Tema rada:
Proces proizvodnje šperploče 2120x1200x21mm
1
SADRŽAJ
1.
Program proizvodnje...................................................................................................................4
1.1
Osnovni podaci o programu proizvodnje.............................................................4
1.2
. Osnovni podaci o proizvodima...........................................................................5
2.
Razrada postupka rada......................................................................................................7
3.
Izbor tipa i varijante toka u sistemu...................................................................................15
4.
Projektovanje struktura sistema........................................................................................17
4.1
Osnovne podloge za projektovanje struktura sistema.......................................17
4.2
Određivanje osnovnih veličina proizvodnog sistema.........................................17
4.3
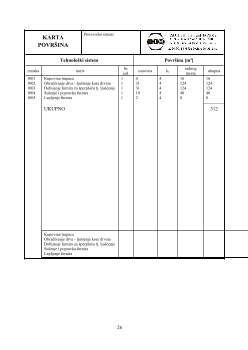
Elementi strukture..............................................................................................20
5.
VREME TRAJANJA CIKLUSA PROIZVODNJE.........................................................................27
6.
Uravnoteženje procesa rada..............................................................................................29
7.
7. OBLIKOVANJE PROSTORNE STRUKTURE SISTEMA.........................................................30
7.1
Izbor oblika toka.................................................................................................30
8.
ZAKLJUČAK.........................................................................................................................33
2
ž
1. Program proizvnodnje
1.1 Osnovni podaci o proizbodima
Utvrđen je program proizvnodnje sistema sa osnovnim podacima:
oznaka
naziv
količina
masa
vrednost
U proizvodnom sistemu vrši se proizvodnja jednog proizvoda, označenog sa P1. Podaci o programu
proizvodnje dati su u nastavku u vidu karte program proizvodnje.
Slika 1 - Karta programa proizvodnje
4
PROGRAM
PROIZVODNJE
Proizvodni sistem:
Projekat broj:1
Deo projekta:
Izvor podataka:
Datum:
list/
listov
a:
PROIZVOD
količina
masa
vrednost
cena
košt.
ostatak dohotka
r.
b.
oznaka
naziv
kom/god
kg/
kom
kg
/god
din/
kom
din/god
din/
kom
din/
kom
din/
god
1.
Š
šperploča
2120x1200x
21mm
150.000,00
39,95
5.985.00
0,00
2.636,47
44
395.471.
160,00
2.150,00
486,4744
cist profit
220 din
72.971.
160,00
1.2 OSNOVNI PODACI O PROIZVODIMA:
Proizvodni program sistema sastoji se iz proizvoda:
1. PALETA
2. FURNIR
3.ŠPERPLOČA
2. SPERPLPČA
5
2. Razrada postupka rada
Tehnološki postupak za proizvod dat je u daljem tekstu.
1. Kupovina trupaca se može nabaviti kako na domaćem, tako i na inostranom tržistu.
Tupci se seku na unapred određene mere u zavisnosti od potreba i zahteva kupaca ili unapred
odredjenom proizvodnjom. Transpot trupaca se vrši kamionom.
2. Sledeći postupak je obrađivanje drveta (ljuštenje kore drveta). Skidanje kore drveta se vrši
pomoću guljača. Na taj način se skida kora,tj. obavlja se čišćenje ploga.
3. Kada se izvrše svi prethodni koraci, stavljaju se određeni komadi drveta u mašinu za ljuštenje
funira. Time od trupca dobijamo furnir. Drva moraju da se seku na određenu meru koja iznosi
2120x1200x21mm.
4. Sledeći korak je sušenje.Sušara je namenjena za sušenje. Furnir se suši na mašini za sušenje
funira. Sušenje se izvodi zagrevanjem vazduha. Nakon sušenja potrebno je ostaviti furnir da se
prirodno osuši 24h u suvoj i mračnoj prostoriji. Osušeni funir se ponovo stavlja u mašinu za
sušenje kako bi dostigao određeni stepen vlažnosti (15-20%). Kada se furnir osuši, potrebno je
staviti bunta furnira pod presu povodom izravnavanja.
5. Poslednji korak je lepljenje funira. Kada zalepimo furnir proveravamo da li je lepak ravnomerno
rasporedjen. Ravnanjem krajeva proveravamo da li su sve ivice jednake, ako nisu onda secemo
neravnomerne delove mašinom za sečenje furnira.
7