PROJEKTOVANJE
TEHNOLOŠKIH POSTUPAKA
List broj:
Datum:
Broj listova:
21
MAŠINSKI FAKULTET
PODGORICA
Odjeljenje u Pljevljima
Ime i prezime:
Broj indeksa:
Zadatak:
Ovjerio:
3.05.2013.
Čelebić Jasmin
06/12
I
PROJEKTOVANJE TEHNOLOŠKOG POSTUPKA DOBIJANJA OBRTNIH
TIJELA, KRUŽNO CILINDRIČNOG OBLIKA
Postavka domaćeg zadatka:
Za proizvod na
Slici 1.
,
koji je sastavni dio sklopa, a koji se izrađuje u uslovima srednje-serijske
proizvodnje, projektovati tehnološki postupak izrade:
Slika 1.
Proizvod – Nogar stola
Materijal: Hrast
Hrapavost površine: R
max
= 18
µm
1
PROJEKTOVANJE
TEHNOLOŠKIH POSTUPAKA
List broj:
Datum:
Broj listova:
21
MAŠINSKI FAKULTET
PODGORICA
Odjeljenje u Pljevljima
Ime i prezime:
Broj indeksa:
Zadatak:
Ovjerio:
3.05.2013.
Čelebić Jasmin
06/12
I
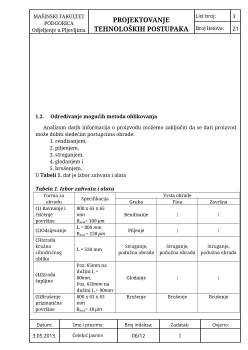
1. ANALIZA TEHNOLOGIČNOSTI DOBIJANJA DATOG PROIZVODA
1.1. Analiza oblika, dimenzija, tačnosti, i kvaliteta površina
Analizom crteža proizvoda, potrebno je identifikovati površine koje treba dobiti određenim
postupkom obrade. Prizvod se može izraditi iz pripremaka prizmatičnog oblika koji se dobijaju
piljenjem iz građe. Na
Sllci 2.
je dat prikaz datog proizvoda sa definisanim dimenzijama u skladu sa
tehnološkim postupkom izrade.
Slika 2.
Dimenzije obradka u skladu sa tehnološkim postupkom izrade
2
PROJEKTOVANJE
TEHNOLOŠKIH POSTUPAKA
List broj:
Datum:
Broj listova:
21
MAŠINSKI FAKULTET
PODGORICA
Odjeljenje u Pljevljima
Ime i prezime:
Broj indeksa:
Zadatak:
Ovjerio:
3.05.2013.
Čelebić Jasmin
06/12
I
1.3.1. Nadmjere za prvu obradu (∆
01
)
1.3.1.1. Nadmjere za debljine i širine
Tri su osnovna faktora koja utiču na veličinu ovih nadmjera: tačnost dimenzija grubih obradaka,
hrapavost površine i pravilnost oblika. Kod tačnosti dimenzija grubih obradaka odstupanja se
javljaju zbog odstupanja mašine koja se koristi u pilanskoj preradi. A za hrapavost površine najbolji
je pokazatelj maksimalne veličine udubljenja piljene površine (R
max
) koje su date u
Tabeli P.1.
Osnovni elementi deformacije oblika kod grubih obradaka su podužna zakrivijenost, vitoperost i
koritavost.
Veličina nadmjera na debljine i širine u prvoj obradi se određuju na osnovu veličina
zakrivljenosti i hrapavosti površine. Površine se mogu definisati kao: čiste sa neravninama od 0,3
mm
(300
µm
) do 0,5
mm
, polučiste sa neravninama od 0,5
mm
do 0,8
mm
i grube sa neravninama od
0,8
mm
do 1,2
mm
. Veličina nadmjere (∆
č
) koje se daju na odstranjivanje hrapavosti kreću se: za
čiste i polučiste površine 1,0
mm
po strani i za grube površine 1,5
mm
po strani. Veličine nadmjera
za ravnjanje prvenstveno zavisi od zakrivljenosti obradka, kao i od dužine obradka. One se daju
zajedno sa nadmjerama za čišćenje površine i date su u
Tabeli P.2
.
