih boja.
Materijali za odštampavanje razli
č
itih formata tabaka i mera površine,
mogu se odštampavati u taba
č
nom ofsetu.
Obilje materijala za odštampavanje uobi
č
ajenih u taba
č
nom ofsetu
zahteva dobro organizovano držanje zalihe. Mogu
ć
nosti oplemenjivanja u
taba
č
noj ofaset-mašini (inline) ili izvan (offline) kao lakiranje,
uštampavanje (utiskivanje), numerisanje, perforisanje (bušenje) i isecanje
(štancovanje) su u taba
č
nom ofsetu široko rasprostranjene tehnologije.
Kona
č
no su varijante u daljoj obradi (preradi) tabaka gotovo neiscrpne.
Taba
č
na ofset-štamparska mašina mora da ispunjava slede
ć
e glavne
zadatke:
¾
da obezbedi visokoprecizan transport elasti
č
nog tabaka papira pri
visokoj brzini i jakim dinami
č
kim optere
ć
enjima u štamparskom
postupku
¾
omogu
ć
i odvijanje komplikovanog, od tehni
č
kog postupka zavisnog
štamparskog procesa uz u
č
eš
ć
e više struja (tokova) materijala
(sredstvo za kvašenje, boja, papir, vazduh) kontrolisano i pouzdano.
.... Kretanje papira
Kretanje tabaka sa stoga ulaganja preko ulaga
č
a kroz štamparske
mehanizme zahteva visoko precizne transportne sisteme, elemente za
vo
đ
enje i kontrolu, dok se tabak kona
č
no odštampan ne izloži na stog za
izlaganje (slika 5.21).
U
podru
č
ju ulaganja se tabak transportuje uglavnom kroz dejstvo
usisivanja i trenja, pri
č
emu se u gornji tabak stoga ulaganja pomo
ć
u
usisiva
č
a takozvane usisne glave podiže i transportuje do stola za
ulaganje, gde se vodi izme
đ
u valjaka, traka i
č
etki. Svaki tabak se pre
predavanja štamparskim mehanizmima sa visokom ta
č
noš
ć
u podešava
(izravnava). U stanju mirovanja se pojedina
č
ni tabak iz tog položaja
pomo
ć
u hvata
č
a preuzima, ubrzava na brzinu štampanja i predaje
štamparskim mehanizmima. U mašinama koje proizvode 15000
tabaka/
č
as formata 70 cm x 100 cm, se tabak papira kre
ć
e brzinama oko
3,5 m/s. Za blago ubrzavanje iz ulaganja na brzinu štampanja, stvaraju se
odgovaraju
ć
a odvijanja kretanja bubnjeva za dovod ili njihaju
ć
i sistemi
hvata
č
a.
127
Procesi štampe
Grafi
č
ki procesi
U štamparskim mehanizmima se tabak dovodi štamparskom
cilindru. Pridržavan od sistema hvata
č
a (slika 5.22) on se za vreme daljeg
okretanja cilindra kre
ć
e dalje ispod gumenog cilindra, odštampava ofset
bojom i predaje bubnju za predavanje radi daljeg transporta u slede
ć
i
štamparski mehanizam ili u izlaganje (odlaganje).
Izlaga
č
Sistem
hvata
č
a
Sušara
Štamparski
mehanizam
Uduvavanje
vazduha
Sistem
hvata
č
a
Cilindar
plo
č
e
Gumirani
cilindar
Dovodni
bubanj
Pneumatski
ure
đ
aj
Ure
đ
aj za
ulaganje
Ure
đ
aj za
ulaganje
Dovo
đ
enje
tabaka (klate
ć
i
hvata
č
i
Štamparski
cilindar
Bubanj za
okretanje
tabaka
Okretni
bubanj
Predajni
bubanj
Bubanj za
prenošenje
Predajni
bubanj
Bubanj
za
izlaganje
Lan
č
ano
izlaganje
Ure
đ
aj za
izlaganje
Slika 5.21 Transport tabaka u taba
č
noj ofset-mašini u rednoj izvedbi
(Speedmaster SM 74-5-P-H, Heidelberg)
Gumirani
cilindar
Štamparski
mehanizam
Klate
ć
i
hvata
č
Štamparski
cilindar
Mehanizam
za vlaženje
Predajni bubanj
(bubanj za
okretanje)
Bubanj za
prenošenje
Predajni
bubanj
Podiza
č
Valjak
razriba
č
Cilindar
plo
č
e
Hhvata
č
Mehanizam
boje
Dovodni
bubanj
Tabak u hvataljkama
Slika 5.22 Transport tabaka u štamparskom mehanizmu (Heidelberg)
Prema strukturi površine i debljini papira mora da se podesi
štamparski napon, uopšteno kroz odgovaraju
ć
e premeštanje gumenog
cilindra prema štamparskom cilindru - bez uticaja na pritisak izme
đ
u plo
č
e
i gumenog platna.
128

Procesi štampe
Grafi
č
ki procesi
U prolaženju kroz dalje štamparske mehanizme naštampavaju se
slede
ć
e boje. Transport od štamparskog mehanizma do štamparskog
mehanizma mora da bude krajnje precizan - paser - ta
č
an, štamparske
slike izvoda boja moraju kod visokih zahteva kvaliteta ta
č
no da se
poklapaju na 0,01 mm. Ovi zahtevi preciznosti u transportu tabaka i
visoke brzine produkcije, postavljaju pred pogon mašine i uskla
đ
eno
(izjedna
č
eno) kretanje svih štamparskih jedinica (mehanizama) znatne
zahteve. Posle zadnje štamparske jedinice tabaci se odlažu (slika 5.24).
uduvani
vazduh
sistem hvata
č
a
ko
č
nica
tabaka
izravnjiva
č
tabaka
Slika 5.24 Lan
č
ano izlaganje za normalno izlaganje na stok (Heidelberg)
U ve
ć
ini konfiguracija mašina slede (slika 5.25) posle zadnje štamparske
jedinice dodatni procesni koraci i odgovaraju
ć
e mašinske komponente kao
Podru
č
je za upra-
šivanje puderom
Hla
đ
enje
(okolni vazduh)
Sušara IR - zra
č
enje
i vreli vazduh
Jedinica za
lakiranje
Složeni
stog
Aparat za
puderisanje
Slika 5.25 Mašinske komponente posle štampanja: jedinica za lakiranje,
razli
č
ite sušionice, suša
č
i, aparat za puderisanje (Heidelberg)
130
Procesi štampe
Grafi
č
ki procesi
što je jedinica (mehanizam) za lakiranje i sušenje, ili uprašivanje puderom
i ravnanje tabaka (ispravljanje tabaka od umotavanja).
Na delu puta (putanji) od zadnjeg štamparskog cilindra prema stogu
za odlaganje, tabaci se transportuju u sistemima lanaca, pridržavani
hvata
č
ima. Iz brzine štampanja mora tabak u odlaganju da se zako
č
i, da
bi se što ravnije na vazdušnom jastuku iznad odloženog stoga spustio u
položaj mirovanja. Tamo u stogu se uglavnom vrši sušenje i o
č
vrš
ć
avanje
(kroz prodiranje i oksidaciju) štamparske boje, što je potrebno za dalju
obradu tabaka.
.... Ure
đ
aji za ulaganje
Konstruktivna rešenja za ure
đ
aje za ulaganje tabaka postoje u
velikoj raznolikosti u štamparskim i mašinama za dalju preradu štampe.
Na taba
č
nim ofset - mašinama se nailazi ili na ure
đ
aje sa pojedina
č
nim
ulaganjem tabaka (slika 5.26) ili ure
đ
aje sa stepenastim ulaganjem (slika
5.27).
prednji
grani
č
nik
klate
ć
i
hvata
č
dovodni
hvata
č
sto za
ulaganje
usisni sistem
(prihvatanje tabaka
i predavanje) Stog za
ulaganje
štamparski
cilindar
Sl. 5.26 Ure
đ
aj sa pojedina
č
nim ulaganjem tabaka
a) šema za transport tabaka b) primer izvedbe (Heidelberg)
Štamparski
cilindar
Rolna sa
č
etkama
Prednji
reper
Sto za
ulaganje
Transportna
rolna (takt-rolna)
Stog za
ulaganje
Rolna (valjak
za pritiskanje)
Transportna
traka
Transportni
usisiva
č
Slika 5.27 Ure
đ
aj sa stepenastim ulaganjem a) šema za transport tabaka
b) primer izvedbe (Heidelberg)
131

