Seminarski rad
-
PRERADA PLASTI
Č
NIH MASA
-
SADRŽAJ
Strana
1
UVOD .......................................................................................................................... 1
2
KALANDROVANJE................................................................................................... 2
3
PRESOVANJE PLASTIČNIH MASA.........................................................................3
3.1
KOMPRESIONO PRESOVANJE........................................................................................3
3.2
POSREDNO PRESOVANJE................................................................................................3
3.3
BRIZGANJE..........................................................................................................................4
3.4
LIVENJE................................................................................................................................6
3.5
EKSTRUDIRANJE................................................................................................................7
4
PROCESI EKSTRUZIJE U PROIZVODNJI PLASTIČNIH MASA..........................8
4.1
PROIZVODNJA FOLIJA I FILMOVA................................................................................8
4.2
PROIZVODNJA FOLIJA LIVENJEM.................................................................................8
4.3
OBLAGANJE PODLOGA I PROIZVODNJA LAMINIRANIH FOLIJA...........................9
4.4
PROIZVODNJA DUVANIH ŠUPLJIH TELA EKSTRUDIRANJEM..............................10
4.5
EKSTRUDIRANJE VLAKANA, FILAMENTA I MREŽA...............................................11
4.6
EKSTRUDIRANJE CEVI, PROFILA I PLOČA................................................................11
4.7
EKSTRUZIONO BRIZGANJE...........................................................................................12
4.8
EKSTRUDIRANJE DUVANJE..........................................................................................13
4.9
PROIZVODNJA VEŠTAČKIH PENA...............................................................................14
4.10
PREVLAČENJE METALNIH PREDMETA VEŠTAČKIM MATERIJALIMA...............14
5
SAVREMENI POSTUPCI U PRERADI POLIMERNIH MATERIJALA ...............15
5.1
UVOD..................................................................................................................................15
5.2
TANKOZIDNO INJEKCIONO BRIZGANJE....................................................................15
5.3
VIŠEKOMPONENTNO INJEKCIONO BRIZGANJE.......................................................17
5.4
INJEKCIONO BRIZGANJE SA DUVANJEM..................................................................19
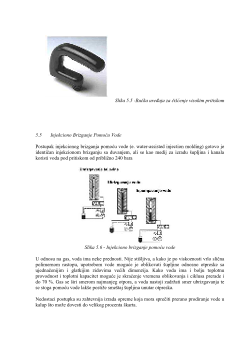
5.5
INJEKCIONO BRIZGANJE POMOĆU VODE.................................................................21
5.6
KOEKSTRUDIRANJE........................................................................................................22
5.7
PULDRUDIRANJE.............................................................................................................24
5.8
NAMOTAVANJE...............................................................................................................26
5.9
EKSTRUDIRANJE MIKROCELULARNIH PENA...........................................................27
5.10
BRIZGANJE NA POLEĐINU PRIPREMKA NAČINJENOG OD KOMADIĆA
PRIRODNE ILI UMETNE KOŽE.......................................................................................28
5.11
LOWARI POSTUPAK..........................................................
.
.............................................29
6
LITERATURA........................................................................................................... 29
2
KALANDROVANJE
Kalandrovanje je sli
č
no valjanju metala. Primenjuje se za dobijanje tankih folija. Suština
postupka je u višestrukom propuštanju fabrikata kroz zagrejane valjke, tako da se debljina
stalno smanjuje. Kalandrovanjem se dobija folija debljine od 0,04 do 3 mm. Postupak
kalandrovanja se izvodi pomo
ć
u mašine koja se naziva kalander. Proizvodnja na kalanderu je
kontinualna i koristi se u masovnoj proizvodnji, kada je potrebno proizvoditi velike koli
č
ine.
Tri osnovne vrste kalandera su kalanderi za:
- izvla
č
enje folija,
- peglanje i
- utiskivanje dezena.
