Živan Živkovi
ć
Predrag
Đ
or
đ
evi
ć
UPRAVLJANJE KVALITETOM
IV izmenjeno i dopunjeno izdanje
2013. godina
UPRAVLJANJE KVALITETOM
IV izmenjeno i dopunjeno izdanje
Autori:
Dr Živan Živkovi
ć
, redovni profesor
Tehni
č
kog fakulteta u Boru
Univerziteta u Beogradu
Predrag
Đ
or
đ
evi
ć
, PhD Student
Tehni
č
ki fakultet u Boru
Univerziteta u Beogradu
Recenzenti:
I izdanja
Prof. dr Nikola Pacovi
ć
Prof. dr Pavle Bugarski
IV izdanja
Prof. Dr Miladin Gligori
ć
Tehnološki fakultet u Zvorniku
Prof. Dr Vesna Spasojevi
ć
- Brki
ć
Mašinski fakultet u Beogradu
Univderzitet u Beogradu
Izdava
č
: Grafomed Bor
Za izdava
č
a:
Tiraž: 1000 primeraka
Svako umnožavanje ove knjige ili njenih delova nije
dozvoljeno

strukturi mišljenja u industrijskoj proizvodnji, da sve operacije u svakom
proizvodnom procesu treba uraditi kvalitetno i bez greške. Kao rezultat
takve promene u strukturi mišljenja, danas imamo japanski menadžment i
razvijenu novu proizvodnu filozofiju koja daje visokokvalitetne i jeftine
proizvode. Svetska ekspanzija menadžmenta kvaliteta se nastavlja. Ona
danas osvaja sve zemlje u razvoju, posebno Kinu. To je najvažnija
revolucija u menadžmentu,
č
iji je krajnji cilj saradnja me
đ
u preduze
ć
ima.
Jedini mogu
ć
i put daljeg razvoja naših preduze
ć
a je put koji je imao Japan
od 1946. godine do danas. Skroman doprinos ovom razvoju pokušava da
ostvari i ovaj udžbenik.
Autor
ć
e sa zadovoljstvom prihvatiti sve sugestije i zamerke do kojih
č
itaoci budu došli tokom
č
itanja ovog udžbenika, i nastoja
ć
e da ih sve
uvaži kako u toku izlaganja ove materije studentima, tako i kod
eventualnog slede
ć
eg izdanja ove knjige.
U Zaje
č
aru, 1999. god. Ž. Živkovi
ć
PREDGOVOR
DRUGOM IZDANJU
Drugo prošireno i dopunjeno izdanje ove knjige , obuhvata neka
proširenja u odnosu na prvo izdanje. U prvom delu knjige uba
č
eno je
novo poglavlje o standardu ISO 9000:2000, kao i neka proširenja u
poglavlju o TQM-u. Tako
đ
e , dodata su nova poglavlja o uzorkovanju sa
prate
ć
im tabelarnim prilozima kao i terminologija iz oblasti kvaliteta.
Kona
č
no, izvršene su ispravke i dopune nedostataka u tekstu koje su
tokom koriš
ć
enja ove knjige uo
č
ene.
Izvršene dopune
č
ine udžbenik kompletnijim kako, za studente koji
izu
č
avaju ovu materiju, tako i za korisnike koji se sa problematikom
kvaliteta sre
ć
u u svom svakodnevnom poslu.
Zahvaljujem se i svom asistentu Ivanu Mihajlovi
ć
u, dipl. ing sa
Tehni
č
kog fakulteta u Boru, na trudu oko kompjuterske obrade i preloma
teksta.
Bi
ć
u zahvalan svim korisnicima ove knjige koji mi ukažu na u
č
injene
propuste, da bi iste otklonio u eventualnom slede
ć
em izdanju ove knjige.
U Boru, februara 2002. god. Ž. Živkovi
ć

PREDGOVOR
Č
ETVRTOM IZDANJU
Posle relativno brze prodaje III izdanja u tiražu od 1000 primeraka, stekli
su se uslovi za štampanja IV izmenjenog i dopunjenog izdanja. Ovo
izdanje, u odnosu na prethodno je pretrpelo znatne izmene i dopune
usaglašavanjem sa standardom ISO 9001: 2008. godine. Tako
đ
e, obra
đ
eni
su standardi ISO 14001; ISO 18001, HCCP, ISO 26000, kao sistemi
integralnog upravljanja kvalitetom.
U praksi realizacije nastave uo
č
eni su neki nedostaci u objašnjenju
pojedinih poglavlja što je otklonjeno u ovom izdanju kod kontrolnih karti
i sekvencijalnog uzorkovanja. Tako
đ
e uba
č
eni su elementi najbolje prakse
i to: Model 5S, Kano model i KAIZEN filozofija.
U uslovima dinami
č
nih promena najbolji sud o knjizi da
ć
e njeni korisnici.
Prethodna izdanja su se pokazala zanimljivim za korisnike, kako studente
tako i inženjere u kompanijama sa uvedenim sistemom kvaliteta. Najbolju
potvrdu o navedenoj oceni je
č
injenica da je od prvog izdanja,
publikovanog 1999. godine, do sada prodato tri izdanja u tiražu od 3.600
primeraka, na Tehni
č
kom fakultetu u Boru, Tehnološkom fakultetu u
Zvorniku, i brojnim kompanijama u Srbiji i Republici Srpskoj. U prvom
izdanju kada je data osnova ove knjige, autor je bio samo Ž. Živkovi
ć
. U
drugom izdanju kao koautor M. Gligori
ć
je svojim doprinosom unapredio
kvalitet knjige. U tre
ć
em izdanju nije bilo znatnih poboljšanja teksta, a
knjiga je štampana u dve varijante za tržište Srbije i tržište Republike
Srpske, s obzirom da je interes za knjigom bio zna
č
ajan. U poslednjem
IV izdanju Predrag
Đ
or
đ
evi
ć
je svojim doprinosom unapredio poglavlja
koja se odnose na alate i tehnike kvaliteta što je poboljšalo kvalitet teksta
u ovom delu knjige.
Sve primedbe i predloge korisnika autori
ć
e rado prihvatiti i uneti u
narednom petom izdanju ove knjige, koje o
č
ekujemo za nekoliko godina.
U Boru, januara 2013. godine Živan Živkovi
ć
Predrag
Đ
or
đ
evi
ć

2
poreme
ć
aja u interesnim sferama na globalnom planu, što je dovelo do
raspada Jugoslavije.
Današnji period je karakteristi
č
an po stvaranju Evropske unije i
"Novog svetskog poretka" u kome su na probi: sa jedne strane pozitivna
civilizacijska dostignu
ć
a, a sa druge strane iskušenja za dominacijom, kao
merila njegove vrednosti. Posle višegodišnje izolacije Srbija se i dalje
nalazi u periodu usporene tranzicije ka tržišnoj privredi, privatnoj svojini i
kapitalisti
č
kim standardima poslovanja.
Od postanka civilizacije i prvobitne razmene na lokalnoj pijaci, pa sve
do industrijske revolucije, kvalitet je bio najvažniji pokazatelj svih vidova
poslovanja me
đ
u ljudima. Karakteristika XIX i XX veka je nagli
industrijski razvoj, u kome je kvalitet zapostavljen i gurnut u stranu, dok
su obim proizvodnje i produktivnost postali vode
ć
i pokazatelji uspešnog
poslovanja. Neki analiti
č
ari smatraju da je XIX vek bio obeležen
razvojem prirodnih nauka, da je XX vek bio obeležen razvojem
društvenih i organizacionih nauka, što je dovelo do realizacije brojnih
rezultata iz prošlog veka, a da
ć
e XXI vek biti obeležen kvalitetom i
stalnom težnjom
č
oveka za višim standardom.
Industrijskom revolucijom
č
ovek je ovladao prirodom, ali je u borbi
za profitom dramati
č
no narušio njenu ravnotežu i ugrozio životnu sredinu.
Industrijskom revolucijom
č
ovek
ć
e ovladati informacijama i
komunikacijama na globalnom nivou, ali postoji opasnost da
ć
e "veliki
brat" staviti pod svoju kontrolu svakog individualaca, što u krajnjem
slu
č
aju može ugroziti civilizaciju.
Revolucija kvaliteta koja je zapo
č
ela u prvoj polovini, a koja se
dramati
č
no širi u drugoj polovini XX veka, predstavlja civilizacijski
odgovor na izazove koje je donelo industrijsko društvo. Danas je kvalitet
dominantan kriterijum kupca prilikom izbora isporu
č
ioca, a novi koncept
kvaliteta se smatra superiornim metodom za reformu menadžmenta. Za
razliku od tradicionalnog pristupa novi koncept kvaliteta obezbe
đ
uje
pove
ć
anje prodaje uz istovremeno sniženje ukupnih troškova poslovanja.
Revolucionarna promena koju donosi nova filozofija kvaliteta je prelazak
sa odnosa konfrontacije na odnos participacije u svim vidovima
č
ovekovog delovanja.
3
Trenutne rasprave o kvalitetu ne predstavljaju revoluciju u na
č
inu
mišljenja, pošto ima ve
ć
više vekova od kako se kvalitet proizvoda smatra
dobrim argumentom za prodaju. Zapravo, u toku poslednjih pedesetak
godina u ovoj oblasti se dogodilo malo toga zna
č
ajnog. Najzna
č
ajnije, bez
sumnje, je spektakularni uspeh nekoliko velikih japanskih preduze
ć
a, koji
se pripisuje nadmo
ć
nom kvalitetu njihovih proizvoda i usluga. Ovaj
visoki kvalitet, koji je konkurenciji tako težak za kopiranje, ne objašnjava
se samo izvanrednim primenjenim metodama, ve
ć
i aktivnostima njihovih
rukovodilaca. Oni su izu
č
ili i primenili teoriju menadžmenta koju je
1931. godine utemeljio Amerikanac Šuhart (Shewhart), a koju su kasnije
u Japanu uveli Deming (Deming) i Juran (Juran). Pola veka kasnije, ova
teorija se proširila po
č
itavom svetu pod nazivom TQC (
Total Quality
Control - Totalno upravljanje kvalitetom)
i pod još nekim drugim
imenima. Danas polako preovladava naziv:
Menadžment kvaliteta
.
Me
đ
utim, ovde nije re
č
o novoj koncepciji menadžmenta, koja treba da
bude u rukama specijalista: u skladu sa zamislima njegovih pokreta
č
a, u
pitanju je celokupnost menadžmenta. TQC predstavlja zna
č
ajan napredak
u na
č
inu upravljanja proizvodnim preduze
ć
em, ili preduze
ć
em koje je
davalac usluga, pošto se njime istovremeno unapre
đ
uju timski rad i
procesi odlu
č
ivanja. Ova dva pristupa menadžmentu imaju snažan
sinergetski efekat.
Kvalitet po
č
inje utvr
đ
ivanjem projekta od strane najvišeg rukovodstva
kompanije. Zatim
ć
e taj projekat razraditi inženjeri, srednje i niže
rukovodstvo u obliku planova, specifikacija i uputstava za proizvodnju i
ispitivanja.
Unapre
đ
enje kvaliteta obuhvata
č
itav tok proizvodnje, od polaznih
sirovina, pa sve do potroša
č
a, uklju
č
uju
ć
i i budu
ć
e izmene proizvoda i
usluga. U jednom uslužnom preduze
ć
u, ulazi-inputi mogu da budu izvori
informacija ili po
č
etne radnje, kao što su predvi
đ
ene aktivnosti, narudžbe,
popisi stanja zaliha, isporuke. Neophodno je poboljšati sirovine, raditi sa
dobavlja
č
ima na osnovu dugoro
č
nih ciljeva, kako bi se podigao kvalitet i
snizila cena njihovih proizvoda, u duhu poverenja i poštenja, postupaju
ć
i
sa njima kao sa partnerima.
Kvalitet nije najviša performansa, luksuz, "vrh lestvice", ve
ć
ekonomi
č
an i prilago
đ
en odgovor na iskazanu potrebu. To je dobro
projektovana i dobro izgra
đ
ena ku
ć
a (velika ili mala - prema potrebi); to
je mašina koja radi bez kvara, snabdevena jasnim i potpunim uputstvom

5
zna
č
aja kvaliteta je došao kao potpuni civilizacijski odgovor na posledice
industrijske revolucije,
č
iji su osnovni parametri produktivnost i profit,
osnovni pokazatelji obim i kvantitet, a pogubne posledice uništavanje
prirodnih resursa, zaga
đ
ivanje životne sredine i sve ve
ć
e ugrožavanje
zdravlja i bezbednosti ljudi.
Moderan koncept kvaliteta je primenjen u Japanu posle Drugog
svetskog rata, oko 25 godina nakon što se
č
inilo da je uveden na Zapadu.
Zapad, gde je ro
đ
en novi koncept kvaliteta, nije mogao da ga primeni jer
nisu postojali uslovi za to. Smatra se da je kvalitet klju
č
japanskog
poslovnog uspeha. Japanski poslovni bum dugo je šokirao Zapad i trebalo
je dosta vremena da se pronikne u tajne njegovog uspeha u
č
ijoj je osnovi
bila nova filozofija kvaliteta. Kvalitet danas ozna
č
ava globalni fenomen,
koji je u svom punom zna
č
enju nakon Japana i Amerike osvojio i Evropu,
a u poslednjoj deceniji pokušava da osvoji i našu zemlju.
1.1.
ISTORIJAT MENADŽMENTA KVALITETOM
Odre
đ
ene aktivnosti merenja i kontrolisanja prime
ć
ene su još na
detaljima egipatskog zidnog slikarstva 1450 g. pne. Dobro koncipiran
metod gradnje, proceduralna konzistentnost i precizni merni instrumenti
u
č
inili su da komadi kamena za piramide budu klesani zapanjuju
ć
om
preciznoš
ć
u.
1.1.1.
Menadžment kvalitetom u primitivnim
društvenim zajednicama
Još nije sa velikom sigurnoš
ć
u utvr
đ
eno kada se pojavio koncept
kvaliteta ali sasvim sigurno je da se kvalitet pojavio pre mnogo godina.
U primitivnim društvenim zajednicama sakuplja
č
i hrane su se neretko
suo
č
avali sa dilemom da li su plodovi na koje su nailazili bili za jelo ili
ne. Isto tako su prvi lovci morali odabrati drvo najboljih karakteristika
za svoje lukove i strele kako bi na što efikasniji na
č
in ulovili divlja
č
.
Osnovna
ć
elija ljudskog društva bila je porodica. Izolovane porodice
su morale da izgrade apsolutnu nezavisnost u zadovoljavanju potreba,
kao što su ishrana, odevanje i stanovanje. Postojala je podela rada me
đ
u
č
lanovima porodice. Proizvodi su bili namenjeni istoj osobi tako da ih je
6
ista osoba projektovala, proizvodila i koristila. Koordinacija aktivnosti
je bila izvrsna, ista osoba je primala inpute, transformisala ih, a kao
rezultat na kraju procesa smo imali proizvode. S druge strane
ograni
č
avaju
ć
i faktor za postizanje kvaliteta bila je primitivna
tehnologija.
Seoske zajednice su nastale zbog zadovoljenja osnovnih potreba.
Nastankom sela stvoreni su uslovi za dalju podelu rada i razvoj
pojedinih veština. Tako su nastali lovci, zemljoradnici, ribari, kao i
zanatlije raznih profila - grn
č
ari, obu
ć
ari itd. Ponavljaju
ć
i proces
proizvodnje, zanatlije su postajale sve veštije u koriš
ć
enju alata i
materijala, kao i u poznavanju samih proizvoda. Sam ciklus je
podrazumevao i prodaju proizvoda i prikupljanje informacija o
zadovoljstvu korisnika.
Rast seoskih zajednica stvorio je potrebu za pove
ć
anjem zanatlija
raznih profila, što je dovelo do stvaranja konkurencije me
đ
u njima.
Konkurencija je dolazila do izražaja u pija
č
nim danima kada su se
proizvo
đ
a
č
i i kupci nalazili licem u lice, nad robom namenjenoj
prodaji. Roba koju su proizvo
đ
a
č
i nudili na prodaju sastojala se
uglavnom od proizvoda prirode ili proizvoda proizvedenih od prirodnih
materijala. Snabdeva
č
i i kupci su, zbog dugotrajnog koriš
ć
enja odre
đ
ene
robe, bili njeni dobri poznavaoci, tako da su o njenom kvalitetu mogli
da sude bez nekih velikih pomagala. Ovo doba je karakterisalo
slede
ć
e, prodavac je bio taj u
č
ijoj je nadležnosti bilo da iznese robu na
pijacu, dok je kupac bio taj koji je bio odgovoran za “obezbe
đ
ivanje
kvaliteta“. Kupci bi pažljivo gledali proizvode od tkanine, kuckali i
okretali lubenicu, mirisali meso i ribu. Ishod kupovine je zavisio od
kup
č
evog iskustva i znanja.
Vrlo lako je primetiti da su se u to vreme kontrolisanjem robe bavili
i proizvo
đ
a
č
i kupac. Proizvo
đ
a
č
je to
č
inio u toku proizvodnje i po
njenom završetku, kontrolišu
ć
i gotov proizvod. Pažljivi kupac bi,
tako
đ
e, izvršio kontrolu proizvoda, kao preventivnu kupovini defektnog
proizvoda.
Dodatni zna
č
ajan faktor, u nastupu na seoskoj pijaci je i suživot
zainteresovanih strana u selu. Proizvo
đ
a
č
i kupac su živeli u istim ili
susednim selima. Opstanak svakog zanatlije je bio uvek pod znakom

8
Dok su se Dodž i Roming interesovali za problem ocenjivanja
kvaliteta gotovih proizvoda na osnovu rezultata ispitivanja slu
č
ajno
odabranih uzoraka, dakle za statisti
č
ku prijemnu kontrolu, Šuhart se
posvetio problemu interpretacije merenja kvaliteta u procesu proizvodnje.
On je potom, tokom više godina, nastavio da istražuje ideju statisti
č
ke
kontrole i da usavršava metode koje omogu
ć
uju da se kvalitetom serijske
proizvodnje upravlja na najekonomi
č
niji na
č
in.
Godine 1931. Šuhart je objavio rezultate svojih istraživanja kontrole
kvaliteta u knjizi od 500 stranica. Ova
č
injenica ukazuje na kompleksnost
problematike ove nau
č
ne discipline još na samom po
č
etku njenog
stvaranja. Njegova suštinska preokupacija bila je razumevanje problema
upravljanja kvalitetom proizvoda u serijskoj proizvodnji. Kasnije je
njegova knjiga služila kao osnovna referenca za najve
ć
i broj ameri
č
kih,
japanskih i evropskih dela, posve
ć
enih statisti
č
koj kontroli kvaliteta.
Industrija je tada bila pod uticajem teorija Tejlora (Taylor),
pronalaza
č
a podele rada, koji je kontrolu kvaliteta smatrao relativno
jednostavnim poslom, nezavisnim od poslova projektovanja i
proizvodnje. Nasuprot tome, Šuhart je pokazao da svi ti poslovi stalno
uti
č
u jedni na druge, te da iz tog razloga tradicionalna kontrola kvaliteta
nije mogla da poboljša kvalitet. Na osnovu prou
č
avanja varijacija
karakteristika proizvoda, on je zasnovao teoriju koja je omogu
ć
avala da
se greške otklone utvr
đ
ivanjem njihovih uzroka. Zahvaljuju
ć
i Šuhartovim
metodama, od 1930. godine proizvodnja fabrike u Hotornu po
č
inje da
ostvaruje zna
č
ajan napredak. Godine 1936. Deming je pozvao Šuharta da
održi seriju predavanja na Visokoj školi Ministarstva poljoprivrede
SAD-a, na kojoj je on sam predavao matematiku. Tekst ovih predavanja
je objavljen 1939. godine pod nazivom:
Statistical
Method from the
Viewpoint of Quality Control
(Statisti
č
ke metode, posmatrane iz ugla
upravljanja kvalitetom). Ovaj rad poslužio je kao osnova za seminare o
upravljanju kvalitetom, koje je Deming držao u Japanu po
č
ev od jula
1950. godine.
Posle drugog svetskog rata tražnja za industrijskim proizvodima je
toliko porasla, da su ameri
č
ki proizvo
đ
a
č
i nastojali da proizvode u što je
mogu
ć
e ve
ć
im koli
č
inama, ne vode
ć
i ra
č
una o kvalitetu. Zato Šuhartova
teorija u to vreme nije doživela ve
ć
i uspeh. Uprkos tome inženjeri u
Bell
Telephone Laboratories
i drugi, koji su slede
ć
i istu teoriju, radili u
fabrikama oružja, osnivaju 1947. Godine udruženje pod nazivom
9
American Society for Quality Control (ASQC)
- Ameri
č
ko udruženje za
upravljanje kvalitetom, koje
ć
e kasnije odigrati važnu ulogu u širenju
menadžmenta kvaliteta. Nešto kasnije i u drugim zemljama se osnivaju
sli
č
na udruženja. Na primer, 1957. godine u Parizu osnovano je
l'Association Francaise pour le Controle Industriel da la Qualite
(AFCIQ)-
Francusko udruženje za industrijsku kontrolu kvaliteta - koje je
imalo sli
č
nu ulogu kao i gore pomenuto ameri
č
ko udruženje.
1.1.3.
Evropska iskustva
Novi koncept kvaliteta predstavlja novu filozofiju poslovanja i
življenja koja prihvata pogled kupca i korisnika proizvoda i zadovoljenje
njihovih potreba, kao osnovni zahtev za njegovo definisanje. Istovremeno
, kvalitet je u svom ostvarenju orjentisan ka preventivnom spre
č
avanju
uzroka i samih pojava manjkavosti, otkaza i propusta u celom poslovnom
procesu kompanije, što predstavlja istovremeno sniženje ukupnih
troškova. Pokazalo se, da je ovakav pristup superioran u odnosu na sve
druge i da omogu
ć
ava dugoro
č
an opstanak i razvoj kompanije.
Zemlje zapadne Evrope se intenzivno spremaju i preduzimaju
konkretne mere da odgovore na japansku i ameri
č
ku dominaciju koja se
ostvaruje kvalitetom. Pri tome se ne radi samo o kvalitetu proizvoda, ve
ć
o na
č
inu njegovog definisanja i ostvarivanja. Sistem kvaliteta po ISO
9000 je široko prihva
ć
en kao tržišni zahtev u zemljama zapadne Evrope.
On danas postavlja najvažnije tržišne barijere u svetu. Danas se javlja
novi pojam
SVETSKA KLASA KVALITETA,
kao cilj za sve koji žele
uspeh sa svojim proizvodima na svetskom tržištu.
Zapadno evropske zemlje udružene u okviru Evropske Unije,
sertifikacijom sistema kvaliteta postavile su formalnu barijeru za nastup
na evropsko tržište, što predstavlja težak zadatak, ali ne predstavlja
istovremeno ispunjenje ciljeva svetske klase kvaliteta. Ove mere EU
poga
đ
aju naro
č
ito bivše socijalisti
č
ke zemlje. Istovremeno, uvedena je
zajedni
č
ka valuta Evro (Euro), radi zaštite od ameri
č
ke i japanske
ekonomske ekspanzije. U zemljama EU se zadnjih godina intenzivno radi
na problematici kontrole kvaliteta gde se koriste iskustva iz ameri
č
kog i
japanskog menadžmenta.

11
u Evropi 1996. CE znak kvaliteta Evropske Unije, zna
č
i posedovanje
sertifikata za proizvod i sertifikata za sistem kvaliteta po ISO 9000.
Osnovno na
č
elo
Bele knjige
u delu koji se odnosi na uklanjanje
tehni
č
kih prepreka se svodi na to da proizvod zakonski pušten u prodaju u
jednoj od država
č
lanica mora da ima slobodan pristup na tržištu svih
č
lanica Evropske Unije. Odabrana strategija EU u realizaciji postavljenog
cilja je podrazumevala ujedna
č
enost regulative za kvalitet proizvoda i za
isporu
č
ioce na tržištu EU, ali i svih proizvoda koji se uvoze na to tržište.
Komisija Evropske unije je donela tri dokumenta u kojima su
postavljeni principi za realizaciju evropske strategije.
Novi pristup usaglašavanja tehni
č
kih propisa i standarda
, dokument
u kome se definiše na
č
in ostvarivanja jednakosti tehni
č
ke regulative
predvi
đ
a:
* usaglašavanje normativnih akata - tehni
č
kih propisa u osnovnim
zahtevima u pogledu bezbednosti, zaštite zdravlja ljudi i doma
ć
ih
životinja i zaštite potroša
č
a, koje proizvod mora da zadovoljava,
* donošenje evropskih standarda i tehni
č
kih specifikacija od
evropskih regionalnih organizacija za standardizaciju (CEN, CENELEC,
CEPT, AECMA, RILEM i drugi),
* me
đ
usobno prihvatanje nacionalnih normi i priznavanje razli
č
itosti
u njima u nedostatku važe
ć
ih evropskih standarda,
* ispitivanje i sertifikacija proizvoda i proizvo
đ
a
č
a na principu
me
đ
usobnog priznavanja rezultata ispitivanja, atestiranja i sertifikacije, a
na osnovu važe
ć
ih pravila i uslova za nadležne laboratorije i organizacije
za sertifikaciju.
Globalni pristup tehni
č
kim specifikacijama, ispitivanju i
sertifikaciji,
dokument u kome su definisani principi za akreditaciju,
prema EN 45000 standardima:
1. Sertifikacionih tela za sertifikaciju:
* proizvoda,
* kadrova i
* sistema kvaliteta po EN 29000 i
2. Laboratorija za ispitivanje proizvoda.
12
U istom dokumentu su definisani principi za sertifikaciju:
1. Proizvoda,
2. Kadrova i
3. Sistema kvaliteta po EN 29000.
Na osnovu ovih principa formirane su akreditacione i sertifikacione
šeme sa resursima za sprovo
đ
enje ovog projekta.
Zahvaljuju
ć
i evropskim zahtevima nekoliko stotina hiljada evropskih
kompanija je ve
ć
dobilo sertifikat za sistem kvaliteta, a euforija uvo
đ
enja
sistema kvaliteta je zahvatila ceo svet. Hiljade menadžera, inženjera,
ekonomista, radnika i službenika u preko 70 zemalja sveta, prema
podacima iz 1995. godine, organizovano i intenzivno radi na ovom
projektu.
1.1.3.1. Evropska politika za promociju kvaliteta.
Savet ministara Evropske komisije je usvojio , a Generalni direktorat
za industriju je izdao 30. oktobra 1996. godine Evropsku politiku za
promociju kvaliteta za evropsku konkurentnost.
Evropska politika za slobodno kretanje robe od starog pristupa, koji je
baziran na potpunoj zakonodavnoj i državnoj regulativi i intervencijama
kao obaveznim, prema novom pristupu sa tržišno orijentisanim
inicijativama baziranim na homogenom sistemu koji kombinuje
dobrovoljne i obavezuju
ć
e mere usaglašavanja ocenjivanja sa
standardima i kup
č
evim specifikacijama.
Osnovne odlike evolucije evropske politike kvaliteta su slede
ć
e:
* Novim pristupom je utvr
đ
ena obavezna tehni
č
ka harmonizacija
evropskih standarda kao neobaveznih dokumenata i direktiva kao
zakonskih dokumenata koje se odnose na bezbednost, zaštitu okoline i
zaštitu zdravlja ljudi.
* Globalnim pristupom je utvr
đ
ena obaveza usaglašenosti ocenjivanja
akreditacija i sertifikacija) ispitnih laboratorija, kadrova, kvaliteta
proizvoda i sistema kvaliteta.

