JU Mješovita Srednja Elektro Mašinska škola
MATURSKI RAD
TEMA: TEHNOLOŠKI POSTUPAK IZRADE
OSOVINE
Učenik: Profesor:
Maj, 2019
2
SADRŽAJ:
UVOD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
OPIS MATERIJALA I IZRADA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Čelici za cementaciju . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Odlike legiranig čelika za cementiranje . . . . . . . . . . . . . . . . . . . . . . . .4
Hemijski sastav Č.4320 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Opis tehnološkog postupka izrade . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
ALATI, MAŠINE I PRIBOR ZA IZRADU . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
OPERACIJE I ZAHVATI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
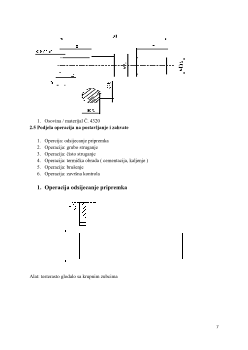
Operacija odsijecanje pripremka . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Operacija grubo struganje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Operacija čisto struganje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Operacija termička obrada (cementiranje i kaljene) . . . . . . . . . . . . . ...15
Operacija brušenje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
Operacija završna kontrola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
ZAKLJUČAK . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
LITERATURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
4
2. OPIS MATERIJALA I IZRADA
Osovine su izrađene su od čelika oznake Č. 4320 odnosno čelika za cementiranje. Čelici za
cementiranje su niskougljični(< 0,25 %C), nelegirani ili niskolegirani čelici čiji je sastav
zajamčen, a prema masenom udjelu nečistoća spadaju u kvalitetne i plemenite čelike.
Plemeniti čelici sadrže manji maseni udio sumpora i fosfora (< 0,035 %S i P) od kvalitetnih
( < 0,045 % S i P ), veću kvalitetu površine i manji broj nemetalnih dijelova u mikrostrukturi.
2.1 Čelici za cementaciju
Čelici za cementaciju predstavljaju konstrukcijske čelike kojima se nakon obrade odvajanjem
čestica pougljičava rubni sloj. Nakon pougljičavanja rubnog sloja provodi se kaljenje kako bi
se postigla visoka otpornost na trošenje rubnih slojeva, te povišena žilavost nepougljičene
jezgre. Čelici za cementaciju uglavnom sadrže 0,1 - 0,2% ugljika prije pougljičavanja, a mogu
biti ili nelegirani ili niskolegirani. Nakon pougljičenja rubni sloj sadrži 0,8 - 0,9% ugljika, te
se zakaljivanjem postiže tvrdoća 61 - 64 HRC. (
"Specijalni čelici", skripta - Sveučilište u
Zagrebu, www.simet.unizg.hr, 2011.
)
Budući da niskougljični čelici s 0,1 - 0,2% ugljika nisu skloni povišenju tvrdoće kaljenjem
(tek čelici s 0,25% C), potrebno im je radi zakaljivanja i povećanja otpornosti na abrazijsko
trošenje povisiti sadržaj ugljika u rubnim slojevima (0,8 - 0,9% C). Povišenje sadržaja ugljika
postiže se postupkom pougljičavanja (npr. granulat, solna kupka, plin). Ugljikom obogaćeni
rub postaje zakaljiv, tj. gašenjem s odgovarajuće temperature austenitizacijepostaje sklon
poprimanju mikrostrukture visokougljičnog martenzita otpornog na trošenje. U području
toplinske obradbe čelika postupak pougljičavanja i kaljenja pogljičenog sloja naziva se
cementacija.
Nakon cementacije pougljičena jezgra ostaje feritno-perlitna ukoliko proizvod nije prokaljen,
tj. nastaje niskougljični martenzit u slučaju prokaljivanja. Obje navedene mikrostrukture
karakterizira visoka udarna radnja loma, pa je konačni proizvod otporan na trošenje s znatnim
iznosom žilavosti. Nakon cementacije površinski slojevi sadrže visokougljični martenzit.
