UVOD
Proizvodni program fabrike V.B.S. Metalurgija D.O.O. Novi Sad obuhvata
proizvodnju sledećih proizvoda :
-
DVP-1 Cu ,cevi za frižidersku industriju kao i za opštetehničke svrhe
-
DVP-1 Cu ,kapilarne cevi
-
ED-Cu šine
-
Trolne žice
-
Bronzano uže ( Bz2)
-
Žice za zavarivanje LMS 60 ( CuZn 40 Si)
Za svoj proizvodni program fabrika metalurgija dobija polufabrikate.od V.B. Sevojno:
-
-za cevi dobija vučene cevi Ф 22mm x 1,1mm u koturu težine 100-200 kg.
-
-za sve ostale proizvode se dobijaju otpresci
-
u ovom slučaju otpresak LMS 60 je Ф 7,2mm u koturu težine 70-80kg
1
1. MESING I NJEGOVE OSOBINE
Bakar se legira prvenstveno sa ciljem da mu se poboljša čvrstoća. Najširu primenu
imaju legure bakra sa cinkom,kalajem i aluminijumom kao dvokomponentne , a često
kao višekomponetne legure. U zavisnosti od namene mesinzi sadrže do 45% cinka.
1.1. DIJAGRAM STANJA CU- ZN
Sl.1 ravnotežni dijagram stanja sistema Cu- Zn
Dijagram je sastavljen iz pet jednostavnih , peritektičkih dijagrama. U sistemu Cu- Zn
u čvrstom stanju javlja se šest faza : dva čvrsta rastvora – Alfa-čvrsti rastvor cinka u
bakru i –Eta- čvrsti rastvor bakra u cinku : tri intermedijalne faze elektronskog tipa –
Beta-, približnog sastava Cu- Zn, prostorno centrirane kubne rešetke,- Gama- Cu5Zn8
složene kubne rešetke i –Epsilon- CuZn3, heksagonalne kristalne rešetke , Delta faze.
Beta faza na 468-454 °C prelazi u srednju Beta prim , a Delta faza se eutektnoidno
razlaže na gama i Epsilon na 558 °C.
2
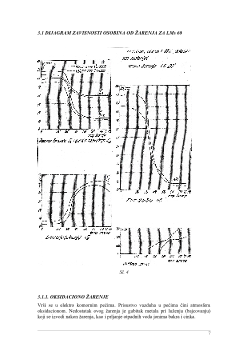
2.3.ULOGA TRENJA
Sile trenja koje se moraju savladati za vreme izvlačenja žice zavise od kvaliteta
maziva i geometrije žice i matrica u pogledu na kompaktnost površina i kompaktnost
pritiska između žice i matrice,Kvalitet maziva se obično izražava preko koeficijenta
trenja μ.
Izvlačenjem se vučna matrica troši usled trenja sa izvlačenim materijalom(metalom) i
proširuje, pa se mazivom smanjuje : koeficijent trenja, izvlačenja, sila izvlačenja,
zagrevanje vučne matrice, oštećenje matrice, potrošnja energije a istovremeno se
omogućuje veće sažimanje po provlaku , povećava brzinu izvlačenja i postiže se bolji
kvalitet površine proizvoda.
2.4.PROFIL VUČNE MATRICE
Najsloženiji i najvažniji deo matrice je otvor vučne matrice ,sl.3,koji je sastavljen iz
četiri dela koji čine profil vučnog otvora.
Ulazni deo (u) ima ulogu da osigura uvlačenje maziva u vučnu matricu po celom
obimu vučenog materijala, obezbeđujući pravilno podmazivanje, uz smanjenje sile
trenja, odnosno ukupne sile izvlačenja, kao i dobar kvalitet površine proizvoda.
Dužina ulaznog dela(konusa) ne treba da bude manja od dužine radnog dela (r).u
radnom delu se ostvruje kontaktna deformacija pod dejstvom rezultante : sile trenja,
reakcije zidova matrice i sile izvlačenja, zbog čega ima primarni značaj kod
konstrukcije matrice. Oblik radnog konusa je radijalan sa uglom 18°, dužina radnog
dela je približno jednaka prečniku kalibrujućeg (cilindričnog) dela.
Sl.3
4
Kalibrijući deo (c) se nastavlja na radni deo i služi da se u njemu ustali presek
deformisanih metala uz eliminisanje zaostalih elastičnih deformacija i napona.Dužina
kalibrujućeg dela treba da obezbedi veliku izdržljivost matrice na habanje, mali broj
kidanja materijala kao i minimalnu silu izvlačenja.
Izlazni deo (i) se nalazi u nastavku kalibrujućeg dela i ima za zadatak da zaštiti
površinu proizvoda od oštećenja u dodiru sa ivicom matrice. Dužina izlaznog dela se
kreće od 20-50 % od prečnika kalibrujućeg dela (c).
Ugao izvlačenja (α) podrazumeva ugao radnog konusa, i isti u ovom slučaju iznosi
18°. Veličina ugla izvlačenja definiše pravac dejstva reaktivnih sila ( otpora zida
matrice i sile trenja), pa prema tome i uslove tečenja metala u zoni deformacije i
neravnomernost deformacije po preseku, Manji uglovi izvlačenja daju manju
neravnomernost deformacije, ali povećava dužinu radnog dela , tj. silu trenja.
Izbor ugla izvlačenja zavisi od :
-
-prirode metala koji se izvlači
-
-vrste proizvoda
-
-postupka izvlačenja
U ovom slučaju je taj ugao 18°.
2.5. BRZINA IZVLAČENJA
Brzina izvlačenja predstavlja brzinu metala na izlazu iz matrice. Sa porastom brzine
izvlačenja dolazi do povećavanja temperature metala, matrice i maziva, na osnovu
čega se može govoriti proporcionalnoj zavisnosti toplotnog efekta od brzine
izvlačenja.
Direktna zavisnost između sile i brzine izvlačenja nije ustanovljena ali se može
govoriti o zavisnosti između brzine izvlačenja jedne strane i otpora metala deformaciji
, odnosno spoljašnjeg trenja s druge strane. Otpor unutrašnjeg trenja raste sa porastom
brzine izvlačenja , i to sve dotle dok temperatura metala ne poraste toliko da počinje
ostvarivati određeni uticaj na čvrstoću povećavanjem plastičnosti, pri čemu dolazi do
pada otpora. Porastom brzine izvlačenja do određene kritične granične vrednosti raste
temperatura maziva što smanjuje silu trenja. Posle kritične temperature, pri daljem
rastu brzine izvlačenja, tj. temperature maziva, dolazi do porasta trenja, a time i sile
izvlačenja.
Iz zavisnosti otpora metala deformacije i trenja, od brzine izvlačenja, kao rezultat ove
zavisnosti dobijamo zavisnost sile izvlačenja od brzine izvlačenja.
2.6. PLAN PROVLAKA
Pri istom ukupnom stepenu deformacije izvlačenje se može ostvariti različitim
stepenima deformacije po provlaku, od čega zavisi i ukupan broj provlaka u datom
pravcu. Raspored pojedinačnih deformacija po provlacima zavisi od broja
provlaka,odnosno odgovarajućeg postupka izvlačenja. Kriterijumi koji utiču na
ostvarivanje plana provlaka su raznovrsni, i polaze bilo od karakteristike metala , bilo
5