14
Evropska politika kvaliteta je oblikovana da razvija okruženje u kome
kompanije i javna administracija u Evropi imaju za cilj da ostvare
izvrsnost svojih izlaza i interne organizacije za korist društva u celini.
Ova politika treba da razvije evropski imidž i kulturu kvaliteta
reaktiviranjem i razvojem instrumenata i resursa (tehni
č
kih i ljudskih) za
kreiranje svesti i da promoviše kvalitet u partnerstvu sa industrijom i
drugim delovima u horizontalnom pristupu.
U okviru evropske politike kvaliteta vodi se pet specifi
č
nih akcija:
* Evropska nagrada za kvalitet bazirana na EFQM modelu za TQM,
* Evropska ben
č
marking ku
ć
a i privatne i javne be
č
marking
inicijative,
* Evropska nedelja kvaliteta,
* Evropski monitoring kvaliteta za tržišnu ocenu progresa kvaliteta,
* Evropski sistem za kvalifikaciju profesionalaca za kvalitet.
Evropska politika za promociju kvaliteta je okvir za kontinuirano
uklju
č
ivanje tehni
č
ke infrastrukture u industrijske i ekonomske inicijative,
za podizanje ose
ć
anja veza na evropskom nivou prema razli
č
itim
lokalnim, nacionalnim i evropskim inicijativama koje mogu imati efekta
na njihove aktivnosti.
Izmena standarda serije ISO 9000 u procesni model ISO 9000 - 2008
koja u FDIS verziji (Final Draft International Standard - završni nacrt
me
đ
unarodnog standarda), koji suštinski predstavlja podršku svetskom
pokretu TQM-a je snažno podržan od strane EU. To prakti
č
no zna
č
i da
ć
e
sve organizacije u okviru EU morati da izvrše prilago
đ
avanje svojih
sertifikovanih sistema kvaliteta prema ISO 9000- 2004. zahtevima ISO
9000 - 2008, kao i ona preduze
ć
a izvan EU koja sara
đ
uju na bilo koji
na
č
in sa firmama u okviru EU.
1.1.3.2. Evropska predvi
đ
anja
Globalizacija, informati
č
ke tehnologije i nove društvene vrednosti
predstavljaju osnovne elemente zapadnih predvi
đ
anja, koje je
Tim
budu
ć
nosti ameri
č
ke organizacije za kvalitet
(ASQC) ozna
č
io kao klju
č
ne
faktore u neposrednoj budu
ć
nosti.
15
Ekspanzija informati
č
kih tehnologija najbolje se ogleda kroz rast
INTERNETA- globalne ra
č
unarske mreže.
* Dnevno se kreira preko 100 000 Web stranica na Internetu širom
sveta.
* Eksplozija individualne kupovine personalnih ra
č
unara (1995.
godine prodato više PC ra
č
unara nego TV prijemnika).
* Kapacitet ra
č
unara se udvostru
č
uje svakih 18 meseci. Veruje se, da
ć
e 2020-te godine kapacitet jednog ra
č
unara biti kao kapacitet svih
ra
č
unara u Silikonskoj dolini danas.
* Pola milijarde ljudi o
č
ekuje pretplate na beži
č
ne komunikacije, iako
pola svetske populacije nikada nije imalo obi
č
an telefonski poziv.
* 2020-te godine industrijskih radnika ne
ć
e biti više od 13% u svakoj
razvijenoj zemlji, dok
ć
e radnici sa znanjem (misle
ć
i radnici)
č
initi
30% radne snage.
Širenje komunikacija putem elektronskih medija
ć
e dovesti do
neslu
ć
enih mogu
ć
nosti, tako da se predvi
đ
a izme
đ
u ostalog:
* Elektronska obuka na udaljenost, što
ć
e dovesti do dramati
č
nog
napretka u u
č
enju.
* Elektronska demokratija kroz politi
č
ku participaciju i elektronsko
glasanje.
* Elektronski novac i pla
ć
anja preko Interneta.
* Elektronske kupovine preko Interneta koje
ć
e omogu
ć
iti da kupac u
svakom momentu direktno govori sa proizvo
đ
a
č
em.
Preduzetništvo, mikropreduze
ć
a i pokretanje malog biznisa od strane
individualaca ili grupa ispod 20 ljudi, posta
ć
e vode
ć
i u kreiranju poslova
širom sveta. Danas 25% svetske ekonomije poti
č
e od velikih korporacija
koje zapošljavaju manje od 0,005% populacije.
U ovakvim uslovima poslovanja mo
ć
i
ć
e da opstane proizvodnja po
zahtevu kupaca. Danas se ve
ć
koristi termin
"customization"
kao simbol
izrade proizvoda po zahtevu kupca. To zahteva evoluciju fabri
č
ke
proizvodnje sa radikalnim unapre
đ
enjem osnovnih karakteristika.
Za ovakav vid proizvodnje predvi
đ
a se razvoj nove
virtualne
organizacije, orijentisane na tržišne napore koji nisu ograni
č
eni

17
- Ameri
č
ki biznis je po
č
eo da shvata da su troškovi siromašnog
kvaliteta kompanija dostigli više od 20 % nacionalnog prihoda od
prodaje;
- Da unapre
đ
enje kvaliteta proizvoda i usluga ide ruku pod ruku sa
unapre
đ
enjem produktivnosti, sniženjem troškova i porastom
profitabilnosti.
Nagradu za kvalitet, baziranom na originalnom TQM modelu,
tradicionalno svake godine dodeljuje Predsednik Sjedinjenih država na
ceremoniji u Vašingtonu. Na ceremoniji 1997. godine Predsednik SAD-a
je rekao
: " Sjedinjene države su najkonkurentnija nacija na svetu. Kvalitet
je klju
č
za zadržavanje ove titule. Malkolm Baldridž Nacionalna nagrada
za kvalitet pomaže kompanijama SAD da zadovolje kupce i unaprede
celokupne perfomanse i mogu
ć
nosti kompanije".
Iz ovog citata jasno se
vidi odnos SAD-a prema kvalitetu u vremenu koje dolazi.
1.1.4.
Kvalitet u Japanu
Za vreme II svetskog rata, generalštab Japana je okupio odbor
nau
č
nika
č
iji je zadatak bio da prona
đ
e metode za poboljšanje
produktivnosti i kvaliteta u fabrikama oružja. Odborom je predsedavao
inženjer koji se zvao Kojanagi (Koyanagi). Interesantno je napomenuti da
je u isto vreme pod uticajem Deminga i ameri
č
ki generalštab pokrenuo
sli
č
an projekat. U ogromnom rasulu koje je pratilo kapitulaciju Japana
1945. godine, Kojanagi je prikupio
č
lanove svog odbora kako bi prou
č
ili
situaciju. Ohrabreni ameri
č
kim savetnicima generala Mak Artura (Mac
Artur), ovi inženjeri su osnovali udruženje
č
iji je zadatak bio da pomogne
japanskoj industriji da ustane iz ruševina. Njegov naziv bio je
Nippon
Kogaku Gijutsu Renmei
, što je na engleskom prevedeno kao
Japanese
Union of Scientists and Engineers
(JUSE). Godinu dana kasnije, za
predsednika JUSE imenovan je I
č
iro Išikava (Ichiro Ishikawa). On je tako
đ
e bio predsednik i
Keidanren-a.
Godine 1945. jedna od prvih odluka generala Mak Artura bila je da
rasturi industrijske konglomerate i da smeni predsednike velikih
preduze
ć
a. Primenjuju
ć
i ovu politiku, generalštab savezni
č
kih snaga je
odabrao, me
đ
u najsposobnijim kadrovima u društvu, nove generalne
direktore koji nisu bili osumnji
č
eni za saradnju sa starim režimom. Na taj
18
na
č
in, trebalo je da ekonomska mo
ć
pre
đ
e u ruke eksperimentalnog
rukovode
ć
eg kadra, ali dovoljno poslušnog da prihvati nove metode
menadžmenta, saglasno zapadnja
č
kim savetnicima. General Mak Artur je
uputio nove japanske generalne direktore da osnuju veliko ekonomsko
udruženje zapadnog tipa, nazvano
Keidarnen
. Za predsednika bio je
imenovan I
č
iro Išikava,
č
ovek poznat i poštovan u industriji, koji je na
tom mestu ostao sve do 1968. Njegov sin Kaoru Išikava (Kaoru Ishikawa)
imenovan je za generalnog sekretara JUSE.
Marta 1948. godine, Kojanagi je oformio šesto
č
lanu grupu za
istraživanje primene statisti
č
ke analize u industriji. Na njeno
č
elo dolazi
Šigeru Mizuno (Shigeru Mizuno) profesor tokijskog Instituta za
tehnologiju. Grupi se pridružuje i Kaoru Išikava. Godine 1950. pozivaju
Deminga u Japan, gde je održao predavanje posve
ć
eno kontroli kvaliteta.
Za
č
lanove grupe to predstavlja izvanrednu priliku za usavršavanje.
Marta 1950. godine JUSE pokre
ć
e prvi
č
asopis pod nazivom
Hinshitsu Kanri
(Statisti
č
ka kontrola kvaliteta, u tiražu od preko sto
hiljada primeraka koji se i danas publikuje). Juna 1951. godine JUSE
ustanovljava tzv. Demingovu nagradu, danas poznatu u celom svetu kao
najviše priznanje koje se odnosi na menadžment.
Jula 1954. godine dolazi red na Jurana da održi predavanje u Japanu
na temu kontrole kvaliteta, koje je imalo veliki o
đ
ek.Tokom
č
etiri godine
JUSE je pridavao poseban zna
č
aj statisti
č
kim metodama, ali se na taj
na
č
in upravljanje kvalitetom
č
inilo mnogo težom naukom, nego što je to
stvarno bilo. Juran je inženjerima JUSE pomogao da razrade metode,
dostupne ve
ć
em broju zaposlenih.
Godine 1956. Kaoru Išikava pokre
ć
e na radiju kurs o TQC. Ujutru,
pre polaska na posao, ovaj kurs sluša hiljade u
č
esnika u upravljanju. Ali,
Išikava ve
ć
ima u vidu poslednju etapu u ovladavanju kvalitetom u
preduze
ć
ima: obrazovanje radnika. Nikada do tada, ni u jednoj zemlji,
rukovodstvo nekog preduze
ć
a nije radnicima ponudilo da u
ć
estvuju u
menadžmentu. To je bio težak projekat koji je rizikovao da se otme
kontroli rukovodilaca. Išikava smatra da obrazovanje radnika treba
poveriti samom rukovodstvu i pružati mu u tome stalnu pomo
ć
. Upravo je
to bio cilj novog mese
č
nog
č
asopisa pod nazivom
Gemba to QC
(Upravljanje kvalitetom za poslovo
đ
e).

20
- Seminar u Tokiju i Osaki za inženjere i rukovodioce svih funkcija
(12 dana sa tempom 6 sati dnevno - 62 sesije - 14589 u
č
esnika).
JUSE raspolaže samo sa stotinak profesora-gurua kvaliteta. Svaki od
njih je bio podvrgnut dugotrajnom obu
č
avanju pod vo
đ
stvom jednog od
devet savetnika JUSE. Nijedan nije dobio dozvolu da samostalno drži
nastavu pre okon
č
anja probnog rada od dve godine. Na taj na
č
in JUSE
održava uskla
đ
enost svoje obuke. Ovo izobilje predostrožnosti, da bi se
obezbedio prenos nauke o menadžmentu, u oštroj je suprotnosti sa
zapadnom praksom permanentnog obrazovanja. U mnogim zemljama
sveta inženjer koji se interesuje za menadžment može samostalno da
odabere neki od ponu
đ
enih kurseva. Ve
ć
ina predava
č
a , koja se tu može
sresti, pripremljena je na brzinu, bez u
č
itelja i bez principa vo
đ
enja
seminara.
Pokušavaju
ć
i da kopiraju japanske metode menadžmenta, zapadnjaci
nisu dobili dobre rezultate. To je verovatno zato što oni suviše žure da
uspeju. Lekcija iz Japana treba da nas nau
č
i strpljenju. Sa druge strane, ne
treba zaboraviti da su i naši konkurenti u inostranstvu tako
đ
e zaokupljeni
procesom poboljšanja u podru
č
ju menadžmenta. Kada neko namerava da
sustigne onoga koji tr
č
i, treba da uzme u obzir ne samo njegov položaj,
nego i brzinu.
Posle drugog svetskog rata, principi i metode menadžmenta kvaliteta
su se proširili u industriji zapada, uglavnom zahvaljuju
ć
i privatnim
udruženjima, kakva su ASQC u SAD, AFCIQ u Francuskoj itd.
Organizacije za standardizaciju, okupljene u okviru
International
Standards Organization (ISO)
u
č
estvovale su u ovom informisanju
izdaju
ć
i standarde, u po
č
etku na nacionalnom, a kasnije i na svetskom
nivou.
Ameri
č
ki menadžeri su dugo smatrali
Quality Control
jednom
obi
č
nom komponentom menadžmenta preduze
ć
a, jednom funkcijom u
kojoj se stalno ostale funkcije prepli
ć
u. Me
đ
utim, po
č
ev od 1975. godine
masovni priliv japanskih proizvoda na ameri
č
ko tržište za nekoliko
godina je izazvao ose
ć
aj duboke zabrinutosti. Preduze
ć
a koja su najviše
ugrožena, traže za konsultante najve
ć
e eksperte iz oblasti kvaliteta,
posebno Krozbija (Crosby), Deminga, Fejgenbauma, Išikavu i Jurana.
Vidljivo raste broj odeljenja za obezbe
đ
enje kvaliteta, programa za
poboljšanje kvaliteta, kružoka kvaliteta.
21
Godine 1980. televizijska mreža NBC prikazuje ameri
č
koj publici
seriju od
č
etiri emisije o aktivnostima Deminga u Japanu. To deluje kao
elektri
č
ni udar. Milioni ljudi otkrivaju da njihova zemlja poseduje
ogromne - neiskoriš
ć
ene ljudske resurse. Zasut zahtevima, Deming
po
č
inje da predaje svoju filozofiju generalnim direktorima velikih
ameri
č
kih firmi. On piše knjigu
Out of Crisis
(Izlazak iz krize),
č
iji je
tiraž dostigao cifru od dva miliona primeraka, i zapo
č
inje dugu seriju
seminara u anglo-saksonskim zemljama. Tokom poslednjih deset godina
on rukovodi sa dva
č
etvorodnevna seminara mese
č
no, koje okupljaju više
od 500 osoba.
Svetska ekspanzija menadžmenta kvaliteta se nastavlja. Ona danas
osvaja zemlje u razvoju, posebno Kinu . To je najvažnija revolucija u
menadžmentu ,
č
iji je krajnji cilj saradnja me
đ
u preduze
ć
ima.
1.1.4.1. Japanska predvi
đ
anja
Mnogi eksperti razvoj japanskog kapitalizma direkno povezuju sa
razvoijem kvaliteta. Japan je postigao ekonomski rast na relativno siguran
na
č
in pod ameri
č
kom zaštitom u periodu blokovske konfrotacije. Danas,
kada je uspostavljena Evropska unija i kada je okon
č
an hladni rat, u svetu
se uspostavljaju nove vrednosti i fundamentalna pravila.
Kreativno mišljenje je potporni stub novog koncepta kvaliteta, koji
ima ambicije da zadrži vode
ć
u ulogu u japanskom odgovoru na nove
svetske promene. Inovativan odgovor Japana na novu svetsku realnost je
"
preduzimanje akcija u skladu sa situacijom"
. Pošto živimo u procesu
dinami
č
kih promena, ne možemo da odgovorimo na aktuelnu situaciju
dok je potpuno ne shvatimo.
K. Ichikawa smatra da je japansko društvo danas u opasnosti i da ono
zaslužuje pažljivu reviziju. Prvi prioritet je revizija istorije u školama.
Mnogi istoriju doživljavaju kao jednostavno memorisanje prošlih
doga
đ
aja sa njihovom glorifikacijom. Neophodno je verifikovati novi
koncept po kome je "
istorija teorija dinami
č
kih promena"
. Nacija po
novom konceptu predstavlja:
"Socijalnu kolektivnu organizaciju i
organski društveni sistem u kojem se stvara i distribuira bogastvo".

23
kvaliteta, a posebno o pozitivnom uticaju novog koncepta kvaliteta na
efikasnost, produktivnost i troškove.
Sistem u kome smo živeli u našoj zemlji nije bio formalno protivu
kvaliteta,
č
ak je deklarativno bio za kvalitet, me
đ
utim glavni oslonci i
mehanizmi sistema su predstavljali neprijatelje kvaliteta.
Č
udno je da smo
u ovakvom ambijentu postizali kvalitet proizvoda i usluga koji smo imali.
Nau
č
no-stru
č
na, nepoliti
č
ka i neprofitna organizacija koja se bavi
pitanjima standardizacije i kvaliteta po prvi put je formirana 1962. godine
u tadašnjoj Jugoslaviji pod nazivom JUSK. Ideju o formiranju JUSK - a
dala je tadašnja JNA, koja je u okviru svoje delatnosti imala dobro
razvijen sektor za kontrolu kvaliteta i pouzdanosti. Logi
č
no je bilo da su u
prvim godinama ovu organizaciju vodili ljudi u
č
ijem se resoru nalazila
služba kontrole kvaliteta i pouzdanosti, a prvi predsednici JUSK-a bili su
generali. Sa porastom interesovanja za kvalitet u privredi i nauci naše
zemlje, organizaciju JUSK-a preuzimaju ljudi iz tih delatnosti i tada
po
č
inje brzi rast organizacije i širenje delatnosti JUSK-a.
Poseban impuls razvoju te delatnosti daju akcije Svetske organizacije
za standardizaciju (ISO) i Evropske organizacije za kvalitet (EOQ),
deklarisane 1987. godine kroz najavu i lansiranje serije standarda ISO
9000, sa najavljenim pripremnim periodom od oko pet godina i stupanjem
na snagu 1. januara 1993. godine. JUSK je kao
č
lan tih organizacija
prihvatio te aktivnosti i zapo
č
eo široku akciju propagiranja ovih standarda
i edukaciju stru
č
njaka koji se u privredi bave kvalitetom i
standardizacijom. Raspad SFRJ i period 1991/95 godine zna
č
ajno je
usporio ali ne i ugasio delatnost JUSK-a, koja se polako prilago
đ
ava
novonastaloj situaciji i nastavlja svoju delatnost u SRJ.
Shvataju
ć
i zna
č
aj kvaliteta u poslednjoj Jugoslaviji (Srbija i Crna
Gora),Vlada Srbije, a ubrzo zatim i Vlada Crne Gore formiraju svoje
Savete za kvalitet. Srbija svoj Savet locira u Ministarstvu za nauku i
tehnologiju, definiše mu zadatke i zna
č
ajno ga finansijski podržava i
usmerava direktno ka privrednim organizacijama. Crna Gora svoj savet
locira uz Ministarstvo za nauku , razvoj i životnu sredinu - Agencija za
prestruktuiranje privrede. I Savezna Vlada je formirala svoj Savet za
kvalitet i locirala ga u Ministarstvo za nauku, razvoj i životnu sredinu,
č
ije
se aktivnosti mogu oceniti kao simboli
č
ne. JUSK intenzivno sara
đ
uje sa
24
sva tri saveta u svojim najzna
č
ajnijim akcijama i dobija od njih zna
č
ajnu
podršku.
JUSK kao stru
č
no, nepoliti
č
ko i neprofitno udruženje eksperata za
standardizaciju i menadžment procesima kvaliteta i poslovanja, ima
zna
č
ajno mesto i ulogu u razvoju nacionalnog pokreta za kvalitet.
Programi i me
đ
unarodna iskustva ISO i EOQ,
č
iji je JUSK
č
lan,
obezbe
đ
uju brzo rešavanje otvorenih pitanja daljeg razvoja i našeg
nacionalnog pokreta za kvalitet u saradnji sa republi
č
kim i saveznim
savetima za kvalitet.
Sve ove aktivnosti u periodu raspada SFRJ nisu davale neke
zna
č
ajnije rezultate. Prekretnica je nastala 1992. godine kada je Vlada
Republike Srbije donela Program unapre
đ
enja kvaliteta, nakon
č
ega je
došlo do masovnog kretanja u proces uvo
đ
enja sistema kvaliteta po ISO
9000.
Shva
ć
eno je, da je kvalitet bez rezerve naša najve
ć
a šansa na putu
uspostavljanja procesa punih promena stanja u zemlji, u cilju našeg
uspešnog i dostojanstvenog uklju
č
ivanja na me
đ
unarodno tržište i svetske
integracione procese.
Kvalitet se ne može nau
č
iti iz knjige. On predstavlja potpunu, veoma
kompleksnu pozitivnu transformaciju kulture firme, koju inicira i
sprovodi uspešan menadžment.
Osnovna smetnja uvo
đ
enju kvaliteta u našoj proizvodnji je samo
deklarativno prihvatanje kvaliteta, bez shvatanja suštine potrebe da se
kvalitetnije proizvodi. Izbor menadžmenta u uslovima društvene svojine,
ne vrši se prema sposobnostima, ve
ć
prema partijskoj pripadnosti i
bezrezervnoj poslušnosti u odnosu na vlast i politi
č
ki establišment. U
takvim uslovima o uvo
đ
enju kvaliteta u proizvodnim preduze
ć
ima i
uslužnim delatnostima, u uslovima ulaska u tre
ć
i milenijum , ne može biti
ni govora. Da bi se stvorio ambijent za oživljavanje kvaliteta, neophodno
je eliminisati temeljne barijere kvaliteta u celini:
-
nekompetentan menadžment , a celokupni menadžment osloboditi
poltronizma u odnosu na vlast i politi
č
ki establišment,

26
efikasnijoj primeni nau
č
nih i tehnoloških znanja i proverenih svetskih
iskustava. Standardi serije ISO 9000 imaju kao glavni cilj da se
standardizuje organizacija preduze
ć
a, kako bi se odgovaraju
ć
om
hijerarhijom u rukovo
đ
enju i toku informacija (izdavanje zadataka,
njihovo izvršavanje i izveštavanje), garantovao propisani (visoki) nivo
kvaliteta proizvoda i usluga. Atestiranje takve organizacije preduze
ć
a i
periodi
č
na provera, obezbe
đ
uje poverenje tržišta, koje se potvr
đ
uje
odgovaraju
ć
im znakom kvaliteta i nazivom " priznati proizvo
đ
a
č
".
U Srbiji se problemu uvo
đ
enja kvaliteta, na državnom nivou,
organizovano po
č
inje da radi usvajanjem
DEKLERACIJE O POLITICI
KVALITETA
na sednici Vlade Republike Srbije od 9.decembra 1992.
godine. U toj deklaraciji piše:
1. Kvalitet , koji podrazumeva svetsku klasu kvaliteta proizvoda i
usluga, uz istovremeno snižavanje troškova i povišenje produktivnosti i
profitabilnosti, predstavlja najzna
č
ajniji razvojni zadatak i prioritet u
Republici Srbiji.
2. U ambijentu konkurentnosti i privatizacije, koji ubrzo gradimo, jer
te promene u politici i organizaciji zavise od nas samih, samo
menadžment koji prihvati kvalitet kao posao broj jedan može biti nosilac
promene kulture rada i realizator ukupne efikasnosti i uspešnosti
preduze
ć
a.
3. Proizvodi i usluge sa oznakom " Made in Yugoslavia" moraju
dosti
ć
i svetski nivo kvaliteta i postati prepoznatljivi i cenjeni u celom
svetu, što
ć
e doprineti podizanju ugleda naše zemlje i ekonomskim
efektima u razmeni sa svetom.
4. Unapre
đ
enje kvaliteta postaje prioritetan zadatak ne samo
menadžmenta, ve
ć
i državnih organa, obrazovnih i nau
č
nih institucija,
privrednih, profesionalnih i strukovnih asocijacija, sredstava informisanja
pa i politi
č
kih partija.
5. Sveobuhvatno uvo
đ
enje kvaliteta treba da doprinese ostvarivanju
ukupnog poboljšanja kvaliteta života ljudi, koji podrazumeva poboljšanje
životnog standarda, zaštitu životne sredine , kao i zaštitu zdravlja i
bezbednosti.
27
6. Program Vlade Republike Srbije za unapre
đ
enje kvaliteta treba a
omogu
ć
i da se stvore organizacione i sistemske pretpostavke za
integrisanje kvaliteta u sve sfere poslovanja, kako bi se sopstvenim
intelektualnim i materijalnim sredstvima omogu
ć
ile odgovaraju
ć
e
transformacije koje bi doprinele bržem uklju
č
ivanju privrede Srbije u
svetske integracione tokove i me
đ
unarodno ržište.
Prema tome, stvoren je potreban ambijent i obavezuju
ć
a zakonska
regulativa za uvo
đ
enje sistema kvaliteta prema najvišim svetskim
standardima. Savezni Zavod za standardizaciju je u celosti prihvatio i
preveo standarde serije ISO 9000 dodaju
ć
i ispred znak JUS, dakle oblast
kvaliteta u našoj zemlji regulišu standardi serije JUS ISO 9000. Treba ih
samo primeniti!
Radi podsticanja razvoja kvaliteta u Srbiji, uvedena su priznanja :
OSKAR KVALITETA za vrhunske rezultate na unapre
đ
enju sistema
kvaliteta u Srbiji. Pored glavne nagrade koja se dodeljuje u dve kategorije
: (I) za velika i (II) za mala i srednja preduze
ć
a, dodeljuju se i po dve
PLAKETE KVALITETA - za drugo i tre
ć
e mesto u obe kategorije. Ove
nagrade se dodeljuju jednom godišnje. Oskar kvaliteta - srpska nagrada za
kvalitet predstavlja snažni motivacioni faktor na putu ka poslovnoj
izvrsnosti preduze
ć
a i podsticaj razvoju klime za unapre
đ
enje kvaliteta u
Srbiji, a dodeljuje se uz podršku privrednih asocijacija i nau
č
nih
institucija, koje su u okviru svojih aktivnosti zadužene za pra
ć
enje i
podsticanje unapre
đ
enja kvaliteta u našoj zemlji.
O
č
igledno je, da je kvalitet jedan od najzna
č
ajnijih fenomena naše
epohe, ali je kod nas istovremeno dugo bio u potpunosti, a danas još u
ve
ć
oj meri, najviše osporavan i to od menadžera svih nivoa. Najve
ć
i
uzrok u kašnjenju u borbi za kvalitet je odsustvo angažovanja top
menadžmenta. Možda se kroz slede
ć
i citat može naslutiti odgovor na
ovakvo stanje kod nas:
" Problem u upravljanju kvalitetom nije u onome što ljudi ne znaju o
njemu. Problem je u onome što svi misle da znaju. A otežavaju ga
konvencionalne pretpostavke o kvalitetu koje ljudi sti
č
u u toku godina
uspešnog zara
đ
ivanja za život na nekom poslu koji se ne odnosi na
upravljanje kvalitetom.
U tom smislu kvalitet ima dosta zajedni
č
kog sa seksom.