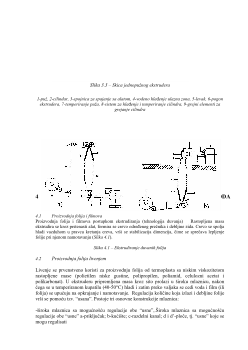
Kalander za izvla
č
enje folija
prevodi izmešani i homogeno plastificirani materijal u tanke
folije beskona
č
ne dužine. Kalander se sastoji od tri, odnosno
č
etiri cilindri
č
na valjka,
paralelno postavljenih sa suprotnim smerom obrtanja. Vru
ć
a masa se kontinualano dodaje
izme
đ
u prva dva valjka kalandera, istiskuje u razmak izme
đ
u drugog i tre
ć
eg, a zatim tre
ć
eg i
č
etvrtog, pri
č
emu se debljina izjedna
č
ava i površina polira. Iza valjka se nalaze ure
đ
aj za
hla
đ
enje, merenje, obrezivanje i namotavanje gotovih folija. Upravljanje procesom
proizvodnje folija zahteva uskla
đ
ivanje razli
č
itih operacija, posebno u pogledu sastava,
temperature, brzine, kapaciteta itd. Na kalanderu se naj
č
eš
ć
e prera
đ
uju omekšani i tvrdi
polivinil hlorid.
Kalander za peglanje
se koristi za dobijanje glatkih
površina folija i plo
č
a, dobijenih ekstruzijom.
Ure
đ
aj se sastoji od 3 paralelno postavljena valjka
sa poliranim površinama. Rastojanje valjaka se
precizno reguliše.
Kalander za dezeniranje utiskivanjem
sastoji se od
gravirnog valjka i kontra valjka sa elasti
č
nom
površinom (obi
č
no guma ili presovani papir).
Dezeniranje utiskivanjem vrši se u plasti
č
nom
stanju. Materijal se odmah hladi da bi se spre
č
ila
deformacija dezena.
Slika 2.1
–
Šematski prikaz kalandrovanja
3
PRESOVANJE PLASTIČNIH MASA
Izrada delova od plastičnih masa presovanjem vrši se u alatima (kalupima) za presovanje, koji
imaju jedno ili nekoliko profilisanih udubljenja sa konturom koja odgovara obliku dela.
Udubljenja alate se ispunjavaju plastičnom masom (u čvrstom ili rastoplenom stanju) i pod
dejstvom toplote i pritiska izvodi se oblikovanje dela.
Osnovni postupci izrade delova od plastičnih masa u alatima za presovanje su:
-kompresiono presovanje,
-posredno presovanje i
-injekciono presovanje (presovanje brizganjem i livenje pod pritiskom).
Prva dva načina presovanja pretežno se primenjuju kod izrade delova od termoreaktivnih
plastičnih masa (tzv. duroplasta koji se ne mogu topiti), dok se livenjem pod pritiskom
najčešće izrađuju delovi od termoplastičnih masa (termoplasti).
3.1
Kompresiono presovanje
Kompresiono (obično) presovanje je najprostiji postupak izrade delova od duroplasta
primenom alata i kalupa za presovanje i široko se primenjuje u praksi.
Proces običnog presovanja se izvodi na hidrauličnoj presi u dvodelnom alatu i sastoji se iz
sledećih faza rada:
-punjenje udubljenja predhodno zagrejanog alata plastičnom masom,
-zatvaranje alata i izvođenja presovanja, pri čemu materijal omekšava pod dejstvom toplote i
pritiska i popunjava udubljenja alata, a zatim u toku određenog vremena očvršćava,
-otvaranje alata i izbacivanje gotovog dela (otpreska) iz njega.
Udubljenje alata može se puniti zrnastom plastičnom masom ili prethodno presovanim
komadima (tablete, briketi).
Običnim presovanjem mogu se izrađivati delovi svih veličina i svih vrsta plastičnih masa za
presovanje, osim delova sa dubokim otvorima malog prečnika, kao i delovi sa armaturom
male čvrstoće, koja se pod dejstvom pritiska materijala može deformisati.
3.2
Posredno presovanje
Ovaj način presovanja izvodi se pomoću alata koji imaju odvojenu komoru za punjenje od
udubljenja alata u kome se vrši oblikovanje dela (Slika 3-3.). Proces presovanja se sastoji iz
sledećih faza:
-punjenje komore materijalom, koji se u njoj zagreva i omekšava,
-potiskivanje rastopljenog materijala iz komore za punjenje, preko ulivnih kanala ka
gravuri alata, -vraćanje potiskivača, otvaranje alata i izbacivanje gotovog dela i -zatvaranje
alata i izvođenje sledećeg ciklusa.