Procesi štampe
Grafi
č
ki procesi
U nekim prilikama se usled elektrostati
č
kog naboja ili spajanja
rezanih ivica tabaka, dva tabaka drže (hvataju) jedan za drugi, tako da bi
mašini mogli biti dovedeni tzv. "dupli tabaci", kada se pojedina
č
no
razdvajanje tabaka ne bi podržalo pomo
ć
u ure
đ
aja za svla
č
enje i duvanog
vazduha. Dupli tabaci koji neprepoznati u
đ
u u ofset-mašinu, mogu pod
izvesnim uslovima da oštete gumeno platno i hvata
č
e. Uz to dovode
neodštampani tabaci u izloženom stogu, kao posledica neprepoznatih
duplih tabaka do procesnih smetnji odnosno škartnih proizvoda.
Č
isto
razdvajanje tabaka se u podru
č
ju ulaganja proverava kontrolom duplih
tabaka.
Duva
č
i vazduha koji duvaju prema prednjoj i zadnjoj ivici stoga,
olabave (rastresu) gornji sloj. Mehani
č
ki ure
đ
aji za svla
č
enje odvajaju, pri
podizanju, pojedina
č
ni tabak od tabaka koji leže ispod i hvataju se za
gornji. Kod jednostavnih sistema podešljivo naginjanje obezbe
đ
uje
razdvajanje na prednjoj ivici stoga. Usisiva
č
pritom savija prednju ivicu
tabaka, usled
č
ega se prilepljeni tabaci me
đ
usobno malo pomeraju i
mnogo lakše razdvajaju, pri
č
emu krutost papira dodatno pomaže
pojedina
č
no razdvajanje (slika 5.29).
Prednja ivica stoga
Slika 5.29 Odvajanje tabaka zakretanjem usisiva
č
a
Kod
ure
đ
aja sa pojedina
č
nim ulaganjem tabaka može tabak koji
sledi da se pomo
ć
u ure
đ
aja za usisavanje izdigne, tek onda kada je
prethodni potpuno napustio stog za ulaganje. Iz toga proizilazi, da, brzina
transporta u podru
č
ju ulaganja otprilike odgovara štamparskoj brzini i
raspoloživo vreme za podešavanje tabaka je kratko.
.... Stepenasto ulaganje
Kod
ure
đ
aja sa stepenastim ulaganjem razdvaja usisna glava (slika
5.30) tabake prvo samo na kraju tabaka. Usisiva
č
i sa vertikalnim hodom
zadignu kraj tabaka, i ovde se razdvajanje tabaka pomaže duvanjem
vazduha i ure
đ
ajima za svla
č
enje. Odmereni duvani vazduh se sada duva
izme
đ
u tabaka i dovodi celokupni tabak na stogu za ulaganje do lebdenja.
U daljem toku kretanja se tabak pomo
ć
u vu
č
nih usisiva
č
a dovodi
stepenastoj struji na stolu sa trakama. Slede
ć
i tabak se ve
ć
podiže sa
stoga, kada je prethodni tabak na pr. tek za oko jednu tre
ć
inu napustio
133
Procesi štampe
Grafi
č
ki procesi
stog za ulaganje. Brzina kretanja stepenaste struje iznosi u ovom primeru
oko jedne tre
ć
ine štamparske brzine i time uopšte postaje mogu
ć
a visoka
štamparska brzina tek posle zahtevanog preciznog podešavanja tabaka.
Krivajni
pogon za
transportni
usisivac
Transportni
usisivac
Usisivac sa
podizanjem
Duvac za rastresivanje
Cetke za svlacenje
Podnožje za opipavanje sa
za noseci vazduh
Upravljac usisnim vazduhom
Upravljanje vazduhom
koji se izduvava
a)
b)
c)
Slika 5.30 Usisna glava a) Šema sa usisnim duvaju
ć
im i transportnim
sistemom b) Upravljanje usisnim i duvanim vazduhom c) Usisna glava na
ulaga
č
u (Heidelberg)
"Takt-rolna" na trakastom stolu, koja radi sinhronizovano sa
mašinom, pritegne tabak pri ulasku u trakasti sto i time ga dovodi u
uskla
đ
eno kretanje sa stepenima ostalih tabaka. Pritezanjem na takt-rolni
odre
đ
uje se trenutak za prispe
ć
e tabaka u repere ulaganja. Odvijanje
pojedina
č
nog razdvajanja tabaka i ulazak u struju stepenastog rasporeda
u osnovi su zavisni od materijala. Razlike u osobinama površina, u
pogledu debljine papira, mera površine, propuštanje vazduha,
elektrostati
č
ki naboji itd. uti
č
u na kretanje tabaka. Zbog ovih razlika mora
celokupan sistem za ulaganje, da se može podesiti na najrazli
č
itije
kvalitete papira.
Oba sistema ulaganja, stepenasti ure
đ
aji za ulaganje i ure
đ
aji sa
pojedina
č
nim ulaganjem tabaka su u pogledu troškova konstrukcije i
podešavanja vrlo razli
č
iti. I u primenama se pokazuju jasne razlike. Ure
đ
aj
sa pojedina
č
nim ulaganjem tabaka ima tu prednost, da je i u konstrukciji i
u (rukovanju - posluživanju) za rukovaoca jednostavan.
Ure
đ
aj sa pojedina
č
nim ulaganjem tabaka zahteva manja vremena
pripreme pri promeni formata i naro
č
ito je pogodan za manje formate i za
ne previsoke štamparske brzine. Kod brzohodnih, velikoformatnih mašina
bi ure
đ
aj sa pojedina
č
nim ulaganjem tabaka doveo do nemirnog odvijanja
kretanja.
134

Procesi štampe
Grafi
č
ki procesi
cilindar
forme
[tamparski agregat 3-o cilindri~ni sistem sa dvostruko ve}im
cilindrom za pritisak i trostruko ve}im prenosnim dobo{om
[tamparski agregat 5-o cilindri~ni sistem
sa prenosnim lan~anicima
Ure|aj za okretanje tabaka (sistem jednog dobo{a); a) Sistem MAN Roland usisna letva
usisava zadnju ivicu tabaka, predaje hvataljkama druge strane i ova tada hvataljkama prve
strane. Pre toga se osloba|a prednja ivica tabaka. b) Sistem Koening&Bauer Prednja ivica
tabaka bi}e prihva}ena od usisnog sistema dobo{a za okretanje a zatim }e biti prednja ivica
oslobo|ena. Usisni sistem i sistem hvataljki na okretnom dobo{u pokre}u se jedan na drugi a
tabak }e biti predat hvataljkama (Rapida 72, KBA).
Slika 5.32 Sistemi za okretanje tabaka
136
Procesi štampe
Grafi
č
ki procesi
cilindar
forme
Ure|aj za okretanje tabaka (sistem tri dobo{a); a) Sistem Heidelberg prihvatnih hvataljki, okretni
dobo{ preuzima tabak od dobo{a za zadr`avanje na zadnjoj ivici sa samo jednim zatvaranjem
hvataljki; b) Okretni dobo{ sa upravljanjem prihvatnih hvataljki posredstvom zup~anika i zup~astih
segmenata (Hejdelberg); c) Sistem KBA - Usisni i zadr`avaju}i dobo{ prihvataju prednju ivicu
tabaka predaju ga na prvi sistem hvataljki okretnog dobo{a. Ovaj sistem hvataljki predaje posle
toga prednju ivicu tabaka izme|u prednje ivice tabaka na drugi sistem hvatanja (Rapida 104, KBA)
Vo|enje
tabaka i
zapra{ivanje
Obostrano
zapra{ivanje
U~vr{}enje gumenog omota~a
Slika 5.33 Ure
đ
aji za okretanje tabaka, vo
đ
enje tabaka i zaprašivanje sa
prikazom u
č
vrš
ć
ivanja gumenog omota
č
a
137

Procesi štampe
Grafi
č
ki procesi
cilindar
forme
UV su{ara sa reflektorom; a) otvoren b) zatvoren
Dvostruka lakirna jedinica sa su{enjem
Nanos laka i dozir sistemi; a)otvoreni sistem sa dozirnim valjkom, b) zatvoreni sistem sa
kamel rakelom i rasterskim valjkom
Offline - ma{ina za oplemenjivanje
Slika 5.35 Ure
đ
aji za sušenje i oplemenjivanje otisaka
139
Procesi štampe
Grafi
č
ki procesi
cilindar
forme
Numeratori a) jednobojna ma{ina, b) numerator sa uzdu`nim i popre~nim elementom
Perforatori a) no` - uzdu`na perforacija, b) no` - popre~na perforacija
[tanc forma kao navlaka za gumeni cilindar; Perforirne i rezne linije
Slika 5.36 Ure
đ
aji dalje obrade
140
Procesi štampe
Grafi
č
ki procesi
cilindar
forme
Prednja i zadnja strana 4/4 bez okretaja tabaka sa dvostruko ve}im
cilindrom za pritisak
Bojanik sa odvajanjem boje za {tampu razli~itih boja (IRIS {tampa) u jednom
{tamparskom agregatu
Slika 5.38 Iris ure
đ
aj
142
Procesi štampe
Grafi
č
ki procesi
cilindar
forme
ANALOGNO
DIGITALNA PRIMENA
DIGITALNO
ANALOGNA PRIMENA
ANALOGNO PODRU^JE
DIGITALNO PODRU^JE
UNOS TEKSTA
[TAMPA^
OSVETLJIVA^
IMAGE SETTER
SKENER
OSVETLJIVA^
REKORDER
OSVETLJIVA^
REKORDER
COMPUTER TO FILM
OSVETLJIVA^
VELIKIH FORMATA
COMPUTER TO PLATE
OSVETLJIVA^ PLO^A
COMPUTER TO PRESS
[TAMPARSKI SISTEM
RUKOPIS
OD[TAMPANOG
TEKSTA
OTISAK NA
PAPIRU
FILM
SLIKOVNI
ORGINAL FOTO DIA
REPROFOTO
FILM
MONTA@A STRANICA
(PRELOM)
FILM CELIH
STRANICA
MONTA@A
TABAKA
FILM CELOG
TABAKA
KOPIJA I IZRADA
[TAMPARSKE FORME
[TAMPARSKA
FORMA
[TAMPARSKA
MA[INA
OD[TAMPANI
PROIZVOD
TEKSTUALNE
INFORMACIJE
DOKUMENT
OBRADA
TEKSTA
U RA^UNARU
GENERISANE
SLIKE
SLIKOVNA
INFORMACIJA
OBRADA
SLIKE
ELEKTRONSKI
PRELOM
ELEKTRONSKA
MONTA@A TABAKA
PROIZVOD
ELEKTRONSKOG
MEDIA
TEKST
SLIKA
OFSET [TAMPA PRE PRESS - TEKST I SLIKA
Slika 5.38 Ofset prepres mogu
ć
a podru
č
ja
143

