1
Livenje
Из Википедије, слободне енциклопедије
Radnik u livnici
Livenje
(
енгл.
Foundry
) je postupak obrade
metala
bez skidanja strugotine. Livarstvo predstavlja tehnologiju oblikovanja metalnih
predmeta livenjem rastopljenog metala u urađene kalupe pomoću
modela
, da bi se tako, posle hlađenja dobio odlivak.
Livenje je veoma pogodan postupak izrade mašinskih delova čiji je oblik komplikovan sa unutrašnjim konturama i nepravilnim
kanalima. Livenje se takođe koristi i za ekonomčniju izradu mašinskih delova i elemenata.
Primenom livenih delova u brodogradnji postiže se pojednostavljenje konstrukcija. U automobilskoj industriji liveni delovi se koriste
kao blokovi, glave i klipovi motora.
Savremena tehnologija i modernija oprema za livenje omogućava dobijanje odlivaka različitih dimenzija, tačnosti i kvaliteta površine,
čime je potreba za naknadnom mehaničkom obradom sve manje prisutna.
Svojstva materijala za livenje
За више информација погледајте чланак
Svojstva materijala za livenje
Gotovo sve vrste metala i njihovih legura mogu da se oblikuju livenjem. Ipak, najširu primenu imaju metali i njihove legure čije
osobine i karakteristike odgovaraju procesu livenja. Najvažnije
osobine metala i legura koje dolaze do izražaja pri livenju
jesu
stepen livkosti i promena zapremine pri hlađenju. Naročito dobru livkost imaju sivo liveno
gvožđe
,
cink
,
kalaj
i
olovo
, kao
i većina legura obojenih metala.
Slabije se liju
čelik
,
aluminijum
i
bakar
. Mnogi metali i legure znatno menjaju zapreminu prilikom prelaska iz tečnog u čvrsto
stanje. Zato su kalupi za livenje uvek za onoliko veći za koliko se dotični materijal sakuplja pri hlađenju: za sivo livničko
gvožđe 1%, belo livničko gvožđe do 2,5%,
čelik
2%,
bronza
i
mesing
1,5%, legure lakih metala 1,25% itd.
2
[
уреди
]
Livenje u peščanim kalupima
Livenje u pesku. Radnik izliva tečno gvožđe u kalup.
За више информација погледајте чланак
Livenje u peščanim kalupima
Za izradu
kalupa
potrebni su
modeli
koji se izrađuju u modelarnici najčešće od
drveta
i
metala
. Najčešće i najkvalitetnije drvo
za izradu modela je
lipa
. Ako odlivak ima unutrašnju šupljinu, koriste se jezgrenici za izradu jezgara. U odeljenu za
kalupovanje livnice, pomoću modela i jezgrenika izrađuju se kalup i jezgro koje je uglavnom od peska određene vrste i
kvaliteta, uz još neki dodatak. Na pločama za kalupovanje se postave odgovarajući modeli, koji se zapraše prahom koji se
zove likapodijum. Zaprašivanje se vrši da se vlažan pesak ne bi zalepio za model. Zatim se kalupna mešavina ručnim
nabijačima ili pomoću kaluparskih mašina sabija u metalne okvire tzv. kalupnike. Nakon sabijanja peska obezbede se kanali
za odvođenje gasova iz kalupa (zvani odušci) koji mogu da prouzrokuju poroznost odlivaka i samim tim ga učine
neupotrebljivim. Tako sabijen jedan deo kalupa se okreće, na njega se postavlja drugi deo ili delovi modela, ulivni sistemi,
sistemi za prikupljanje šljake i sistemi za hranjenje odlivaka koji obezbeđuju dotok tečnog metala prilikom hlađenja odlivaka.
Sledeća operacija je sabijanje peska u gornjem delu kalupa. Kada se i ova oprecija završi kalupi se rastave i iz njih izvade
modeli. Ako odlivak ima i neku unutrašnju šupljinu u kalup se ulaže jedno ili više prethodno pripremljenih jezgara.
Pre nalivanju rastopljenog metala kalup se mora potpuno sklopiti, tako da obrazuje čvrsto naleganje. Tada se kroz čašu i
kanale ulivnog sistema liv uliva u ulivnu šupljinu kalupa.
[
уреди
]
Materijali za izradu peščanih kalupa i jezgara
За више информација погледајте чланак
Materijali za izradu peščanih kalupa i jezgara
Za razliku od metalnih kokila, koji mogu izdržati i do 100.000 ulivanja, peščani kalupi se koriste za jednokratnu upotrebu.
Kalupi za jednokratnu upotrebu izrađuju se od mešavine peska, veziva i dodataka. Za izradu kalupa najčešće se upotrebljava
mešavina
kvarcnog peska
i
gline
. Dodatkom vode mešavini dobijaju se tražene osobine od kojih su najvažnija:
Propustljivost,
4
Mašine za livenje pod pritiskom mogu biti:
Sa toplom komorom (topljenje metala je u sklopu mašine) – pritisna komora se nalazi uronjena u liv. Pritisak se u komori
prizvodi pomoću klipa ili komprinovanim vazduhom, koji potiskuje liv u kokile. U ovakve mašine tope se
legure
kalaja
,
cinka
,
olova
i drugih, čije temperature ne prelaze 450ºC.