3.3
Brizganje
Brizganje je sa ekonomskog aspekta najznačajniji postupak prerade termoplasta. Glavne prednosti
ubizgavanja su u uštedi materijala, manjem vremenu izrade i manjem potrebnom prostoru za
proizvodnju. I pored velikih troškova za nabavku opreme (mašina i alata) ovaj postupak daje
velike prednosti kod serija od samo nekoliko hiljada komada.
određenih postupkom injekcionog brizganja.
Na potrebni pritisak brizganja utiču dužina i širina alata, debljina dela i dimenzije ušća. Sa
porastom dužine i širine alata raste i pritisak brizganja. Smanjenje debljine otpreska i preseka ušća
dovodi do povećanja potrebnog pritiska brizganja.
Povećanje temperature termoplasta zahteva veće pritiske brizganja, dok povišena temperatura
alata neznatno smanjuje pritisak brizganja.
Temperatura brizganja: jedan od najvažnijih problema pri brizganju termoplasta predstavlja
jednoliko zagrevanje materijala. Čim je zapremina cilindra veća, to treba više toplote dovesti
masi. Provodljivost toplote granulata je slaba. Radi toga će materijal koji je bliži zidu cilindra u
jednom trenutku biti pregrejan. Problem je teži što je veći predmet koji treba brizgati. Kod klipnih
mašina za brizganje ovaj problem je naročito izražen.
Usavršavanjem mašina za brizganje došlo se do mašina sa potisnim pužem. Okretanjem puža
vrši se mešanje granulata, tako da se postiže efekat jednolikog zagrevanja.
Temperatura se određuje prema vrsti termoplasta, mašini, odnosno puta tečenja prema debljini
zida, kao i prema tome koliko je iskorišćen kapacitet mašine. Pri istoj temperaturi mase teško
tečljiv termoplast očvrsne u kraćem vremenu hlađenja, nego lako tečljiv. Tečljivost materijala
je u suštini zavisna od temperature mase, pritiska brizganja i temperature alata.
Tanki zidovi iziskuju višu temperaturu, jer suviše niska temperatura vodi ka orijentisanim
naponima proizvoda. Međutim, treba voditi računa da suviše visoka temperatura ne dovede do
termičkog oštećenja materijala. Veća temperatura mase utiče na veće skupljanje dela, ali se
deformaciona razlika smanjuje, a mehaničke osobine povećavaju.
Brzina brizganja; brzina brizganja je brzina kojom se kreće pužni klip napred. Od te brzine
zavisi količina mase koja u sekundi izađe iz mlaznice, odnosno uđe u alat.
Brzina brizganja je funkcija temperature termoplasta, pritiska brizganja i mase otpreska. Bira
se tako da se kalupna šupljina ispuni još pri plastičnom stanju termoplasta.
Kod proizvoda sa tankim zidovima bira se veća brzina brizganja. Time se ograničava
orijentacija tečenja, a temperatura mase izjednačava. Suviše velike brzine brizganja mogu
negativno uticati na kvalitet, mehaničke osobine, izgorelost i listanje.
Naknadni pritisak: naknadni pritisak deluje na kraju faze brizganja. Uključuje se pre kraja
potpunog ispunjenja alata da bi se izbegle eventualne netačnosti pri doziranju. Naknadni
pritisak se bira da deo pokaže što manje ulegnuće, jer u suprotnom bi bio nepotrebno
opterećen unutrašnjim naprezanjem.
Naknadni pritisak ima naročitu važnost kod proizvoda sa debelim zidovima. Vreme delovanja
naknadnog pritiska se određuje iskustveno i opravdano je reći da je vreme trajanja naknadnog
pritiska vreme hlađenja ulivnog sistema.
3.4
Livenje pod pritiskom
Livenje pod pritiskom (injekciono presovanje) je slično posrednom presovanju. Izvodi se
odgovarajućim alatima na specijalnim mašinama za injekciono presovanje. Primenjuje se