29
2. POJAM I DEFINICIJA KVALITETA
U ovom poglavlju definisa
ć
e se tri osnovna pojma: prvo
kvalitet,
zatim
upravljanje kvalitetom
i na kraju
obezbe
đ
enje kvaliteta.
Da li je potrebno da se definiše pojam kvaliteta? U obi
č
nom životu,
svako o kvalitetu formira sopstvenu predstavu, manje ili više jasnu ali ne i
dovoljno preciznu. Me
đ
utim, objektivni metodološki pristup, ali i
uklju
č
enje kvaliteta kao jednog od
č
inioca u aktivnostima preduze
ć
a i kod
ugovornih odnosa, zahteva objektivno definisanje.
2.1. POJAM KVALITETA
Obi
č
no se pravi razlika izme
đ
u proizvoda (koji su materijalni) i
usluga (koje su nematerijalne). Me
đ
utim, danas postoiji težnja da se
pojam proizvod, koristi i za jedno i za drugo: organizovano putovanje,
plasman finansijskih sredstava se tako
đ
e mogu smatrati primerima
proizvoda. Ova "fuzija", propisana me
đ
unarodnom standardizacijom koja
se odnosi na kvalitet, ima svoje razloge postojanja i tu prednost što vodi
pojednostavljenju stvari. Ponude i usluge su
č
esto povezani u ponudi
preduze
ć
a. Tako konstruktor naprava obezbe
đ
uje održavanje posle
prodaje, a ponekad i ugradnju kod korisnika, puštanje u rad i obuku
rukovaoca. Nasuprot tome, hotel-restoran obezbe
đ
uje uslugu koja
obuhvata i isporuku proizvoda. Zato sve više privla
č
i pažnju par:
proizvod-usluga.
Me
đ
utim, iako je termin "proizvod" dobio podršku za primenu, ipak je
usluga
ta koja privla
č
i korisnika, uklju
č
uju
ć
i tu i ulogu koju kod pružanja
usluge ima materijalni proizvod. Može se re
ć
i da je kvalitet nekog
materijalnog proizoda sadržan u usluzi koju on pruža.
Me
đ
u
proizvodima
u užem zna
č
enju te re
č
i razlikuju se:
-
izra
đ
eni proizvodi
(komponente, podsklopovi, sklopovi) i
proizvodi
koji su rezultat kontinualnih procesa
(proizvodi metalurgije,
hemijske industrije, hrana..), u skladu sa razlikom koju me
đ
u njima
pravi me
đ
unarodna standardizacija;
30
- ili, prema drugoj podeli,
proizvodi koji se troše
(proizvodi hrane,
energija..), dakle oni koji se u procesu njihove upotrebe uništavaju i
proizvodi koji imaju tzv. "radni vek"
(oprema, mašine, pribor....).
Usluge
su vrlo brojne, a priroda im je razli
č
ita: osiguranje,
bankarstvo, kultura, rekreacija, trgova
č
ki poslovi, podu
č
avanje,
obsluživanje, održavanje, zdravstvo, nacionalna bezbednost i odbrana
(vojska, policija, sudstvo), javne usluge (vodovod, elektri
č
na energija,
gas...), prevoz i komunikacije itd.
Ovde treba dodati i unutrašnje (interne) usluge u preduze
ć
u, kojima se
tako
đ
e mora upravljati. Ukupno posmatrano, usluge (uklju
č
uju
ć
i i interne
usluge unutar industrijskih preduze
ć
a) predstavljaju "koli
č
inu" aktivnosti
koja je mnogo važnija od neposrednih aktivnosti proizvodnje.
Na
č
in pristupa kvalitetu u svim aktivnostima odre
đ
uju isti opšti
principi, bez obzira da li se radi o proizvodnji ili o pružanju usluga.
Me
đ
utim, proizvodi i usluge poseduju i neke aspekte koji ih
č
ine
me
đ
usobno razli
č
itim:
-
proizvod - predmet
(kao i neko misaono delo, poput softvera)
nastaje tokom procesa koji se sastoji od niza postupaka
projektovanja i realizacije, on "postoji", "živi", bilo izvršavaju
ć
i
svoju namenu, bilo odložen na vrh skladišta gde
č
eka dok se ne
preradi, ili dok se ne potroši;
-
usluga- akcija
se tako
đ
e planira i priprema u toku jednog procesa
koji može biti kra
ć
i ili duži, ali posle
č
ega: 1) trenutak pružanja
usluge predstavlja istovremeno i trenutak njenog "trošenja" - ona se
ne može skladištiti; 2) korisnik je u neposrednom kontaktu sa
davaocem usluge; 3) kao rezultat toga, korisnik na neki na
č
in
u
č
estvuje u procesu pružanja usluge, a po svojim posledicama to
u
č
eš
ć
e može biti pozitivno ili negativno.
Iako se polazi od istih principa, ove razlike izme
đ
u materijalnog
proizvoda i usluge
ć
e (u upravljanju kvalitetom i obezbe
đ
enju kvaliteta)
dovesti do nekih zajedni
č
kih opštih rešenja, ali i do posebnih na
č
ina
njihove realizacije.

32
Može se re
ć
i da je kvalitet
sposobnost za utvr
đ
enu namenu,
koja se
realizuje
pod datim uslovima upotrebe, rada, skladištenja i održavanja.
b) Kada se radi o
usluzi
, zavisno od datog slu
č
aja karakteristike mogu
da obuhvate aspekte me
đ
unarodnih odnosa (prijem, dijalog...), uslove
ambijenta i komfora, aspekte povezane sa vremenom (poštovanje voznog
reda...), postupke namenjene olakšanju napora korisnika (jednostavni
obrasci, jasna upustva...) itd.
"Dvostepena" definicija, koju je dao Juran, omogu
ć
uje da se me
đ
u
karakteristikama koje
č
ine kvalitet razlikuju:
-
funkcionalne karakteristike
(koje korisnika prevashodno interesuju),
koje definišu proizvod ili uslugu opisivanjem funkcije koju ovi treba
da ispune kako bi zadovoljili potrebe korisnika;
-
karakteristike konformnosti
(saglasnosti) sa opisnim
specifikacijama, koje moraju da poštuju proizvo
đ
a
č
i i davaoci usluga
kako bi proizvod ili usluga imali željene, funkcionalne
karakteristike, ali za koje korisnik nije neposredno zainteresovan.
Koriste
ć
i metodološki i nau
č
ni prilaz, kvalitet dostiže svoju granicu u
trenutku kada prelazi u umetnost. "Kvalitet" jedne slike, dobrog vina ili
muzi
č
ke interpretacije poznatog soliste, ne može se obuhvatiti ovim
pristupom.
Me
đ
utim, prelazak kvaliteta u umetnost nije jasno odre
đ
en: neki
proizvodi su istovremeno i "umetni
č
ka dela" i industrijski proizvodi;
pozorišna predstava zahteva podršku onoga što spada u uslužne
delatnosti.
Estetika
se smatra jednim od aspekata kvaliteta u širem smislu. Džems
Tebul (James Teboul) kaže da je kvalitet " ... i želja, zadovoljenje,
uživanje i za
č
aranost" i da nas to "
nešto više"
č
esto navodi da odaberemo
jedan proizvod umesto drugog i jednu uslugu umesto druge. Na
preduze
ć
u je da oseti tu želju... i da se orjentiše na njeno osvajanje, kako
bi steklo prednost u odnosu na konkurenciju.
33
2.1.1. Evolucija razvoja kvaliteta
Re
č
kvalitet ima višestruko zna
č
enje. Da bi se moglo uspostaviti
sporazumevanje iz oblasti kvaliteta standardom ISO 8402 definisani su
osnovni termini koji se koriste u komunikacijama. U ovom poglavlju daju
se samo definicije koje su bitne za evoluciju kvaliteta.
Kvalitet
se definiše kao:
"Celokupnost karakteristika nekog entiteta,
koje se odnose na njegovu sposobnost da zadovolji iskazane potrebe i
potrebe koje se podrazumevaju".
U nekim izvorima kvalitet se definiše kao:
- pouzdanost za upotrebu,
- pogodnost u odnosu na namenu,
- zadovoljenje kupca,
- usaglašenost sa zahtevima.
Na sl. 2.1. je prikazana evolucija kvaliteta koja pokazuje kako su se
razvijale metode i tehnike koje su bile dominantne u pojedinim
periodima.
I&T (Ispection & Test - Kontrolisanje i ispitivanje)
definiše se
kao: "
Aktivnosti kao što su merenje, ispitivanje, proveravanje, merenje
jedne ili više karakteristika nekog entiteta i njihovo pore
đ
enje sa -
specificiranim zahtevima radi odre
đ
ivanja usaglašenosti za svaku
karakteristiku".
Industrijska revolucija je rezultirala u rastu velikih proizvodnih
kompanija koje su razvijale višestruke proizvodne linije. U takvim
uslovima, odgovornost za kvalitet je poverena kontrolorima,
č
ija se
organizacija menjala razvojem poslovnih sistema. Kontrolisanje i
ispitivanje je obuhvatalo samo kontrolu proizvoda u procesu proizvodnje.
Organizacija kontrolisanja u prvim fabrikama, bila je postavljena tako,
da su kontrolori bili u organizacionoj jedinici proizvodnje, bez sopstvene
celine, a svoje izveštaje podnosili su direkno poslovo
đ
ama. Rezultat
ovakvog kontrolisanja i ispitivanja su bili škart, dorade i ozbiljne greške i
skandali u kvalitetu. Kontrolori, bez znanja i obrazovanja, bili su samo "

35
QC (Quality Control - Upravljanje kvalitetom)
definiše se kao:
"Operativne tehnike i aktivnosti koje se koriste da bi se ispunili zahtevi za
kvalitet"
.
QC predstavlja slede
ć
u etapu u razvoju kvaliteta koja po
č
inje da se
primenjuje pedesetih godina u Japanu. U ovom sistemu upravljanja
kvalitetom, upravljanje kvalitetom obuhvata aktivnosti usmerene na
pra
ć
enje procesa i na uklanjanje uzroka nezadovoljavaju
ć
eg rada uz
primenu statisti
č
kih metoda i tehnika. Ove aktivnosti realizuju, ne samo
kontrolori, ve
ć
i tehnolozi, koji primenjuju SPC (Statistic Process
Control) metode za upravljanje tehnološkim proizvodnim procesima. Ove
metode su našle veliku primenu u Americi za upravljanje pojedinim
tehnološkim procesima. U Japanu, SPC metode po
č
ele su da se
primenjuju u ovom periodu ne samo u tehnološkim ve
ć
i u poslovnim
procesima van proizvodnje, kao i alat za menadžment.
QA (Quality Assurance - Obezbe
đ
enje kvaliteta)
po definiciji
predstavlja: "
Sve planirane i sistematske aktivnosti ugra
đ
ene u sistem
kvaliteta i prikazane kao potrebne, za obezbe
đ
enje odgovaraju
ć
eg
poverenja da
ć
e entitet da ispuni zahteve za kvalitet".
Zna
č
ajna promena u pristupu kvalitetu se javlja primenom koncepta
obezbe
đ
enja kvaliteta, koji se karakteriše prevencijom otkaza, a ne
njegovim kontrolisanjem. Obezbe
đ
enje kvaliteta se javlja kao rezultat
nove filozofije kvaliteta, a njena prakti
č
na primena dolazi do punog
izražaja uvo
đ
enjem sistema kvaliteta po standardu ISO 9000. Za razliku
od ranijih kontrola kvaliteta, QA obuhvata ceo poslovni proces
kompanije, a ne samo proizvodnju. Primenom ovog metoda ostvaruje se
zadovoljenje kupca.
Dalja geneza ovog prilaza je evoluirala u sistem kvaliteta proizvoda i
usluga na osnovu standarda serije ISO 9000, gde je menadžment
postavljen u centar sistemskog upravljanja kvalitetom (QM/TQM), što je
šematski prikazano na sl. 2.2.
QM (Quality Management - Menadžment kvaliteta)
po definiciji
predstavlja: "
Sve aktivnosti opšte funkcije menadžmenta koji odre
đ
uje
politiku kvaliteta, ciljeve i odgovornosti, a ostvaruju se putem planiranja
kvaliteta, upravljanja kvalitetom, obezbe
đ
ivanja kvaliteta i poboljšanja
kvaliteta u okviru sistema kvaliteta".
36
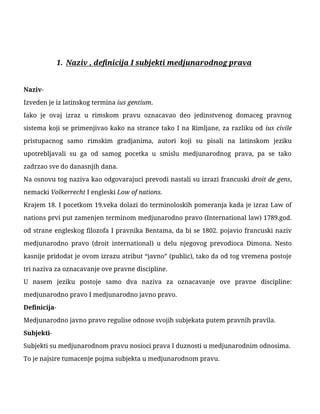
Sistem kvaliteta
po definiciji predstavlja: "
Organizacionu strukturu,
postupke, procese i resurse koji su potrebni za ostvarivanje menadžmenta
kvaliteta ".
Sl. 2.2. Akteri u upravljanju kvalitetom u preduze
ć
u
Dalji razvoj kvaliteta se odvijao ka postizanju ekonomskih efekata
kvaliteta. Dolazi do ja
č
anja funkcije kvaliteta, koja je po svemu u prvom
redu menadžment funkcija. Pored toga, funkcija kvaliteta oboga
ć
uje
menadžment sa novim tehnikama i alatima (QFD, FMEA, SPC, Auditing,
Troškovi kvaliteta ...). U ovoj fazi dolazi do uklju
č
ivanja svih poslovnih
funkcija u postizanju željenog kvaliteta.
Današnji prilaz koji primenjuju kompanije u industrijski razvijenim
zemljama, je uveden i sertifikovan sistem kvaliteta, koji
č
ini osnovu za
razvoj i primenu TQM (upravljanje totalnim kvalitetom) modela.
TQM (Total Quality Management - Totalni menadžment
kvaliteta)
koji po definiciji predstavlja: "
Menadžment pristup u
kompaniji usredsre
đ
en je na kvalitet, zasnovan na u
č
eš
ć
u svih njenih
č
lanova, usmeren na dugoro
č
an uspeh kroz zadovoljenje kupca, a u korist
svih
č
lanova kompanije i društva".
TQM ili njegovi delovi se ponekad
zovu:
- TQ - totalni kvalitet,
- CWQC - upravljanje kvalitetom unutar cele kompanije,
- CWQI - unapre
đ
enje kvaliteta unutar cele kompanije,
- TQC - totalno upravljanje kvalitetom.
- TQM - menadžment totalnim kvalitetom (termin koji koristi JUSK)
Akcionari
Zaposleni
Klijenti
Generalni
direktor

38
-TQM predstavlja japansku i ameri
č
ku strategiju unapre
đ
enja
kvaliteta, koji je realizovan u japanskim kompanijama koje su postigle
poslovni uspeh zahvaljuju
ć
i tome.
Pitanje koje se logi
č
no name
ć
e je pore
đ
enje ova dva koncepta, po
njihovim efektima i na
č
inju njihovog postizanja. U Jugoslaviji je
prihva
ć
en evropski koncept unapre
đ
enja kvaliteta putem uvo
đ
enja i
sertifikacije sistema kvaliteta po ISO 9000.
Analizom pogleda na ISO 9000, logi
č
no se postavlja slede
ć
e pitanje:
da li nam certifikat za sistem kvaliteta po ISO 9000 obezbe
đ
uje svetsku
klasu kvaliteta? Odgovor je: apsolutno ne, zato što ima mnogo stvari koje
standardi ne sadrže.
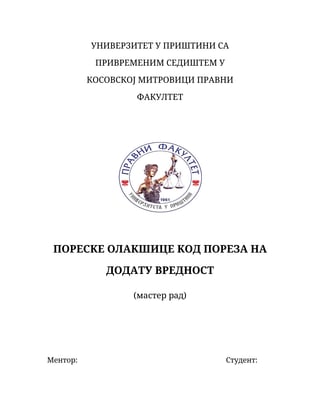
Sl. 2.3. Svetski koncept kvaliteta
Svetski ugao gledanja na kvalitet
u najve
ć
oj meri bazira na japanskim
iskustvima i ameri
č
koj strategiji unapre
đ
enja kvaliteta, a može se
ilustrovati kroz nekoliko slede
ć
ih primera.
Prema Juranu, Evropa je u velikoj opasnosti da na po
č
etku XXI veka
otkrije da je bila uspavana(!). Juran smatra da ISO 9000 ne sadrži brojne
stvari, tako da firma koja dobije sertifikat za sistem kvaliteta "
apsolutno
ne može dosti
ć
i svetsku klasu kvaliteta"
. Juran iznosi mnoge dobre strane
ISO 9000, prvenstveno u pogledu unapre
đ
enja organizacije,
dokumentacije i procesa. Kvalitet u Evropi orijentisan na sertifikaciji
sistema kvaliteta još nije postao posao menadžmenta, ve
ć
je još tehni
č
ko
pitanje. Na Zapadu se formira stav, da u igru totalnog kvaliteta ulazi
toliko mnogo faktora tako da je neuspeh njegovog dostizanja vrlo
verovatan, ako se nešto korenito ne promeni u ameri
č
kom i evropskom
stilu menadžmenta. Iz navedenog se mogu uo
č
iti dva stava:
39
1) ISO 9000 je dobar, ali nedovoljan element za uvo
đ
enje kvaliteta,
2) Klju
č
nu ulogu za unapre
đ
enje kvaliteta mora da ima menadžment.
2.2. UPRAVLJANJE KVALITETOM
Upravljanje kvalitetom predstavlja sve aktivnosti globalne funkcije
upravljanja koje odre
đ
uju politiku kvaliteta, ciljeve i odgovornosti i
uvode je kao planiranje kvaliteta, obezbe
đ
ivanje kvaliteta, kontrolu
kvaliteta, obezbe
đ
ienje kvaliteta i poboljšanje kvaliteta unutar sistema
kvaliteta. Upravljanje kvalitetom je odgovornost svih nivoa upravljanja,
ali mora da bude vo
đ
eno od najviših organa - top menadžmenta. Njegovo
uvo
đ
enje uklju
č
uje sve
č
lanove organizacije. Sprovo
đ
enje i primena
koncepta sistema upravljanja kvalitetom zahteva pažljivo planiranje.
Potrebno je tako
đ
e da se stvore pravi tehni
č
ki i organizacioni uslovi.
Uspešni primeri pokazuju da najviši potencijal leži u stru
č
nosti zaposlenih
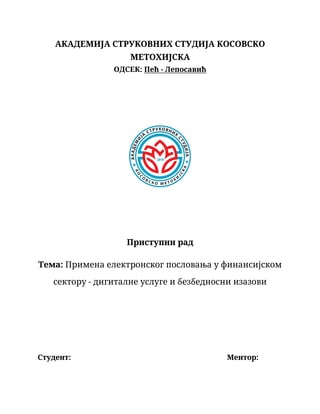
i u njihovoj motivaciji. Uspostavljanje sistema kvaliteta u poslovnom
sistemu, kroz proces kontinuiranih poboljšanja ostvaruje se put ka
TQM-u, sl. 2.4.
Sl. 2.4. Sistem kvaliteta osnova za TQM
SISTEM KVALITETA po ISO 9000
Postoje
ć
i kulturni nivo kompanije
POSLOVNI PROCESI
Povišeni kulturni nivo kompanije
Kultura
kvaliteta
kompanije
Kulturni nivo
izvršne kompanije
SVETSKA
KLASA
KVALITETA
TQM
Proces
poboljšanja

41
1)
O
č
ekivani kvalitet,
kakav zahteva ili želi budu
ć
i korisnik.
2)
Propisani
(specificirani)
kvalitet: specifikacija potreba
utvr
đ
uje
karakteristike koje treba ostvariti, opisuju
ć
i
funkciju
koju
proizvod treba da vrši, odnosno opisuju
ć
i njegovu
pogodnost za upotrebu.
3)
Projektovani ili definisani kvalitet
: posle izlaska iz faze
projektovanja, proizvod je definisan putem
opisne specifikacije
koja sadrži podatke potrebne za njegovu realizaciju.
4)
Ostvareni kvalitet:
proizvod je izra
đ
en i njegove karakteristike su
izmerene.
5)
Kvalitet koji se održava
za vreme trajanja proizvoda, bilo putem
radnji
održavanja
proizvoda koji se koriste, bilo putem
odgovaraju
ć
ih postupaka
konzervacije
proizvoda koji se troše
6)
Kvalitet koji se opaža
od strane korisnika, bilo tokom upotrebe
proizvoda (onih koji imaju svoj radni vek), bilo u trenutku
njihove potrošnje (kod proizvoda koji se troše).
U idealnom slu
č
aju, kvalitet koji se opaža bi trebalo da bude jednak
o
č
ekivanom kvalitetu. U stvarnosti, ovaj ideal narušavaju dve vrste
pojava:
- na oba kraja navedenog niza ispoljava se manji ili ve
ć
i uticaj
subjektivnog i iracionalnog, kako kad je u pitanju svest o
o
č
ekivanom kvalitetu, tako i kada se radi o opažanju ostvarenog
kvaliteta,
- na putu od utvr
đ
enog do ostvarenog kvaliteta (a kasnije i do onog
koji se opaža) " parazitne pojave", smetnje u prenosu informacija,
greške ili nedostaci u upravljanju i sprovo
đ
enju aktivnosti uzrokuju
da u svakoj fazi dolazi do odstupanja onog što se dobilo od onog što
se želelo. Upravljanje kvalitetom upravo ima za cilj da spre
č
i pojavu
takvih odstupanja, ili da ih umanji.
Kod usluge, koja je nematerijalna, korisnik opaža kvalitet upravo u
trenutku pružanja usluge. I kao što su pojedini aspekti kvaliteta usluge
teško merljivi, tako je i mera ostvarenog kvaliteta u dobroj meri
subjektivna.
42
2.2.1. Upravljanje kvalitetom proizvoda
Kada se jednog trenutka iskažu potrebe perko termina koji opisuju
funkcionalnost
proizvoda, može se re
ć
i da se proces stvaranja proizvoda,
a kasnije i njegov vek, sastoje od tri glavne etape (ili faze):
-
projektovanje
(istraživanje i razvoj), koje se okon
č
ava
definisanjem
proizvoda na neki od na
č
ina koji ga opisuje dovoljno detaljno
(crteži, specifikacija materijala...),
-
proizvodnja
(ili realizacija), koja se okon
č
ava proizvodom,
-
koriš
ć
enje:
u slu
č
aju da proizvod poseduje radni vek, koriš
ć
enje je
potpomognuto održavanjem.
Stvaranje proizvoda sastoji se od odre
đ
enog
procesa
koji predstavlja
redosled aktivnosti i rada, ura
đ
en tako da se dobije definisani rezultat.
Ovaj termin se koristi u manje ili više širokom zna
č
enju: proces stvaranja,
ili projektovanja, ili proizvodnje - primenjen na sklop, deo uslugu. Proces
obuhvata tehni
č
ke aspekte, u
č
esnike, opremu , metode... Upravljanje
ovim aktivnostima se pre svega ostvaruje putem postupaka koji nose
preventivni
karakter i
č
iji je cilj "
uraditi dobro iz prvog puta".
Strožije zahteve za kvalitetom proizvoda zahteva novi koncept
obezbe
đ
enja kvaliteta. Novi koncept definisan serijom standarda ISO
9000 omogu
ć
uje integralno upravljanje kvalitetom, koji omogu
ć
uje
ispunjenje svih zahteva kupaca. Klju
č
no mesto u politici kvaliteta ima
funkcija razvoja u preduze
ć
u. Za postizanje višeg nivoa kvaliteta
proizvoda, najzna
č
ajnije dejstvo "poluge kvaliteta" je u podru
č
ju razvoja
(100:1), pa zatim u podru
č
ju planiranja procesa (10: 1) i najzad u samoj
proizvodnji (1: 1), što je šematski prikazano na sl. 2.5.
Odluke donesene na nivou razvoja od presudnog su zna
č
aja za
uspešno poslovanje firme i obezbe
đ
enje njene budu
ć
nosti. Zato razvoj
zapravo predstavlja "ki
č
mu" svake firme. Zbog toga je razumljivo da
CAD modul, koji u sebe zapravo uklju
č
uje istraživanje i razvoj
predstavlja najzna
č
ajniji modul u kome se generiše model proizvoda i u
kome se generiše kvalitet. Troškovi razvoja iznose 10 do 20% prihoda
firme, ali je zato njegov uticaj na profitabilnost firme 80 do 90%.

