MASTER STRUKOVNE STUDIJE
MAŠINSKO INŽENJERSTVO
NEKONVENCIONALNI POSTUPCI
OBRADE
SEMINARSKI RAD:
OBRADA ABRAZIVNIM VODENIM MLAZOM I
OBRADA LASEROM
Visoka škola tehničkih strukovnih studija Čačak
2. OBRADA ABRAZIVNIM VODENIM MLAZOM
Sa razvojem savremenih materijala uporedo se javila i potreba za razvojem novih
postupaka obrade jer konvencionalni postupci obrade nisu davali zadovoljavajuće rezultate pri
obradi ovih materijala. Pod nekonvencionalnim postupcima obrade materijala podrazumevaju
se postupci koji se odvijaju pri velikoj koncentraciji energije nastale hemijskim, fizičkim,
termičkim ili erozionim procesima. Razvoj avio, kosmičke, vojne, nuklearne i procesne
industrije je, takođe, uslovio razvoj nekonvencionalnih postupaka obrade. Od svih
nekonvencionalnih postupaka obrade najširu primenu imaju obrade elektroerozijom, plazmom
i laserom.
Obrada abrazivnim vodenim mlazom je nekonvencionalni postupak obrade novijeg
datuma, koji je za sada malo istražen, ali ima sve veću primenu u industriji. Obrada
abrazivnim vodenim mlazom je veoma efikasna metoda za konturno sečenje različitih vrsta
materijala. Kontinualni razvoj obrade vodenim mlazom visokog pritiska počinje u prvoj
dekadi dvadesetog veka. U SAD ova vrsta obrade je prvo korišćena u rudnicima na
iskopavanju zlata. Otprilike u isto vreme je započeto korišćenje ove metode u Rusiji, takođe u
rudnicima, na iskopavanju uglja. Krajem 60– tih godina prošlog veka R. Franz sa Univerziteta
u Mičigenu, započeo je ispitivanje sečenja drveta vodenim mlazom velike brzine. Ideju je
dobio kada je posmatrao način detektovanja curenja pare iz kotlova. Do prve komercijalne
upotrebe vodenog mlaza došlo je 1972. godine.
Dalja istraživanja su dovela do otkrića abrazivnog vodenog mlaza 1980. godine i
njegove prve komercijalne primene 1983. godine. Dodatkom abraziva u vodeni mlaz znatno
se proširio spektar materijala koji se mogu na ovaj način obrađivati. Takođe je omogućena i
veća brzina obrade, veća tačnost obrade i bolji kvalitet obrađene površine.
Ranih 1990–tih, John Olsen je započeo istraživanje koncepta obrade vodenim mlazom i
obrade abrazivnim vodenim mlazom. Najveću pažnju je posvetio konstruisanju, unapređenju i
proizvodnji pumpi visokog pritiska za potrebe obrade abrazivnim vodenim mlazom. Takođe,
Olsen je razvio i prvi specijalizovani softver za kontrolu procesa obrade abrazivnim vodenim
mlazom.
Najčešće proizvodne operacije koje se ovom vrstom obrade mogu izvoditi su: sečenje,
poliranje površina, čišćenje površina itd. U svim slučajevima mehanizam obrade se zasniva na
eroziji. Obrada abrazivnim vodenim mlazom je naročito pogodna za obradu krtih materijala
(staklo, keramika, kamen itd.) i kompozitnih materijala.
Obrada abrazivnim vodenim mlazom je superiorna u odnosu na slične postupke
obrade kada je u pitanju izrada delova koji imaju složenu dvodimenzionalnu formu. Ova
prednost još više dolazi do izražaja kada je u pitanju obrada tankih limova i folija, kao i to da
se ovim postupkom praktično mogu seći skoro sve vrste materijala bez obzira da li se radi o
krtim ili žilavim materijalima. Velika prednost ovog Dokeoprka džrgpeafžja 4 postupka
obrade je činjenica da u zoni obrade ne dolazi do značajnog porasta temperature, i da su sile
rezanja veoma male.