Sa hladnom komorom (kada je topljenje metala odvojeno) – nemaju toplotnu komoru, pa se rastopljeni metal može
ohladiti i preći u testasto stanje. Liv ulazi pod velikim pritiskom u ulazni kanal u kokilu, zatim se potiskuje testasti liv u
kokilu, pa se nakraju pomoću izbacivača i klipa vadi odlivak iz kokile.
Legure sa niskim temperaturama topljenja (legure
Zn
i
Pb
) liju se najčešće na mašinama sa toplom komorom, dok ostale
legure (legure
Al
i
Cu
) se liju na mašinama sa hladnom komorom.
[
уреди
]
Centrifugalno livenje
За више информација погледајте чланак
Centrifugalno livenje
Centrifugalno livenje (
енгл.
Centrifugal Foundry
) je postupak kojim se liju rotaciona tela korišćenjem principa centrifugalne
sile. Centrifugalna sila nastaje obrtanjem kokile, i tada dolazi do raspodela rastopljenog metala po zidovima ulivne šupljine.
To omogućava izradu šupljih rotacionih tela čija je osa simetrije – osa rotacije. Za stvaranje centrifugalne sile koriste se kalupi
koji se okreću ili oko svoje horizontalne ili oko svoje vertikalne ose.
Mašine kod kojih se kokile obrću oko vertikalne ose služe za dobijanje manjih odlivaka kod kojih je visina manja od prečnika.
Kod mašina kod kojih se kalup okreće duž svoje horizontalne ose, dobija se odlivak veće visine sa relativno malim
prečnikom.
Centrifugalno livenje ima određene prednosti kao što su: nema potreba za jezgrima prilikom izrade šupljine u odlivku, utrošak
materijala je smanjen na minimum, dobra struktura odlivka, dodaci za mehaničku doradu su minimalni i cena olivka je niža u
odnosu na druga livenja što pospešuje ekonomičniju potrošnju i povećanje reproduktivnosti.
[
уреди
]
Neprekidno livenje (Konti-liv)
За више информација погледајте чланак
Neprekidno livenje
Pri postupku neprekidnog livenja (
енгл.
Continually Foundry
) rastopljeni metal se neprekidno i ravnomerno uliva iz lonca u
metalni kalup koji je sa jedne strane hlađen vodom. Rastopljeni metal se u obliku očvrslog metalnog proizvoda izvlači sa
druge strane kalupa. Ovaj postupak obezbeđuje izradu odlivaka različitih oblika. U metalurgiji a naručito pri proizvodnji
valjkastog proizvoda korišćenjem ovog postupka postiže se velika ušteda materijal i vremena.
U savremenim čeličanama primenjuje se neprekidno livenje. Čelik se iz metalurške peći odmah odliva u poluproizvode.
Neprekidno livenje se u praksi naziva i kontinualno ili kont-livenje.
U metalurgiji i livarstvu postupak neprekidnog livenja se sve više primenjuje. Neprekidnim livenjem može se ostvariti veća
produktivnost i veća ekonomičnost u poređenju sa drugim postupcima livenja.
[
уреди
]
Gravitaciono livenje
За више информација погледајте чланак
Gravitaciono livenje
Gravitaciono livenje u kokile (ulivanje u metalne kalupe) ima veoma široku primenu u izradi aluminijumskih odlivaka. Odlivci
liveni gravitaciono primenjuju se u svim granama mašinstva (motori sa unutrašnjim sagorevanjem, gasna tehnika,
brodogradnja itd.). U odnosu na druge postupke livenja imaju određene prednosti, te veoma su rasprostranjeni.
U poređenju sa ulivanjem u peščane kalupe ulivanje u kokile ima sledeće prednosti:
5
Bolje mehaničke karakteristike - (brže odvođenje toplote omogućuje hlađenje za kraće vreme i
formiranje sitnozrnaste strukture,
Tačnost dimenzija i oblika je veća, kao i kvalitet površine (manji dodaci za obradu),
Ekonomičnija proizvodnja:
Otpada potrošnja peska za kalupovanje
Manja potrošnja peska za jezgra jer neke od jezgara moguće je zameniti metalnim
Manje vreme izrade jer otpada izrada peščanih kalupa
Manji radni prostor - otpada skladištenje i obrada peska
U poređenju sa livenjem pod pritiskom prednosti su:
Jednostavniji i jeftiniji alati - prema tome primena i kod manjih serija je ekonomična,
Bolje mehaničke osobine materijala - (sitnozrnasta bez šupljina od uključenih gasova),
Nisu ograničene dimenzije i masa odlivaka,
Komplikovanost oblika zbog mogućnosti kombinacija peščanih i metalnih jezgara su
neograničene.
Nedostaci livenja u kokilama:
Izrada alata je opravdana samo za dovoljan broj komada,
Izrada metalnog kalupa (kokile) više puta je duža od izrade modela za kalupovanje u pesku,
Troškovi osvajanja proizvodnje su relativno veliki.
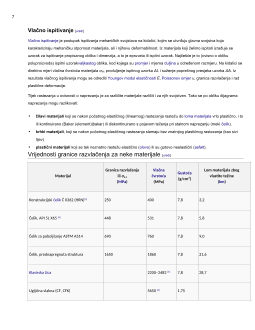
Granica razvlačenja
Dijagram naprezanja (
σ
- vlačnog naprezanja i
ε
- linijske vlačne deformacije) za tipični neželjezni materijal:
1: Stvarna granica elastičnosti
2: Granica proporcionalnosti