44
Sl. 2.6. Proces odvijanja poslova
Proces kao najvažniju stvar u definiciji reinženjeringa najteže
razumeju menadžeri kompanije. Ve
ć
ina zaposlenih nisu "procesno
orijentisani"; oni su fokusirani na zadatak, na posao, na ljude, na
strukturu, ali ne na proces. Svaki individualni zadatak u procesu je važan,
ali ni jedan od njih nije ni najmanje zna
č
ajan za kupca, ako se celi proces
ne realizuje - ako se proizvod, koji je rezultat procesa ne isporu
č
i kupcu.
Savremeni biznis ne zadovoljavaju klasi
č
ne organizacije koje se
zasnivaju na piramidalnoj organizaciji vlasti. Ova koncepcija
menadžmenta bila je verovatno zadovoljavaju
ć
a u anti
č
kom vremenu,
kada su bazu stanovništva
č
inili robovi. Danas u kompannijama rade
obrazovani ljudi, sa znanjem i informacijama koje
č
esto prevazilaze
zahteve posla. Nova organizaciona kultura, koja daje težišta poslovnim
procesima, podrazumeva da se zaposleni uklju
č
uju u kreiranje tih
poslovnih procesa, da su deo njih i da ih razumeju i kreativno unape
đ
uju.
Prema standardu ISO 9004-1 definisana je spirala kvaliteta koja
uklju
č
uje tipi
č
ne faze u životnom ciklusu proizvoda koje su povezane u
jedinstveni proces od utvr
đ
ivanja tržišnih potreba do finalnog
zadovoljenja zahteva. Tipi
č
ne faze i veze me
đ
u njima date su na sl. 2.7.
Spirala kvaliteta predstavlja izvanredan vid globalizacije svake
kompanije i osnovu za povezivanje unapre
đ
enja kvaliteta i reinženjeringa
kompanije i to:
PLANIRAJ
URADI
UNAPREDI
DEMINGOV
KRUG
PROVERI
45
1. Definisanje globalnog poslovnog procesa za kompaniju koji je
osnova za primenu standarda ISO 9000, bez obzira na njen tip, veli
č
inu i
vrstu delatnosti.
2. Povezivanje poslovnih funkcija u jedinstveni poslovni proces, koji
je osnova za uspostavljanje procesne organizacije.
3. Utvr
đ
ivanje zahteva za kvalitet svake poslovne funkcije i
uspostavljanje veze me
đ
u njima.
Globalizacijom kompanije, na ovaj na
č
in, ostvaruju se neslu
ć
ene
mogu
ć
nosti za radikalne promene u menadžmentu, organizaciji, kvalitetu,
u svim poslovnim funkcijama i kompletnom na
č
inu poslovnog
razmišljanja u kompaniji. Svaka aktivnost, bila i najbolje odra
đ
ena, je
tapkanje u mestu, ako se celi posao ne dovode do kraja.
Sl. 2.7. Spirala kvaliteta proizvoda
2.2.2. Upravljanje kvalitetom usluga
Upravljanje kvalitetom usluga se oslanja na iste "mehanizme"
prevencije i korekcije, kao i upravljanje kvalitetom proizvoda (ovo
poslednje se odnosi u jednakoj meri kako na proizvode koji su u vezi sa
nekom uslugom, tako i na proizvode koji služe kao "podrška" usluzi, na
primer autobus za uslugu prevoza putnika).Proces pružanja usluga, u
užem zna
č
enju tog pojma, odvija se prema slede
ć
em:

47
Povratna sprega kvaliteta usluge treba da se sprovede izme
đ
u
elemenata u petlji kvaliteta.
2.2.2.1. Proces projektovanja usluge
Proces projektovanja usluge obuhvata pretvaranje složenih
informacija o usluzi u specifikaciju usluge i njenog vršenja i kontrole, sve
dok one odražavaju opcije uslužne organizacije (tj. ciljeve, politiku i
troškove).
Potrebe za uslugom
Proces vršenja usluga
Dokumenti procesa vršenja usluga
Ocenjivanje usluga
Korisnik
Isporu
č
ilac
Korisnik
Isporu
č
ilac
Potrebe za
uslugom
Proces
projektovanja
Proces
marketinga
Sažeta
informacija
u usluzi
Specifikacija
usluga
Specifikacija
vršenja usluge
Specifikacija
kontrole kvaliteta
Rezultat
usluge
Ocenjivanje
isporu
č
ioca
Ocenjivanje
korisnika
Analiza karakteristika
usluge i poboljšanja
usluga
Proces vršenja
usluge
Sl.2.8. Petlja kvaliteta usluge
48
Specifikacija usluge definiše uslugu koja se vrši, dok specifikacija
vršenja usluge definiše sredstva i metode upotrebljene za vršenje usluge.
Specifikacija kontrole kvaliteta definiše postupak za ocenu i kontrolu
usluge i karakteristike pružanja usluge.
Projektovanje specifikacije usluge, specifikacije pružanja usluge i
specifikacije kontrole kvaliteta su nezavisna, ali sa me
đ
usobnim
delovanjem tokom procesa izrade. Za prikazivanje ovih aktivnosti, odnosa
i me
đ
uzavisnosti koriste se metode grafi
č
kog prikazivanja. Postupci
kontrole kvaliteta treba da se definišu u procesu projektovanja usluge.
Rukovodstvo mora da odredi odgovornosti za projektovanje usluga i
da osigura da svi oni koji u
č
estvuju u projektu budu svesni svojih
odgovornosti za ostvarenje kvaliteta usluge. Zaštita od nedostatka usluge
u ovoj fazi manje košta nego ispravka za vreme vršenja usluge.
Prilikom projektovanja specifikacije usluge, specifikacije vršenja
usluge i specifikacije kontrole kvaliteta, važno je da se:
- planiraju izmene zahteva za uslugom,
- sprovedu analize kako bi se predupredili efekti mogu
ć
ih
eventualnih sistematskih ili slu
č
ajnih nedostataka (grešaka) i isto
tako aspekti nedostataka (grešaka) u usluzi koje je utvrdila kontrola
isporu
č
ioca,
- razviju planovi za uslugom u nepredvi
đ
enim okolnostima.
Specifikacija usluge
treba da sadrži kompletni i precizni prikaz
usluge koja se pruža, uklju
č
uju
ć
i:
- jasan opis karakteristika usluge podvrgnute ocenjivanju koje vrši
korisnik,
- merila prihvatljivosti za svaku karakteristiku usluge.
Specifikacija vršenja usluge
treba da sadrži postupke za vršenje
usluge opisuju
ć
i metode koje
ć
e se upotrebiti u procesu vršenja usluge,
uklju
č
uju
ć
i:
- jasan opis karakteristika vršenja usluge, koji se direkno odražava na
obavljanje usluge, ali ih ne mora uo
č
iti korisnik,
- merila prihvatljivosti za svaku karakteristiku obavljene usluge,
- zahteve za vršenje usluge koji opisuju vrstu i koli
č
inu opreme i

50
- zapise o kvalitetu ulaznih materijala i usluga.
Pri izboru podugovara
č
a uslužna organizacija treba da razmotri:
- procenu na licu mesta i ocenjivanje podugovara
č
eve sposobnosti i/ili
elemenata sistema kvaliteta potrebnih za obezbe
đ
ivanje kvaliteta,
- ocenjivanje uzorka podugovara
č
a,
- iskustva sa odabranim podugovara
č
em ili sli
č
nim podugovara
č
ima,
- rezultate provere sli
č
nih podugovara
č
a,
- iskustva drugih korisnika.
Oprema za uslugu i vršenje usluge, dostavljena od dobavlja
č
a
korisnicima.
Uslužna organizacija treba da obezbedi da, kada je
dostavljena opema za upotrebu od strane korisnika, ta opema odgovara
svojoj nameni i da su dostavljene tražene pismene instrukcije za njenu
upotrebu.
Identifikacija i sledljivost usluge.
Gde god je mogu
ć
e uslužna
organizacija treba da identifikuje i zapiše izvor bilo kog proizvoda ili
usluge koji
č
ini deo pružene usluge, uklju
č
uju
ć
i li
č
nu odgovornost za
verifikaciju i za druge uslužne radnje u toku procesa pružanja usluge, da
bi se osigurala sledljivost u slu
č
aju da se pojave: neuskla
đ
enost,
reklamacija korisnika i odgovornosti.
Rukovanje, skladištenje, pakovanje, isporuka i zaštita korisnikove
imovine.
Uslužna organizacija treba da oformi efikasnu kontrolu
rukovanja, skladištenja, pakovanja, isporuke i zaštite korisnikove imovine
za koju je ona odgovorna ili sa njom dolazi u kontakt za vreme vršenja
usluge.
Specifikacija kontrole kvaliteta.
Kontrola kvaliteta treba da bude
planirana kao sastavni deo procesa usluge: marketing, projektovanje i
vršenje usluge. Specifikacija za konrolu kvaliteta treba da bude data tako
da omogu
ć
i efikasnu kontrolu svakog procesa usluge i osigura da usluga
u potpunosti zadovolji specifikaciju usluge i korisnika.
Projektovanje kontrole kvaliteta obuhvata:
- identifikaciju klju
č
nih aktivnosti svakog procesa koji ima zna
č
ajan
uticaj na specifikovanu uslugu,
51
- analizu klju
č
nih aktivnosti radi izdvajanja onih karakteristika
č
ije
ć
e
merenje i kontrola osigurati kvalitet usluge,
- definisanje metoda za ocenu i izbor karakteristika,
- utvr
đ
ivanje na
č
ina da se uti
č
e ili da se kontrolišu karakteristike u
okviru specijalizovanih limita.
Primena principa kontrole kvaliteta na proces pružanja usluge
ilustrovana je u slede
ć
em primeru restoranske usluge.
a) Klju
č
na aktivnost koja treba da se identifikuje u restoranskoj usluzi,
treba da bude priprema jela i njen uticaj na raspored obroka koji se služi
korisniku.
b) Karakteristika aktivnosti koja zahteva merenje, treba da bude
vreme potrebno za pripremu sastojaka za obrok.
c) Metod ocenjivanja karakteristike, treba da bude provera vremena
potrebnog da se pripremi i posluži obrok.
d) Efikasno raspore
đ
ivanje osoblja i materijala, treba da osigura da
karakteristike usluge - vremenski raspored - bude održana u okviru
specifikovanih ograni
č
enja.
Preispitivanje projekta.
Prilikom zaklju
č
ivanja svake faze usluge,
treba da bude izvršeno formalno preispitivanje rezultata projektovanja u
odnosu na sažetu informaciju o usluzi.
Na kraju svake faze, rad na projektu mora da bude preispitan da bi se
utvrdilo da je koegzistentan i da li zadovoljava slede
ć
e zahteve:
- ta
č
ke u specifikaciji vršenja usluge su u skladu sa zahtevom usluge,
- ta
č
ke u specifikaciji kontrole kvaliteta su u skladu sa kontrolom,
procesa usluge.
U
č
esnici u svakom preispitivanju projekta treba da budu predstavnici
svih funkcija koje uti
č
u na kvalitet usluge za onu fazu koja se preispituje.
Preispitivanje ugovora treba da identifikuje i da utvrdi oblasti gde nastaju
problemi i neusaglašenosti i da inicira akcije kojima se osigurava da:
- kompletna specifikacija usluge i specifikacija vršenja usluge

53
Cilj kontrole izmene projekta jeste da dokumentuje i upravlja
izmenama zahteva i postupaka nakon što su po
č
etne specifikacije izdate i
primenjene. Ova kontrola treba da osigura:
- da se potreba za izmenom utvrdi, verifikuje i dostavi na analizu za
ponovno projektovanje onog dela usluge koji je uticao na uslugu,
- da su izmene specifikacija ta
č
no planirane, dokumentovane u
odre
đ
ivanju i odobravanju izmene,
- da se uticaji izmena ocenjuju kako bi se osiguralo da daju o
č
ekivane
rezultate, a ne da degradiraju kvalitet usluge,
- da su korisnici obavešteni kada
ć
e izmena projekta uticati na
karakteristike i izvršenje usluge.
2.2.2.2. Proces vršenja usluge
Rukovodstvo treba da raspodeli posebne odgovornosti
č
itavom
osoblju koje je uklju
č
eno u proces vršenja usluge, uklju
č
uju
ć
i proveru
kvaliteta dobavlja
č
a i korisnika.
Preispitivanje usluge koja se pruža korisnicima sadrži:
- usaglašenost sa propisanom specifikacijom za pružanje usluge,
- pra
ć
enje da li je usaglašeno sa specifikacijom usluge,
- podešavanje procesa kada nastupe devijacije.
Ocenjivanje kvaliteta usluge od strane isporu
č
ioca.
Kontrola
kvaliteta treba da
č
ini sastavni deo operacije procesa vršenja usluge. Ona
obuhvata:
- merenje i verifikovanje klju
č
nih aktivnosti procesa da bi se izbegao
neželjeni trend i nezadovoljstvo korisnika,
- samokontrolu od strane osoblja koje vrši uslugu, kao sastavni deo
procesa merenja,
- završnu proveru isporu
č
ioca u sprezi sa korisnikom kako bi se
isporu
č
iocu pružio uvid u kvalitet pružene usluge.
Ocenjivanje kvaliteta usluge od strane korisnika.
Ocenjivanje od
strane korisnika je poslednja mera kvaliteta usluge. Reakcija korisnika
može biti trenutna, može biti odložna ili retrospektivna. Subjektivno
54
ocenjivanje je
č
esto jedini faktor ocenjivanja kvaliteta izvršene usluge.
Korisnici retko dobrovoljno nude svoje ocenjivanje kvaliteta usluge
uslužnoj organizaciji. Nezadovoljni korisnici
č
esto prestaju sa upotrebom
ili kupovinom usluge a da ne daju upozorenje koje bi omogu
ć
ilo
preduzimanje korektivnih mera. Oslanjanje na prigovore korisnika kao
meru zadovoljenja korisnika može dovesti do pogrešnih zaklju
č
aka.
Uslužna organizacija treba da uvede ocenjivanje kvaliteta, u toku
samog trajanja usluge, kao meru zadovoljenja korisnika. Ovo ocenjivanje
treba da ide za tim da istražuje pozitivne i negativne reakcije i njihov
mogu
ć
i uticaj na budu
ć
e poslove.
Ocena korisnikovog zadovoljenja treba da se usredsredi na obim u
kome sažeti podaci o usluzi, specifikacijama i procesu pružanja usluga
zadovoljavaju korisnikove potrebe. Uslužna organizacija
č
esto misli da
pruža dobre usluge, dok korisnik ne mora da bude saglasan i ukazuje na
neodgovaraju
ć
e specifikacije, procese ili mere.
Ocenjivanje korisnika i zapažanja uslužne organizacije treba porediti
radi ocenjivanja kompatabilnosti dve mere kvaliteta i svake potrebe za
odgovaraju
ć
om akcijom u cilju unapre
đ
enja kvaliteta usluge.Zadovoljenje
korisnika treba da se oslanja na profesionalne standarde i etiku uslužne
organizacije.
Status usluge.
Status obavljenog posla u svakoj fazi procesa pružanja
usluge treba da bude zapisan kako bi se identifikovao uspeh specifikacije
usluge i zadovoljenje korisnika.
Korektivne mere za neusaglašene usluge.
Naj
č
eš
ć
e korektivne
mere za neusaglašene usluge su: odgovornosti, identifikacija
neusaglašenosti i korektivne mere i kontrola sistema merenja
Odgovonosti.
Utvr
đ
ivanje i izveštavanje o neusaglašenim uslugama
jeste dužnost i obaveza svakog zaposlenog u uslužnoj organizaciji. Treba
uložiti napor za identifikovanje neusaglašene usluge pre nego što to
pogodi korisnika. U sistemu kvaliteta treba utvrditi ovlaš
ć
enja i
odgovornosti za korektivne mere.
Identifikacija neusaglašenosti i korektivne mere.
Kada se utvrdi
neusaglašenost , treba preduzeti akciju da se ona zapiše, analizira i

56
Analiziranjem ovih podataka meri se ostvarenje zahteva za uslugom i
ukazuje na mogu
ć
nosti za unapre
đ
enje kvaliteta usluge, kao i efikasnosti i
efektivnosti izvršene usluge.
Radi postizanja efektivnosti i efikasnosti, prikupljanje i analiza
podataka treba da budu svrsishodni, a akcija disciplinovana i planirana, a
ne prepuštena slu
č
aju ili pak riži
č
no vo
đ
ena. Identifikacija sistemskih
grešaka, njihov uzrok i spre
č
avanje treba da budu osnovni cilj analize
podataka. Osnovni uzrok greške nije uvek o
č
igledan, ve
ć
ga treba tražiti.
Ovo obuhvata potencijal ljudske greške, koji se retko pojavljuje u
nasumi
č
nom obliku, ve
ć
vrlo
č
esto za to postoji prikriveni uzrok. Vrlo
č
esto greške koje se pripisuju osoblju ili korisniku u stvari nastaju zbog
propusta u vršenju usluge koji se odnose na kompleksne operacije ili
neodgovaraju
ć
e postupke, okolinu, radne uslove, obuku, instrukcije ili
izvore.
Statisti
č
ke metode.
Savremene statisti
č
ke metode mogu pomo
ć
i u
ve
ć
ini aspekata prikupljanja i primene podataka, bilo da se radi o boljem
razumevanju korisnikovih potreba, kontroli procesa, izu
č
avanju
sposobnosti, prognozi ili merenju kvaliteta kako bi se pomoglo donošenju
odluke.
Poboljšanje kvaliteta usluga.
Treba da postoji program za stalno
poboljšanje kvaliteta usluga i efikasnosti, kao i efektivnosti kompletne
organizacije, uklju
č
uju
ć
i trud da se identifikuje:
- karakteristika, koja, ako se poboljša , daje veliki prihod i korisniku i
uslužnoj organizaciji,
- svaka promena potreba tržišta koje verovatno uti
č
u na stepen
obezbe
đ
enja usluge,
- svaka odstupanja od specifikovanog kvaliteta usluge koje nastaju
zbog neefikasne i nedovoljne kontrole sistema kvaliteta,
- mogu
ć
nosti za smanjenje troškova za vreme dok se održava i
poboljšava kvalitet obezbe
đ
ene usluge (Ovo zahteva sistematske
metode za odre
đ
ivanje obima troškova i prihoda).
Aktivnosti poboljšanja kvaliteta usluge treba usmeriti na potrebe
kratkoro
č
nog i dugoro
č
nog poboljšavanja, a one obuhvataju:
- identifikaciju odgovaraju
ć
ih podataka za prikupljanje,
57
- analiziranje podataka i davanje prednosti onim aktivnostima koje
imaju najve
ć
i negativan uticaj na kvalitet usluge,
- povratnu spregu rezultata kao i analizu operativnim rukovodstvima
sa preporukom za trenutno poboljšanje usluge,
- periodi
č
no izveštavanje rukovodstva zbog preispitivanja koje vrši
rukovodstvo, radi donošenja peporuka za dugoro
č
no poboljšanje
kvaliteta.
Č
lanovi razli
č
itih delova uslužne organizacije koji rade zajedno mogu
biti u mogu
ć
nosti da ponude plodne ideje, koje mogu biti usmerene ka
poboljšanju kvaliteta i smanjenju troškova. Rukovodstvo treba da
podsti
č
e osoblje na svim nivoima kako bi podržalo programe za
poboljšanje kvaliteta uz priznavanje njihovih napora i doprinosa putem
nagra
đ
ivanja.
2.3. OBEZBE
Đ
IVANJE KVALITETA
Kada se govori o ciljevima upravljanja kvalitetom, korisnik želi da
ima sigurnost u kvalitet tj. "odgovaraju
ć
e poverenje" - zasnovano na
razumnim dokazima - da
ć
e željeni kvalitet biti i ostvaren. Samo
preduze
ć
e, tako
đ
e želi da se korisnik u to i uveri, kako bi pružilo
potrebnu sigurnost korisniku. S obzirom da se sve to zahteva unaped,
obezbe
đ
enje kvaliteta predstavlja u stvari, predvi
đ
anje kvaliteta.
Iz ugla izvršenja poslova (a to je gledište koje je koriš
ć
eno u
standardima), obezbediti kvalitet zna
č
i definisati i primeniti potrebne
postupke za situacije navedenog poverenja :
- u o
č
ima samog preduze
ć
a :
interno obezbe
đ
enje kvaliteta,
-
u o
č
ima klijenta i korisnika :
eksterno obezbe
đ
enje kvaliteta.
Ova dva pojma su dala priliku za pravljenje svakojakih kombinacija.
Ostavimo sve to i usresredimo se na prakti
č
ne aspekte:
a) Sa
ta
č
ke gledišta internih potreba preduze
ć
a :
sigurnost
predstavlja predvi
đ
anje da
ć
e se dobiti željeni kvalitet i zasniva se na
predvi
đ
enoj efikasnosti postupaka upravljanja kvalitetom. Prema tome, da
bi se upravljalo kvalitetom, preduže
ć
e se može uveravati u stvarnu

59
Ovaj cilj, šire posmatrano, prethodi razradi nekog proizvoda: klijenti i
korisnici traže ili žele, da unapred procene nivo poverenja koje može da
se pokloni nekom preduže
ć
u, da
ć
e ono biti u stanju da ostvari kvalitet
ove ili one vrste proizvoda (ili usluge). Ova briga nas prati gotovo
svakodnevno , pošto se izvršenje poslova na kraju mora poveriti jednom
od preduze
ć
a. "Profesionalni" klijenti i korisnici, pri tome, traže
postojanje što ve
ć
eg broja objektivnih dokaza, koji se oslanjaju na
ispitivanje (provere) sistema kvaliteta.
Na operativnom planu
preduze
ć
e prvo mora da svoj sistem kvaliteta
uspostavi tako da on bude na visini zahteva (ako to ve
ć
nije bio), a zatim
mora da ga održava, prilago
đ
ava promenama i stara se o njegovoj
efikasnosti. Pored toga, ono mora da ga u
č
ini dostupnim pogledima
spolja.
Veliki "profesionalni" klijenti pristaju, na sopstvenu inicijativu
poverenja u ocenjivanju sistema kvaliteta svojih teku
ć
ih ili potencijalnih
dobavlja
č
a.
U cilju sprovo
đ
enja ovih vrednovanja i na zahtev preduze
ć
a, stvorene
su organizacije za atestiranje. Atest, koji se izdaje na osnovu pozitivnih
rezultata sprovedenog vrednovanja, služi kao koristan podatak o
sposobnosti preduze
ć
a da obezbedi kvalitet svojih proizvoda ili usluga.
Operativni aspekti atestiranja bi
ć
e razmatrani u posebnom poglavlju.
2.3.1. Principi obezbe
đ
ivanja kvaliteta
Jedna od mo
ć
nih "alatki" koja ima široku primenu za obezbe
đ
ivanje
kvaliteta je
provera kvaliteta.
Provera kvaliteta predstavlja: "
sistematsko
i nezavisno proveravanje, radi odre
đ
ivanja da li se aktivnosti u vezi sa
kvalitetom i njihovi rezultati slažu sa programom planiranih aktivnosti,
da li su ovi programi efikasno sprovedeni i da li su pogodni za dostizanje
ciljeva"
- ISO 8402.
Provere kvaliteta u preduze
ć
u sprovode interni ili eksterni
proverava
č
i
, koji su morali da pro
đ
u potrebnu obuku.
Provera kvaliteta je "
svetlosni snop reflektora" , usmeren na sistem
kvaliteta ili na neki njegov aspekt (organizaciju i funkcionisanje nekog
60
sektora i aktivnosti u odnosu na ciljeve kvaliteta...).
Ovaj svetlosni snop
omogu
ć
ava da se na svetlo dana iznesu
č
injenice, koje se ina
č
e propuštaju
tokom teku
ć
ih posmatranja, i da se otkriju potencijalni uzroci odstupanja.
Jednostavnim jezikom re
č
eno, provera obuhvata slede
ć
a tri elementa i
njihove me
đ
usobne odnose:
- šta je propisano da se uradi,
- šta se stvarno radi,
- šta
ć
e morati da se uradi.
Sve dok provera kvaliteta dozvoljava da se zaklju
č
i da je ono što se
radi u skladu sa utvr
đ
enim principima, da su oni pogodni za ostvarenje
postavljenih ciljeva i da su - primenom tih postupaka - i ranije dobijani
“dobri" rezultati, postoji velika verovatno
ć
a da
ć
e oni i u budu
ć
e
zadržavati svoju efikasnost.
Ako to nije slu
č
aj, name
ć
e se potreba za
korektivnom merom.
Interne provere.
U oba slu
č
aja, i kod internih i kod eksternih provera
primenjuje se ista metodologija. U slu
č
aju internih provera, koje sprovodi
jedan ili više proverava
č
a zaposlenih u tom preduze
ć
u, ali koji nisu
neposredno odgovorni za proveravano podru
č
je. Ovo je uobi
č
ajeni
zadatak službe kvaliteta, ili predstavnika rukovodstva za kvalitet.
Preduze
ć
e sprovodi ove provere:
- putem prethodno definisanog programa, kako bi se uverilo u
podobnost, održavanje i efikasno funkcionisanje svog sistema kvaliteta,
provera je dakle alat u rukama menadžmenta, ili
- u okviru istraživanja uzroka pojave neke nepravilnosti.
Eksterne provere.
Ove provere sprovodi jedan ili više proverava
č
a
sistema kvaliteta koji pripadaju nekoj organizaciji izvan preduze
ć
a:
klijenti, služba za nadzor, organizacija za setifikaciju... Ove provere se
sprovode :
- radi ocene sistema za obezbe
đ
enje kvaliteta, ili
- kao i neke od internih provera, u svrhu istraživanja odre
đ
enog
problema.