Odnosno nadmjere za ravnjanje za prvu obradu zavise od zakrivljenosti grubih obradaka,
tačnosti mjera i hrapavosti površine, što je dato izrazom:
(1.1)
(1.2)
(1.3)
Gdje je:
∆
01
mm
- veličina nadmjere na prvu obradu,
∆
r
mm
- veličina nadmjere na ravnjanje ili figovanje,
∆
č
mm
- veličina nadmjere na čišćenje,
f
max
mm
- srednja vrijednost maksimalne zakrivljenosti,
∆
fmax
mm
- pozitivno odstupanje strijele luka (+3 ),
- standardna devijacija,
R
a
mm
- hrapavost (srednja visina neravnina),
∆
Ra
mm
- pozitivno odstupanje srednje visine neravnina,
S
min
mm
- razlika u potrebnoj i stvarnoj debljini skidanja,
p
- raspon dimenzija pri obradi na mašinama u primarnoj preradi drveta i
f
- raspon dimenzija, zbog netačnosti obrade, pri obradi na mašinama u finalnoj preradi.
Nadmjere za debljine i širine mogu se odrediti korišćenjem formula 1.1, 1.2 i 1.3 ili
Tabele P.2.
Za moj proizvod:
4
PROJEKTOVANJE
TEHNOLOŠKIH POSTUPAKA
List broj:
Datum:
Broj listova:
21
MAŠINSKI FAKULTET
PODGORICA
Odjeljenje u Pljevljima
Ime i prezime:
Broj indeksa:
Zadatak:
Ovjerio:
3.05.2013.
Čelebić Jasmin
06/12
I
- za debljinu ∆
01
= ∆
r
+ ∆
č
= 3 + 2,5 = 5,5
mm
- za širinu ∆
01
= ∆
r
+ ∆
č
= 3 + 2,5 = 5,5
mm
1.3.1.1. Nadmjere na dužinu
Utvrđuju se iskustveno i iznose u prosjeku 10 mm za jedno čelo.
Za moj proizvod:
- za dužinu ∆
01
= 10
mm
1.3.2. Nadmjere za drugu obradu (
∆
02
)
Nadmjere na drugu obradu se daju na mjere onih detalja koji ulaze u sastave, ramove ili ploče i u
zavisnosti od načina obrade sastava mogu se davati na sve tri dimenzije detalja.
1.3.2.1. Nadmjere na debljinu
Ove nadmjere se daju samo na jednu stranu i u prosjeku iznose:
- za egaliziranje ramova brušenjem od 0,2 do 0,5
mm
i
- za egaliziranje ploča rendisanjem prosječno 1,0
mm
.
1.3.2.2 Nadmjere na širine i dužine
Nadmjere na drugu obradu na širine i dužine detalja se daju radi mogućnosti obrade sastava na
zadnje širine, odnosno dužine. Veličina nadmjera na dužine i širine detalja zavise, od primijenjenih
operacija u procesu dimenzionisanja sastava, a daju se samo na jednu stranu detalja, koje u prosjeku
iznose za:
- obrezivanje piljenjem 2,0 do 5,0
mm
,
- ravnanje ivica glodanjem posle piljenja 0,5 do 1,0
mm
i
- dimenzionisanje po šablonu uz prsten 1,5 do 5,0
mm
.
Nadmjere na drugu obradu na dužinu detalja daju se samo na podužne gredice i to za oba
čela, dok se za dužine poprečnih gredica ne daju, jer se one u prvoj obradi izrađuju na tačne dužine.
1.3.3. Nadmjere za brušenje (
∆
03
)
Neke površine se na kraju mehaničke obrade detalja ili sastava još i bruse kako bi se postigao
odgovarajući kvalitet. Pri obradi brušenjem skida se jedan mali sloj drveta koga je potrebno
uračunati u ukupnu veličinu nadmjera. Ova veličina uglavnom zavisi od čistoće površina posle
rendisanja, odnosno nastale valovitosti. U prosjeku iznosi oko 0,1
mm
i odstranjuje se brušenjem na
širokotračnim brusilicama. Sa obzirom da debljina skidanja na ovim brusilicama iznosi 0,1 do 0,2
mm
u jednom prolazu, to bi i veličina nadmjera na brušenje, po jednoj strani iznosila toliko.
Za moj proizvod:
- za debljinu ∆
03
= 0,2 + 0,1 + 0,05 = 0,35
mm
- za širinu ∆
03
= 0,2 + 0,1 + 0,05 = 0,35
mm
- za dužinu ∆
03
= 0,2
mm
Na osnovu dobijenih nadmjera za obradu možemo odrediti dimenzije pripremka:
5