Проф. др Љубодраг Тановић – Резни алати
Садржај
Садржај
1. Увод…………………………………………………………………………………………....
1.1 Историјски развој технологија…………………………………………………….....
1.2 Материјали за резне алате……………………………………………………………
2. Резни алати………………………………………………………………………………….
2.1 Основни елементи резних алата…………………………………………………...
2.2 Резни елементи алата………………………………………………………………..
2.3 Подела резних алата………………………………………………………………….
3. Ножеви за стругање…………………………………………………………………………
3.1 Стругарски ножеви израђени изједна од брзорезног челика…………………..
3.2 Стругарски ножеви са лемљеним плочицама од тврдог метала………………
3.3 Стругарски ножеви са механички причвршженим плочицама од
алатног материјала…………………………………………………………………....
4. Алати за израду и обраду отвора…………………………………………………………
4.1 Забушивачи……………………………………………………………………………..
4.2 Бургије………………………………………………………………………………….…
4.2.1 Спиралне бургије………………………………………………………………..
4.2.2 Специјалне бургије………………………………………………………………
4.3 Проширивачи и упуштачи……………………………………………………………
4.4 Развртачи……………………………………………………………………………….
5. Алати за обраду глодањем – глодала…………………………………………………..
5.1 Глодала од брзорезног челика………………………………………………………
5.2 Глодала са плочицама од тврдог метала…………………………………………
6. Литература……………………………………………………………………………………
1
1
2
5
5
5
8
11
11
14
17
25
25
26
26
28
30
32
34
36
38
41
I
Проф. др Љубодраг Тановић – Резни алати
1. Увод
1. Увод
1.1 Историјски развој технологија
Историјски посматрано производне технологије датирају још од 5000-4000
г.п.н.е. када су се производили различити предмети од дрвета, керамике, камена и
метала. Основни производни процеси се тада односе на ковање, алати су од
камена, дрвета, костију, кремена и др. Захваљујући археолошким ископинама које
потичу из периода каменог доба упознали смо се са алатима који су се користили у
виду полуге и клина. Као метални материјали коришћени су: злато, бакар и
метеоритско гвожђе, а као неметали коришћени су: грнчарија, глеђ и природно
влакно, као што је приказано на слици 1.1.1.
Сл. 1.1.1 Први алати које је човек користио
Првим степеном развоја технологије механичке обраде сматра се примена
обликованог алата за одређену операцију. У производним технологијама користи се
огроман број различитих металних и неметалних материјала, са процесима који
обухватају прецизно и изотермичко ковање, ласерско сечење и резање,
суперпластично деформисање, да би се коначно извршила интеграција са
компјутерским технологијама.
Развој технологија условио је интезиван развој техника производња оружја.
Модерна механизација почиње са развојем опреме за текстилну индустрију и
машина алатки за обраду метала.
Даљи развој производних технологија везује се за број производа. Методе
производње су биле врло примитивне и генерално врло споре, односно
непродуктивне. Данас су уз помоћ компјутера производне технологије толико
напредовале, да се на пример, производи 10 алуминијумских конзерви за пиво у
секунди или 3 милиона жилета за бријање на час.
Посебно значајан технолошки елемент је резни алат који треба да омогући
искоришћење експлоатацијског капацитета данас врло скупе производне технолошке
опреме. Кроз историјски развој алатних материјала са основним карактеристикама
види се, да је на пример, брзина резања у последњих 50 година порасла за око 10
пута и да су трошкови алата по
скинуте струготине истовремено опали за око 7
пута, као што је приказано у табели 1.1.1.
1
Проф. др Љубодраг Тановић – Резни алати
2) тврди метали
Тврди метали за резне алате разврстани су у три основне групе у зависности
од врсте материјала који се обрађује, са више сорти у свакој групи. Ознаке ових
група су P - за обраду челика (P01, P05, P20…), K - за обраду SL (К01, К05, К10...) и
M - за тешко обрадљиве материјале (М10, М20...). Бројни део ознаке означава
квалитет тврдог метала обзиром на физичко - механичка својства.
3) алатна (резна) керамика
У зависности од намене алата у основни материјал уводе се различити
легирајући елементи ради добијања керамике одговарајућег квалитета.
оксидна (до 99,7% AlO
3
)
оксидно - карбидна (80% Al
2
O
3
+ 20% (TiCa - ТаCa))
неоксидна (нитридна Si
3
N
4
)
4) супертврди материјали
природни дијамант
синтетички дијамант
кубни бор - нитрид
поликристали на основи дијаманата
Дијамант поседује највећу тврдоћу од познатих у природи метала и минерала
и има високу хемијску и корозиону постојаност. Термопостојаност природних
дијаманата је 700 - 750 ºC, а синтетичких 600 - 700 ºC, а изнад ових температура
дијамант је хемијски активан у контакту са жељезом и легурама на њиховој основи.