62
b)
Verifikacija koja se odnosi na resurse, iskoriš
ć
enje za dobijanje
kvaliteta, ili verifikacija koja se odnosi na upravljanje procesom.
Postoje tri vrste resursa:
-
ljudski resursi
: osoblje koje poseduje opštu kvalifikaciju za posao
koji obavlja, radnici posebno verifikovani za pojedine operacije,
-
materijalni resursi
: oprema (posebno merni pribor) sa pripadaju
ć
im
softverom,
-
metodoliški resursi
: organizacija, menadžment, procedure, metode
(sistem kvaliteta).
Zna
č
aj verifikacije koja se odnosi na resurse stalno raste, u skladu sa
rastom složenosti proizvoda i procesa; kada se radi o uslugama, ova vrsta
verifikacije je od posebne važnosti. Verifikacija preko rezultata i
verifikacija koja se odnosi na resurse mogu da se kombinuju: tako da se
obezbe
đ
enje pouzdanosti oslanja istovremeno i na rezultate prora
č
una,
opita, prethodnog iskustva, ali i na poštovanje utvr
đ
enog postupka
realizacije.
Verifikacije koje se traže za jednu istu vrstu proizvoda mogu da se
zna
č
ajno razlikuju, zavisno od na
č
ina na koji
ć
e on biti koriš
ć
en, a samim
tim razlikova
ć
e se i upravljanje procesom i postupci konrole. Ako se, na
primer, jedna vrsta elektronskih sastavnih delova koristi i u televizijskim
prijemnicima namenjenim širokoj potrošnji i za pribore savremenih
letilica, upravljanje procesom i postupci kontrole
ć
e u drugom slu
č
aju biti
mnogo strožiji nego u prvom.
Zapisi koji se odnose na kvalitet - koji su danas
č
esto u elektronskom
obliku, nastaju tokom verifikacija koje se odnose na resurse (izveštaji o
proverama..) i tokom verifikacija peko rezultata (podaci merenja, provera,
opita, šeme merenja, slike itd).
Ugovorne odredbe o obezbe
đ
ivanju kvaliteta.
Kada klijent zaklju
č
i
sa preduze
ć
em ugovor o isporuci nekog proizvoda (ili usluge) "po
sopstvenoj meri", tehni
č
ki deo (klauzule) ugovora definisa
ć
e zahteve koji
se odnose na proizvod, a ponekad i resurse koji se moraju upotrebiti:
specijalna oprema, atestirani izvršioci... To nije ništa novo.
63
Osim toga, ako klijent želi da ima korist od obezbe
đ
enja kvaliteta,
klauzule ugovora mogu da definišu potrebne uslove: standardi koji
ć
e se
primenjivati na sistem za obezbe
đ
ivanje kvaliteta, dokaze koji se moraju
obezbediti, posebne zahteve... Klijent je u dobitku, ako sa svojim
dobavlja
č
em utvrdi principe saradnje na upravljanju kvalitetom i na
obezbe
đ
ivanju kvaliteta.
2.3.3. Mere preventive slabog kvaliteta
2.3.3.1. Ta
č
ka gledišta klijenta i korisnika
Poverenje u preduze
ć
e može da se zasniva na proceni podobnosti i
efikasnosti njegovog sistema za obezbe
đ
ivanje kvaliteta, pri
č
emu
procenu može da izvrši, bilo neka organizacija, povezana sa jednim ili
više klijenata, bilo organizacija za atestiranje. Taj sistem ne predstavlja
neki novi pristup: on je deo ili podsistem, sistema kvaliteta koji je
potreban i dovoljan da pruži odgovaraju
ć
e dokaze u vezi sa svakim
proizvodom.
Postoje tri vrste situacija, kojima odgovara ono što zovemo modelima
za obezbe
đ
ivanje kvaliteta. Tako je , posle analize postupaka koje je
utvrdilo neko preduze
ć
e, ustrojena tabela 2.1, gde se u tri kolone sa desne
strane ukazuje na elemente koji karakterišu svaki od modela.
Postoje tri vrste situacija o kojima je re
č
, a one su slede
ć
e:
(1) Preduze
ć
e je projektant i realizator proizvoda manje ili ve
ć
e
složenosti, kod kojih je obezbe
đ
enje kvaliteta potrebno verifikovati
upravljanjem procesima projektovanja i realizacije: -
model 1.
(2) Preduze
ć
e je proizvo
đ
a
č
proizvoda,
č
ije je projektovanje ranije
završeno i kod kojih je obezbe
đ
enje kvaliteta potrebno verifikovati
upravljanjem procesom realizacije:
model 2.
(3) Preduze
ć
e je proizvo
đ
a
č
proizvoda ,
č
ije se obezbe
đ
enje kvaliteta
zasniva samo na završnoj kontroli:
model 3.

65
Modeli 1 i 2, koji se ti
č
u upravljanja procesom, to i podrazumevaju.
Model 3 ima mnogo ograni
č
eniji domet: ono što klijenta u ovom slu
č
aju
intersuje je postavljanje pouzdanog "filtra" za eliminaciju neusaglašenih
2.3.3.3. Reference i standardi za obezbe
đ
ivanje kvaliteta
Referenca
, kako se ovde koristi, predstavlja tekst koji sadrži skup
"zahteva" koji jedan sistem kvaliteta treba da zadovolji - na traženje
klijenta, ili za potrebe atestiranja. Takve reference su me
đ
unarodni
standardi serije ISO 9000, kao i nacionalni standardi (kod nas SRPS
standardi).
Zahtevi ili recepti - koji se nalaze u pomenutim tekstovima, a odnose se
na elemente ili postupke u sistemu kvaliteta, ti
č
u se resursa koje
preduze
ć
e treba da upotrebi da bi obezbedilo kvalitet svojih proizvoda ili
usluga. Ovi resursi su pretežno opisani upotrebom opštih termina, pri
č
emu nije propisana njihova struktura, niti postupci primene.
Svako preduze
ć
e je odgovorno da utvr
đ
ene zahteve zadovolji na na
č
in
koji je prilago
đ
en njegovoj konkretnoj situaciji: zna
č
aj pojedinih delova
strukture preduze
ć
a, priroda njegovih aktivnosti i vrsta proizvoda... Pri
tome, kod uspostavljanja sistema, linija vodilja treba da bude kona
č
ni
željeni cilj- obezbe
đ
enje kvaliteta proizvoda. Reference tako
đ
e utvr
đ
uju
kriterijume efikasnosti,
tj. "
pravila dobre prakse".
Reference, koje se naj
č
eš
ć
e koriste, su ustrojene u obliku tri modela,
koje odgovaraju napred opisanim slu
č
ajevima.
Elementi sistema kvaliteta, prikazani u tabeli 2.1, mogu se, za svaki od
modela, na
ć
i u uobi
č
ajenim referencama (pri
č
emu mogu biti navedeni u
sli
č
nom ili razli
č
itom redosledu, zavisno od usvojenog plana), posebno u
standardima ISO. Tri navedena modela se razlikuju po širini, a ne po
"nivou" (strogosti) utvr
đ
enih zahteva, makar se neki put tvrdi druk
č
ije.
Strogost je ista, ali je podru
č
je primene uže ili šire.
Neke reference idu i šire od obezbe
đ
enja kvaliteta i
č
ine deo širih
razmatranja koja uklju
č
uju: rukovodstva, politiku kvaliteta itd.
66
2.3.3.4. Primeri obezbe
đ
ivanja kvaliteta
Primer l. Krozbi iznosi slede
ć
i primer: " Svaki dan, hiljade ljudi ulazi
u stotine aviona i leti za desetine gradova. Uz malobrojne iznimke, ti
avioni stižu i odlaze po planu i zbiva se vrlo malo nezgoda. Serviraju se i
konzumiraju obroci; prikazuju i gledaju filmovi; nude se i piju pi
ć
a;
uo
č
avaju se i izbegavaju oluje; i pružaju se mnoge usluge. Letite li
komercijalnim avionom, sigurniji ste nego u sopstvenoj ku
ć
i.
Me
đ
utim, zamislimo da se sve te aktivnosti doga
đ
aju tako da pilot i
ostali
č
lanovi posade nisu u avionu. Predpostavimo da svaku naredbu
najpre izdaju podre
đ
enima koji potom prenose upustva opremi za
autopilotiranje.
U sadašnjem sistemu pilot je sa vama. Ako se srušite, srušio se i pilot.
Ako je pilot izložen istoj sudbini kao i putnici, on
ć
e biti li
č
no zaokupljen
svakom pojedinoš
ć
u. Ali, ako bi pilot upravljao iz nekog kabineta, on se
nebi survao zajedno sa avionom, ako bi do toga došlo. Posle pada aviona
pilot bi bio izložen istrazi, ali nikada ne bi bilo sasvim jasno jesu li
pogrešili pilot, ili neko podre
đ
eni, ili sistem, ili možda neki putnik u
avionu.
Ako biste želeli putovati u takvim okolnostima, želeli biste biti
sigurni: jesu li avion, svaka kontrola, svaka eventualnost ispitani,
provereni i uzeti u obzir, želeli biste najkompletnije i najprofesionalnije
upravljanje svakim aspektom leta, želeli biste se uveriti dali je sve
u
č
injeno kako treba i to prvi put".
Poverenje koje nam daje prisustvo pilota u kabini je ja
č
e od svih
provera koje bi nam se prezentovale. Upravljanje kvalitetom je potrebno
pošto ništa više nije tako jednostavno. Naš složeni poslovni svet sli
č
an je
avionima koji lete uz pomo
ć
daljinskog upravljanja, pri
č
emu se
aktivnosti filtriraju kroz mnogo slojeva podre
đ
enih. Ljudi koji upravljaju
aktivnostima,
č
ine to iz kabineta, laboratorija, studija i ostalih udaljenih
mesta. Što je menadžment udaljeniji od onih kojima upravlja, to postaje
manje efikasan.
Primer 2. Ve
ć
ina od nas ima položen voza
č
ki ispit i vozi automobil.
Bez obzira što je vožnja automobila vezana za mnoge rizike, uglavnom

68
3.
FILOZOFIJA MENADŽMENTA KVALITETOM
Osnovnu flozofiju kvaliteta definisala je grupa ljudi koje obi
č
no
nazivamo ‘’gurui kvaliteta’’.Re
č
guru preuzeta je iz hindi jezika i
predstavlja uvaženog u
č
itelja, duhovnog vo
đ
u, koji svojim aktivnostima
zna
č
ajno doprinosi razvoju filozofske misli o kvalitetu. Savremeni
istraživa
č
i u gurue kvaliteta ubrajaju :
- iz perioda ranih ameri
č
kih po
č
etaka Deminga (Edwards Deming) i
Jurana (Joseph Juran) ;
- Japanski gurui koji su razvili novi koncept na osnovama u
č
enja
Deminga i Jurana : Išikava (Kaoru Ischikawa) i Tagu
č
i (Genichi
Taguchi);
- novi Zapadni talas je podigao nivo svesti o kvalitetu zahvaljuju
ć
i
Krozbiju (Philip Crosby) i Pitersu (Tom Piters).
U ovom poglavlju bi
ć
e razmatrane osnove filozofije Deminga, Jurana
i Krozbija, a doprinosi ostalih gurua kvaliteta biže razmatrane u
naredenim poglavljima u kontestu tema njihovih doprinosa.
3.1. Demingovo u
č
enje
Deming je najpoznatiji pionir u kreaciji i popularizaciji upravljanja
kvalitetom u Japanu ranih 1950-tih godina. Danas ga smatraju za
nacionalnog heroja u Japanu. Tvorac je poznate Demingove nagrade za
kvalitet koja je u Japanu ustanovljena 1951. godine. Smatra se, da je to
prvi TQM pristup u svetu. Deming definiše kvalitet kao predvidivi stepen
jednobraznosti i pouzdanosti koji zadovoljava tržišne potrebe sa niskim
troškovima. On je razvio sistem za statisti
č
ko upravljanje kvalitetom
(SPC).
Njegov doprinos je fokusiran na proces unapre
đ
enja kvaliteta
menadžmenta i svih aktivnosti u kompaniji kroz poznati P-D-C-A ciklus,
koji je šematski prikazan na sl. 2.6, u literaturi poznat i kao Demingov
krug.
P
- Plan (planiraj);
D
- Do (uradi - realizuj);
C
- Check(proveri -
analiziraj);
A
- Action (poboljšaj – unapredi)
.
69
Ovaj ciklus treba da bude primenjen od strane svakog zaposlenog, kod
realizacije svake aktivnosti u poslovnom procesu. To zna
č
i da svaku
aktivnost treba planirati, realizovati, pa potom proveriti i na osnovu tog
iskustva preduzeti mere za poboljšanje. Nakon toga se ciklus ponavlja,
tako da to ponavljanje uz uklju
č
ivanje svih zaposlenih, stvara proces
kontinualnih poboljšanja.
Deming smatra da se stil menadžmenta mora transformisati. Prvi
korak u tome je li
č
na transformacija. Ova transformacija predstavlja
diskontinuitet sa dosadašnjim mišljenjem o njegovom životu, doga
đ
ajima,
vrednostima, vezama me
đ
u ljudima itd. Lideri transformacije moraju u
č
iti
o psihologiji li
č
nosti, psihologiji grupe, psihologiji društva i o psihologiji
promena.
Deming je postavio
č
etrnaest univerzalnih ta
č
aka za menadžment
koje su postale osnova za obrazovanje menadžera u Japanu 1950-tih
godina, a donekle adaptirane poslužile su i za transformaciju ameri
č
ke
privrede mnogo godina kasnije.
Demingovih 14 ta
č
aka (adaptiranih za zapadne u kompaniji):
1. Konstantno kreiranje odlu
č
nosti prema poboljšanju proizvoda i usluga,
sa ciljem da postanu konkurentni, da ostanu u delatnosti i da obezbede
posao.
2. Usvojiti novu filozofiju kvaliteta. Mi smo u novom ekonomskom dobu.
Zapadni menadžment se mora probuditi za promene, mora nau
č
iti šta je
njegova odgovornost i preuzeti liderstvo u promenama.
3. Prekinuti zavisnost od masovnog kontrolisanja u ostvarivanju kvaliteta.
Eliminisati potrebu za kontrolisanjem na masovnoj osnovi,
blagovremenom ugradnjom kvaliteta.
4. Prekinuti sa praksom biranja dobavlja
č
a jedino na osnovu cene.
Umesto toga minimizirati ukupne troškove. I
ć
i prema jednom
dobavlja
č
u za jednu stavku, orijentisati se na dugoro
č
ne odnose,
lojalnost i poverenje.
5. Unapre
đ
ivati konstantno i trajno sistem proizvodnje i vršenje usluga,
tako što treba poboljšavati kvalitet i produktivnost uz konstantno
snižavanje troškova.
6. Ustanoviti obuku na poslu

71
Varijacije
(odstupanja) su svuda oko nas. Tako
đ
e, u proizvodnom
procesu imamo mnogo delova koji su izvor varijacija. Kompleksnu
interakciju me
đ
u varijacijama u materijalu, alatima, mašinama,
izvršiocima i u okruženju nije lako objasniti. Zbog zna
č
aja koje imaju na
ishod procesa i rasprostranjenost varijacija, može se slobodno re
ć
i da
predstavljaju najve
ć
i problem menadžmenta. Zbog toga u nauci o
kvalitetu im se posve
ć
uje posebna pažnja.
Teorija znanja
je grana filozofije koja se bavi prirodom i predmetom
znanja. Deming isti
č
e da znanje nije mogu
ć
e bez teorije, a da je teoriju
nemogu
ć
e postaviti na bazi iskustva. Kopiranje primera uspešnih
pojedinaca i organizacija, bez razumevanja, mogu biti uzrok katastrofe.
Psihologija
nam pomaže da razumemo ljude, njihove odnose i
okolnosti, odnose me
đ
u liderima i zaposlenih. Dobar deo Demingove
filozofije zasniva se na razumevanju ljudi o stava da ljude treba poštovati.
Strah ne motiviše ljude, ve
ć
spre
č
ava da do izražaja do
đ
u svi potencijali
sistema.
Nerazumevanje elemenata “sistema istinskog znanja“, i to ne samo
pojedina
č
no, izolovano jedno od drugih, ve
ć
ovog sistema kao celine,
sl. 3.1., u
č
ini
ć
e da ljudi prihvate zdravo za gotovo izvesne predstave o
ljudima i problemima uklju
č
uju
ć
i da:
-
da su ljudi nevoljni da u
č
ine napor i da su nepošteni;
-
da je ljude mogu
ć
e kontrolisati nagradama i kaznama;
-
ljudi nisu voljni da unapre
đ
uju i u
č
e;
-
zajednice
ć
e biti bolje ako su bolji pojedinci koje ih
č
ine;
-
postizanje izvrsnih rezultata zajednice zahteva herojske napore
pojedinaca.
Ove pretpostavke su pogrešne i ukazuju na nedostatak istinskog
znanja. Zbog toga je usvajanje sistemskog pristupa zajednicama,
skop
č
ano sa shvatanjem istinskog znanja i usvajanje novog skupa
pretpostavki od strane svih pojedinaca, pre svega lidera, neophodan
preduslov za uspešno shvatanje zajednica kao sistema je i rušenje
postoje
ć
ih prepreka.
Zajednice koje po
č
inju da pristupaju zadovoljenju sopstvenih potreba
na sistemski na
č
in, postepeno grade
ć
i sopstvene kapacitete, otkri
ć
e u sebi
72
obilje energije i resursa. Ukoliko zajednica usvoji sistemski pristup
zadovoljenju sopstvenih potreba nije važno u kom delu sistema ti napori
po
č
inju. Kao deo sistema, poboljšanja u bilo kom njegovom delu odrazi
č
e
se na dobrobit celine.
Sl.3.1. Demingov sistem ‘’istinskog znanja’’
3.2. Juranovih deset koraka
Juran je, kao i Deming, bio poznat u Japanu 1954. godine. Svojim
predavanjima uvodi nove dimenzije menad`menta u planiranje,
organizaciju i upravljanje koje su fokusirane na odgovornostima za
kvalitet. Suprotno Demingu, isticao je vertikalni menad`ment i tehni~ke
metode ispred ponosa i zadovoljenja.
Juran je tvrdio da je kvalitet, sam po sebi, povezan sa zadovoljstvom
ili nezadovoljstvo proizvodom. Zadovoljstvo se, pritom, odnosi na
superiorne karakteristike, dok nezadovoljstvo predstavlja odgovor na
defekte i nesavršenosti. Spoljašnja dimenzija proizvoda se odnosi na
zadovoljenje zahteva korisnika, dok se unutrašnja odnosi na ispravnu
izradu proizvoda ili pružanju usluge. Pošto postoji mnogo korisnika,
unutrašnjih i spoljašnjih, Juran kaže da kvalitet po
č
inje od korisnika. Bez
odgovora na pitanje kako i zašto
ć
e ti korisnici da koriste proizvod, svaki
pokušaj poboljšanja mogao bi biti zasnovan samo na naga
đ
anju.

74
7. Davati priznanja.
8. Saopštavati rezultate.
9.
Č
uvati rezultate.
10. Održavati zamah prave
ć
i godišnje programe unapre
đ
enja, kao deo
regularnog sistema i procesa u kompaniji.
3.3 Krozbijev pristup
F.Krozbi je postao poznat nakon što je objavio knjigu
Kvalitet je
besplatan.
On naglašava da se motivacija i planiranje ne odnose na
statisti
č
ko upravljanje procesom ili na rešavanje problema po Demingu i
Juranu. Smatra da je kvalitet besplatan zato što
ć
e mali troškovi
prevencije uvek biti niži od troškova utvr
đ
ivanja i eliminisanja grešaka i
troškova samih grešaka. Osnov njegove filozofije kvaliteta sadržan je u
slede
ć
em konceptu:
- Kvalitet se definiše kao usaglašavanjesa zahtevima, a ne kao "dobar" ili
"loš".
- Sistem za postizanje kvaliteta je prevencija, a ne ocena.
- Standarna perfomansa je "nula defekt" , a ne "da je to dovoljno blizu".
- Mera kvaliteta je cena neusaglašenosti, a ne indeksi kvaliteta.
Krozbi, kao i Deming definiše svojih
č
etrnaest ta
č
aka :
1.
Obaveza menadžmenta
. Najviši menadžment mora biti ubedljiv u
potrebi za isticanje kvaliteta i mora ovo jasno saopštiti kroz pisanu
politiku.
2.
Timovi za unapre
đ
enje kvaliteta.
Formirati timove sastavljene od
šefova sektora za nadgledanje unapre
đ
enja u sektorima i u kompaniji
u celini.
3.
Merenje kvaliteta.
Uspostaviti odgovaraju
ć
e merenje svake aktivnosti
u cilju identifikacije podru
č
ja za poboljšanje.
4.
Troškovi kvaliteta.
Proceniti troškove kvaliteta u cilju utvr
đ
ivanja
podru
č
ja gde poboljšanja mogu biti profitabilna.
75
5.
Svest o kvalitetu.
Podi
ć
i nivo svesti me
đ
u zaposlenima. Oni moraju
razumeti
važnost
neusaglašenosti
proizvoda
i
troškova
neusaglašenosti.
6.
Korektivne mere
. Preduzeti korektivne mere kao rezultat koraka 3 i 4.
7.
Planiranje nula defekta.
Formirati odbor sa odgovaraju
ć
im planom
i programom za kompaniju i njenu kulturu.
8.
Obuka menadžera.
Svi nivoi menadžmenta moraju biti obu
č
eni kako
da primene svoj deo programa unapre
đ
enja kvaliteta.
9.
Dan nula defekta.
Odrediti dan u kome se obaveštavaju zaposleni o
primeni novih standarda.
10.
Kolekcija ciljeva.
Svi zaposleni moraju da uspostave ciljeve za
individualno poboljšanje i za poboljšanje svoje grupe.
11.
Eliminisanje uzroka grešaka.
Zaposleni moraju biti ohrabreni da
informišu menadžment o svakom problemu, da bi se izvršila njegova
prevencija u cilju postizanja rada bez greške.
12.
Priznanja.
Davanje publiciteta, nefinansijskih zahvalnosti svakome
ko ispuni ciljeve kvaliteta ili izvanredno izvrši posao.
13.
Odbor za kvalitet.
Sastavljen od profesionalaca za kvalitet i tima
menadžera; odbor za kvalitet treba da omogu
ć
i širenje iskustva
i ideja za rešavanje problema.
14.
Č
inite ovo sve ponovo.
Ponavljati korake od 1 do 13 u cilju isticanja
da proces unapre
đ
enja kvaliteta nikada nije završen.
3.4. Zajedni
č
ko u stavovima gurua kvaliteta
Svaki guru veruje da su menadžment i sistem, pre nego zaposleni,
uzrok siromašnog kvaliteta. Nasuprot mnogim razlikama izme
đ
u ovih
eksperata, njihovi zajedni
č
ki stavovi su :
1. Važno je upravljati procesom, a ne proizvodom.
2. Daje se posebna važnost
č
oveku koja je ve
ć
a od važnosti mašine.
3. Za kvalitet je odgovoran najviši menadžment a ne radna snaga.
4. Menadžment kreira klimu da bi se dešavali odre
đ
eni procesi usmereni
ka postizanju natprose
č
nog kvaliteta.