Procesi štampe
Grafi
č
ki procesi
Raster radovi i štampa fotografija vrlo bogatih detaljima zahtevaju
primenu tkanja vrlo visoke fino
ć
e usaglašene zahtevima razlaganja
reprodukovanja štampane slike. Kod raster radova važi orijentacija da
fino
ć
a tkanja ( vlakana/cm) bude 3 do 4 puta ve
ć
a nego rasterovanje
štampane slike (linija/cm), Dakle 9 do 16 razli
č
itih veli
č
ina površina raster
ta
č
aka po raster
ć
eliji.
Šablon
na tkanju definiše stvarnu štampanu sliku. Šablon se nalazi
na strani sita koja leži nasuprot strani na koju deluje rakel-brisa
č
radi
izbegavanja ošte
ć
enja i trošenja šablona. Za jednostavne ravne
štamparske radove se koriste ru
č
ni šabloni koji mogu biti izra
đ
eni kao
crtani šabloni ili rezani šabloni i koji se prenose na donju stranu sita.
Za zahtevne štampane proizvode ( raster radove, višebojna štampa)
se koriste gotovo isklju
č
ivo kopirni slojevi (naslage, prevlake, film) radi
izrade šablona sa dijazo senzibiliziranjem. Posle nanošenja sloja i sušenja
pozitiv kopir predloška na pravilnoj strani pomo
ć
u svetla koje sadrži UV se
osvetljava na stranu sa slojem (premazom, film) suprotno od rakel strane.
UV svetlo otvrdnjava kopirni sloj na svim mestima gde nije slika
(transparentna mesta kopirnog predloška). Sama mesta slika se ne
otvrdnjavaju i mogu se u procesu razvijanja odstraniti mlazom vode. Posle
toga sledi postupak sušenja. Eventualna mesta greške se mogu ukloniti
pomo
ć
u laka za prekrivanje (punjenje sita).
U praksi se primenjuju slede
ć
i principi štampanja u sito štampi (slika 6.2):
•
Princip štampanja ravno-ravno. Štamparska forma i materijal za
štampu su ravne površine. Štamparska boja se kretanjem rakela
prenosi kroz otvore tkanja na materijal za štampu.
•
Princip štampanja ravno - okruglo i štampanje na telu.
-Štamparska forma je ravna. Pritisak na materijal se vrši preko rotiraju
ć
eg
cilindra. Štamparska forma i štamparski cilindar se pokre
ć
u
sinhronizovano u jednom smeru, pri tom štamparsku boju miruju
ć
i rakel
kroz otvore u tkanju protiskuje - prenosi na štamparski materijal.
-Štamparska forma i rakel su oblika prilago
đ
ene forme materijalu na
kojem se štampa (savijen, ispup
č
en, okrugao). Štamparska forma i
materijal za štampu kre
ć
u se sinhrono u jednom smeru; rakel
č
vrsto
miruje. Ovaj postupak služi za oštampavanje lopti i razli
č
itih oblika, dakle
ispup
č
enih površina.
•
Princip štampanja okruglo- okruglo
(rotaciona štampa). Štamparska
forma (sito) je cilindri
č
na. Štamparska forma i materijal štampe kao i
cilindar za protivpritisak se kre
ć
u sinhronizovano; Štamparska boja se
prenose iznutra kroz cilindri
č
nu štamparsku formu na štamparski
materijal.
Stvarni proces štampanja se može podeliti na
č
etiri podru
č
na dela (slika
6.3); za bolji pregled je sito prikazano pojednostavljenom obliku.
Sito drži okvir sita - ram. Materijal za štampanje leži ravno na osnovnoj
plo
č
i koja
č
ini telo pritiska i za vreme postupka štampanja ona tamo
č
vrsto stoji. Koli
č
inu boje koja se nalazi na situ se od strane rakela
pokre
ć
e kao talas preplavljivanja. Pod tim talasom prodire boja u sito. Ovo
podru
č
je se ozna
č
ava kao "zona punjenja". Još pre vrha rakela u
kontaktnoj zoni prolazi boja kroz štamparsku formu i prelazi na materijal
156
Procesi štampe
Grafi
č
ki procesi
Boja
[tamparska
forma
Pokretni
Rakel
Osnovna
plo~a
Materijal za
{tampu
Okvir
Okvir
Nepokretni
Rakel
Materijal za
{tampu
Zategnuto sito
(nepokretno)
Princip {tampe
ravo - ravno
(Ravno le`i{te)
Princip {tampe
ravo -kru`no
([tampanje na telo)
Princip {tampe
kru`no - kru`no
(Rotaciono sedi{te)
Pokretno
sito
Rotiraju}i
cilindar
[tmpaju}i
cilindar
Rakel
Materijal za
{tampu
Cilindar
za
pritisak
[tamparska
forma
(Sito)
Boja
Primer
teniske
lopte
Nepokretni
Rakel
Pokretno
sito
Slika 6.2
Štamparski principi u sito štampi
a) ravna osnova b) štampanje na telu c) rotaciona štampa
za štampu. Iza ivice rakela u tkz. zoni lepljenja boja za štampu se stara
za to da se štamparska forma hvata za štamparski materijal. Sile
povla
č
enja sita izvla
č
e vlakna boje u zoni razlaganja iz filma štamparske
boje, ostaje dakle ostatatak boje u otvorima sita. Na štamparskom
materijalu ostaje ravnomeran sloj boje.
Pomo
ć
u postupka sito štampe je mogu
ć
nanos vrlo visokog sloja boje
(tipi
č
no je oko 20 do 100
μ
m, u ofset štampi okruglo od 0,5 do 2
μ
m).
Debljina šablona (višak debljine u odnosu na sito) odre
đ
uje debljinu sloja
boje. Prema nalogu za štampanje i materijalu na koji se štampa sito
štamparu stoje na raspolaganju razli
č
iti tipovi štamparske boje, razli
č
itih
osobina. Izbor boja u sito štampi je od svih postupaka štampe najve
ć
i.
157

Procesi štampe
Grafi
č
ki procesi
fiksira na površinu koja se odštampava i boja dospeva kroz otvore šablona
na željenu poziciju.
Boja pritom može pomo
ć
u
č
etkice,
č
etke ili rakela da se maže, ili
pomo
ć
u pištolja za prskanje nanese (slika 6.4).
Štampa šablonom ima me
đ
utim jedan generalni nedostatak, koji
njenu primenu ograni
č
ava: svi delovi šablona moraju me
đ
usobno da budu
povezani.
Dovod boje (uklju
č
uju
ć
i
vazduh za raspršivanje)
Pomeranje mlaznice
Mlaznica za prskanje
boje (raspršiva
č
)
Boja u vidu magle
Šablon
Podloga- materijal za odštampavanje
Slika 6.4 Princip štampe sa šablonom (nanošenje boje pomo
ć
u
raspršiva
č
a boje)
To
zna
č
i da su na pr. kod ve
ć
ine slova potrebna ispup
č
enja (staze)
da bi se delovi koji leže iznutra ili delovi koji lako mogu da se prelome,
mogli stabilizuju
ć
e povezati sa okolnim materijalom. To daje tipi
č
no
oblikovanje šablonskih natpisa, kod kojih su pravci linija u razmacima
prekinuti (slika 6.5).
Otvor (propuštanje
boje)
Zatvorena
mesta (nema
propuštanja
boje)
slika 6.5 Šablon za predložak jednog veza
Ovog nedostatka u sito štampi nema. Ovde sito tkanje (slika 6.6)
preuzima funkciju ispup
č
enja (staza), bez da mora da do
đ
e do
159
Procesi štampe
Grafi
č
ki procesi
ograni
č
avanja u oblikovanju motiva. Boja okružuje petlje sita i stvara
zatvorene površine izme
đ
u prekrivaju
ć
ih delova šablona.
cilindar
forme
Tkanje
sita
Okvir
Šablon
Materijal šablona
Niti tkanja sita
Strana rakela
Materijal za
odštampavanje
Izdignutost šablona odre
đ
uje debljinu sloja
boje na materijalu za odštampavanje
Slika 6.6 Štamparska forma: sito sa šablonom a) vi
đ
eno sa strane
štampanja b) štamparska forma u preseku
Šablon se nanosi na sito, sa njim zalepi i tako drži u svojoj poziciji.
Sito je dakle samo nosa
č
za šablon. Nosa
č
štamparske informacije
je šablon. Kombinacija sita i šablona je štamparska forma. Time je data
gotovo potpuna sloboda pri oblikovanju motiva sve do raster štampe.
Mora samo da bude obezbe
đ
eno da i najmanji pokrivaju
ć
i delovi površine
šablona još nalaze oslonca u tkanju sita kao i da najmanji proboji šablona
ne budu od niti sita ili ukrštanja niti zatvoreni, usled
č
ega se parcijalno
spre
č
ava prenošenje boje ili bar ometa. To sužava mogu
ć
u raster fino
ć
u i
obim vrednosti tona.
Pri izboru uglova podešavanja rastera mora se uzeti u obzir položaj
niti tkanja, da kod štampe ne bi moglo da do
đ
e do neželjenih Moire-
pojava. Sito, šablon i boja moraju da ispunjavaju niz odre
đ
enih zahteva,
da bi bio mogu
ć
rezultat štampe u željenom kvalitetu. Tipi
č
no su rasteri
do oko 40 ta
č
aka/cm pri brojevima tkanja sada do 200 niti/cm.
Podešavanja uglova rastera odgovaraju onima u ofset-štampi sa dodatnim
okretanjem od 7,5 stepeni u odnosu na položaj niti tkanja sita.
.... Izrada štamparske forme
Štamparska forma za sito štampu se sastoji iz sita, okvira sa
zategnutim tkanjem sita i šablona, koji sadrži informaciju za štampu.
.... Okvir
Okvira za sito štampu ima od drveta,
č
elika i najraširenije
aluminijumskih profila. Ima izvedbi sa ure
đ
ajima za zatezanje za tkanje,
tako
đ
e takvih kod kojih se preko više ure
đ
aja za zatezanje po strani
okvira može ostvariti ciljna raspodela zatezanja, da bi se izbegle
deformacije strukture slike.
Stabilnost okvira je zajedno odlu
č
uju
ć
a za kvalitet štampe i mala
težina je povoljna za rukovanje naro
č
ito u zanatskom podru
č
ju.
160

