ВИСОКА ТЕХНИЧКА ШКОЛА СТРУКОВНИХ
СТУДИЈА КРАГУЈЕВАЦ
ЗАВРШНИ РАД
Машине у обради брушењем
Предмет: Алати и прибори
Ментор:
др Бранко Давидовић
Студент:
Зоран Милић
СУ - 2013
Крагујевац, 2016.
ВИСОКА ТЕХНИЧКА ШКОЛА СТРУКОВНИХ
СТУДИЈА КРАГУЈЕВАЦ
ЗАВРШНИ РАД
Машине у обради брушењем
Предмет: Алати и прибори
Чланови комисије:
1. _____________________
2. _____________________
3. _____________________
Студент:
Зоран Милић
СУ - 2013
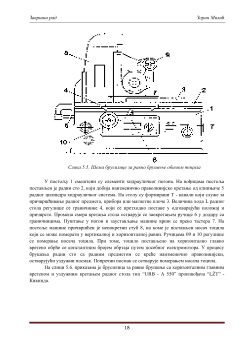
Завршни рад
Зоран Милић
1
1. УВОД
Брушење представља процес обраде метала резањем и примењује се, углавном, при
завршној обради. Међутим, процес брушења се примењује и код неких операција грубе
обраде као што је сечење материјала, равнање површина после ливења, заваривања и
слично.
Брусилица опште намене појавила се 1873. године, a алатна брусилица 1889. Данас
имамо специјалне брусилице за обраду коленастих вратила, брусилице за унутрашње
брушење, брусилице за брушење без шиљака, вертикалне брусилице итд..
Развој брусилица креће се у правцу повећања тачности (крутост машине) и
повећања продуктивности кроз инсталисану снагу 10-300
kW
, аутоматизацију и брзину
главног вретена 60-100
т/s.
То све има за последицу да је сама конструкција сложена, са
великим бројем подсистема, као сто су: уређаји за преоштравање и обликовање тоцила,
уређаји за уравнотежење тоцила, уређаји за активну димензиону контролу, уређаји за
довођење радних предмета у зону рада укључујући и механичке руке , уређаји за средство
хлађења, итд.
При обради брушењем, главно кретање је обртно и изводи га алат - тоцило, док
помоћно кретање које може бити праволинијско и обртно изводи обрадак. Брушење, за
разлику од осталих начина обраде метала резањем, карактерише релативно велика обимна
брзина резања и специфичност природе материјала алата - тоцила.
Брзина сечења је једна од битних разлика у односу на остале начине обраде
материјала резањем. Док су код осталих начина обраде резањем брзине у границама од 20-
200 m/min, брзина брушења може бити и до 2000 m/min, Због овако релативно велике
вредности, обично се брзина брушење изражава метрима у секунди, (m/s).
Друга битна разлика обраде брушењем је специфичност материјала алата - тоцила.
Док су сви резни алати, углавном, израђени од хомогених материјала (брзорезног челика),
дотле је алат за брушење - тоцило израђено од абразивних честица и везивног материјала,
који заједно чине структуру тоцила у већој или мањој мери порозном. Због ових
специфичности; релативно велике брзине сечења и нехомогене структуре алата за
брушење - тоцила долази до механичких и температурних напрезања у његовој
унутрашњости, тако да је оно подложно распадању.
Кинематика процеса сечења при брушењу је слична процесу глодања. Свако
абразивно зрнце у процесу брушења има улогу резног клина, па с обзиром на њихов број,
тоцило представља "многосечан алат". У процесу брушења настаје релативно висока
температура у зони резања (до 1500 ° C) те струготина сагорева. Због овог процеса, при
брушењу металних обрадака, врши се хлађење зоне сечења. Задатак расхладног средства
је да врши хлађење и одводи струготину из зоне резања.
Овај завршни рад систематизован је у седам поглавља. У друго поглављу, после
увода говори се о операцијама брушења, у трећем су детаљно описани алати за брушење,
у четвртом су дате карактеристике брусалица, у петом поглављу је извршена подела
бруселица. У шестом полављу су описане специјалне машине за брушење, и на крају у
седмом поглављу дата су закључна разматрања.
Завршни рад
Зоран Милић
2
2. ОПЕРАЦИЈЕ БРУШЕЊА
Резање материјала при обради брушењем обављају веома ситна абразивна зрна -
средства за брушење, релативно велике тврдоће, тако да је струготина малог пресека, а
обрађена пови високог квалитета.
Једна од класификација операција при обради брушењем приказана је на слици 2.1.