77
4. STRUKTURA OSNOVNIH STANDARDA
SISTEMA KVALITETA
Osnovni razlozi zbog kojih se donose standardi, odnose se na dvostruku
korist:
- opštoj koristi za društvenu zajednicu u kojoj se standardi primenjuju i
- pojedina
č
noj koristi za onoga ko ih primenjuje (za organizaciju koja
ih primenjuje).
Srpske standarde (SRBS) donosi zavod za standardizaciju, koji
predstavlja jedinstvenu srpsku instituciju. Me
đ
unarodne standarde donose
me
đ
unarodne organizacije za standardizaciju ISO, IEC i me
đ
unarodna
telekomunikaciona unija ITU.
U Evropskoj uniji standarde donose njene institucije: CEN,
CENELEC i ETSI. U Nema
č
koj je zvani
č
na jedinstvena organizacija
DIN, u Engleskoj BSI, u Francuskoj AFNOR. Gotovo svaka,
č
ak i
najmanje razvijena zemlja sveta nalazi opravdanim da ima svoju
nacionalnu instituciju za standardizaciju.
Sve ove institucije, po definiciji, dužne su da tako organizuju
donošenje standarda da ti standardi predstavljaju optimalne kolektivne
rezultate svih raspoloživih stru
č
nih snaga i interesa u zemlji, odnosno u
me
đ
unarodnim ili regionalnim okvirima, zavisno od toga o kojoj se
instituciji radi.
Za tehni
č
ke propise odgovorni su državni organi koji ih donose. Oni
su tako
đ
e dužni da obezbede da ti propisi predstavljaju odraz dostignutog
nivoa struke u zemlji.
Dok se primena standarda uslovljava ocenom o njihovoj korisnosti
od strane onih kojima su namenjeni, tj. potencijalnim korisnicima, je
prepušteno da sami ocenjuju šta im se isplati u pogledu koriš
ć
enja
pojedinih standarda, primena tehni
č
kih propisa ne zavisi od volje i želje
korisnika, ve
ć
je obaveza po sili zakona. Tehni
č
ki propisi se donose da bi
se zaštitilo zdravlje, imovina i životna sredina i sa stanovišta uslova u
78
proizvodnji ili pružanju usluga, i sa stanovišta koriš
ć
enja proizvoda ili
usluga.
Me
đ
utim, tehni
č
ki propisi se oslanjaju i pozivaju na standarde, te
najve
ć
i broj standarda predstavlja komplementarni deo tehni
č
kih propisa,
pa se u tim slu
č
ajevima na njih prenosi i obaveza primene. S toga je
najsigurnije smatrati da su korist i obaveza nerazdvojni pratioci
standarda i propisa i da njihova primena zaslužuje ozbiljnu pažnju svake
organizacije.
Ima više razloga zbog kojih aktivnosti primene standarda i tehni
č
kih
propisa zahtevaju dosta znanja, iskustva i specifi
č
nih angažovanja. Me
đ
u
te razloge spada njihova rasprostranjena prisutnost na sve delove rada i
poslovanja, njihova orgomna brojnost i multidisciplinarana povezanost,
kao i upu
ć
enost na aktivnosti spoljnih organizacija pri dokazivanju
usaglašenosti.
Standardi se mogu odnositi na svaki predmet i stru
č
ni i tehnološki
aspekt proizvodnje i pružanja usluga: na terminologiju, na oznake i
simbole, oblike i mere, na
č
ine informisanja i komuniciranja, sistem
kvaliteta, karakteristike kvaliteta materijala, delove ure
đ
eja i postrojenja,
na
č
ina instalisanja, karakteristike bezbednosti i zaštite života, zdravlja
imovine i životne sredine, na
č
ine merenja, ispitivanja i dokazivanja
kvaliteta, itd.
Tehni
č
ki propisi se odnose na sve tehni
č
ke aspekte bezbednosti i
zaštite života, zdravlja imovine i životne sredine, koji su po pravilu
prisutni gotovo u svim vrstama proizvodnje i pružanja usluga.
Obimnost dokumentacije koja se odnosi na standarde može se
ilustrovati kroz slede
ć
e brojke: srpskih standarda ima oko 13000 na oko
50.000 stranica teksta. Me
đ
unarodne organizacije za standardizaciju
(ISO) ima oko 10000 sa oko 150.000 stranica teksta, standarda
Me
đ
unarodne elektrotehni
č
ke komisije (IEC) ima blizu 3000 sa peko
100.000 stranica teksta, standarda Nema
č
ke institucije za standardizaciju
(DIN) ima blizu 30.000 sa preko 250.000 stranica teksta, itd. Svaka od
navedenih institucija objavi godišnje po stotinak novih standarda.

80
- nemogu
ć
nost ili vrlo otežana mogu
ć
nost utvr
đ
ivanja sigurnih
stru
č
nih kriterijuma za dalji razvoj i unapre
đ
ivanje tehnologije rada.
Neadekvatna primena tehni
č
kih propisa ugrožava zaštitu života,
zdravlja, imovine i životne sredine, i stvara osnov za inspekcijske
intervencije i zakonsko sankcionisanje, a u slu
č
aju nesre
ć
e dovodi do
krivi
č
nog gonjenja rukovodilaca.
4.1. STANDARDI SERIJE ISO 9000
Sistem kvaliteta (ISO 8402/96)
č
ine: organizaciona struktura,
postupci (procedure) procesi i resursi koji su potrebni za ostvarenje
upravljanja kvalitetom.
Sistem kvaliteta se projektuje da zadovolji potrebe rukovodstva u
upravljanju poslovanjem preduze
ć
a, kako bi ispunili:
- postavljene ciljeve kvaliteta iz politike kvaliteta, a time sveukupno
poboljšanje poslovanja preduze
ć
a i
- preduslove za sertifikaciju sistema upravljanja kvalitetom prema
zahtevima ISO 9000.
Sistem upravljanja kvalitetom ne ruši postoje
ć
i sistem, ve
ć
ga
integriše i nadogra
đ
uje prema zahtevima ISO 9000. Da bi naterali
preduze
ć
a - isporu
č
ioce da održavaju kvalitet procesa i proizvoda, tvorci
serije standarda ISO 9000 namerno ih nisu proglasili zakonom ili
propisom, ve
ć
su preporu
č
ili da to postane -
ZAHTEV KUPCA
*
.
Razvoj kvaliteta od tehni
č
ke konrole proizvoda koju su obavljali
kontrolori kvaliteta, pa sve do obezbe
đ
ivanja kvaliteta i totalnog kvaliteta
koje obavlja menadžment, zahtevao je primenu razli
č
itih sredstava i alata
za tu svrhu. Nekada je bilo dovoljno koristiti precizan šubler ili voltmetar
za kontrolisanje kvaliteta proizvoda, a danas je potrebno posedovati
kompjuterska sredstva i alate. Sistem kvaliteta po ISO 9000 je savremeno
inovaciono sredstvo za obezbe
đ
ivanje i menadžment kvaliteta.
Menadžment je prisiljen da u svom poslu koristi papir, olovku,
kompjuter, telefon, telefaks..., me
đ
utim, nijednim od ovih alata ne mora
znati rukovati, to za njega radi sekretarica. Sredstvo koje menadžeri
81
najviše vole da koriste je službeni automobil - ali i za to sredstvo ima
voza
č
a tako da ne mora znati voziti automobil. Jedino sredstvo koje
ć
e
morati sam da koristi je
SISTEM KVALITETA
. Menadžment koji ne bude
znao da koristi sistem kvaliteta, ne
ć
e mo
ć
i raditi svoj posao. Zato se s
pravom govori da je
KVALITET POSAO BROJ JEDAN ZA
MENADŽMENT
koji uklju
č
uje sve ostalo. Menadžment koji to shvati
ne
ć
e morati da radi ništa drugo.
Primenom sistema kvaliteta ostvaruju se slede
ć
e koristi:
1. Obezbe
đ
enje kvaliteta proizvoda koji konstantno zadovoljava
zahteve kupca.
2. Menadžment poslovnih procesa koji obezbe
đ
uje ve
ć
u efikasnost
procesa.
3. Ve
ć
i konfor strateškog i operativnog menadžmenta.
4. Sistem kvaliteta predstavlja osnovu za TQM i za unapre
đ
enje
kvaliteta.
Iako sistem kvaliteta u postkomunisti
č
kim zemljama na po
č
etku nije
dao o
č
ekivane koristi, podaci iz kompanija na zapadu, koje su uvele
sistem kvaliteta pokazuju da su uspele popraviti svoje perfomanse i to:
- pove
ć
anje produktivnosti do ............... 50%
- sniženje troškova do............................. 50%
- pove
ć
anje profita............................... 30-40%.
Sistem kvaliteta može dati o
č
ekivane rezultate samo ako ga koristi
menadžment. Ako ostane samo u rukama tehnologa, razvojnih i
proizvodnih inženjera i referenata tada
ć
e on predstavljati smetnju
konformnom odvijanju poslovnih procesa, pošto
ć
e svi njihovi napori za
uspostavljanje kvaliteta ostati drugorazredni ciljevi kompanije.
Standard pod nazivom ISO 9000 predstavlja seriju standarda koje je
izdala me
đ
unarodna organizacija za standardizaciju ( Intarnational
Organization for Standardization). Na sl. 4.1. prikazani su pojedini
standardi koji su služili kao podloga za izradu standarda ISO 9000.
Izdanje standarda ISO 9000 je izašlo 1987. godine. Iza toga ovi standardi
pretrpeli su niz transformacija 1994., 2000., 2001., 2004., 2005., 2008. i
2009.

83
U pore
đ
enju sa prethodnim izdanjima ISO 9001 i 9004 sada
č
ine
uskla
đ
en par standarda o menadžmentu kvaliteta. ISO 9001 ima za cilj da
pruži obezbe
đ
enje kvaliteta proizvoda i pove
ć
anje zadovoljstva korisnika,
dok ISO 9004 daje preporuke za postizanje održivog uspeha kroz
menadžment kvalitetom. Serija ISO 9000 je skup tri pojedina
č
na ali
me
đ
usobno povezana standarda koji su u isto vreme kompatabilni sa
serijom ISO 14000.
Najnovije verzije ovih triju standarda su:
-
ISO 9000:2005. sistem menadžmenta kvalitetom – osnove i
re
č
nik, koji, uz uvodne napomene, daje pojašnjenje, koncepte i
terminologiju standarda.
-
ISO 9001:2008 sistem menadžmenta kvalitetom – zahtevi, koji
sadrži zahteve za primenu sistema menadžmenta kvalitetom u
organizacijama u kojima je potrebno demonstrirati sposobnost
isporuke proizvoda koji zadovoljavaju zahteve korisnika.
-
ISO 9004: 2009: ostvarivanje održivog uspeha- pristup preko
menadžmenta kvalitetom, koji sadrži smernice za postizanje
uspeha, koriš
ć
enjem menadžmenta kvalitetom, ali i uz poštovanje
principa održivog razvoja.
U suštini standard ISO 9000 i ISO 9001 nisu pretrpeli bitne izmene u
odnosu na verziju iz 2000. godine. To se ne bi moglo re
ć
i za Standard
ISO 9004.
ISO 9001 ne predstavlja spisak zadataka. Namenjen je primeni u
sistemima koji rade i u kojima postoji infrastruktura koja podržava
nastanak pravih stvari. Zna
č
ajan broj zahteva standarda ISO 9001:2008
negde preko 230 mogu se grupisati u pet povezanih zahteva.
U osnovi ovaj standard zahteva od organizacije da:
1.
utvrdi potrebe i o
č
ekivanja korisnika i ostalih interesnih i
zainteresovanih strana,
2.
uspostavi politike, ciljeve i radnu sredinu, neophodne za
motivisanje organizacije da zadovoljava te potrebe,
84
3.
projektuje, osposobi i vrši menadžment sistema me
đ
usobno
povezanih procesa neophodnih za primenu politike i ostvarenje
ciljeva,
4.
meri i analizira adekvatnost, pogodnost i efektivnost svakog od
procesa u ispunjavanju svrhe i ciljeva,
5.
primenjuje stalna poboljšanja sistema, zasnovana na objektivnoj
oceni njegovih performansi.
Dakle, standard nas upu
ć
uje na rezultate procesa i procese u kojima ti
rezultati nastaju. To zna
č
i da je neophodno uspostaviti vezu izme
đ
u
potreba korisnika, ciljeva organizacije, procesa kroz koje se postižu ti
ciljevi i rezultata koji se postižu.
Prvi aspekt ocene istorijske globalne inovativnosti standarda serije
ISO 9000 polazi od toga da :
standardi serije ISO 9000 nisu tehni
č
ki
standardi, oni su standardi za menadžment.
Prvi put u istoriji standardizacije izdati su standardi koji po svom
sadržaju nisu tehni
č
ki ili tehnološki. Oni sadrže bogato svetsko iskustvo
za izgradnju globalnog poslovnog sistema u kompaniji. Globalni poslovni
sistem se temelji na spirali kvaliteta u procesnoj organizaciji, tako da se
može primeniti za sve kompanije bez obzira na veli
č
inu, tip i vrstu
delatnosti.
Drugi aspekt za ocenu standarda serije ISO 9000 odnosi se na
mehanizam njihove primene.
Standardi serije ISO 9000 nisu ni zakon ni
propis, oni su mnogo gore, oni su zahtev kupca.
Ako se želi njihova obavezna primena, onda se drugim dokumentima,
koje izdaju državne institucije koje imaju ovlaš
ć
enja i snagu za kontrolu,
utvr
đ
uje njihova obaveznost. Država obi
č
no obavezuje na primenu
tehni
č
kih standarda iz oblasti koje se odnose na bezbednost proizvoda,
zaštitu zdravlja i okoline. Primena svih ostalih standarda je prepuštena
tržišnim mehanizmima.
EU je najviše u
č
inila za primenu standarda serije ISO 9000, tako što
je tržišnim mehanizmima, stvorila motivaciju da svaki kupac zahteva od
svog isporu
č
ioca sistem kvaliteta po ISO 9001. Na ovaj na
č
in se stvorila
"lan
č
ana reakcija" zahteva za sistem kvaliteta pošto ja svako nekome

86
Od svega je ostalo
č
itanje izme
đ
u redova, gde su se jedino mogle na
ć
i
vredne poruke.
Kada je E. Blum, koji je bio osniva
č
i utemeljiva
č
Energoinvesta,
1982. godine postao gradona
č
elnik grada Sarajeva, naredio svojim
saradnicima da izveštaji koje mu dostavljaju ne smeju biti duži od pola
stranice, u gradskoj skupštini je nastao šok. Niko nije znao da napiše
izveštaj na pola stranice. Svi su do tada pisali "romane" od desetak ili
stotinak stranica. Kako se pišu ti "romani". Oni se prepisuju iz
prošlogodišnjih, i tako iz godine u godinu, samo sa promenjenim
datumom i nekim novim ciframa. Takvi pisani materijali niti imaju neku
poruku, niti ih ko
č
ita. A izveštaj od pola strane mora biti jasan, sa
preciznom porukom i što je najvažnije, bi
ć
e pro
č
itan.
Sistem kvaliteta postavljen sam sebi kao cilj, veoma je teško
dostižan, a efekti njegovog uvo
đ
enja ne opravdavaju uloženi trud. Sistem
kvaliteta u osnovi predstavlja putokaz i bazu za dostizanje TQM-a.
Motiv za uvo
đ
enje sistema kvaliteta se može na
ć
i i potvrditi
ispunjavanje zahteva evropskog tržišta, ali se on teško može uvesti bez
aktivnog uklju
č
ivanja menadžmenta u njihovo uvo
đ
enje, što standardima
nije definisano.
Menadžment se može "zainteresovati" za kvalitet sa ambicioznim
ciljevima koje on ne može ostvariti klasi
č
nim menadžment alatima, a
može i sa alatima TQM. Postavljanjem ciljeva TQM kao vodilje za
unapre
đ
ivanje kvaliteta i uklju
č
ivanjem procesa unapre
đ
enja kvaliteta u
strategiju firme, uvo
đ
enje sistema kvaliteta ostaje relativno lako ostvarljiv
prolazni cilj na tom putu.
Sistem kvaliteta u tom slu
č
aju postaje sredstvo i novi alat za
ostvarivanje ciljeva kvaliteta i ciljeva menadžmenta što predstavlja
celovite ciljeve kompanije. Menadžment tako postaje "voza
č
" koji
upravlja na putu nikad završenih poboljšanja do
TOTALNOG
KVALITETA.
Ovako postavljen koncept unapre
đ
enja kvaliteta u
kompaniji, može dovesti do dostizanja
SVETSKE KLASE KVALITETA
proizvoda koji su konkurentni na slobodnom tržištu.
87
ISO 9001 ne zahteva posedovanje najnaprednijih mašina i tehnologije.
Standard zahteva da organizacija poseduje adekvatnu opremu.
Adekvatnost je ograni
č
ena na zahteve kupca. ISO 9001 ne sugeriše kada
je najpogodniji trenutak za ulazak u proces sertifikacije. On ne zahteva da
se nesme napraviti ni jedna greška. Ono što ISO 9001 zahteva je da
organizacija izvla
č
i pouke iz napravljenih grešaka, kada god je to
mogu
ć
e. ISO 9001 ne zahteva mnoštvo dokumentacije ali zahteva
neophodnu dokumentaciju da bi procesi mogli dokumentovano da se
prate. ISO 9001 ne odre
đ
uje kako
ć
e organizacija raditi svoj posao.
Standard ne propisuje kako se stvari rade ve
ć
zahteva da se dokaže da se
one zaista rade. Standard ne propisuje na
č
in kako se stvari rade ve
ć
to
č
ini organizacija.
Tim za uvo
đ
enje sistema kvaliteta definiše procedure kako pojedine
stvari treba raditi. Obi
č
no u timu se nalaze najambiciozniji, najsavesniji i
najvredniji
č
lanovi kolektiva koji su spremni da u
č
e nove stvari. U
pisanju procedura koriste svoje iskustvo koje je natprose
č
no u kompaniji.
Problem nastaje kada propisane procedure od najboljih u organizaciji
treba da ostvaruju svi u organizaciji, obi
č
no se javljaju otpori uvo
đ
enju
sistema kvaliteta što dovodi do brojnih neusaglašenosti rezultata procesa
sa propisanim rezultatima.
4.2. SISTEM UPRAVLJANJA ZAŠTITOM ŽIVOTNE
SREDINE ISO 14001 – EMS (ENVIRONMENTAL
MANAGEMENT SYSTEM)
ISO organizacija izdala je seriju ISO 14000 standarde koja se sastoji
od 21 standarda u cilju pomaganja privrednim subjektima širom sveta u
upravljanju ekološkim zahtevima i osiguranju da njihove ekološke
politike i praksa zadovoljavaju njihovu misiju i ciljeve. Sam standard ISO
14000 podeljen je u šest kategorija:
1.
Ekološki menadžment sistem.
2.
Ekološki audit
3.
Ocena delovanja u odnosu na okolinu.
4.
Ekološko ozna
č
avanje.
5.
Procena životnog ciklusa.

89
Prelazak iz zone tradicionalnih rizika u zonu modernih rizika je u
literaturi poznato kao
tranzicioni rizik
.
Razvoj zdravog okruženja je postao jedan od najvažnijih
zadataka u izgradnji budu
ć
nosti za našu decu. Serija standarda ISO
14000 ima nekoliko dimenzija:
▪
daje okvir kroz niz zahteva kako da se konvertuje
integrisano upravljanje zaštitom životne sredine u rad same
organizacije, i
▪
o
č
ekuje se da primena bude verifikovana od strane provere
preko tre
ć
e strane.
Donedavno, problemi vezani za zaštitu životne sredine su rešavani
na mestima gde su otkrivani (ako su otkriveni!). Merenje i inspekcija su
dobri alati za otkrivanje problema,
ali samo uspešan sistem upravljanja zaštitom životne sredine (EMS)
može da garantuje unapre
đ
enje u sveukupnom u
č
inku zaštite životne
sredine koriš
ć
enjem preventivnog pristupa. EMS organizaciji daje
red i konzistentnost u njenoj metodologiji kroz alokaciju resursa,
dodeljivanje odgovornosti i stalno ocenjivanje i evaluaciju na
č
ina
rada, procedura i procesa. Ona se direktno ti
č
e uticaja proizvoda, usluga
i procesa na životnu sredinu.
Postoji niz faktora koji uti
č
u na odluku organizacije da razvije i
implementira EMS
. Glavni razlozi su sve ve
ć
i pritisak zainteresovanih
strana kao i narastaju
ć
i zahtevi za uskla
đ
enoš
ć
u sa zakonskim i drugim
zahtevima vezanim za zaštitu životne sredine. Organizacija treba da
prihvati važnost EMS-a. Menadžment mora da pokaže svoju kompletnu
predanost zaštiti životne sredine. Menadžment mora da vodi sopstvenim
primerom. Ograni
č
ena podrška od strane menadžmenta
ć
e rezultirati
kolapsom sistema.
Kao zaklju
č
ak, efektivan sistem upravljanja zaštitom životne
sredine treba da ima:
▪
jasnu privrženost za smanjenje zaga
đ
enja i odgovaraju
ć
u
politiku zaštite životne sredine uspostavljene i ostvarive
posebne i opšte ciljeve i jasno definisane odgovornosti i
ovlaš
ć
enja,
90
▪
jasno utvr
đ
ene zakonske i druge zahteve vezane za
aspekte zaštite životne sredine organizacije u odnosu na
njene aktivnosti, proizvode i usluge,
▪
dokumentovane procedure, radna uputstva, i kontrole na
mestima upotrebe program za reagovanje u slu
č
aju opasnosti,
▪
uspostavljen sistem kontrole nad operacijama i adekvatne
resurse,
▪
performanse procesa koje je mogu
ć
e prikazati uklju
č
uju
ć
i
kontrolu koja može da dovede do unapre
đ
enja kroz evaluaciju
u
č
inka zaštite životne sredine u odnosu na politiku, posebne i
opšte ciljeve,
▪
kanali komunikacije koji su uspostavljeni sa internim i
eksternim zainteresovanim stranama na
č
ine obezbe
đ
ivanja
prikaza efektivnosti sistema, uklju
č
uju
ć
i, ali ne ograni
č
avaju
ć
i
na provere i druge oblike verifikacije.
Potencijalne koristi od efektivnog EMS uklju
č
uju
:
▪
uveravanje zainteresovanih strana o svojoj privrženosti
sistemu upravljanja zaštitom životne sredine,
▪
održavanje dobrih odnosa sa javnoš
ć
u i zajednicom uopšte,
▪
ja
č
anje imidža, ostvarivanje ve
ć
eg tržišnog u
č
eš
ć
a i olakšane
trgovine,
▪
unapre
đ
eno pridržavanje zakonskih i drugih zahteva kao i
bolji odnos vlasti i privrede,
▪
pribavljanje i održavanje svih dozvola,
▪
zadovoljenje zahteva investitora i unapre
đ
enje mogu
ć
nosti
pristupa kapitalu,
▪
prednost prilikom dobijanja kredita kod banaka i
ostvarivanje osiguranja po razumnim cenama,
▪
unapre
đ
enje kontrole troškova,
▪
spre
č
avanje zaga
đ
enja i smanjenje otpada ušteda potrošnje
materijala i energije,
▪
smanjenje incidenata što je rezultat ve
ć
e pouzdanosti,
▪
zadovoljenje zahteva zainteresovanih strana,

92
najpoznatijim su tehnika
4R
od engleskih re
č
i
R
eduction (smanjenje),
R
euse (ponovna upotreba),
R
ecycling (reciklaža) i
R
ecovery
(regeneracija). U nekim industrijama, smanjenje, ponovna upotreba i
reciklaža su poznati kao tehnika
3R
, jer se kompanije nekada
fokusiraju samo na prve tri mogu
ć
nosti u cilju rešavanja problema
otpada. Tehnika 4R je
č
esto rezultat tehnoloških unapre
đ
enja i
industrijskog ben
č
markinga.
4.2.1. Troškovi sistema upravljanja zaštitom životne
sredine upravljanja rizikom
Č
esto se kaže da zaštita životne sredine mnogo košta, ali cena
pogrešnog rada i zna
č
ajnih uticaja na zaštitu životne sredine
č
ak mnogo
vise, jer se ve
ć
ina incidenata i akcidenata može izraziti nov
č
ano.
Troškovi zaštite životne sredine se naj
č
eš
ć
e definišu u odnosu na
spremnost za pla
ć
anjem svih potrebnih troškova radi spre
č
avanja
zaga
đ
enja (preventivni pristup) ili prihvatanja odgovornosti i svih
troškova saniranja problema uzrokovanih ekološkim katastrofama
(korektivni pristup).
Ispuštanja i drugi negativni uticaji na životnu sredinu se ne mogu
meriti samo kroz finansijsku dimenziju. Ako je ovo u pitanju, onda se
svaka aktivnost koja ima uticaj na životnu sredinu meri nov
č
anim
parametrima. Ovaj pristup dovodi do uspostavljanja eko-efikasnog
koncepta gde se eko-efikasnost definiše kao ostvarena dodatna vrednost
podeljena sa troškovima zaštite životne sredine. Cilj je da se ostvari porast
vrednosti bez negativnih uticaja na životnu sredinu.
Svrha proizvodnje energije je da se zadovolje naše potrebe za
toplotnom, elektri
č
nom i drugom energijom. Zaga
đ
enje nije oblik
koriš
ć
enja energije, ve
ć
je on neželjeni nusproizvod. S obzirom da nema
energetskih potreba koje zahtevaju zaga
đ
enja, jedini logi
č
an cilj za
energiju i životnu sredinu je da se sva proizvodnja i sva energija koja se
za proizvodnju koristi mora odvijati bez zaga
đ
enja ili uz što manje
ugrožavanje životne sredine.
Poštena tržišna utakmica i korisne društveno-ekonomske investicije
se mogu ostvariti kada razli
č
ite strane pokriju stvarne troškove posledica
njihovog rada na životnu sredinu i u praksi smanjuju sopstveni uticaj na
93
životnu sredinu. U nekim slu
č
ajevima, uticaj na životnu sredinu nastao od
proizvodnje energije uti
č
e i na proizvod koji se prodaje odnosno kupuje,
i ima tržišnu cenu. Npr. hidroelektrane mogu da smanje populaciju
lososa usled preusmeravanja vodenih tokova i odvo
đ
enja mladih lososa u
okean. Na
č
in utvr
đ
ivanja cene ovoga se nekada ra
č
una kao izra
č
unavanje
pomora lososa u odnosu na njihovu tržišnu cenu.
Tržišne procene nekada imaju jedva primetne zamke. Tržišna cena
nekada može biti iskrivljena, kao npr. cena energije, jer ne obuhvata sve
realne troškove. Neki
ć
e re
ć
i da šuma ima daleko ve
ć
u vrednost od
vrednosti samog drveta kao i da vrednost životinja nije ista kao vrednost
njihovog krzna. Nema opšte prihva
ć
enog modela kojim
ć
e se sve ove
zamke uzeti u obzir, i
č
esto izra
č
unavanje zahteva izradu kompleksnih
studija analiza uticaja na životnu sredinu. Kao rezultat, ve
ć
ina studija ne
može da uzme u obzir sve, jer neki uticaji na životnu sredinu
obuhvataju i elemente koji se ne prodaju na tržištu. Vrednost nekih
elemenata kao što su zaštita ugroženih biljnih i životinjskih vrsta i uticaj
na ljudsko zdravlje, se ne mogu izra
č
unati samo koriš
ć
enjem tržišne
evaluacije.
Upravljanje rizikom zaštite životne sredine je jedna od ve
ć
uspostavljenih oblasti profesionalne ekspertize. Upravljanje rizikom se
koristi u oblastima inženjeringa, poslovanja, finansija, zdravlja i
bezbednosti, upravljanja zaštitom životne sredine, upravljanja
reagovanjem u slu
č
aju opasnosti, sporta i rekreacije i dr. Rizik se sastoji
od dva dela, i to:
(1) izra
č
unavanja mogu
ć
nosti da se nešto dogodi, i
(2) izra
č
unavanje posledica ako se dogodi
. Upravljanje rizikom se
naj
č
eš
ć
e opisuje kao 'skup svih stvari koje treba uraditi da se upravlja
neizvesnom budu
ć
noš
ć
u u odnosu na u
č
inak na životnu sredinu.
4.2.2.
Principi i elementi zaštite životne sredine
EMS model se sastoji iz slede
ć
ih principa:
Princip 1 - Obaveze i politika
Organizacija treba da utvrdi svoju politiku zaštite životne sredine i
obaveze u svom EMS.