Procesi štampe
Grafi
č
ki procesi
Dalje treba utvrditi da otvori nisu manji od debljine šablona, pošto ina
č
e
kanali boje ne dozvoljavaju nesmetani transport boje na materijal za
odštampavanje. Broj tkanja (tkanine) mora da iznosi najmanje
č
etvorostruku vrednost štampaju
ć
eg rastera, ako treba sigurno da se
postigne obim tona od 5% do 95%. Smetnje Moire-vrste mogu da budu i
posledica neoptimalnog usaglašavanja izme
đ
u fino
ć
e tkanja, fino
ć
e rastera
i željene debljine sloja boje (izdignutost šablona).
Pravilna zategnutost sita je važan parametar za postizanje dobrog
kvaliteta štampe. Niti sme potiskivanje koje stvara rakel kod postupka
štampanja da dovodi do deformacija slike, niti sme zategnutost sita da
dostigne granicu istezanja materijala, što bi dovelo do ošte
ć
enja
štamparske forme. Naro
č
ito treba na to obratiti pažnju kod višebojne
štampe ili kod štampe u tehni
č
kom podru
č
ju - npr. izrada štampanih
(provodni
č
kih) plo
č
a, pošto se ovde postavljaju visoki zahtevi na pas-
ta
č
nost otisaka.
Zategnutost sita zavisi od materijala, broja tkanja kao i kvaliteta
tkanja i iz toga zadate granice istezanja. Optere
ć
enja sita mogu da iznose
zavisno od zahteva 0 do 25 N/cm. Zavisno od vrste tkanja sita i zahteva
pri štampi kao i vremena trajanja, popušta zategnutost koja je bila
ostvarena. Tako na primer može ve
ć
posle dva dana kod tkanja od
vešta
č
kog materijala, zavisno od tehnologije lepljenja, zategnutost da
opadne za 50%. Isto tako dovodi elasti
č
no popuštanje okvira do
nejednake zategnutosti, što pri štampi može da dovede do deformacije
forme. Slika 6.8 prikazuje ru
č
ni ure
đ
aj za zatezanje sita sa zateznim
steza
č
ima i mernim ure
đ
ajem. Pneumatska samopodešavaju
ć
a
postrojenja za zatezanje sita potpomažu ravnomerno zatezanje, pošto
izjedna
č
avaju uticaj deformacije okvira.
Slika 6.8 Ure
đ
aji za zatezanje sita sa ru
č
nim zateznim steza
č
ima i mernim
ure
đ
ajem
(Napomena: na okvirnom kraku postavljen kombinovani ure
đ
aj za
optere
ć
enje i i merenje pomaže željeno podešavanje zategnutosti sita)
Šablon
162
Procesi štampe
Grafi
č
ki procesi
Nosilac štamparske informacije, šablon, se izra
đ
uje na razli
č
it na
č
in.
Na
č
ini izrade dosežu od najjednostavnijeg ru
č
nog rada sve do
visokotehnoloških metoda "Computer to Screen".
Ru
č
na izrada šablona
. Slede
ć
e metode se primenjuju naro
č
ito u hobi-
podru
č
ju ili od strane umetnika kod serigrafije - to je naziv za umetni
č
ku
sito štampu:
- Rezanje. Za izradu ru
č
no rezanih šablona nude se folije na nose
ć
em
materijalu, koje se posle rezanja i uklanjanja štampaju
ć
ih podru
č
ja sa
nosioca prenose na sito i "nalepljuju". Postoje folije za "napeglavanje" ili
rastvaranje sa odgovaraju
ć
im sredstvom za rastvaranje.
- Prekrivanje. Ovde se šablonski materijal (sli
č
no kao lak na primer sa
č
etkicom prenosi na sito.
- Ispiranje. Dok je kod prekrivanja informacija za štampanje nanošena
kao negativ - slika, kod postupka ispiranja se informacija slike (kasnije
propuštaju
ć
a za boju) nanosi na sito sa na pr. vodom rastvorljivim lakom.
Zatim se sito kompletno sa stvarnim šablonskim materijalom, lakom na
bazi drugog sredstva za rastvaranje (na pr. aceton) presvla
č
i. Onda se
prvo naneti materijal (u ovom primeru vodom) ispira i štampaju
ć
a mesta
slike postaju propusna za boju.
Presvla
č
enje i ispiranje se mogu me
đ
usobno naizmeni
č
no tako
kombinovati, da se od jednog sita mogu proizvesti dvobojni štamparski
grafici.
- Fotomehani
č
ka izrada šablona. Danas najviše primenjivan na
č
in izrade
forme za sito štampu je primena fotomehani
č
kog šablonskog materijala na
Diazo-bazi.
- Direkt-šablon. Šablonski materijal, UV-otvrdnjavaju
ć
i lak, se pomo
ć
u
žljeba za presvla
č
enje - uporedivo sa nanošenjem pomo
ć
u rakela rukom -
ili bolje sa postrojenjem za presvla
č
enje, nanosi na sito postavljeno
naj
č
eš
ć
e vertikalno odnosno lako nagnuto. Radi postizanja visokog
kvaliteta šablona i velike debljine sloja boje kod štampe, može sito
višestruko, sa strane šablona kao i sa rakel-strane se po potrebi vrše
me
đ
usušenja, da se presvu
č
e. Lak prolazi na strani šablona, dakle na
strani okrenutoj materijalu za odštampavanje.
Rezultat
štampe
ć
e biti utoliko bolji, što manje se struktura sita
pojavljuje na površini šablona. Razlog: kod postupka štampe mora šablon
ravno (glatko) da leži na materijalu za odštampavanje i ne smeju da
nastanu nikakvi procepi ili kapilari, u koje može da prodre boja.
Ravno (glatko) ležanje filma, koji se koristi za kopiranje, tako
đ
e
odre
đ
uje kvalitet, pošto se neoštrina i pogrešno prenošenje štamparske
informacije izbegavaju. Direkt-šablon udovoljava ve
ć
ini zahteva i zato
najviše nalazi primenu. Na slici 6.8a je pokazan ise
č
ak površine
štamparske forme.
Indirekt-šablon. Kod naro
č
ito visokih zahteva na preciznost debljina sloja
šablona (npr. nanošenje provodni
č
kih pasti na solarne
ć
elije ili
odštampavanje armatura sa definisanim debljinama sloja boje), nudi
indirekt-šablon prednosti. Materijal ponu
đ
en na nose
ć
oj foliji sa ta
č
no
163

Procesi štampe
Grafi
č
ki procesi
- Postupak mlazom mastila. Neki proizvo
đ
a
č
i nude Ink Jet-Systeme
(Piezo-Drop on Demond-Systeme), koji prskaju UV-nepropusnu boju
(vosak ili mastilo) odgovaraju
ć
e štamparskoj slici na konvencionalno
presvu
č
eno sito (slika 6.11). Naprskana boja zamenjuje film (dejstvuje
kao pozitiv-film). UV-osvetljavanje otvrdnjava neprekrivene delove
šablona. U nastavku u procesu rayvijanja odstranjuje se Ink Jet-Fil boje i
podru
č
ja koja nisu otvrdnuta se ispiraju (isperu).
Slika 6.11 Prenos slike na štamparsku formu (Izrada maske u ink-jet
postupku), Voštana boja, 1016 dpi (firma JetScreen), Svetla mesta
odgovaraju štamparskoj slici (štampaju
ć
i elementi); Voštana boja
ć
e posle
osvetljavanja biti isprana
- Izrada okruglih sita. Ravne forme izra
đ
ene na bazi nikla se pomo
ć
u
odgovaraju
ć
ih krajnjih komada sastavljaju i lepe u forme okruglih sita ili
zavare (sl. 6.12). Bešavna okrugla sita, na pr. za štampu dekora, se
izra
đ
uju galvanski (sl. 6.13).
- Sito-štamparske forme iz galvanski izra
đ
enih sita.
Od nikla galvanski izra
đ
ena sita (ravna i okrugla sita) upotrebljavaju se
naro
č
ito za rotacionu sito-štampu. Za ovu vrstu sita postoji više
mogu
ć
nosti izrade šablona:
-Sito se presvu
č
e sa jednim fotopolimerom, koji se u nastavku
konvencionalno (film) osvetljava i ispira (isprere).
Postupak mlazom mastila Ink Jet-Systeme (Piezo-Drop on Demond-
Systeme), koji prskaju UV-nepropusnu boju (vosak ili mastilo)
- Sito se kao u prethodnom slu
č
aju presvu
č
e sa jednim fotopolimerom i u
Ink Jet - postupku oslika, u nastavku osvetljava i ispere.
- Sa fotopolimerom presvu
č
eno sito se u celosti osvetli odnosno stvrdne i
u nastavku se pomo
ć
u CO2 - lasera prema slici ugorevaju rupe u polimer.
165
Procesi štampe
Grafi
č
ki procesi
- Sito se sa specijalnim polimerom zatvara i ovaj se u nastavku direktno
razvija pomo
ć
u lasera (488 nm). Neosvetljeni delovi se hemijski ispiraju.
Štampaju
ć
a
strana
Strana
rakelovanja
Slika 6.12 Galvanski izra
đ
ena sita od nikla za rotacione mašine sito
štampe a) Izvedba otvora (min. pre
č
nik do 24
μ
m, do 305 rupa/inch,
debljina lima 80
μ
m) b) Podešavanje cilindra sa ravnom (pljosnatom)
formom (Rota plate, Stork/Thieme)
Slika 6.13 Bešavna okrugla sita
166

