Seminarski rad
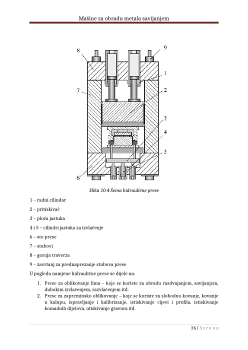
Mašine za obradu metala savijanjem
Mašine za obradu metala savijanjem
4 |
S t r a n a
1. Uvod
Obrada metala deformisanjem je uveliko prisutna u savremenoj mašinogradnji, ali i pri
izradi dijelova i proizvoda za namjensku industriju. Velika rasprostranjenost zasnovana
na brojnim mogućnostima koje nudi ovaj vid obrade metala je nametnuo potrebu za
razvijanjem velikog broja tehnologija obrade metala. Jedan od najprimjenjenijih
postupaka obrade metala deformisanjem u proizvodnim pogonima širom svijeta je i
obrada metala savijanjem, koja je svoju primjenu uveliko našla u izradi proizvoda za
automobilsku, vojnu, prehrambenu i druge grane industrije.
Sama činjenica, kako je već spomenuto, da je tehnološki postupak savijanja jedan od
najprimjenjenijih postupaka obrade metala je nametnuo potrebu za razvojem niza
mašina koji će smanjiti ulogu čovjeka, tj. upotrebu ljudske snage u samoj proizvodnji, te
povećati stepen automatizacije procesa proizvodnje i obezbjediti tačnost izrade dijelova
kod kojih je tačnost dimenzija, oblika i dr. od ključnog značaja na sponi između
proizvođača i kupca.
Ovaj rad je baziran na pojašnjenju i razmatranju najprimjenjenijih strojeva za obradu
metala savijanjem. Ono što karakteriše spomenute mašine je veliki stepen
univerzalnosti, tj. da sa jednom mašinom, mijenjajući joj naravno izvršne elemente u
vidu alata, možemo izraditi širok asortiman proizvoda, što uveliko znači današnjim
proizvođačima koji sve više teže ka fleksibilnosti i univerzalnosti proizvodnih
postrojenja.
Mašine za obradu metala savijanjem
5 |
S t r a n a
2. Savijanje
2.1 Definicija
Savijanje spada u grupu postupaka tehnologije plastičnog deformisanja koji se najčešće
primjenjuju. Savijanje je oblikovanje čvrstih tijela gdje se ugaoni radni predmeti i radni
predmeti u obliku prstena proizvode iz limova ili traka ( kao polazni komadi još se mogu
koristiti i žica,puni profil ili cijevi).
Savijanje limova je postupak obrade metala bez
skidanja strugotine, kod kojeg se u poprečnom presjeku unutrašnji dio skraćuje i
opterećen je na pritisak, dok se vanjski dio produžuje i opterećen je na istezanje. U
procesu savijanja materijal se u plastično stanje dovodi djelovanjem savojnog
opterećenja.
Omogućava izradu širokog asortimana proizvoda, sa dimenzijama od
dijelova milimetra pa do nekoliko metara. Dijelovi složenih geometrija izrađuju se u više
operacija. Karakteristika procesa savijanja je, u većini slučajeva, lokalno plastično
deformisanje. Deformisana zona tada obuhvata manji dio zapremine komada, mada ima
postupaka gdje se deformiše kompletna zapremina (kružno savijanje npr.). Najčešće se
izvodi u hladnom stanju, ali u slučaju teških profila, debelih limova i velikih cijevi
savijanje se izvodi u toplom stanju. Za vrijeme savijanja materijal je podvrgnut i
elastičnim i plastičnim naprezanjima pa po prestanku djelovanja sile malo se povrati i
otvori.
Slika 2.1 Različiti predmeti dobijeni savijanjem
Mašine za obradu metala savijanjem
7 |
S t r a n a
2.3 Proces savijanja
Savijanje se dijeli na :
1. Ugaono savijanje
2. Kružno i
3. Profilno savijanje
2.3.1 Ugaono savijanje
Izvodi se najčešće u alatima postavljenim na univerzalne prese (ekscentarske,
koljenaste, hidraulične itd.) ili na specijalnim presama. Plastične deformacije uvijek
prate i elastične deformacije, a kod savijanja je ovaj fenomen naročito izražen. Pri
konstrukciji alata se mora obavezno uzeti u obzir elastično ispravljanje. Radni predmet
nakon izlaska iz alata mora da ima zadani oblik i dimenzije.
S obzirom na oblik i broj
mjesta savijanja može biti: jedno − dvo i višeugaono. Za jednougaono savijanje često se
koristi termin V savijanje; za dvougaono U ili C savijanje, a u primjeni je i termin Z
savijanje, a mogu se ostvariti i najrazličitije kombinacije ovih postupaka. Razlikuje se
slobodno i savijanje kalupu.
2.3.1.1 Slobodno savijanje
U procesu slobodnog savijanja, alat , odnosno pritiskivač i matrica se koriste samo za
prijenos energije. Radni komad je oslonjen na matrici, a pritiskivač ga savija i na taj
način radni komad poprima krivolinijski oblik koja je simetrična u odnosu na centar
radnog komada. Slobodno savijanje se uglavnom koristi da bi se radni komadi ispravili.
1- oslonac žiga, 2 – žig, 3 – lim, R – radijus žiga, r – radijus matrice, S – otvor matrice
Slika 2.3 Proces i alat za slobodno savijanje