95
promociju svesti o potrebi zaštite životne sredine i motivacija
dodeljivanje odgovaraju
ć
ih zahteva EMS u postoje
ć
i sistem
upravljanja,
identifikovanje i ostvarivanje obrazovnih potreba za
dostizanje neophodnog nivoa sposobnosti,
i stru
č
ne osposobljenosti,
razvoj i primenu dokumentacije EMS,
uspostavljanje i održavanje kontrole nad operacijama,
razvoj i primenu planova za reagovanje u slu
č
aju opasnosti.
Princip 4 - Merenje i vrednovanje
Organizacija treba da meri, prati i vrednuje svoj u
č
inak u zaštiti
životne sredine.
Primena principa merenja i vrednovanja obuhvata:
identifikaciju merne opreme i metoda merenja,
razvoj alata za merenje i vrednovanje EMS,
primenu korektivnih i preventivnih mera,
razvoj i održavanje zapisa sistema upravljanja zaštitom
đ
ivotne
sredine,
promovisanje samoocenjivanja kroz interne provere.
Princip 5 - Preispitivanje i poboljšavanje
Organizacija treba da preispituje i stalno poboljšava svoj sistem
upravljanja zaštitom životne sredine radi poboljšanja ukupnog u
č
inka
zaštite životne sredine.
Primena principa preispitivanje i poboljšavanje obuhvata:
preispitivanje opštih i posebnih ciljeva zaštite životne sredine i
u
č
inka zaštite životne sredine,
nalaze proveravanja EMS,
ocenjivanje efikasnosti sistema upravljanja zaštitom životne
sredine,
ocenjivanje pogodnosti politike zaštite životne sredine,
identifikovanje pravaca razvoja stalnog poboljšanja u
č
inka
zaštite životne sredine spre
č
avanja zaga
đ
enja.
96
Imaju
ć
i sve ovo u vidu sistem upravljanja zaštitom životne
sredine se najbolje sagledava kao organizacioni okvir koji treba stalno
da se prati i periodi
č
no da se preispituje da bi obezbedilo efikasno
usmeravanje aktivnosti organizacije na zaštiti životne sredine, kao
odgovor na promene internih i eksternih
č
inilaca.
4.2.3. Procesni Model kod EMS-a
Svaka aktivnost ili set aktivnosti koja koristi resurse da bi
transformisala ulaze u izlaze može smatrati procesom. Postoje tri osnovne
vrste procesa:
upravlja
č
ki procesi
procesi realizacije proizvoda (osnovni procesi), i
procesi podrške.
Funkcionisanje organizacije zavisi od velikog broja me
đ
uzavisnih
procesa. Sistematska identifikacija interakcija i upravljanje procesima
unutar organizacije je ono na šta se odnosi "procesni model" Jedna od
prednosti serije standarda ISO 14000 je promovisanje procesnog pristupa
koji je postao "hit" nakon objavljivanja nove serije standarda
ISO9000:2005, iako u standardu ISO 14001:2004 procesni pristup nije
eksplicitan zahtev kao u standardu ISO 9001:2008.
Procesni model
omogu
ć
uje, olakšava sposobnost organizacije da identifikuje, razume i
kontroliše svoje aktivnosti i njihovu me
đ
uzavisnost.
, sl. 4.3.

98
Isporu
č
ioce (dobavlja
č
e),
Korisnike
(kupce).
Pritisak koji dolazi od zainteresovanih strana može da uti
č
e i da
ubrza sve odluke vezane
za uvo
đ
enje sistema upravljanja
zaštitom životne sredine. Inicijalno, organizacije koja ose
ć
aju ove
pritiske
ć
e biti one koje su u industrijama koje su ve
ć
pod pritiskom i
koje ve
ć
moraju da javnosti objavljuju svoje rezultate u vezi sa
u
č
inkom zaštite životne sredine kao rizicima svojih industrija na
životnu sredinu. Organizacije koje su uvele sistem upravljanja
zaštitom životne sredine su objavile uštede u troškovima koji su
povezani sa osiguranjima. One su uve
ć
ale svoje napore ka
spre
č
avaju zaga
đ
enja i evidentirale manji broj ekoloških incidenata.
Klju
č
ni pokreta
č
i ekonomije obuhvataju:
Poja
č
avanje kontrole primene zakona i drugih propisa i više
su
đ
enja,
Potrebu za unapre
đ
enim upravljanjem rizikom,
Pove
ć
ane zahteve korisnika i drugih zainteresovanih strana,
Opoziciju javnog mnjenja,
Uštede troškova usled efikasnijih tehnologija,
Dobijanje konkurentske prednosti.
Zadovoljenje svih zainteresovanih strana se može ostvariti kroz slede
ć
e
korake:
Utvr
đ
ivanje potreba, zahteva i o
č
ekivanja zainteresovanih strana
za zdravom životnom sredinom,
Odre
đ
ivanje zahteva kupaca u vezi sa zaštitom životne sredine
koji su rezultat obaveznosti kao što su ugovori, zakoni ili
statuti/pravilnici,
Č
uvanje zapisa sa preispitivanja zaštite životne sredine i
aktivnosti koje slede,
Uspostavljanje komunikacionih kanala za prijem i slanje
informacija od svih zainteresovanih strana, internih i eksternih,
Preispitivanje i evaluacija svega primenjenog, ali ne i
specifi
č
nih zahteva i potreba zainteresovanih strana. Tamo gde
je mogu
ć
e, potrebno je zadovoljavati ove potrebe tako da se
postiže ve
ć
e zadovoljstvo i unapredi položaj organizacije u
99
tržišnoj konkurenciji. Uvek treba uzeti u obzir i nepredvidiva
reagovanja nekih nevladinih organizacija.
4.3. STANDARD OHSAS 18001 BEZBEDNOST I ZDRAVLJE LJUDI
NA RADU
Standard OHSAS 18001 (Occupational Health and Safety Assessment
Series) nije iz familije ISO standarda, odnosno nije izdat od strane
me
đ
unarodne organizacije za standardizaciju (International
Standardization Organizationn) ali je me
đ
unarodno priznat i prihva
ć
en,
osmišljen od strane vode
ć
ih nacionalnih instituta za standardizaciju i
sertifikacionih tela,
(OHSAS Projektna grupa)
kako bi se prevazišao
nedostatak ISO standarda za sertifikaciju od tre
ć
e strane.
Osnova za izradu standarda bio je britanski standard BS 8800 za
sistem upravljanja zaštitom zdravlja i bezbednoš
ć
u na radu ali je veoma
sli
č
an relevantom ameri
č
kom standardu ANSI Z10. OHSAS standard
ć
e
biti povu
č
en kada njegov sadržaj bude objavljen kao ISO standard.
Iako prevod naziva OHSAS (Occupational Health and Safety
Assessment Series) govori da je re
č
o standardu iz Serije za
ocenjivanje zaštite zdravlja i bezbednosti na radu, zvani
č
ni prevod je
Sistem upravljanja zaštitom zdravlja i bezbednoš
ć
u na radu. U srpskom
zakonodavstvu prisutan je termin "bezbednost i zdravlje na radu", ali
bez obzira na terminologiju, najkra
ć
e re
č
eno, re
č
je o standardu koji
sadrži smernice za upravljanje rizicima u vezi sa radom.
Kompatibilan je sa standardom ISO 9001 (upravljanje rizicima u vezi
sa kvalitetom) i ISO 14001 (upravljanje rizicima u vezi sa životnom
sredinom) što je omogu
ć
ilo projektovanje integrisanog menadžment
sistema (IMS) koji je usaglašen sa zahtevima sva tri pomenuta standarda.
Uvo
đ
enje OHSAS-a u kompanijama poklopio se sa donošenjem
novog Zakona o bezbednosti i zdravlju na radu i relevantnih
podzakonskih akata. Zakonski zahtevi su potpuno u saglasnosti sa
zahtevima standarda tako da su prilikom projektovanja sistema
inkorporiraju u IMS kompanije. Konkretno nprimer, akt o proceni rizika
na radnom mestu i u radnoj okolini je dokument koji je ura
đ
en tako, da

101
-
Obezbe
đ
uje unapre
đ
enje svesti zaposlenih i njihove privrženosti
-
Omogu
ć
ava smanjenje troškova relevantnih za povrede i
akcidente
-
Može uticati na smanjenje budu
ć
ih premija osiguranja
-
Poboljšava ugled preduze
ć
a kod kupaca i svih zainteresovanih
strana
4.3.1. Identifikovanje opasnosti i karta rizika
Postupak identifikacije odnosno prepoznavanja i utvr
đ
ivanja
opasnosti i štetnosti na radnom mestu i u radnoj okolini, procenjivanja
rizika u odnosu na njih i utvr
đ
ivanja na
č
ina i mera otklanjanja,
smanjenja ili spre
č
avanja rizika, i sve ostale aktivnosti koje doprinose
efikasnom upravljanju zaštitom zdravlja i bezbednoš
ć
u na radu rezultira
izradom
Akta o proceni rizika na radnom mestu i u radnoj okolini
na
nivou svakog pravnog entiteta i na nivou kompanije (za zajedni
č
ke
funkcije). Preporu
č
ene su slede
ć
e vidljive oznake potencijalnih uzoraka
rizika sa preporukama za ponašanje zaposlenih.
Zabrana
Obaveza
Upozorenje
Preporuka
Podaci o identifikovanim opasnostima i štetnostima za svako radno
mesto sistematizovani su u Kartama rizika. Svi zaposleni su upoznati
sa sadržajem
Karte rizika
za svoje radno mesto koja sadrži i ocenu
102
rizika, definisane mere za otklanjanje ili smanjenje rizika kao i
zdravstvene uslove koji moraju biti zadovoljeni.
Posebno, Aktom o proceni rizika na radnom mestu i u radnoj okolini
identifikovana su potrebna pra
ć
enja i merenja u smislu preventivne i
kontrole identifikovanih opasnosti i štetnosti:
ispitivanje uslova radne sredine – mikroklima i hemijske štetnosti,
preventivni i redovni lekarski pregledi i
pregled opreme i alata.
4.3.2. OCENA RIZIKA NA RADNOM MESTU I U RADNOJ
OKOLINI I RAZVOJ KONTROLE MENADŽMENTA
RIZIKOM
Proces ocene rizika u kompaniji te
č
e po utvr
đ
enom sistemu prema
ta
č
kama koje slede
:
▪
Odre
đ
ivanje rizika
▪
Odluka da li je rizik prihvatljiv
▪
Priprema plana kontrole rizika
▪
Primena plana
▪
Preispitivanje adekvatnosti rešenja
Jedan od jednostavanih na
č
ina procene rizika može se prikazati preko
slede
ć
e tabele odnosno matrice. U tabeli na sl. 4.4 možemo uo
č
iti da se
kod procene postojanja rizika uzimaju dve kategorije: verovatno
ć
a da se
odre
đ
eni slu
č
aj zaista i desi i kakve su posledice ako se ipak odigra data
situacija. Na primer verovatno
ć
a da se nešto dogodi razvrstana je u tri
kategorije (skoro nemogu
ć
e, malo verovatno i verovatno), isti princip je
uzet i za posledicu (malo štetno, štetno, veoma štetno).
Na osnovu relacije verovatno
ć
a/posledica rizik može biti razvrstan
kao:
-
Neznatan
-
Prihvatljiv
-
Umeren
-
Znatan

104
Sl. 4.5.
Dijagram toka procesa ocene rizika
Komu
ni
ci
rati
i
ko
n
s
ul
to
vati
N
a
dgl
edan
je
i
r
e
vi
zi
ja
Uspostavljanje konteksta
strateško, organizaciono,
interno i eksterno upravljanje
rizicima (obim), kriterijumi
rizika, struktura sistema
Identifikovanje rizika
Identifikovati akcije, sredstva
Identifikovati opasnosti/pretnje
Šta se može desiti? Kada? Gde,
kako? Zašto?
Proceniti rizik
Utvrditi postoje
ć
u kontrolu
- ranjivost
Proceniti nivo rizika i
klasifikovati
Odrediti
vrednost/
posledice
Utvrditi
verovatno
ć
u
Uporediti sa kriterijumima
Postaviti prioritete rizika
Tretirati
rizik?
Da
Proceniti rizik
Tretirati rizike
Identifikovati/Proceniti/Implementirati opcije
Analizirati / oceniti preostale rizike
Ne
105
4.3.3. Istraživanje incidenata
Incidentom nazivamo, sa radom povezan doga
đ
aj(i) koji može da
izazove povredu, narušavanje zdravlja zaposlenih i posetioca
č
ak i fatalan
ishod ali i doga
đ
aj koji može da izazove i negativan uticaj na životnu
sredinu. Prakti
č
no predstavlja opasnu okolnost koja može imati neželjen
ishod. Takve okolnosti se istražuju kako bi se utvrdio uzrok nastanka
incidenta, analiziraju kako bi se utvrdilo koja od preventivnih mera je
otkazala i zbog
č
ega, locirali nedostaci sistema upravljanja zaštitom
zdravlja i bezbednoš
ć
u na radu, odnosno sistema upravljanja
zaštitom životne sredine, utvrdila mesta za poboljšanje i definisale
preventivne i korektivne mere.
Postoje tri vrste incidenta:
-
akcident
- vrsta incidenta kada se neželjeni doga
đ
aj desi, št
zna
č
i da dolazi, ili d povrede i/ili narušavanja zdravlja i/ili
fatalnog ishoda i/ili zaga
đ
enja životne sredine.
-
’’near-misses’’
- sam št se nije desil – vrsta incidenta kada
nastala opasna okolnost umal nije dovela d povrede i/ili
narušavanja zdravlja i/ili fatalnog ishoda i/ili zaga
đ
enja životne
sredine.
-
vanredna situacija
– posebna vrsta incidenta za koju je
uzrok nastanka vanredna situacija (elementarne nepogode,
epidemije, nestanak struje, vode...).
Podaci o incidentu se sistematizuju u
Karti incidenta
, koja sadrži
č
etiri
particije i popunjavanje svake od njih istovremeno predstavlja i
redosled aktivnosti u postupku istraživanja incidenta: Prikupljanje
informacija, utvr
đ
ivanje redosleda doga
đ
aja, analiza uzroka incidenta i
definisanje korektivnih i preventivnih mera.
Za slu
č
aj da se desio akcident koji je rezultirao povredom,
narušavanjem zdravlja ili smrtnim ishodom postupa se u skladu sa
dokumentom Povrede na radu. Za akcidente koji rezultiraju negativnim
uticajem na životnu sredinu, postupak sanacije zavisi od vrste i
razmere akcidenta ali se generalno u nekim kompanijama takvi doga
đ
aji
poistove
ć
uju sa vanrednim situacijama.

107
vrši se u okviru izrade projektne dokumentacije prilikom izgradnje,
dogradnje ili izmene objekata, od strane ovlaš
ć
ene institucije, prema
kriterijumima datim u propisima iz oblasti zaštite od požara. U tom
smislu je ura
đ
en Plan zaštite od požara, koji je u skladu sa propisima
iz oblasti zaštite od požara i koji je verifikovan od nadležnog organa
Ministarstva unutrašnjih poslova. Tako
đ
e postoji i Pravilnik zaštite
od požara. Postupak reagovanja u slu
č
aju požara je u skladu sa
obukom sprovedenom nad svim zapošljenima pre stupanja na rad i
kasnijim reobukama.
Kada se govori o upravljanju vanrednim situacijama treba pomenuti
da kompanija obi
č
no obezbe
đ
uje posebno formiran uslužni entitet u
č
ijem se delokrugu rada, pored poslova fiži
č
kog obezbe
đ
enja imovine
i objekata, nalaze i poslovi iz oblasti bezbednosti i zdravlja na radu i
poslovi zaštite od požara, sa profesionalnom vatrogasnom jedinicom.
Sa ovim ostali entiteti mogu imati definisan godišnji ugovor o
vrstama i sadržaju usluga.
4.4 STANDARD ISO 22000 I HACCP
HACCP standard u srpskom jeziku predstavlja skra
ć
enicu engleskog
naziva
H
azard
A
nalysis
C
ritical
C
ontrol
P
oint (Analiza hazarda (rizika) i
kriti
č
ne kontrolne ta
č
ke). Po definiciji HACCP je racionalan, sistematski i
nau
č
no utemeljen pristup kontroli bezbednosti hrane koja nam
omogu
ć
ava :
-
Indentifikaciju i procenu opasnosti po zdravlje u svim faszama
procesa proizvodnje, prerade i distribucije hrane.
-
Preciziranje pravovremenih mera neophodnih za preventivu i
kontrolu identifikovanih hazarda.
-
Osiguranje efektivne implementacije preventivnih mera.
Prvi put se ovakav standard pojavio u Americi 1959.godine kada su
pravljeni programi za bezbednost hrane za svemirske letilice. Kasnije
1971. godine to je postao standard i za fabrike hrane za masovnu
upotrebu. Od 1985. godine Ameri
č
ka akademija nauka ( National
Academy od Science) preporu
č
uje primenu ovog koncepta u svim
delovima društva gde se vrši proizvodnja i promet hrane.
108
U Evropi ovaj standard postao je obavezan usvajanjem directive EZ
93/43 od 1993. godine, o higijeni životnih namirnica. U 2002. godini
doneta je uredba EU 178/2002 o primeni HACCP koncepta u svim
preduzežima u oblasti proizvodnje životnih namirnica.
HACCP standard nije strikno propisani standard tako da njegova
prakti
č
na primena mora i
ć
i sa uvo
đ
enjem ISO 9001. Danas se ovo
prevazilazi time što je 2005. godine usvojen novi standard ISO 22000
koji objedinjuje ova dva standarda. Smernica EZ 93/43 sadrži odre
đ
ena
pravila i zakon u vezi odgovornosti prema proizvodu. Radi se o tome da
je ovaj zakon postoji od 1990 godine nevezano samo za životne
namirnice vež za hranu u celini. Pošto je ovo opšta smernica mora da se
sprovede i na nacionalnom planu tj. da u
đ
e u yakone zemalja
č
lanica EU.
Postoji i posebna uredba koja obavezuje na primenu HACCP u fabrikama
hrane.
Ovaj zakon je usvojen i u Srbiji i kod nas je postao obavezan za one
firme koje se bave izvozom hrane. Stupio je na snagu za sve od
01.01.2007. godine, u skladu sa trendom da se izvrši uskla
đ
ivanje svih
naših zakona sa zakonima EU. Zbog ovoga sve firme proizvodnjom,
preradom i prometom životnih namirnica moraju najozbiljnije da shvate i
da krenu nu standardizaciju svojih proizvoda i procesa po zahtevima
HACCP standarda, odnosno standarda ISO 22000.
Standard ISO 22000, kao što je ve
ć
re
č
eno predstavlja objedinjavanje
ISO 9000 i HACCP standarda. To je standard iz 2005. godine koji je u
po
č
etku primene izazivao odre
đ
ene nedoumice, ali danas ima široku
primenu. Na ovaj na
č
in od dva standarda stvoren je jedan koji olakšava
postupak sertifikacije. ISO 22000 ima zahteve za postojanje GMP (dobra
proizvo
đ
a
č
a praksa), GHP(dobra higijenska praksa) kao i zahteve za
HACCP odnosno Codex Alimentarius, zahteve vezane za sistem
upravljanja i komunikaciju o rizicima sa partnerima u lancu.
Internacionalni standard za proizvodnju hrane su razvile dve
organizacije za standarde : Codex Alimentarius i ISO. Standard je sledi
slede
ć
e smernice: fokus je na FSMS ( Food Safety Management System);
elementi QMS-a sadržani su u standardu ISO 9001 ; mogu ga koristiti sve
organizacije u lancu kretanja hrane; kombinuje poznate elemente

110
uvo
đ
enje HACCP principa koje je propisala me
đ
unarodna organizacija
za standardizaciju u oblasti bezbednosti hrane Codex Alimentarius.
1.
Odrediti HACCP ekipu
U HACCP ekipu treba da se odrede ljudi koji imaju specifi
č
no znanje i
veštine za poslove koji se obavljaju u firmi gde treba da se standardizuju
procesi po HACCP konceptu. Tim treba da bude multidisiplinaran i da
uklju
č
i stru
č
njake kao što su inženjeri, menadžeri, zaposleni na prijemu
sirovina, u proizvodnji i obavezno top menadžeri. U tim trebaju da budu
uklju
č
eni i ljudi iz personala fabrike koji je direktno angažovan na
izvršavanju zadataka, jer su oni najbolje upoznati sa varijacijama u
procesu i organizaciji rada. Odgovornost HACCP tima je da napravi i
implementira HACCP plan. U HACCP timu
č
esto se uklju
č
uju spoljni
eksperti koji imaju znanja o potencijalnim biološkim i hemijskim i/ili
fizi
č
kim hazardima povezanim sa proizvodnim procesima. Zbog tehni
č
ke
prirode informacija potrebnih za analizu rizika, preporu
č
uje se da eksperti
sa potrebnim znanjima u procesu proizvodnje hrane verifikuju potpunost
analize rizika.
2.
Odrediti svrhu i obim HACCP studije
HACCP studija predstavlja definisan redosled susreta i sastanaka,
rasporeda stru
č
njaka, koji su uklju
č
eni u HACCP tim sa ciljem izrade
HACCP plana.
HACCP hazard se definiše kao neprihvatljiva kombinacija biološkog,
hemijskog ili fizi
č
kog izvora, koja može ugroziti zdravlje potroša
č
a.
HACCP plan je dokument napravljen u skladu sa HACCP principima i
osigurava kontrolu hazarda- rizika, koji su zna
č
ajni za bezbednost hrane
stanovišta u svim fazama tehnološkog procesa.
3.
Opisati prehrambeni proizvod i odrediti njegovu upotrebu
Proizvod – je izraz koji se upotrebljava za opis dobra ili usluge, koji
se prodaju. Proizvodi mogu imati beskona
č
an broj osobina (izgled,
funkciju, koristi, upotrebu…) i mogu biti opipljive, kada se radi o
fizi
č
kim osobinama, odnosno neopipljive kada se radi o korisnim
uslugama odnosno o kombinaciji obe varijante. Svaki proizvod mora biti
111
detaljno opisan u posebnom formularu. Primer takvog opisa za roštiljsko
meso dat je u tabeli 4.1.
Tabela 4.1. Primer opisa proizvoda – roštiljsko meso
Ime proizvoda
Usitnjeno, oblikovano june
ć
e meso za
pripremu pljeskavica i
ć
evapa
Izvor sirovina
Klani
č
na industrija,
Pouzdani dobavlja
č
i( Specijalizovane
trgovine za za
č
ine i aditive u mesnoj
industriji)
Karakteristike kona
č
nog
proizvoda
Proizvod je meke konzistencije, vezan,
bledo-ruži
č
aste boje u svežem stanju,
ohla
đ
en.
Sastav proizvoda
June
ć
e meso (II kategorije)
Voda, Kuhinjska so, Belan
č
evine soje
Polifosfat.
Upotrebljena ambalaža
PVC kesica za pakovanje od 1 kg.
Planirana upotreba
Mogu ga upotrebljavati sve kategorije
ljudi,osim odoj
č
adi Neophodna je
termi
č
ka obrada pe
č
enjem (za
pljeskavicu od 1 cm. debljine, 10 min. na
temperaturi od 160 ºC)
Preporu
č
en rok upotrebe
72 h, na temperaturi do + 4 ºC. 3
meseca u smrznutom stanju.
Gde se proizvod prodaje
U mesarama ili supermarketima
Posebna uputstva o
etiketiranju
Naznaka da ima polifosfata za one koji
su oboleli od gihta, Naznaka da je soja
alergen
Na
č
in distribucije i uslovi
č
uvanja ili skladištenja
Distribucija mora biti isklju
č
ivo u
vozilima sa termo kingom na
temperaturi do +4 ºC. Skladištenje u
komorama sa temperaturom do +4 ºC.
Ovakva tabela mora da postoji za svaki proizvod. Detaljan opis
svakog proizvoda je dobra stvar jer olakšava korisniku upotrebu
proizvoda, a proizvo
đ
a
č
a osloba
đ
a odgovornosti u slu
č
aju zloupotrebe ili
nepravilne upotrebe proizvoda.