Procesi štampe
Grafi
č
ki procesi
Saobra
ć
ajni pokazni sistemi, table. Velike površine odštampane visoko
postojanim bojama nalaze se kod saobra
ć
ajnih tabli i pokaznih sistema.
Sito štampa za to ispunjava na najbolji na
č
in sa tim vezane zahteve.
Kfz - Armature, skale instrumenata. Pored preciznosti otisaka zahteva se
kod Kfz - armatura i uska tolerancija transparentnosti štampe
(odštampanog dela); kontrolna svetla moraju na pr. da sijaju u egzaktno
definisanim bojama.
Provodni
č
ke (štampane) plo
č
e za elektroniku. Tokom razvoja štampanih
plo
č
a za elektronska upravljanja je sito štampa zbog svoje jednostavnosti
i fleksibilnosti važan postupak. Egzaktno odštampavanje bakrom
kaširanih. Plo
č
a od tvrdog papira ili staklenim vlaknima poja
č
anih epoksid
smolnih plo
č
a sa rezervom za nagrizanje, ili oznake za postavljanje
elemenata, mogu
ć
e je u potrebnoj debljini sloja samo u sito štampi u
velikim koli
č
inama. Ovde su me
đ
utim u jeku ekstremne minijaturizacije
sastavnih delova i provodni
č
kih plo
č
a sito štampi postavljene granice.
Fotootpori i solarne
ć
elije se odštampavaju sa specijalnih provodnim
pastama kao kontaktna mesta za prenos struje. Pritom se naro
č
ita
vrednost polaže na veliku debljinu sloja pri istovremeno najmanjim
pokrivenim površinama sa provodni
č
kim stazama, da bi se optimirao
stepen dejstva dobijanja energije kod solarnih
ć
elija.
Compact diskovi (CD). Za odštampavanje CD-ova je sito štampa jedan od
najvažnijih štamparskih postupaka. Tampon-štampa i u najnovije vreme i
ofset-štampa se tako
đ
e primenjuju.
Tekstil. Dubina prodiranja boja u tekstil uzrokuje potrebu za velikom
ponudom volumena boja. Ovo može da se ostvari prvenstveno u postupku
sito štampe. Odevni predmeti, torbe za pazar (kese) od lana, trake štofa
itd. se odštampavaju kako u ravnoj sito štampi kao i u rotacionoj sito
štampi.
Pretisne slike. Za dekoraciju keramike se
č
esto koristi sito štampa kao
postupak za izradu pretisnih slika. Ove slike su sastavljene od kerami
č
kih
pigmenata za pe
č
enje. Veli
č
ina zrna pigmenata zahteva primenu ne
previše finog tkanja sita. Posle skidanja rukom slike se nose
ć
im
materijalom pretiskuju i smeštaju na predpe
č
eni
ć
erpi
ć
. Kerami
č
ki
proizvodi su prepoznatljivi po debelom nanosu boja. Oni mogu da se
pozicioniraju ispod ili preko glazure.
Bešavni dekori za tekstilne staze i tapete, drugi dekori, ali i etikete
zahtevaju rotacionu sito štampu naj
č
eš
ć
e u vezi sa materijalom u
rolnama. Zavisno od proizvoda u tu svrhu se izra
đ
uju specijalne mašine.
Rotaciona sito štampa sa taba
č
nim materijalom se primenjuje naro
č
ito za
više tiraže. Pomo
ć
u tehnike sito štampe može da se nanosi i bezbojni lak
za oplemenjivanje štamparskog proizvoda (naro
č
ito spot-lakiranje).
.... Sito štampa na ispup
č
enim površinama
Skoro sva tela sa ravnom, konveksnom i - ograni
č
eno - konkavnom,
ne prejako struktuiranom površinom, mogu da se odštampavaju u sito
štampi. Pritom jedva da ima ograni
č
enja u odnosu na materijal tela za
odštampavanje.
168
Procesi štampe
Grafi
č
ki procesi
Keramika može direktno da se odštampa u sito štampi. Za to mogu da se
koriste kerami
č
ke pigmentne boje za naknadno pe
č
enje ili samo lak-boja
slabog prijanjanja na glaziranom proizvodu.
Delovi od vešta
č
kog materijala ne mogu uvek direktno da se
odštampavaju. Za osiguranje hvatanja boje
č
esto je potreban tretman
površine na pr. dejstvom plamena, Korona naboj ili nanošenja Primer-a.
Boce (flaše). Staklene boce sa upe
č
enim lakiranjem ili prethodno tretirane
boce od vešta
č
kog materijala za podru
č
je hrane i robe za doma
ć
instvo,
odštampavaju se u postupku sito štampe.
Igra
č
ke. Lopte-igra
č
ke na pr. mogu kompletno da se odštampaju u više
radnih koraka.
Č
aše. Dekor
č
aša za pi
ć
e u svim bojama i sa velikim debljinama sloja kao i
zlato
č
esto se nanosi u postupku sito štampe.
Reklamna sredstva. Vrsta reklamnih sredstava koja se u sito štampi
dekorišu ili nanose drugi otisci, doseže do upalja
č
a ili hemijske olovke do
džepnih noži
ć
a i džepnih ra
č
unara.
.... Primeri mašina
Kao što je ve
ć
napomenuto, su mogu
ć
nosti primene sito štampe
veoma razli
č
ite i odgovaraju
ć
e tome su i postrojenja sito štampe, koja
pokrivaju široko polje od ru
č
nog pogona (rada) do visokog stepena
automatizacije. U nastavku je dat pregled koji treba da pojasni veliki broj
mašina.
.... Postrojenja i mašine za ravnu sito štampu
Na slici 6.14 je prikazan sto za sito štampu sa vo
đ
enjem rakela.
Slika 6.14 Sto sito štampe
Ovi
ure
đ
aji konstruisani za
č
isto ru
č
ni pogon i opremljeni su
preciznim vo
đ
icama drža
č
a okvira sita za ta
č
no pozicioniranje sita u
poziciji za štampu. Vakumska usisna plo
č
a služi za prihvatanje materijala
za odštampavanje i njegovo fiksiranje za vreme štamparskog procesa.
169

Procesi štampe
Grafi
č
ki procesi
mogu programirati i višestruka rakelovanja za slu
č
aj naro
č
ito visoke
potrebe za bojom (na pr. kod tekstilija).
Ulaganje tabaka i izlaganje odštampanog tabaka vrši se kod poluautomata
još ru
č
no na vakuumskom štamparskom stolu.
Prihvatni sto za pridržavanje
predmeta za odštampavanje
Slika 6.17 Ure
đ
aj sito štampe za oštampavanje "solid" tela
U industrijski primenjenoj sito štampi koriste se potpuni automati. Oni su
opremljeni sa ulaga
č
ima tabaka i izlaganjem.
Č
esto se takva postrojenja
opremaju sa više štamparskih jedinica za višebojnu štampu i
odgovaraju
ć
e projektovanom stazom za sušenje (vreli vazduh, IR-sušenje,
UV-sušenje).
Slika 6.18 Automat višebojne sito štampe za odštampavanje boca,
č
aša
itd. a) Automat (EC/4F) b) Proizvodi (ISIMAT)
Slika 6.18 prikazuje automat višebojne sito šampe i izbor artikala koji
mogu da se odštampaju u ovom automatu. Artikli se u svakoj štamparskoj
stanici automatski odštampavaju i posle svakog štamparskog postupka
predaju dalje slede
ć
oj stanici. Boce od vešta
č
kog materijala se pritom radi
171
Procesi štampe
Grafi
č
ki procesi
stabilizacije naduvaju. Zavisno od materijala za odštampavanje i boje,
potrebno je me
đ
usušenje.
Za odštampavanje upotrebnih predmeta svih vrsta (na pr. boce i
ambalaža) se za male tiraže koriste univerzalne mašine sa specijalnim
prihvatanjem za odštampavaju
ć
a predmete. Slika 6.17 pokazuje na pr.
odštampavanje osetljivih
č
aša ili pehara (na sl. : šoljica za kafu).
Pozicioniranje u drža
č
u i štampa se izvode ru
č
no.
Vo
đ
enje sita je mehani
č
ki sinhronizovano sa okretanjem tela koje se
odštampava.
Boce od vešta
č
kog materijala ili stakla, pehari i sli
č
ni predmeti se zavisno
od broja komada odštampavaju u poluautomatima ili potpunim
automatima, jednobojno ili višebojno.
Slika 6.19 Mašina sito štampe sa cilindrom (ravno-okruglo)
a) Štamparski sistem, Modell Maestro (Sakurai) b) Šema odvijanja
štampe
Mašine sito štampe sa razli
č
itim sistemima za sušenje i izlaganje nalaze se
na tržištu kao jednobojne ili dvobojne mašine za formate do 1,45 m x
1,88 m. Sa njima se postižu brzine štampanja do 3000 tabaka/h.
Do 4000 tabaka/h mogu da se odštampaju sa sistemom "okruglo-okruglo"
Štamparske mašine za rolne koriste zatvorena sita, koja se ili na mestu
šava zalepe ili zavare ili se izra
đ
uju kao bešavno okruglo (kružno) sito
Sa njima se mogu realizovati brzine štampanje do oko 2 m/s.
172

Procesi štampe
Grafi
č
ki procesi
Ure
đ
aj, kod koga se forma sito štampe izra
đ
uje preko termo-pisa
ć
ih glava
Koristi specijalne plo
č
e, kod kojih se struktura sita stvara od vlakana
nose
ć
eg materijala.
Štampa
č
šablona sa digitalnim oslikavanjem finih šablona od vešta
č
kog
materijala preko termo-glava je neposredno u mašini,
Primenjuje se u biroima, biroštampa
Razdelilac
Štamparska forma (šablon) leži u bubnju
Valjak za
brisanje
Valjak za
raspodelu
boje
Valjak za
pritiskivanje podloge
Bubanj sa otvorima
Boja
Podloga
Slika 6.23 Štampa
č
šablona za biro primene
a) Nose
ć
i materijal (za šablonski materijal)
b) Štamparska jedinica za zamenu za drugu boju
c) Automatski štampa
č
šablona (Riso)
Potencijali daljeg razvoja u sito štampi
¾
Težišta daljeg razvoja leže pre svega u oblasti izrade forme.
•
Direktno osvetljavanje (Computer to Screen) sita
ć
e se sve više
probiti, naro
č
ito kod visokih tiraža u kombinaciji sa rotacionim
jedinicama sito štampe.
•
Ve
ć
ponu
đ
ena, ali još malo koriš
ć
ena izrada šablona bez filma sa Ink
Jet štamparskim glavama je interesantna pre svega za
velikoformatne primene.
•
Razlu
č
ivanje sa oko 1000 dpi osigurava dovoljno dobar kvalitet
štampe i u razlivanju boja.
¾
Postrojenja za višebojnu štampu (
č
etiri i više boja) na taba
č
nom
materijalu treba o
č
ekivati.
¾
Dalje
ć
e biti razvijeni novi materijali visoke
č
vrsto
ć
e, koji mogu da se
prera
đ
uju u naro
č
ito fina vlakna i time u tkanja visokog broja petlji.
¾
Nova tkanja treba gledati u sklopu sa odgovaraju
ć
im šablonskim
materijalom koji je tako
đ
e u razvoju.
174
Procesi štampe
Grafi
č
ki procesi
7.0 COMPUTER TO ... TEHNOLOGIJE
Digitalni opis štamparskog naloga
¾
Digitalizacija unutar pripreme štampe, slika, tekst i grafika
Slika
Orginali
(Layout/nacrt)
Tekst
Grafika
Skeniranje
Obrada
slike
Obrada
teksta
Oblikovanje
Separacija
boja
Nacrt
strana
Impozicija
štamparskih
tabaka
Fajl podataka
(npr. Post Script-
format)
Digitalni
opis
celokupne
štamparske
strane (ili š
tamparskog
tabaka)
Raster Image Procesor i štamparski sistem
Strana koju
treba štampati
Slika 7.1 Digitalna postavka štamparske strane
¾
U Layout-u stranica se pozicioniraju slika, tekst i grafika,
¾
prethodno su sprovedeni odgovaraju
ć
a obrada slike uklju
č
uju
ć
i
separaciju boja, obrada teksta i oblikovanje grafika.
¾
Na bazi pojedina
č
nih stranica se zatim postavlja (definiše) celokupan
štamparski tabak pomo
ć
u Imposition-sistema.
Sistematika computer to… tehnologija
Š
Computer to Film,
Š
Computer to Plate,
Š
Computer to Press.
175

