SEMINARSKI RAD
Predmet:
TEHNOLOGIJA MONTAŽE
Т е м а : UVOĐENJE DELOVA U PROCES
Predmet: TEHNOLOGIJA MONTAŽE
1 UVOD
Proces montaže je proizvodni proces; Industrijska proizvodnja kakvu danas poznajemo
započinje koncipiranjem i projektovanjem proizvoda; Zatim sledi projektovanje tehnologije.
Ovim se proces projektovanja završava i tada znamo šta ćemo proizvesti i kako, odnosno na koji
način.
Posle toga slede planiranje i priprema proizvodnje. U ovoj fazi se definišu resursi, vrši njihovo
obezbedjivanje i organizovanje.
Posle završetka faze pripreme sledi izrada delova i nabavka standardnih komponenti.
Proizvedeni delovi i nabavaljene komponente se kontrolišu u smislu provere odstupanja od
specifikacija definisanih konstruktivnom dokumentacijom proizvoda.
Završna faza procesa proizvodnje je proces montaže (slika 1). U toku procesa montaže vrši se
postepeno sastavljanje delova u jednu organizovanu celinu, sklop, u skladu sa zahtevima
definisanim konstruktivnom dokumentacijom proizvoda.
slika 1 –
montaža motora “Chevy S10”
2
Predmet: TEHNOLOGIJA MONTAŽE
2 UVOĐENjE DELOVA U PROCES
Definicija;
Inicijalna aktivnost tehnološke operacije montaže je uvodjenje delova u proces.
Uvodjenje delova u proces je vrlo delikatan zadatak i u mnogim slučajevima uspešnost
njegove uspešne realizacije odredjuje uspešnost procesa montaže u celini. Ovde se pre svega misli
na sisteme za automatsko uvodjenje delova u process (slika 3). Kod manuelnih sistema čovek
svojim superiornim senzorskim sistemom (čulo vida, čulo dodira), finom motorikom i
inteligencijom, sa lakoćom realizuje zadatak regeneracije izgubljenog informacionog sadržaja.
slika 3 –
proces izrade proizvoda (sklopova)
Problematika podsistema uvodjenja delova u proces povezana je sa jednim problemom, a to
je
gubitak informacionog sadržaja
na prelazu izmedju obradnog sistema i sistema za montažu. U
tom kontekstu, podsistem uvodjenja delova u proces se može posmatrati kao podsistem čija je
funkcija da vrati, odnosno regeneriše izgubljeni informacioni sadražaj u delu koji je relevantan za
proces montaže.
U terminološkom smislu, uvodjenje delova u proces sa često naziva i hranjenje sistema ili radne
stanice. Analogno, na engleskom govornom područuju koristi se terminom
part feeding
, koji se
najčešće koristi u praksi. Pored ovog termina, u upotrebi je i termin
part presenting
, koji je
semantički ekvivalent u tehnološkom smislu.
2.1 Varijantni oblici
U zavisnosti od načina na koji se delovi koji su procesirani u okviru obradnog sistema
odlažu na njegovom izlazu, postoje tri osnovna oblika prelaza delova iz obradnog sistema u sistem
za montažu:
TIP A
‐
Prelaz u neuredjenom stanju
TIP B
‐
Prelaz u uredjenom stanju
TIP C
‐
Prelaz delova u uredjenom stanju u obliku polufabrikata
Kompleksnost sistema za uvodjenje delova u proces se razlikuje za svaki od navedenih oblika i od
suštinskog je uticaja na njegovu fizičku realizaciju.
Kod prelaza tipa A
delovi se po završetku procesa obrade odlažu u neuredjenom stanju u
odgovarajuće kontejnere. Ovde su troškovi odlaganja i magcioniranja najmanji, ali je zato zadatak
uvodjenje delova u proces montaže najkompleksniji.
Kod prelaza tipa B
, delovi se po završetku procesa obrade odlažu u uredjenom stanju u specijalne
nosače radnih predmeta koji se nazivaju palete ili šaržeri.
4
Predmet: TEHNOLOGIJA MONTAŽE
Palete su dvodimenzionalni oblici koje poseduju posebno projektovane geometrijske detalje,
gnezda, u koje se odlažu proizvedeni delovi i to na takav način da je njihova pozicija i orijentacija
poznata i ostaje nepromenljiva u narednim fazama proizvodnog procesa.
Šaržeri su linijske strukture. Zadatak uvodjenja delova u proces je znatno relaksiran u odnosu na
slučaj A, ali su zato troškovi odlaganja značajno uvećani.
Prelaz tipa C
predstavlja jednu specifičnu formu interakcije (preplitanja) proizvodnog sistema i
sistema za montažu. On se primenjuje kod delova čije je uvodjenje u proces po prelazu tipa A
tehnički neizvodljivo, ili se ne može ostvariti pod ekonomski isplativim uslovima, a uvodjenje po
prelazu tipa B je neracionalno.
Prelaz tipa C se po pravilu primenjuje kod delova malih dimenzija i kompleksne geometrije,
uključujući i geometrijski nestabilne delove, ili delove osetljive na mehanička oštećenja. Na primer,
u tu klasu spadaju delovi tipa opružnih elemenata, koji nose rizik od spontanog zaplitanja, čime se
uvodjenje u proces drastično usložnjava ili čini nemogućim.
Kod ovog tipa prelaza zadatak uvodjenja u proces je sveden na trivijalni nivo (trivijalni slučaj
uvodjenja delova u proces), dok su ostali troškovi drastično uvećani. Takodje, ovde se pojavljuje
problem balansiranja rada radnih stanica za montažu i specijalnih radnih stanica za izradu delova
inkorporiranih u proces montaže.
Svaki od navedenih slučajeva prelaza obratka iz obradnog sistema u sistema za montažu ima
svoje prednosti i svoje nedostatke i nije moguće izdvojiti bilo koji medju njima koji bi generalno
bio superioran u odnosu na ostale. Izbor je ovde uvek uslovljen specifičnostima konkretnog slučaja
i pitanje je kompromisa.
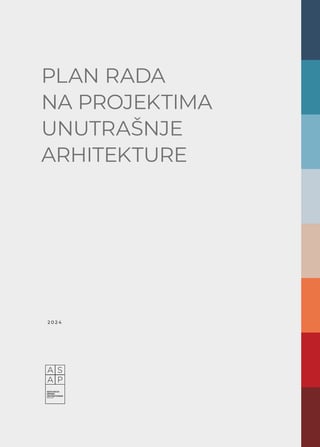
s
lika 4
- Anatomija sprege obradnog sistema i sistema za montažu
5