1. Опис локације
Званично седиште Послодавца је у Вршцу, Стевана Немање 16, али се сви пословни
објекти налазе у Вршцу, Загорке Маливук 14. Овде је описан пословни простор где се
налазе објекти Послодавца.
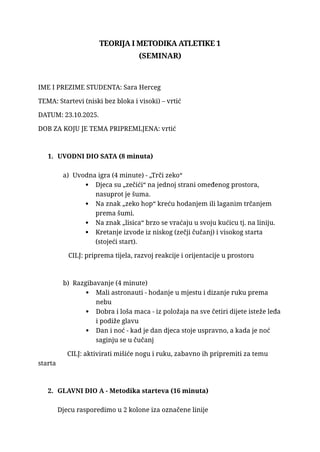
На слици 1 приказан је положај седишта Послодавца (плави троугао) и пословног простора
(зелени правоугаоник) у односу на центар града (црвени круг).
Пословни простор Послодавца налази се у западном делу насељеног места Вршца, на
катастарској парцели бр. 8770 КО Вршац, у улици Загорке Маливук 14. Положај парцеле у
односу на насељено место приказан је на слици 1.
Осим путне саобраћајнице у непосредној близини је и пруга Вршац-Темишвар са краком
Вршац-Зрењањин.
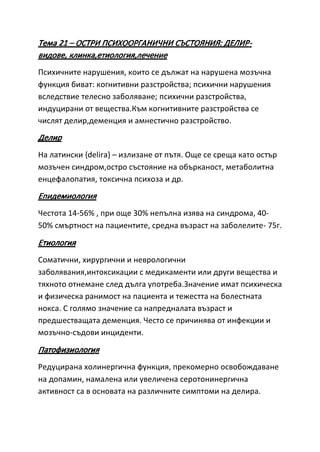
Предметна парцела, са источне стране, наслања се на приватне поседе (ПП), са јужне
стране на транспортно предузеће (ТП), са западне стране на расадник цвећа (РЦ).
У непосредној близини предметне парцеле је подрум вина Вршачки Виногради (ВВ) и
градско гробље (ГГ).
На слици 2 приказан је положај предметне парцеле (оивичена црвеном линијом) у односу
на путну саобраћајницу и суседне објекте. На предметној парцели смештени су објекти
Послодавца и то: управна зграда (1), радионица (2), магацин (3) и настрешница (4).
Слика 1: Положај седишта и пословног простора Слика 2: Распоред објеката у пословном
простору
2. Технолошки процес рада
Технолошки процес рада обухвата обраду метала, фарбање делова и спајање делова у
функционалну целину.
Обрада метала се врши једним од два поступка: скидањем струготине или без скидања
струготине.
Поступак обраде метала скидањем струготине подразумева резање метала сечивима
различитих облика при чему се издвајају честице метала ставарајући на тај начин
струготину. У процесу рада примењују се операције тестерисања, бушења, брушења,
стругања. Ове операције се изводе машински, али је присутна и ручна обрада.
Поступак обраде метала без скидања струготине подразумева деформацију метала при
чему се мења његов облик. У процесу рада примцњују се операције сабијања. извлачења,
савијања, одвајања.
Обрађени комад (елеменат) се заштићује од корозије. Заштита подразумева наношење боје
на површину елемента. Наношење се врши у два слоја. Први слој је основна (сива) боја а
други слој је црна (радни елементи) или црвена боја (носећа конструкција). Наношење боје
је ручним пиштољем уз помоћ компресора.
Спајање металних делова у функционалну целину изводи се растављивим и
нерастављивим спојем. Растављиви спојеви. који се примењују у процесу рада су:
завртање, а ређе, нитовање. Завртање се врши ручним алатима (кључевима) и пиштољем
уз помоћ компресора.
Нерастављиви спојеви, који се примењују су заваривање (електолучно и аутогено).
Као крајњи производ настају пољопривредне машине као нпр: сетвоспремачи, тањираче,
косачице и др.
3.
Подаци о уграђеним материјалима
Визуелним прегледом објекта констатовано је да су зидови објекта у добром стању
(нема пукотина), да су међуспратне таванице у добром стању (нису улегле нити има
пукотина). Уграђени материјали у објекат су у добром стању.
Потребан степен отпорности према пожара зграде на основу класификације
зграде према намени, издвојености и висини (
IP
1
), као и класификација зграде
према броју лица која бораве у згради (Р
1
), према табели 1 износи II.
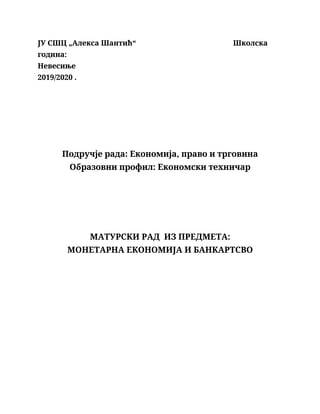
Степен отпорности према пожару одређује отпорност основних конструкција према
табели 2 стандарта JUS U.J1.240
Табела 3. Степен отпорности према пожару (JUS U.J1.240.)
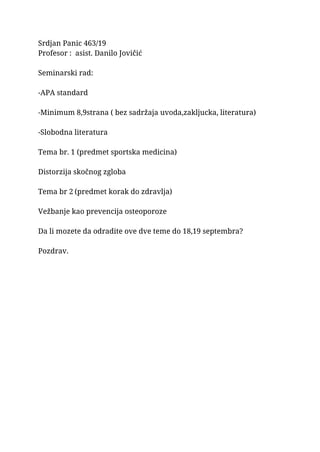
Потребан степен отпорности према пожару целе зграде, приказан је у табели
3 (колона II МО).
I степен без отпорности
NO
II степен мала отпорност
MO
III степен средња отпорност
SO
IV степен већа отпорност
VO
V степен велика отпорност
WO