Procesi štampe
Grafi
č
ki procesi
¾
Filmovi za garnituru boja višebojne štampe se onda koriste na
konvencionalan na
č
in za kopiju plo
č
a, koje se koriste za produkciju
tiraža (izdanja).
¾
Radni tok unutar pripreme štampe postao je kra
ć
i, nego rezanje,
montiranje i lepljenje pojedina
č
nih komada filma, kako konvencionalan
na
č
in rada
¾
Produkcija filmova i time plo
č
a je postala brža i sigurnija.
Slika 7.3 Kompjuter prema filmu - sistem za izdavanje komletnih strana,
odgovaraju
ć
eg formata štamparskog tabaka (Drz Setter, Heidelberg/PGI)
¾
Film, koji ne zahteva hemijsko razvijanje.
¾
Computer to Film-postrojenja za oslikavanje koriste laserske sisteme
sa relaivno niskim parametrima snage na osnovu visoke osetljivosti
materijala filma.
Computer to Plate
¾
Computer to Plate-postrojenja sistem koji se sastoji od jedinice za
lasersko oslikavanje višom snagom i materijal za presvla
č
enje
štamparske plo
č
e.
¾
Proces se 1993. uspešno završio - danas postoji široka paleta sistema.
¾
Eliminiše Film unutar proizvodnog procesa, snižavaju se troškovi,
vremena se skra
ć
uju, redukovane tolerancije i zahtevani kvalitet
¾
Kod Computer to Plate-postrojenja se sa digitalno upravljanim
sistemima za oslikavanje, štamparska slika po pikselima izra
đ
uje na
štamparskoj plo
č
i.
¾
Oslikana plo
č
a je uopšteno jednaka konvencionalnom procesu
razvijanja. Plo
č
e se onda koriste, kao što je naviknuto, u
konvencionalnoj štamparskoj mašini
177
Procesi štampe
Grafi
č
ki procesi
Slika 7.4 Compjuter to plate - sistem za automatsko oslikavanje i
razvijanje štamparskih plo
č
a (Platesetter 3244, Heidelberg/Creo)
1995
god.
¾
Štamparske plo
č
e svetlosno zašti
ć
ene sa kasetama vode u postrojenje
za oslikavanje zašti
ć
eno od svetlosti okoline,
¾
Laserski sistem oslikava štamparsku plo
č
u pritegnutu na bubnju.
¾
Kod novih sistema štamparskih plo
č
a, na pr: tzv. termi
č
kih plo
č
a, više
nije potreban rad u svetlosno zašti
ć
enim prostorima
¾
Štamparska plo
č
a se preko povezuju
ć
eg mosta izme
đ
u osvetljiva
č
a i
postrojenja dalje obrade dovodi stanici za razvijanje.
Computer to Press (Direct Imaging i Computer to Print)
¾
Computer to Film i Computer to Plate, štampanje tiraža pomo
ć
u
tradicionalnih, konvencionalnih štamparskih mašina.
¾
Tehnološki fascinantan koncpt, podaci digitalno opisanog štamparskog
naloga prenose se direktno u štamparsku mašinu
¾
Štamaprska forma se inline, unutar proizvodne mašine, paser-ta
č
no
izra
đ
uje.
Computer to Press može tehnološki da se realizuje u dve varijante:
¾
Prva
Computer to Press/Direct Imaging - štamparska forma, kakva
je na pr. potrebna za konvencionalnu ofset-štampu, izra
đ
uje direktno u
štamparskoj mašini. Oslikavanje na pr.
č
etiri štamparskih plo
č
a se vrši
unutar štamparske mašine i postiže se održavanje registra, koje zavisi
samo od kvaliteta mašine i procesa oslikavanja i ne podleže uticajima
rukovanja.
¾
Druga Computer to Press/Computer to Print (nazvana i Computer
to Paper). Kod Computer to Print podaci naloga direktno se bez
štamparske forme usmere u proces - preko laserskog svetla se izra
đ
uje
naponska slika (slika punjenja) koja odgovara štamparskoj slici, na
štamparskom cilindru sli
č
noj jedinici, koja se kod primene prilago
đ
ene
boje, kao na pr. puder-tonera ubojava i u narednim koracima prenosi
na papir.
178

Procesi štampe
Grafi
č
ki procesi
Slika 7.6 Computer to press /Direct Imaging - system za ponovljeno
oslikavanje štamparske forme u mašini (DICOweb Litho / Labor -
prototyp, MAN Roland)
¾
Pomo
ć
u termi
č
kog laserskog oslikavanja nanosi specijalna boja preko
nose
ć
e trake za stvaranje mesta nošenja boje štamparske forme.
¾
Posle takvog oslikavanja i fiksiranja cilindra štamparske forme na pr.
dovodom toplote, može da usledi kao što je naviknuto, ofset-štampanje
kroz kvašenje, obojavanje i štampanje preko gumenog platna.
¾
Posle štampanja naloga, štamparska slika se ukloni sa površine cilindra
kroz hemijsko i mehani
č
ko
č
iš
ć
enje, koja onda može ponovo da se
ispiše
¾
Computer to Press /Direct Imaging primena kod proizvodnje višebojne
štampe visokog kvaliteta i visinama tiraža u podru
č
ju po
č
ev oko 300
štampanih primeraka
Computer to Press /Computer to Print
¾
Kod ove tehnologije nije potrebna štamparska forma.
¾
Non-Impact-Printing-tehnologije po
č
ivaju na odre
đ
enim fizikalnim
efektima.
Slika 7.7 Computer to press /Computer to print - sistem za višebojnu
štampu na bazi Elektrofotografije (NIP-tehnologija) sa te
č
nim tonerima
kao boja u "Multipass-izvedbi" i integrisanim /Bookletmaker/ (E-Print
1000, Indigo)
180
Procesi štampe
Grafi
č
ki procesi
¾
Specifi
č
nost da je za 4-bojnu štampu potrebna samo jedna štamparska
jedinica;
¾
višebojna štampa nastaje time da se papirni tabak pridržava na cilindru
protivpritiska i pri
č
etiri okreta cilindra se jedan za drugim naštampaju
izvodi boja za cijan, magenta, yellow i crno.
¾
Štampa se vrši preko jednog cilindra, koji je sli
č
no kao u ofset-
štamparskom postupku presvu
č
en gumenim platnom.
¾
Na ovaj me
đ
ucilindar se prenose pojedina
č
ni izvodi boja, od
fotoprovodni
č
kog bubnja, koji je preko laserskog svetla oslikan i
pomo
ć
u specijalne jedinice za boje za nanošenje te
č
nog tonera ubojen,
¾
Multipass-sistemi, štamparski tabak višestruko prolazi isti štamparski
proces.
¾
Singlepas-gradnja, tabak prolazi svaku jedinicu samo jedanput
Slika 7.8 Computer to print - Sistem za višebojnu štampu
(Elektrofotografija, Pudertoner) u rednoj (u nizu) izvedbi (CLC 1000
Canon)
¾
Kod Computer to Print - tabak za tabakom se štampa razli
č
it sadržaj,
nije potrebna i ne postoji štamparska forma sa stabilno fiksiranom
slikom.
Digitalni Proof
¾
Proof-sistem na bazi Ink Jet - tehnologije. Sa 8 boja se simulira kasnija
4-bojna štampa. Primer za varijantu Computer to Print kod koga se
oslikavanja bojom vrši bez me
đ
unosioca direktno na papir.
181

Procesi štampe
Grafi
č
ki procesi
Computer to… tehnologije i umrežavanje za produkciju štampanih medija
Kompjuter
/ film
Digitalni
otisak
PostScript
fajl
PostScript
fajl
Computer to Plate
Plo
č
a
Digitalni
definisani
štamparski
nalog
Fajl podataka
(npr. Post
Script format)
PostScript
fajl ili
CIP3/PPF
Prepress - Interfejs
Computer to Print
Computer to Press
Direct Image
Pred -
postaviti:
Š
zone boja
Š
format
Š
registar
oznake
Š
kontrolna
traka
Š
zadate
vrednosti
Š
.....
Merni i
regulacioni
sistemi
PREPRESS
PRESS
POSTPRESS
Podaci
za
rezanje
Podaci
za izradu
pregiba
Podaci
za
povezivanje
Mašina za rezanje
Mašina za prgib
Mašina za povez
Slika 7.11 Umrežena produkcija primenom Computer to .... tehnologija
na bazi digitalnih podataka zajedno sa Prepress - Interface za upravljanje
konvencionalnim štamparskim sistemima i ure
đ
ajima dalje obrade
(Heidelberg)
¾
Computer to… sistemi prevo
đ
enje informacija u Post Script - formatu
(ili tako
đ
e u PDF - formatu) u Bitmap, to zna
č
i potreban je Raster
Image Processor (RIP).
¾
Ovaj RIP može ili da bude integrisan direktno u produkcionom sistemu
ili offline da izvodi RIP - postupak i Bitmap - podatke eventualno tek
posle me
đ
uskladištenja da prenese proizvodnom sistemu.
¾
Prepress, Press i Postpress na bazi zajedni
č
ke re
č
enice podataka za
štamparski nalog, mogu da se koriste (Computer to Print nije
prikazan).
183
Procesi štampe
Grafi
č
ki procesi
Macintosh sa
LinoColor
Tango
DaVinci
Banka
podataka DeltaPrep
Radna stanica
Signastation
MREŽA
Cip3
Cip3
Cip3
Cip3
Cip3
Falcautomat TI52
Proline i KD 66
Megaline
Sakupljaju
ć
i poveziva
č
Polar rezni sistem 2
Quikmaster DI 46-4
Speedmaster 52-4-P
Speedmaster 74-5-P+L
Štamparska
folija
Termalna
plo
č
a
Drysetter
Quasar
Formproof
Trandsetter 3244
PrePress
Press
PostPress
Slika 7.12 Proizvodne mogu
ć
nosti i štamparski sistemi na bazi Computer
to ... tehnologija u umreženoj proizvodnji sa digitalnim odvijanjem
procesa (Workflow) (Heidelberg)
184