(
"Strojarski priručnik", Bojan Kraut, Tehnička knjiga Zagreb 2009.
)
2.2 Odlike legiranih čelika za cementiranje
Osnovna karakteristika čelika za cementiranje je u tome što su to čelici niskog sadržaja
ugljika proizvedeni posebnom pažnjom i čistočom u crnoj metalurgiji. Čelici za cementiranje
nakon obogačivanja površinskih slojeva ugljikom (pougljičavanja) nakon sljedeće operacije
kaljenja, što sve zajedno nazivamo općim imenom cementiranje, dobivaju na površini veoma
veliku tvrdoću, a jezgra ostaje više ili manje meka, odnosno žilava, što ovisi o načinu izvedbe
kaljenja. Između tvrde površine i mekane odnosno žilave jezgre leži prelazna zona, u kojoj
tvrdoća opada kontinuirano od površine ka jezgri.
5
2.3 Hemijski sastav Č. 4320
CRNA METALURGIJA – LEGIRANI ČELICI ZA CEMENTIRANJE:
Č.4320
16MnCr5
sastav:
C
Si
Mn
P
S
Cr
0.14-0.19
≤0.40
1.00-1.30
≤0.035
≤0.035
1.80-1.10
2.4 Opis tehnološkog postupka izrade
Tehnološki proces je tačno određeni postupak, redoslijed po kojem se izrađuje pod određenim
uslovima dio(sklop, proizvod) iz osnovnog materijala(dijelova, sklopova) sa određenim
alatima, napravama na određenim mašinama(radnim mjestima) u određenom vremenu. On se
sastoji iz niza operacija, pa je to dakle, osnovna jedinica tehnološkog procesa. Operacija je
onaj dio tehnološkog procesa koji se obavlja na jednom radnom mjestu, i koju obavlja
neprekidno jedan radnik (ili grupa radnika). Operacija služi i kao osnovna jedinica planiranja
proizvodnje. Svi radni dokumenti izdaju se za operaciju. Iz tehnološkog dokumenta izradili su
se slijedeći tehnološki obrasci koje koriste i druge službe. To su: operacioni list, popis alata,
popis operacija. Operacioni list je osnovni dokument radnog mjesta. Na osnovu njega radnik
na mašini će obaviti svoj zadatak. Jedan od tehnoloških dokumenata je i popis operacija, a
koji je istovremeno jedan od osnovnih dokumenata operativne pripreme. On sadrži podatke
koji su potrebni operativnoj pripremi a to su: redni broj operacije, naziv operacije, radno
mjesto, pripremno-završno i komadno vrijeme.
Pri razradi tehnološkog postupka potrebno je najprije razmotriti konstuktivni crtež, polazni
materijal, broj komada(serija).
U našem slučaju radi se o pojedinačnoj proizvodnji. Tehnološki postupak se sastoji iz
slijedećih operacija:
00. sječenje
01. struganje
02. struganje
03. struganje
04. kontrola
00.
operacija sječenja se obavlja na testeri AT-20. Siječe se šipka materijala prečnika 35 mm
na dužinu 500 mm, koja je polazna za slijedeću operaciju struganja.
01.
operacija je struganje i izvodi se na univerzalnom strugu D-420. Obradak se steže u tvrde
čeljusti,a zatim se izvlači do graničnika gdje se onda odsijeca nožem za odsijecanje
02
. operacija je, takođe, struganje i izvodi se opet na univerzalnom strugu D-420. Obradak se
steže u tvrde pakne i onda se nožem JUS 2 uradi čeono poravnanje, a zabušivačem A4 se
zabuši središnje gnijezdo. Tada se komad otpusti, promijeni se mjesto stezanja, tj. stegne se i
podupre šiljkom u zabušenje Pomoću noža za uzdužno struganje JUS 6 se dobijaju vanjski
prečnici 34h7 mm, ugao i prečnik 30h7,a zatim se nožem za ukopavanje ukopa kanal 6 na
prečnik 25mm.