У зависности од облика површине која се бруси, облика тоцила и радних карактеристика
бруса, разликује се:
спољашње и унутрашње кружно брушење,
равно и уздужно брушење,
специјалне операције брушења (оштрење алата, израда завојница и
зупчаника и слично).
Слика 2.1. Основне операције брушењем
Основне производне операције брушења су производне операције: кружног
брушења, равног брушења, брушења без шиљака и брушења сложених површина.
Најфинија обрада брушењем, површина квалитета N1 - N3, се постиже специјалним
поступцима брушења познатим под називом глачање. Поступци спољашњег и
унутрашњег глачања се разврставају на: леповање, суперфиниш, хоновање и полирање.
Кружно брушење може бити спољашње, унутрашње и брушење чеоних површина.
Спољашње кружно брушење је брушење спољашњих површина најчешће аксијално
непомичним тоцилу и спољашње радијално брушење површина.
Обрада брушењем
Спољашње кружно
брушење
Спољашње кружно
брушење
Равно брушење
Праволинијско
помоћно
кретање
Кружно
помоћно
кретање
Специјалне
операције брушења
- уздужно између шиљака
- попречно између шиљака
- уздужно без шиљака
- попречно без шиљака
- са стезањем обратка
- без стезања обратка
- оштрење алата
- израда завојница зупчаника
- обичним тоцилом
- чеоним тоцилом
- обичним тоцилом
- чеоним тоцилом
Завршни рад
Зоран Милић
4
од осталих средстава за брушење. Најважнија улога сечива од дијаманта је да се користи
за оштрење, односно поправку тоцила.
3.2. Везивни материјал
Везивни материјал је други важан саставни елемент алата за брушење. Овај
материјал може бити органског и неорганског порекла. Везивни материјали на бази
природне и вештачке смоле, гуме, каучука и др. убрајају се у органска везивна средства, а
неорганска везивна средства су од глине, стакла, метала, порцелана или сличног
керамичког материјала.
Органски везивни материјали поседују велику чврстоћу и жилавост, отпорни су на
ударе и носе ознаку "О". Групу везивних материјала органског порекла (шелак,
калофонијум гума, смоле произведене синтетичким путем) одликује велика чврстоћа и
жилавост. Тоцила израђена на бази овог везивног материјала отпорна су на ударе.
Међутим, њихова збијена структура доводи до брзог зачепљења отвора у тоцилу. Тоцила
чији је везивни материјал органског порекла погодна су за оштрење сечива алата и
одсецање материјала. С обзиром да су ова тоцила неосетљива према влази употребљавају
се за брушење уз употребу течности за хлађење.
Неоргански везивни материјали имају велику чврстоћу и непорозност, а
неосетљиви су на хемијске реакције. У примени је више врста ових везива, и то:
керамичко, магнезитни, силикатно и метално везиво. Керамичко везиво (ознака V) је
најпогодније везивно средство због велике чврстоће, и порозности и неосетљивости према
хемијским утицајима. Добија се из разних врста глине - печењем и до белог усијања.
Главни састојци овакве везе су: глина, каолин фелдспат, и кварц. Недостатак овог
везивног материјала је велика крутост и осетљивост на ударе. Магнезитни везиво (ознака
М) је осетљиво на влагу, а служи за брушење при мањим брзинама (до 20 (m/s) без
хлађења. Силикатно везиво (ознака S) је на бази течног стакла. Овај везивни материјал је
погодан за израду тоцила великих пречника, преко 900 mm. Метално везиво (ознака М)
представља легуру бакра, калаја, гвожђа, алуминијума, никла и других метала. Ово везиво
најчешће се употребљава код дијамантских тоцила. Керамичко везиво се користи
углавном за све абразивне материјале, док се магнезитни и силикатно примењује са
силицијум карбидом. Осим основног материјала везива садрже и пуниоце, који
побољшавају физичко-механичке особине везива, аи самог тоцила. Зависно од средства за
брушење и везивног материјала, тоцила се разликују према: финоћи, тврдоћи и структури.
3.2.1. Финоће тоцила
Финоћa тоцила представља мерило за величину зрна средства за брушење. Финоћа,
односно величина абразивних зрна мери се бројем петљи на дужини од 1 цола сита кроз
које зрнца још пропадају, а заустављају се на првом следећем ситу које има више отвора.
У табели 3.1. приказане су стандардне вредности за финоћу тоцила.
Абразивна зрна средства за брушење крупноће од 280 до 600 представљају прах
који се не мери просејавање кроз сито, већ таложењем праха у води до одређене висине.