KALKULACIJA GRAFI^KIH PROIZVODA
-
tok izra~unavanja
TRO[KOVI RADNOG MESTA - VREDNOST NORMA SATA
A.) OP[TI I PROIZVODNO SPECIFI^NI PODACI
STA-
VKA
NAZIV
JED.
RA^UNANJE
1. KALENDARSKI DANI
Dani
2. SUBOTE / NEDELJE / PRAZNICI
Dani
3. RADNI DANI U GODINI
Dani
[
1
]
-
[
2
]
4. PLA]ENI ODMOR / SLOBODNI DANI
Dani
5. RADNI DANI ZA JEDNOG IZVOA^A ([TAMPARA)
Dani
[
3
]
-
[
4
]
6. BROJ SMENA
7. BROJ REGULARNIH SATI PO SMENI (BEZ
PREKOVREMENIH)
Sati
8. STEPEN ZAPOSLENOSTI PO SMENI
%
9. GODI[NJE RADNO VREME ZA IZVOA^A
[TAMPARA
Sati
[
5
]
*
[
6
]
*
[
7
]
10. PREKOVREMENI SATI ZA JEDNOG IZVOA^A PO
GODINI
Sati
11. PREKOVREMENI DODATAK NA OSNOVNU ZARADU
%
12. PROSE^NI DODATAK ZA RAD U SMENAMA
%
13.
GODI[NJE ZAUZE]E MA[INE
Sati
[
3
]
*
[
6
]
*
[
7
]
*
[
8
]
:
100
14. STEPEN ISKORI[]ENOSTI MA[INE
%
15.
NEPRODUKTIVNI SATI MA[INE
Sati
[1
3
]
*
(
100
-
[
14
] )
:
100
16. PROIZVODNI SATI MA[INE
Sati
[
13
] - [
15
]
17. GODI[NJI TRO[KOVI NAJAMNINE I GREJANJA /m
2
/
DM
18. TRO[KOVI STRUJE /KWh/
DM
186
KALKULACIJA GRAFI^KIH PROIZVODA
B.) PODACI O MA[INI ( UREAJU - APARATU )
PROIZVOA^: ____________________________ KAPACITET:_________________
MODEL : ____________________________ FORMAT :_________________
STA-
VKA
NAZIV
JED.
RA^UNANJE
19. INVESTICIONA VREDNOST MA[INE
DM
20. TRAJANJE OTPISA (AMORTIZACIJA)
God
22. POTREBAN PROSTOR
m
2
23. POTREBNA INSTALISANA SNAGA
KW
24. TRO[KOVI REPERATURE I ODR@AVANJA / God (ZA
STEPEN ISKORI[]ENJA 100%)
Dani
26. KORI[]ENJE SA JEDNIM IZVOA^EM
27. KORI[]ENJE SA DVA IZVOA^A
28. DOPRINOS KORI[]ENJA TEHNI^KE KONTROLE
%
29. OSNOVNA SATNICA ZA 1. IZVOA^A
DM
30. PREKOVREMENI SATI ZA 2. IZVOA^A
DM
31. ZBIR OSNOVNE SATNICE 1.+ 2. IZVOA^
DM
[
26
]
*
[
29
] +
[
27
]
*
[
30
]
32. OSNOVNA ZARADA ZA GODINU
DM
[
31
]
*
[
9
]
33. PREKOVREMENA ZARADA ZA GODINU
DM
[
10
]
*
[
6
]
*
[
31
]
*
(1+
[
11
]
:
100)
34. ZBIR OSNOVNE I PREKOVREMENE ZARADE
[
32
]
+
[
33
]
35. DODATAK PO SMENI ZA GODINU
DM
[
34
]
*
[
12
]
:
100
36. ZBIR DIREKTNIH TRO[KOVA ZA GODINU
DM
[
34
]
+
[
35
]
187

Procesi štampe
Grafi
č
ki procesi
....
RASTERSKA REPRODUKCIJA U OFSETU
¾
Lanac je onoliko kvalitetan koliko je kvalitetna njegova najslabija karika
¾
Industrijski na
č
in proizvodnje zahteva tehnologiju i odreden pristup
radu.
¾
Uslov za takav pristup:
- opremljenost mašinama, ure
đ
ajima, aparatima i
- raspolaganje odgovaraju
ć
im stru
č
nim kadrom.
Koji vid modernizacije ima najve
ć
u ekonomsku opravdanost?
¾
Koriš
ć
enje iskustva, ili mehanizacije zavisi od:
- zahteva proizvoda koji se izra
đ
uju,
- zahteva kupaca
- spremnosti da plate viši kvalitet.
¾
Automatizacija i kompjuteri umnogome smanjuju odstupanja u
kvalitetu
¾
Savremena tehnologija zahtjeva stru
č
ni kadar
¾
Otisak koristi vrlo
č
esto raster za reprodukciju originala.
¾
Dobijanje reprodukcije koja
ć
e, odgovarati originalu.
¾
Kada je opti
č
ka gusto
ć
a na otisku jednaka opti
č
kim gusto
ć
ama na
originalu, smatra se da je reprodukcija u potpunosti objektivna.
¾
Reprodukcije gde se postižu optimumi, a ne objektivni prenosi,
nazivaju se
relativnim reprodukcijama tonova
odnosno originala.
PRIKAZ TEHNOLOŠKOG PROCESA POMO
Ć
U GUSTO
Ć
A OBOJENJA
y
original ---------------> višetonski negativ
y
višetonski negativ ----> rasterski dijapozitiv
y
rasterski dijapozitiv --> štamparska forma
y
štamparska forma ---> otisak
144
Procesi štampe
Grafi
č
ki procesi
¾
Ponekad je objektivna reprodukcija u potpunosti mogu
ć
a.
¾
Da li je objektivna reprodukcija uvijek ono što je potrebno posti
ć
i
¾
Da li
ć
e se težiti objektivnoj ili najpovoljnijoj reprodukciji?
¾
Efekti su naro
č
ito važni kod reklamnih otisaka
¾
U praksi se gotovo nikad ne radi o objektivnoj ve
ć
o relativnoj
reprodukciji
RASTERSKA TA
Č
KICA
¾
Uticaji od samog po
č
etka sve do kona
č
nog položaja na otisku.
Š
napon gume,
Š
kvalitet gume,
Š
vlažan ili suv vazduh u pogonu,
Š
toplota ili hladno
ć
a,
Š
kiselost sredstva za vlaženje,
Š
hrapavost podloge,
Š
upojnost podloge,
Š
karakteristike boje,
Š
karakteristike postupka štampe.
¾
Glavne osobine ta
č
kice:
-
veli
č
ina i forma rasterske ta
č
kice,
- tonska vrednost,
- broj linija i vrsta rastera.
Ponašanje rasterske ta
č
kice od filma do papira
NEPRAVILNOSTI RASTERSKE TA
Č
KICE
¾
Smanjenje rasterske ta
č
kice: smanjenje slobodnostoje
ć
e ta
č
ke i
pove
ć
anje neotisnutih površina uz održavanje zna
č
ajnih osobina forme
ta
č
kice.
¾
Pove
ć
anje rasterske ta
č
kice: pove
ć
anje slobodnostoje
ć
e ta
č
ke i
smanjenje neotisnutih površina uz održavanje zna
č
ajnih osobina forme
ta
č
kice.
¾
Pove
ć
avanje rasterske ta
č
kice (
pozitivna deformacija ta
č
kice
)
¾
Smanjenje rasterske ta
č
kice (
negativna deformacija ta
č
kice
)
145

Procesi štampe
Grafi
č
ki procesi
Č
EMU U OTISKU TREBA POSVETITI PAŽNJU
?
¾
Za rastere manjih linijatura postotak pove
ć
anja je manji, jer oni sadrže
ve
ć
e rasterske ta
č
kice, dok je kod rastera ve
ć
ih linijatura postotak ve
ć
i,
oni formiraju rasterske ta
č
kice manjih površina.
¾
Svaka promena odre
đ
enog položaja ta
č
kice na tabaku je greška.
¾
Punija i slabija rasterska ta
č
kica
- stanje kad je ta
č
kica u otisku punija
nego na filmu
(otklanjanje - manipulacijom ure
đ
ajem za obojenje)
.
¾
Proširenje rasterske ta
č
ke najlakše se otkriva pomo
ć
u kontrolnih
mernih traka (stripova) - vizuelno ili pomo
ć
u mernog instrumenta
Prikaz izgleda punije ta
č
ke na kontrolnoj mernoj traci
¾
Punija rasterska ta
č
ka može imati za posljedicu zatvaranje rastera. U
tom slu
č
aju slobodne površine crteža po
č
inju primati boju, mogu i
sasvim nestati
¾
Zatvaranje slobodnih mesta na otisku nastaje od prevelikog dodavanja
boje ili preslabog dodavanja vode, ako gumena navlaka nije dobro
zategnuta.
Prikaz zatvaranja rastera na kontrolnoj mernoj traci
¾
Vrlo retko rasterska ta
č
kica može postati oštrija,
č
ak manja nego na
filmu
Oštrija rasterska ta
č
ka na kontrolnoj mernoj traci
147
Procesi štampe
Grafi
č
ki procesi
¾
U normalnim uslovima otiska i kod ta
č
ne kopije rasterska
ć
e ta
č
ka biti
uvek punija na otisku nego na filmu. Zbog grešaka pri kopiranju
ofsetna plo
č
a može postati slepa ili postati oštrija ( pomaže pranje
gumenih navlaka i bojanika, te eventualno promena redoseda boja).
Deformacije rasterske ta
č
kice
¾
Izdužena rasterska ta
č
kica - neuskla
đ
enost hoda cilindra, odnosno
razli
č
itih radiusa cilindara.
¾
Neuskla
đ
enost izme
đ
u ofsetne plo
č
e i gumene navlake ili izme
đ
u
gumene navlake i papira dolazi do prinudnog povla
č
enja rasterske
ta
č
ke.
¾
Umesto okruglog dobija izdužen ovalni oblik i to u smeru otiska ili
popreko
¾
Ako istovremeno dolazi do povla
č
enja u oba smera, onda
ć
e rasterska
ta
č
kica biti razvu
č
ena u kosom smeru na tok otiska.
Prikaz izduženja rasterske ta
č
kice na kontrolnoj mernoj traci u smeru
štampanja
Prikaz izduženja rasterske ta
č
kice na kontrolnoj mernoj traci popre
č
no u
odnosu na smer štampanja
¾
Izduženje rasterske ta
č
kice najbolje se pokazuje na kontrolnoj mernoj
traci s linijskim rasterom. Te, linije su me
đ
usobno u okomitom položaju
i u mnogim slu
č
ajevima mogu pokazati smer izduženja.
¾
Izduženje postrani retko nastupa samo po sebi, naro
č
itu pažnju
posvetiti materijalu na kojem se štampa i gumenoj navlaci.
DUBLIRANJE
Prikaz dubliranja na kontrolnoj mernoj traci
148

