1
MATERIJAL
ENERGIJA
INFORMACIJA
1. Uvod
Poznavanja principa mašinske obrade sa svim njenim uticajnim faktorima predstavlja danas
važan preduslov, ne samo za postizanje kvalitetnih proizvoda, već pruža ujedno i osnovu za delje
projektovanje takvih mašina koje he no svojoj koncepciji u potpunosti odgovarati zahtevanom
proizvodnom optimumu.
Mašinska obrada obuhvata dve osnovne grupe: obradu rezanjem i obradu bez rezanja.
Pri obredi bez rezanja se međusobnim pomeranjem delića materijala ili jednog odvajanjem dela
materijala od drugog (odsecanjem, prosecanjem i sl.) radnom predmetu daje traženi oblik.
Obrada rezanjem podrazumeva da se potreban oblik radnog predmeta dobija skidanjem suvišnog
materijala pretvaranjem istog u strugotinu.
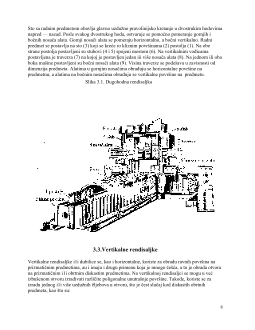
Proces rezanja u svim vrstama obrade metala rezanjem se ostvaruje u tribomehaničkom sistemu
čiju strukturu čine (slika 1.):
rezni klin alata,
predmet obrade i sredstvo za hlađenje i podmazivanje.
OBRAĐENA POVRŠINA
_______________►
Slika 1. — Tribomehanički sistem u
obradi metala rezanjem
(1 —rezni alat, 2—
predmet obrade, 3—
sredstvo za
podmazivanje)
Tribomehanički sistem
predstavlja skup
međusobno povezanih
elemenata u jednu celinu radi ostvarivanja postavljenog cilja: uklanjanja viška materijala i
oblikovanje delova uz minimalne troškove izrede i maksimalnu proizvodnost, tačnost i kvalitet
obrade.
Postupci obrade metala rezanjem su postupci oblikovanje (promene oblika, dimenzija, hrapavosti
obrađene površine i karakteristika površinskog sloja) uklanjanjem viška
materijala mehaničkim dejstvom reznog alata na predmet obrade. Najčešće se razvrstavaju na postupke:
prethodne - grube obrade i
završne - fine obrade
3
2.POJAM RENDISANjA
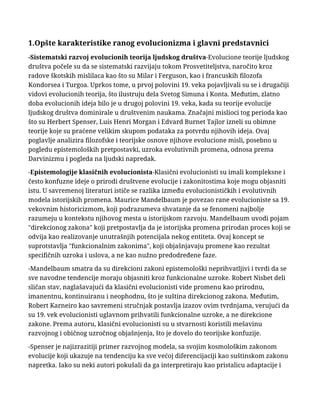
Proces rezanja nastaje prodiranjem reznog klina alata (1), brzinom v, y materijal predmeta obrade (2),
slika 2.1
.
Prodiranjem reznog klina alata, pod dejstvom spoljašnje sile (sile rezanja
F),
dolazi do
pretvaranja viška materijala debljine a
(dubina
rezanja) u strugotinu (3) debljine
a
s
.
Slika 2.1. — Proces rezanja
Rendisanje predstavlja postupak skidanja sloja određene debljine. Rendisanje je u opštem slučaju
koso rezanje, dok pri usecanju žlebova nastaje ortogonalno rezanje (sl. 2.2).
4
(а)
Slika 2.2. — Koso (a) u ortogonalno(b) rendisanje
Kod rendisanja alat i predmet obrade izvode pravolinijsko kretanje. Ha
kratkohodnim rendisaljkama alat izvodi glavno, a predmet obrade pomoćno
kretanje dok je na dugohodnim rendisaljkama obrnuto. Glavno kretanje je prekidno
- obavlja se u okviru duplog hoda (radni i povratni), pa je i pomoćno takođe
prekidno (sl. 2.3).
Slika 2.3. — Šema rendisanja
Rendisanje je no procesu rezanja identično struganju, tako da su i glavni faktori
obrade isti. Međutim, proces rendisanja je prekidan. Pri ulasku i izlasku alata iz
materijala, dolazi do udarnog dejstva, što nepovoljno utiče na sam proces rezanja,
a posebno na postojanost alata.
Rendisanjem se obrađuju ravne površine (horizontalne, vertikalne, kose), profilne
površine i žlebovi. Ha slici 2.4. date su spoljašnje površine koje se dobijaju
rendisanjem.
6
Slika 2.5. - Unutrašnje površine koje se izrađuju rendisanjem
3.MAŠINE U OBRADI RENDISANJEM
Mašine u obradi rendisanjem (rendisaljke) se prema dužini hoda (načinu
ostvarivanja
kretanja) dele na:
kratkohode i
?
dugohode,
?
a prema pravcu glavnog kretanja na:
horizontalne i vertikalne.
Posebnu grupu rendisaljki čine rendisaljke za izradi zupčanika, specijalnih alata i
sl.
3.1.Kratkohodne rendisaljke
Kratkohodne rendisaljke se koriste za obradu ravnih površina na prizmatičnim
predmetima manjih dimenzija i one predstavljaju najzastupljeniju vrstu rendisaljki
u mašinskim pogonima.
Na gornjoj površini postolja (1) postavljen je klizač (2) koji na levom kraju ima
nosač alata (3). Alat (nož za rendisanje), postavljen u nosač alata, vrši
pravolinijsko kretanje u dvostrukim hodovima napred — nazad. Dužina radnog
hoda retko prelazi 1 m kod ove vrste rendisaljki. Na vertikalnoj površini postolja
se nalaze klizne površine (4) ro kojima se horizontalno kreće sto (5) na koji je
postavljen radni predmet. Radni predmet obavlja kretanje posle svakog
dvostrukog hoda alata. Radi sigurnijeg stezanja stola koristi se držač (6).
Pogonski mehanizam za glavno kretanje je smešten u postolju mašine (1) i on
može da bude mehanički i1i hidraulični. Prednost hidrauličnog pogona jeste to
što se ostvaruje mirniji hod bez buke, potresa i vibracija što rezultuje boljim
kvalitetom obrađene površine. Poprečno pomeranje stola posle svakog
dvostrukog hoda ostvaruje se mehanizmom (7).