Дијамант је анизотропан по тврдоћи и чврстоћи што се објашњава неједнаким бројем
атома у различитим кристалографским равнима. Коефицијент линеарног ширења
дијаманта је неколико пута мањи у односу на тврди метал а око 10 пута мањи у
односу на брзорезни челик.
Назив
Тврдоћа
[GPa]
Чврстоћа
на
притисак
[GPa]
Модул
еластичости
Е
[Gpa]
Густина
ρ
[g/cm
3
]
Топлопроводност
λ
[W/mK]
P
S
D
АСБ
HK 60
0,4 - 0,8
850
-
290 - 330
АМК
-
4,4 - 5,7
850
-
150 - 250
P
cB
N
ЕЛБОР
HK 35 - 37
2,7
840
3,40
60 - 80 (350 - 360 K)
БЕЛБОР
-
4,0 - 6,5
720
3,50
160 - 180 (900 – 950 K)
ГЕКСАНИТ
HK 30 - 38
2,0 - 4,0
715
3,28
25 - 30 (360 K)
40 - 60 (950 K)
Borazon
HV 45
-
-
3,48
100 - 135
D
K
S
T
M
Syndite RK
D010
HK 50
7,60
900
3,85
560
Syndite RK
D025
HK 50
7,61
925
3,86
560
Табела 1.2.1 Физичко - механичка својства поликристалних супертврдих
материјала
3
Проф. др Љубодраг Тановић – Резни алати
Највећа примена код резних алата су две врсте алатних материјала -
брзорезни челици и тврди метали, с тим што је примена тврдих метала у сталном
порасту. Удео ова два алатна материјала је различит код појединих врста обраде (у
табели 1.2.2 је приказан орјентациони удео брзорезног челика и тврдог метала код
појединих врста обраде).
Врста обраде
Проценат примене [%]
Брзорезни челик
Тврди метал
Стругање
20
80
Глодање
65
35
Бушење
80
20
Развртање, проширивање,
резање навоја, провлачење
65
35
Рендисање
90
10
Табела 1.2.2 Орјентациони проценат примене брзорезног челика и тврдог метала
Приближна оцена резне способности алатних материјала врши се преко
тврдоће и жилавости и њихове зависности од температуре. Тврдоћа је најмања код
алатних челика а расте идући тврдим металима, алатној керамици ка супер тврдим
металима. Са жилавошћу је обрнут случај: највећа је код алатних челика а најмања
код алатне керамике и супертврдих алатних материјала. Код брзорезног челика
тврдоћа спорије опада са повећањем температуре (резна способност се губи код
температуре од око 580 [ºC] – 600 [ºC]), док је код тврдих метала и алатне керамике
знатно спорије смањење тврдоће са повећањем температуре а задржавање резне
способности је до знатно већих температура.
Слика 1.2.1 Дијаграм тврдоћа различитих керамичких материјала,
тврдог метала и челика
4

Проф. др Љубодраг Тановић – Резни алати
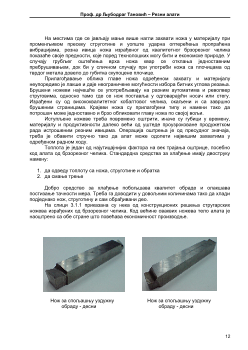
Основни недостатак алата са
лемљеним плочицама од тврдог метала
је што се при лемљењу појављују
заостали напони и напрслине на сечиву,
које знатно снижавају постојаност алата,
па се због тога избегава овакав тип
конструкције алата.
Окретне (изменљиве) плочице
причвршћују се механичким путем за
држаче алата, имају више сечива
(вишесечне плочице) тако да се при
затупљењу једног сечива окрећу у
држачу. Користе се код стругарских
ножева, алата за проширивање, глодала
и комбинованих алата.
Слика 2.2.1 Изглед неколико плочица
од тврдог метала
Предности примене изменљивих плочица са механичким причвршћивањем за
држаче алата у односу на алате са лемљеним плочицама су следеће:
мањи су трошкови алата (сведени на једно сечиво)
избегава се лемљење а тиме се избегава и опасност од појаве напрслина
(повећава постојаност алата)
повећава се производност преко могућности рада са строжијим режимима
обраде као и скраћење времена потребног за измену алата (окретне плочице
се лако и брзо окрећу и мењају)
остварује се уштеда основних сировина за израду тврдих метала јер је могуће
рециклирање похабаних плочица
Окретне плочице се израђују у различитим облицима и димензијама да би се
могле користити код алата различитог облика и димензија. Могу се класификовати
према више карактеристика међу којима су:
1. облик плочице (геометријски)
2. величина леђног угла
3. толеранције ± за s и IC
4. тип везивања плочице
5. дужина резне ивице
6. дебљина плочице
7. полупречник заобљења врха плочице
8. стање резне ивице
9. верзија алата, смер резања
10. допунска ознака, произвођачева опција
Ознака плочица је усклађена према ISO стандарду и има десет обавезних
симбола, који се односе на дате карактеристике.
6