Procesi štampe
Grafi
č
ki procesi
¾
Vizuelno - iskustvom
je mogu
ć
e odrediti u kojoj se meri predložak i
kona
č
ni proizvod podudaraju.
¾
Upotpunjavanje sa nekim pomo
ć
nim sistemima.
¾
Kontrolne merne trake
koje imaju i polja koja se mogu meriti. Kontrola
kvaliteta pomo
ć
u mernih polja postaje objektivnija
KONTROLA KVALITETA BEZ KONTROLNE MERNE TRAKE
Kontrola kvaliteta bez kontrolne merne trake
Oznaka kvaliteta
Pomo
ć
na sredstva za
vizuelnu kontrolu
Boja tona
Odobreni tabak
Nanos boje
Odobreni tabak
Primanje boje
Odobreni tabak
Ja
č
ina rastera
Odobreni tabak, Lupa
Deformacija rasterske ta
č
ke Lupa
Paser, registar
Registri, krsti
ć
i, registar
marke, lupa
Mehani
č
ka ošte
ć
enja štampe Nema pomo
ć
nih sredstava
UPRAVLJANJE KVALITETOM
¾
Kvalitetom se po
č
inje upravljati u ofsetu još u reprofotografiji
¾
Pratiti kvalitet otiska i njime upravljati zna
č
i kretati se u stalnom
zatvorenom krugu, pri
č
emu se sam proces kontrole odvija
kontinualno.
¾
Zajedni
č
ko svojstvo svih kontrolnih mernih traka za vizuelnu kontrolu
je da opti
č
ki poja
č
avaju grešku koja je nastala kod otiska. Te trake
pritom moraju biti što manje tako da se mogu smestiti na rubovima,
odnosno delovima koji se kasnije odrezuju od tabaka.
¾
Kontrola proizvoda, treba rezultirati boljim finansijskim efektima.
Kružni proces kontrole u štampi
150
Procesi štampe
Grafi
č
ki procesi
Pove
ć
anje ili smanjenje rasterskih ta
č
kica
¾
Sve kontrolne merne trake uglavnom pokazuju pove
ć
anje ili smanjenje
rasterskih ta
č
kica na jednakom principu, na principu grubog i finog
rastera.
¾
Ako otisak postaje puniji, mogu
ć
i uzroci: previše boje, pomicanje ili
dubliranje.
¾
Ako otisak postaje slabiji, uzrok može biti u preslabom obojenju ili
neodgovaraju
ć
oj ofsetnoj plo
č
i.
¾
Traka oko brojeva je izra
đ
ena u jednakom tonu grubog rastera. Brojevi
od 0 do 9 koji su smešteni na navedenoj traci izra
đ
eni su od finijeg
rastera, a njihova tonska vrednost opada od broja 0 prema 9 (GSTF
Dot Gain Scale).
¾
Kod kvalitetnog otiska brojka 3 i polje grubog rastera trebaju
pokazivati jednake vrednosti. U takvom slu
č
aju brojka 3 se prakti
č
no
na prvi pogled više ne razlikuje, odnosno gubi se u tonu grubog rastera
koji je okružuje.
¾
Ako prilikom otiska do
đ
e do pojave punije rasterske ta
č
kice, dolazi do
pomicanja jednakih gusto
ć
a objenja prerna broju 9.
Uve
ć
ani signalni strip u obliku trake: dobar otisak, punija te slabija
rasterska
151

Procesi štampe
Grafi
č
ki procesi
Bo
č
no pomicanje otiska prikazano na delu stripa SLUR
Ponašanje ta
č
kastog i linijskog rastera prilikom bo
č
nog pomaka otiska,
prikazano kroz uve
ć
anje ili mikroskop
Pomicanje u pravcu otiska lepo je uo
č
ljivo na delu stripa s tekstom SLUR
Ponašanje ta
č
kastog i linijskog rastera prilikom pomaka u smeru otiska
prikazano uz pove
ć
anje uve
ć
anjem ili mikroskopom
Prikaz dijagonalnog dubliranja na signalnom stripu u obliku trake
Dubliranje na signalnom stripu u obliku trake, posmatrano sa
mikroskopom sa jakim pove
ć
anjem
153
Procesi štampe
Grafi
č
ki procesi
Prikaz pomicanja u stranu i po obimu, dubliranje pod 45° na zvezdastom signalnom
stripu
Dodatni signalni elementi
¾
Za kontrolu registra i pasera u višebojnom otisku
Koncentri
č
ne kružnice za kontrolu registra kod višebojnih radova
¾
FOGRA-nonius merni element pokazuje veli
č
inu deformacije tabaka
papira zbog prevelikog pritiska izmedu ofsetnog i štamparskog cilindra,
pogrešno odabrane gumene navlake, pogrešnag smera toka vlakanaca
papira, prevelikog dovodenja sredstva za vlaženjei sl.
FOGRA-nonius merni element
¾
primjer signalnog stripa kako bi on trebao izgledati na ofsetnoj plo
č
i taj
strip radi na principu fini raster
-
grubi raster pri normalnom, punijem i
slabijem kopiranju, sitniji raster ja
č
e reaguje od grubljeg na punije ili
slabije kopiranje,odnosno na pozitivnu i negativnu grešku ta
č
kice.
154

LITERATURA:
1.
Helmut Kipphan (Hrsg.): Handbuch der Printmedien, Technologien
und Produktionsverfahren, Springer, 2000.
2.
Novakovi
ć
, D.: Prilog rukovanju grafi
č
kim materijalom, Doktorska
disertacija, FTN, Novi Sad, 2001.
3.
Mesaroš, F.: Grafi
č
ka enciklopedija, Tehni
č
ka knjiga, Zagreb, 1970.
4.
Heidelberg, prospektni materijal proizvoda, Drupa, Dieseldorf, 2000.
5.
Bolan
č
a, S: SUVREMENI OFSETNI TISAK, Školska knjiga, Zagreb,
1991 .
G R A F I
Č
K I P R O C E S I - ISPITNA PITANJA
1.
Tehnike i tehnologije grafi
č
kih komunikacija
2.
Komunikacione tehnologije (štamparski mediji, elektronski mediji i
multimediji) - osnovne podele
3.
Elektronski mediji
4.
Multimediji
5.
Struktura za produkciju štamparskih, elektronskih i multmedija
6.
Obim tržišta medija, trendovi i scenarij budu
ć
nosti
7.
Integracija novih medija
8.
Osnovni proizvodi grafi
č
kih tehnologija
9.
Osnovni materijali za izradu grafi
č
kih proizvoda
10.
Štampana ambalaža (podela, vrste ambalažnih materijala)
11.
Organizacija grafi
č
ke proizvodnje
12.
Tehni
č
ko tehnološka priprema grafi
č
ke proizvodnje
13.
Proizvodni proces i tokovi materijala i podataka u proizvodnji
štampanih proizvoda
14.
Priprema grafi
č
ke proizvodnje
15.
Priprema štampe - osnovni pojmovi grafi
č
kog procesa
16.
Štampa - osnovni pojmovi grafi
č
kog procesa
17.
Završna grafi
č
ka obrada - osnovni pojmovi grafi
č
kog procesa
18.
Oblikovanje, tipografija i dizajn grafi
č
kih proizvoda
19.
Konvencionalna i digitalna priprema štampe
20.
Priprema i obrada teksta
21.
Priprema i obrada slika
22.
Montaža teksta i slika
23.
Štamparske forme - osnovni pojmovi, podele i karakteristike
24.
Štampa - podela štampe - glavni štamparski procesi
25.
Procesi manuelne štampe
26.
Manuelna visoka štampa (ksilografija, metalografija, zanatska
tipografija)
27.
Manuelna duboka štampa (bakrorez, radirung, krejon, aquatinta,
heliogravura, šablonsko kopiranje i graviranje)
28.
Manuelna štampa (ravna, propusna, ostali postupci)
29.
Grafi
č
ki procesi industrijske štampe - osnovni pojmovi i podele
30.
Proces pripreme visoke štampe
31.
Proces visoke štampe
32.
Proces završne grafi
č
ke obrade visoke štampe
33.
Uporedni pregled procesa visoke štampe (na
č
in otiska, štamparska
forma, materijal za štampu, znaci raspoznavanja)
34.
Visoka štampa, razvoj štamparskih principa i izvedenih rešenja
grafi
č
kih mašina

73.
Ure
đ
aji procesa završne obarade na mašinama ofset štampe
74.
Oplemenjivanje otiska - postupci
75.
Proces oplemenjivanja otisaka
76.
Štampanje na limu
77.
Ure
đ
aji za ulaganje i izlaganje i vo
đ
enje podloge u procesu ofset
štampe
78.
Ofset prenosni sistemi za ubrzavanje kretanja tabaka u mašini
79.
Sistemi gradnje mašina za ofset štampu
80.
Iris štampa
81.
Propusna štampa
82.
Sito štampa
83.
Štamparske forme sito štampe
84.
Priprema sito štampe, štampa velikih formata
85.
Postupak i faze odvijanja procesa sito štampe
86.
Štamparski principi sito štampe
87.
Mogu
ć
nosti izrade šablona i sita
88.
Industrijska sito štampa- koncepti procesa i mašina
89.
Podloge i proizvodi sito štampe (osnovne karakteristike)
90.
Computer to .... tehnologije
91.
Computer to Film
92.
Computer to Plate
93.
Computer to Press
94.
Computer to Press /Direct Image
95.
Computer to Press/Computer to Print
96.
Computer to Press /Direct Image sistem sa ponovo obradivim
štamparskim formama
97.
Digitalna štampa - ure
đ
aji za probni otisak
98.
Kvalitet otiska, metode merenja
99.
Greške na otisku
100.
Elementi mernih oznaka na otisku
101.
Kalkulacija grafi
č
kih proizvoda
102.
Opšti i proizvodno specifi
č
ni podaci kalkulacije
103.
Prora
č
un troškova radnog mesta
104.
Radni nalog za izradu grafi
č
kih proizvoda
105.
Kretanje dokumentacije u grafi
č
kom procesu