Pri obradi abrazivnim vodenim mlazom se kao alat koristi vodeni mlaz sa dodatkom
abraziva, koji pod velikim pritiskom ističe kroz otvor malog prečnika, pri čemu dostiže brzinu
Nekonvencionalni postupci obrade
4
Visoka škola tehničkih strukovnih studija Čačak
nekoliko puta veću od brzine prostiranja zvuka. Zbog tako velike brzine, abrazivni vodeni
mlaz poseduje veliku energiju. Sa energetskog stanovišta, abrazivni vodeni mlaz se može
posmatrati kao „kruto telo―, odnosno kao i svaki drugi rezni alat u konvencionalnim
postupcima obrade. Ipak, proces obrade abrazivnim vodenim mlazom je veoma specifičan i
potrebno je dobro poznavanje mehanizama dejstva vodenog abrazivnog mlaza na materijal
predmeta obrade da bi se efekti primene ove tehnologije u potpunosti ostvarili.
2.1 Vodeni mlaz
Pojam vodeni mlaz obuhvata više različitih vrsta mlaza. Najobuhvatnija podela je prikazana
na slici 1.
Slika 1: Vrste vodenog mlaza
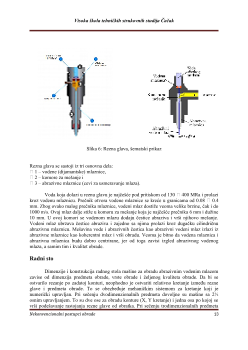
Prva podela je načinjena na osnovu vrednosti radnog pritiska. Tačna vrednost radnog
pritiska, koja bi bila postavljena kao granica koja razdvaja vodeni mlaz na mlaz niskog i mlaz
visokog pritiska nije tačno određena. Ova podela je načinjena na osnovu pumpe koja se
koristi u instalaciji za obradu abrazivnim vodenim mlazom. Većina mašina za obradu
abrazivnim vodenim mlazom ima radni pritisak vode oko 400 MPa (4000 bar).
Takođe, vodeni mlaz se može podeliti na kontinualni i diskontinualni mlaz. Zbog
načina na koji nastaje vodeni mlaz visokog pritiska i oscilacija u vrednosti pritiska u toku
vremena, javlja se neznatan diskontinuitet u vodenom mlazu. Ovaj diskontinuitet se
zanemaruje pa se kao diskontinualni vodeni mlaz smatra vodeni mlaz koji ima diskontinuitet
u protoku i pritisku, a koji je namerno izazvan nekim spoljnim mehaničkim uređajem. U
zavisnosti od toga šta se koristi kao radni medijum, vodeni mlaz se može podeliti na čist
vodeni mlaz i abrazivni vodeni mlaz. Čist vodeni mlaz se koristi za obradu mekših materijala,
kao što su drvo, papir, koža. Za obradu tvrdih materijala nije dovoljna energija čistog
vodenog mlaza, pa se u njega dodaje abraziv u vidu praha. Na taj način nastaje abrazivni
vodeni mlaz.
Nekonvencionalni postupci obrade
5
Visoka škola tehničkih strukovnih studija Čačak
Na osnovu navedenih činjenica, može se reći da, kada je u pitanju obrada abrazivnim
vodenim mlazom, mnogo je više prednosti nego nedostataka. Zbog toga se danas sve češće u
industriji susreće ova vrsta obrade.
Poređenje obrade abrazivnim vodenim mlazom sa ostalim komparativnim
tehnologijama
Obrada abrazivnim vodenim mlazom se najčešće koristi za konturno sečenje različitih
materijala. Zbog toga je najpogodnije ovaj postupak obrade porediti sa tehnologijama koje se
takođe koriste za ovakvu obradu. To su najčešće obrada laserom, obrada plazmom i
elektroeroziona obrada sa žičanom elektrodom. Zbog bolje preglednosti, poređenje je dato u
tabeli 1. Poređene su samo osnovne karakteristike, kao što su maksimalna debljina predmeta
obrade, kvalitet reza, tačnost obrade i slično.
Tabela 1: Poređenje obrade abrazivnim vodenim mlazom
Na osnovu poređenja može se zaključiti da je osnovna prednost obrade abrazivnim vodenim
mlazom mogućnost sečenja svih materijala velikih debljina i odsustvo pojave toplote u zoni
rezanja.
Nekonvencionalni postupci obrade
7