113
Sl. 4.6.. Dijagram procesa proizvodnje roštiljskog mesa
Procesni dijagram prikazan na sl. 4.6. mora da opiše svaku fazu i
svaki korak koji se dešava u procesu proizvodnje. Na ovom primeru mora
se vršiti kontrola prijema sirovine, june
ć
eg mesa merenjem njegove
temperature koja mora biti + 4
0
C. Po predvi
đ
enom planu povremeno se
uzimaju uzorci za bakteriološke i druge analize, itd. Zatim sirovina se
mora adekvatno uskladištiti u komorama za hla
đ
enje, i tako do kraja
procesnog dijagrama
5.
Potvrda dijagrama procesa
Proizvodnja – je sistem izrade onoga što je potrebno potroša
č
u (u
koli
č
ini i vremenu kada je to potrebno potroša
č
u) upotrebom minimalnih
resursa, radne snage, materijala i opreme. HACCP korak u proizvodnji
114
ima posebno zna
č
enje. Ne odnosi se samo na procedure i operacije u
proizvodnji, ve
ć
i na sirovine, transport, distribuciju i prodaju sve do
pripreme uputstva za bezbednu pripremu i upotrebu proizvoda.
Dijagram procesa je egzaktan i ta
č
an ispravan redosled koraka u
proceduri proizvodnje kjoja bazira na HACCP proceduri. Nakon izrade
svakog dijagrama procesa mora da postoji njegova provera u praksi i na
kraju potvrda o tome da se on slaže sa stvarnim stanjem.
Provera procesnog dijagrama u prostoru se obavlja na originalnim
planovima i šemama objekata. Mora se ta
č
no nacrtati raspored prostorija,
tako da se obele
ć
e putevi radnika i sirovine, odnosno proizvoda.
Takozvani
č
isti i prljavi putevi se nikako ne smeju ukrštati i o tome se
mora voditi ra
č
una kod projektovanja proizvodnog pogona i rasporeda
mašina.
6.
Istražiti potencijalne hazarde – rizike opasnosti i definisati
kontrolne mere
Kontrolne mere- su one aktivnosti koje spre
č
avaju, uklanjaju ili
smanjuju hazarde na prihvatljivi nivo.
Potrebno je napraviti tzv. HACCP TABELU ANALIZE HAZARDA
koja predstavlja proceduru sakupljanja i vrednovanja hazarda i
definisanje informacija koje ukazuju na njihovu prisutnost. Procene koje
su zna
č
ajne za bezbednost hrane (medicinska podobnost, higijenska
podobnost) moraju biti uklju
č
ene u HACCP plan. Hazard po definiciji
predstavlja potencijal koji može prouzrokovati da hrana nije bezbedna za
jelo (biološki, hemijski, fizi
č
ki).
Hazardi mogu biti: biološki, hemijski, fizi
č
ki, ekološki, kvaliteta
izvo
đ
enja procesa, pogrešna dijagnoza i kašnjenje kod otklanjanja,
hazardi vezani za struju, eksplozijsku radijaciju i drugi hazardi.
Analiza hazarda predstavlja proces identifikacije zna
č
ajnih hazarda i
njihova kontrola ili nazor. Identifikuju se svi potencijalni hazardi, zatim
se odre
đ
uje se zna
č
ajnost hazarda po njegovoj ja
č
ini i ozbiljnosti, a onda
definišu kontrolne mere za zna
č
ajne hazarde.

116
Sl.4.7. Drvo odlu
č
ivanja za definisanje kriti
č
nih kontrolnih ta
č
aka
117
8.
Odre
đ
ivanje kriti
č
ne granice
Kriti
č
na granica je kriterijum koji mora posti
ć
i ili ostvariti svaka
kontrolna mera na svakoj kontrolnoj kriti
č
noj ta
č
ki. Ona deli prihvatljivo
od neprihvatljivog. To je apsolutna vrednost tolerancije za KKT, koju
moramo poštovati. Odstupanje od te vrednosti pokazuje na potencijalno
opasan proizvod.
Kada je nešto ve
ć
definisano kao KKT, to zna
č
i da je to mesto
visokog rizika za bezbednost proizvoda. Zato se moraju jasno definisati
granice u kojima
ć
e se vrednposti koje se mere kretati. Na primer
temperatura rashladne komore najniža + 3
0
C a najviša +5
0
C, za
propisanu temperaturu od +4
0
C. U nekim slu
č
ajevima striktno definisana
vrednost mora se poštovani bez odstupanja. Na primer aparat
kontinuirano meri temperaturu u rashladnoj komori.
9.
Postaviti monitoring sistem za svaku KKT
Monitoring je planirani raspored merenja ili posmatranja definisane
procedure u ta
č
no definisanoj fazi sa ciljem potvr
đ
ivanja da je KKT pod
kontrolom.
Merenje se vrši u unapred definisanim vremenskim razmacima i onaj
ko to kontroliše mora svojim potpisom da overi izmerenu vrednost. Na taj
na
č
in se uvek zna ko je odgovoran u slu
č
aju da do
đ
e do odstupanja od
zadatih vrednosti, a i mogu se definisati korektivne mere. Kao i svi ostali
dokumenti HACCP i ova merenja se naj
č
eš
ć
e dokumentuju u obliku
tabela, koje se naj
č
eš
ć
e popunjavaju ru
č
no, ali sve više su u upotrebi
merni instrumenti na samim mašinama i aparatima koji mere i
istovremeno zapisuju podatke.
10.
Odrediti korektivne mere
Korektivne mere su neophodne kada rezultati monitoringa KKT
zabeleže pojavu devijacije kriti
č
nih granica. HACCP predvi
đ
a slede
ć
e
korektivne aktivnosti:
-
Pronalaženje uzroka neudovoljavanja i odstranjivanje tih uzroka.
-
Odeljivanje nivoa nezadovoljavanja proizvoda.

119
13.
Verifikacija HACCP sistema u praksi
HACCP verifikacija uklju
č
uje metode, procedure, testove i ostale
procene u cilju potvr
đ
ivanja da su HACCP principi pravilno uklju
č
eni i
dokazuje efikasnost sistema, što podrazumeva: validaciju KKT,
verifikaciju HACCP programa, analizu kona
č
nih proizvoda, proveru
podudarnosti zapisa, proveru verifikacionih planova i drugo.
Osnovna stvar o kojoj treba voditi ra
č
una je da kada je u pitanju ovaj
korak, je
č
injenica na nikada ne treba dozvoliti da verifikaciju i validaciju
nekog dokumenta ili procesa rade oni
č
lanovi tima koji su radili i na
njegovoj izradi. Validaciju uvek treba da radi neko tre
ć
i, ko nije
subjektivan, dobro je da to bude neki konsultant sa strane.
14.
Revizija HACCP sistema
Kada ovaj sistem dovoljno dugo zaživi u praksi i kada dobijemo
potvrdu njegove validacije, možemo pristupiti slede
ć
em koraku a to je
revizija HACCP sistema. Ovaj korak nas kona
č
no dovodi do mogu
ć
nosti
sertifikacije našeg sistema. Me
đ
utim, on nas ujedno vra
ć
a i na po
č
etak,
jer svaka revizija dovodi do novih ideja i mogu
ć
nosti za promenu i
poboljšanje sistema. To prakti
č
no zna
č
i novi HACCP plan a onda i sve
naredne korake u njegovom sprovo
đ
enju.
Ovaj korak vodi do HACCP audita ili provere. Audit je sistematski,
nezavisni pregled i izveštaj o tome, da li su aktivnosti i rezultati saglasni
sa dokumentovanim procedurama i da li su efikasno uklju
č
eni u rad u
cilju postizanja pravog cilja. Ukoliko spoljni audit bude pozitivan od
strane akreditovanog sertifikacionog tela dobija se sertifikat koji
predstavlja zvani
č
ni pisani dokument koji potvr
đ
uje, da su pojedini
zahtevi ispunjeni na odre
đ
eni datum.
Ovaj korak je poslednji u ovom nizu, me
đ
utim on se može shvatiti i
kao vra
ć
anje na po
č
etak, sli
č
no kao kod spirale kvaliteta. Svaki put kada
se ciklus zatvori, kada izvršimo potvrdu da on zaista funkcioniše, vrlo
brzo se u praksi desi potreba da se on menja. Za svaki novi proizvod ili
proces mora se izvršiti revizija HACCP plana, uneti izmene ili napraviti
sasvim novi HACCP plan ako je to potrebno.
120
Uvo
đ
enje HACCP principa i standarda ISO 22000 u svim
kompanijama koje u
č
estvuju u lancu proizvodnje i prometa hrane u svim
zemljama sveta je imperativ radi stvaranja mogu
ć
nosti plasmana i
konkurentnosti na svetskom tržištu hrane.
4.5 ISO 26000 – UPUSTVO O DRUŠTVENOJ
ODGOVORNOSTI
Posle duže diskusije konsenzusom je usvojena zvani
č
na definicija
pojma društvene
odgovornosti koja prema SRPS ISO 26000 : 2011 glasi (Oznaka SRBS
zna
č
i prevod standarda ISO 26000 na srpski jezik):
’’Odgovornost organizacije za uticaje svojih odluka i aktivnosti na
društvo i životnu sredinu, kroz transparentno i eti
č
ko ponašanje tako da:
-
doprinese održivom razvoju uklju
č
uju
ć
i zdravlje i dobrobit
društva;
-
uzme u obzir o
č
ekivanja interesnih strana;
-
je uskla
đ
ena sa primenjivim zakonom i me
đ
unarodnim pravilima
ponašanja i
-
integrisana je u celoj organizaciji i primenjena u njenim
odnosima.
Napomena 1. Aktivnosti obuhvataju proizvode, usluge i procese.
Napomena 2. Odnosi se ti
č
u aktivnosti organizacije u njenoj sferi
uticaja.’’
U samom tekstu standarda ISO 26000:2010 ili SRBS ISO
26000:2011 nazna
č
eno je da se pojam ’’društvene odgovornosti’’ menja
tokom vremena i da
ć
e definicija biti podložna preispitivanju i promeni,
ako bude potrebno.
Društvena odgovornost organizacije je usko vezana sa pojmom
održivog poslovanja i ne zna
č
i samo obavezu organizacije da redovno
isporu
č
uje proizvode i usluge koji ispunjavaju zahteve standarda, zakona

122
4.
Korporativna društvena odgovornost ve
ć
društvena odgovornost.
5.
Standard po kojem se mogu davati izjave o usaglašenosti za
potrebe ugovaranja.
Realno je o
č
ekivati da
ć
e u Srbiji primena standarda SRBS ISO 26000
biti do
č
ekana u organizacijama na dva na
č
ina:
1.
Negativan na
č
in:
Samo nam je to trebalo; To su barijere zapadnih
’’mo
ć
nika’’ trgovini; Ko
ć
e to ovde da primeni; Mi za to nemamo
novac.
2.
Pozitivan stav naprednih kompanija:
Odmah nabavite standard;
Odmah da se formira trim za prou
č
avanje i razmatranje; Da li mi
društveno odgovorno postupamo po svakoj temi.
Budu
ć
nost
ć
e pokazati u kojoj meri
ć
e standard SRBS ISO
26000:2011 biti prihva
ć
en u Srbiji. Postoje optimisti
č
ka predvi
đ
anja koja
procenjuju široku primenu u velikom broju organizacija. S druge strane
pesimisti
č
ka predvi
đ
anja ne predvi
đ
aju da
ć
e biti organizacija koje
ć
e se
zainteresovati za primenu ovog standarda.
ISO 26000 obezbe
đ
uje uputstva za sve vrste organizacija, bez obzira
na njihovu veli
č
inu i mesto na kome se nalaze, u vezi sa:
1.
Pojmovima, terminima i definicijama koje se odnose na društvenu
odgovornost.
2.
Pozadinom, trendovima i karakteristikama društvene
odgovornosti.
3.
Principima i praksama koje se odnose na društvenu odgovornost.
4.
Klju
č
nim temama i pitanjima društvene odgovornosti.
5.
Integrisanjem, primenom i promovisanjem društveno odgovornog
ponašanja u okviru organizacije i, preko njene politike i prakse, u
sferi njenog uticaja.
6.
Identifikovanjem i angažovanjem interesnih strana.
7.
Saopštavanjem posve
ć
enosti, performansi i drugih informacija u
vezi sa društvenom odgovornoš
ć
u.
123
Standard ISO 26000 upu
ć
uje na sedam tema društvene odgovornosti
koje su definisane u samom standardu i prikazane na sl. 4.8. Cifre na slici
se odnose na odgovaraju
ć
e ta
č
ke standarda.
Sl. 4.8. Društvena odgovornost – sedam klju
č
nih tema
U tabeli 4.1 dat je pregled standarda ISO 26000, a u tabeli 4.3
prikazane su klju
č
ne teme i pitanja društvene odgovornosti koje
proizilaze iz standarda ISO 26000.

125
Tabela 4.3. Klju
č
ne teme i pitanja društvene odgovornosi iz ISO 26000
Klju
č
ne teme i pitanja
Veze sa podta
č
kama
Klju
č
na tema: Upravljanje organizacijom
6.2
Klju
č
na tema: Ljudska prava
6.3
Pitanje 1.
Procena stanja
6.3.3
Pitanje 2.
Rizici u vezi sa ljudskim pravima
6.3.4
Pitanje 3.
Izbegavanje sau
č
esništva
6.3.5.
Pitanje 4.
Rešavanje žalbi
6.3.6
Pitanje 5.
Diskriminacija i osetljive grupe
6.3.7.
Pitanje 6.
Gradjanska i politi
č
ka prava
6.3.8.
Pitanje 7.
Ekonomska i socijalna prava i prava koja se odnose na kulturu
6.3.9.
Pitanje 8.
Osnovni principi i prava u vezi sa radom
6.3.10
.
Klju
č
na tema: radna praksa
6.4.
Pitanje 1.
Zaposlenje i radni odnosi
6.4.3
Pitanje 2.
Uslovi rada i socijalna zaštita
6.4.4.
Pitanje 3
Socijalni dijalog
6.4.5.
Pitanje 4.
Zdravlje i bezbednost na radu
6.4.6.
Pitanje 5.
Razvoj ljudi i obuka na radnom mestu
6.4,7
Klju
č
na tema : Životna sredina
6.5
Pitanje 1.
Prevencija zagadjenja
6.5.3.
Pitanje 2.
Održivo koriš
ć
enje resursa
6.5.4.
Pitanje 3.
Ublažavanje klimatskih promena i adaptacija
6.5.5.
Pitanje 4.
Zaštita životne sredine, bidivderzitet i obnova prirodnih staništa
6.5..6.
Klju
č
na tema: Fer poslovna praksa
6.6.
Pitanje 1.
Borba protiv korupcije
6.6.3.
Pitanje 2.
Odgovorno politi
č
ko u
č
eš
ć
e 6.6.4.
Pitanje 3.
Zdrava konkurencija
6.6.5.
Pitanje 4.
Promovisanje društvene odgovornosti u lancu vrednosti
6.6.6.
Pitanje 5.
Poštovanje svojinskih prava
6.6.7.
126
Klju
č
na tema: Pitanja koja se ti
č
u potroša
č
a
6.7.
Pitanje 1.
Fer marketing, nepristrasno informisanje i informacije zasnovane
na
č
injenicama i fer prakse ugovaranja
6.7.3.
Pitanje 2.
Zaštita zdravlja i bezbednost potroša
č
a 6.7.4.
Pitanje 3.
Održavanje potroša
č
a
6.7.5.
Pitanje 4.
Upustva za potroša
č
e, podrška i rešavanje žalbi i sporova
6.7.6.
Pitanje 5.
Zaštita i privatnost podataka potroša
č
a 6.7.7.
Pitanje 6.
Pristup osnovnim uslugama
6.7.8.
Pitanje 7.
Obrazovanje i svest
6.7.9.
Klju
č
na tema: Uklju
č
ivanje u zajednicu i njen razvoj
6.8.
Pitanje 1.
Uklju
č
ivanje u zajednicu
6.8.3.
Pitanje 2.
Obrazovanje i kultura
6.8.4.
Pitanje 3.
Otvaranje novih radnih mesta i razvoj bveština
6.8.4.
Pitanje 4.
Razvoj i pristup tehnologiji
6.8.5.
Pitanje 5.
Bogastvo i stvaranje prihoda
6.8.6.
Pitanje 6.
Zdravlje
6.8.8.
Pitanje 7.
Ulaganje u društvo
6.8.9.
Na sl. 4.9. dat je grafi
č
ki prikaz veza me
đ
u raztli
č
itim ta
č
kama
standarda ISO 26000 i ima za cilj da pomogne organizacijama u
razumevanju ovih veza u struktuiranju elemenata društvene odgovornosti
u svojoj organizaciji.

128
U postupku primene standarda ISO 26000 preporu
č
uje se
organizacijama da nakon razmatranja karakteristika društvene
odgovornosti i njene povezanosti sa održivim razvojem (ta
č
ka 3),
preporu
č
uje se da organizacija razmotri principe društvene odgovornosti
koji su opisani u ta
č
ki 4. Prilikom sprovo
đ
enja društveno odgovornog
ponašanja, organizacije treba da poštuju i imaju u vidu te principe, ali i
principe koji su svojstveni svakoj od klju
č
nih tema, ta
č
ka 6.
Pre analiziranja klju
č
nih tema i pitanja društvene odgovornosti, kao i
svih povezanih mera i o
č
ekivanja, ta
č
ka 6, organizacija treba da razmotri
dve osnovne prakse društvene odgovornosti: prepoznavanje sopstvene
društvene odgovornosti u okviru svoje sfere uticaja i identifikovanje i
angažovanje interesnih strana, ta
č
ka 5. Nakon što razume ove principe i
utvrdi klju
č
ne teme i zna
č
ajna pitanja društvene odgovornosti,
organizacija treba da teži da kroz svoje odluke i aktivnosti integriše
društvenu odgovornost koriste
ć
i upustvo dato u ta
č
ki 7. To podrazumeva
prakse kao što su: integrisanje društvene odgovornosti u sopstvenu
politiku, organizacionu kulturu, strategije i delatnosti; izgradnja interne
koimpetentnosti u pogledu društvene odgovornosti; interna i eksterna
komunikacija o društvenoj odgovornosti i redovno preispitivanje mera i
praksi koje se odnose na društvenu odgovornost.
Dalja upustva o klju
č
nim temama i praksama integrisanja društvene
odgovornosti dostupna su iz autorizovanih izvora (bibliografija) i iz
razli
č
itih dobrovoljnih inicijativa i alata. Neki opšti primeri prikazani su u
prilogu A ovog standarda. Kada su u pitanju pristup i sprovo
đ
enje
društvene odgovornosti, sveobuhvatan cilj svake organizacije treba da
bude maksimalno pove
ć
anje sopstvenog doprinosa održivom razvoju.
Pored navedenih standarda, prisutni su po
đ
ednako važni i standardi
ISO 27001:2005 koji se odnosi na upravljanje zaštitom informacija i ISO
31000 koji se odnosi na upravljanje rizicima : Ovi specifi
č
ni standardi
koji spadaju u menadžment standarde integrativno se mogu povezati u
jedinstveni integrisani sistem upravljanja – IMS koji istovremeno
obuhvata: ISO 9001; ISO 14001; OHSAS: 18001; ISO 22000; ISO 27001
i ISO 31000. Ako se ovom sveobuhvatnonm IMS-u koji se može
jedinstveno sertifikovati doda i ISO 26000 koji se ne sertifikuje, dobijamo
sistem sa kojim organizacija ne može da propadne pod uslovom da je
menadžment sposoban da upravlja ovim sistemom. Šanse su ve
ć
e ukoliko
129
je menadžment sposoban da realizuje osnovnu poruku japanskog stila
upravljanja:
’’going to the Gemba’’
.
Detalji strukture i primene standarda ISO 27001:2005 bi
ć
e obra
đ
ene
u okviru predmeta Menadžment informacionih sistema, a standarda ISO
31000 u okviru predmeta Upravljanje rizikom.
Kompletan tekst svih standarda serije ISO može se poru
č
iti u orginalu
preko internet stranice:
www.iso.org
ili prevod na srpskom jeziku na
www.iso.org./isomembers.

131
5. SISTEM UPRAVLJANJA KVALITETOM
- QMS
Sve do skoro problemi kvaliteta su rešavani na mestima na kojima se
otkriju, a ne na mestima gde su nastali. Merenje i inspekcija su dobri
alati za otkrivanje problema, ali samo uspešan Sistem upravljanja
kvalitetom (QMS- Quality Management System) može da garantuje
obezbe
đ
enje kvaliteta koriš
ć
enjem preventivnog pristupa.
Problemi se moraju rešavati na mestima na kojima se stvaraju i
uzrok problemu mora biti definisan i uklonjen kako bi se spre
č
ilo
ponavljanje. Korektivna mera ne treba da se odnosi samo na rešavanje
problema, ve
ć
i na mogu
ć
nost ponavljanja problema unutar istog ili
drugih delova sistema. Ovo je mogu
ć
e ukoliko se kvalitet shvata kao
rezultat celog sistema (menadžmenta, nabavke, projektovanja, ljudskih
resursa i ostalih funkcija u poslovnom sistemu koje uti
č
u na kvalitet).
Ovo je ideja QMS-a, glavnog oru
đ
a za unapre
đ
enje ukupnih
performansi i obezbe
đ
enje zadovoljstva klijenata i stalnog unapre
đ
enja.
Postoji niz faktora koji uti
č
u na odluku organizacije da razvije i
implementira QMS.
Glavni razlozi
su zahtev korisnika i shvatanje da
interne aktivnosti nisu efektivno kontrolisane. Mnoge kompanije su
isporu
č
ioci drugim kompanijama i performanse njihovih proizvoda
ć
e
uticati na proizvode organizacija kojima su isporu
č
ioci. Niko ne planira
da proizvodi pokvaren proizvod, obzirom da je to poslovno
nedopustivo. Prirodna potreba isporu
č
ioca je da zadovolji potrebe
klijenata i proizvede ono što klijent traži. Ipak, to nije uvek uspešno,
dešavaju se greške.
Koncept QMS-a je da obezbedi kontrolu za
smanjenje rizika za pojavu problema i da rešava probleme na
kontrolisan na
č
in, koji bi spre
č
io da. se oni ponove, kao i da postigne
zadovoljstvo klijenata i stalno unapre
đ
enje.
Interna i odbijanja od strane klijenata su rezultat slabe kontrole i
nedostatka efektivnog sistema. To može rezultirati veoma velikim
gubitkom. Svaki loš pojedina
č
ni deo proizvoda/usluge je gubitak novca
na više na
č
ina: cena sirovina, mašina i rada, gubitak izlaza iz procesa,
potreba za prepravkama ili izmenama, cena ponovne inspekcije,
nezadovoljstvo klijenta. Nešto od ovoga je interno, ali ako neusaglašen
proizvod stigne do klijenta, postoje i dodatni troškovi: transport i
132
povla
č
enje proizvoda, vreme koje se potroši u rešavanju reklamacija. U
slu
č
aju zna
č
ajnog problema, može postojati zahtev za nadoknadom zbog
kašnjenja itd. I ovo je po sebi loše, ali može biti i ozbiljnije: nizak nivo
zadovoljstva klijenata i mogu
ć
nost da se izgube budu
ć
i poslovi.
Cilj
QMS-a
je da minimizuje ili spre
č
i ove probleme i obezbedi osnovu
za obezbe
đ
enje proizvoda klijentu, koji je usaglašen ili prevazilazi
njihove zahteve.
Organizacija treba da prihvati važnost QMS-a. Menadžment mora da
pokaže svoju kompletnu predanost kvalitetu. Menadžment mora da vodi
primerom. Ograni
č
ena podrška od strane menadžmenta
ć
e rezultirati
kolapsom sistema.
Kao zaklju
č
ak, efektivan QMS treba da ima:
Jasno definisane odgovornosti i ovlaš
ć
enja
Dokumentovane procedure, radna uputstva, i kontrole na mestima
upotrebe
Adekvatne resurse
Vidljive performanse procesa uklju
č
uju
ć
i kontrolu
Na
č
ine obezbe
đ
ivanja prikaza efektivnosti sistema, uklju
č
uju
ć
i,
ali ne ograni
č
avaju
ć
i na provere i druge oblike verifikacije
5.1. OSNOVE KVALITETA I PROAKTIVNI
PRISTUP QMS-U
Dok je glavni razlog za funkcionisanje sistema obezbe
đ
ivanje
troškovno efikasne kontrole aktivnosti unutar kompanije, drugi direktni
razlog postoji za obezbe
đ
ivanje sigurnosti klijentima da
ć
e proizvod
ispuniti i nastaviti da ispunjava njihove potrebe i o
č
ekivanja, rezultuju
ć
i
zadovoljstvom klijenata.
Uspešan biznis zavisi od visokog kvaliteta proizvoda i usluga. Ovo
je važna alatka prodaje i time se kreira solidna veza izme
đ
u kompanije i
njenih klijenata. Ipak, i najbolji sistem još uvek zavisi od svojih
isporu
č
ilaca. lako sistem može da prevencijom obezbedi da out-of-
spec isporu
č
ioci postanu deo sistema, ne može do kraja da obezbedi da
isporu
č
ioci budu dostupni kada su potrebni. Nedostatak sirovina i

134
pove
ć
ati i unapre
đ
enjem kvaliteta, što doprinosi dodatnim uštedama i
stalnom unapre
đ
enju.
U cenu kvaliteta uklju
č
eni su slede
ć
i elementi:
Procena
-
cena evaluacije aktivnosti kvaliteta.
Škart
- odba
č
eni proizvodi i proizvodi koji zahtevaju doradu
mogu zna
č
ajno podi
ć
i cenu pr oizvodnje . Isto tak o, ukoliko se
zbog p revel ikog škart a ne po štuju ugovoreni rokovi, ili se
isporu
č
uju neispravni proizvodi, proizvo
đ
a
č
i mogu ostati bez
kupaca.
Garancije
- sa porastom broja reklamacija, ili broja
popravki defektnih proizvoda, raste i cena proizvodnje.
Prevencija
- ne samo da treba da smanji cenu sprovo
đ
enja
preventivnih mera, ve
ć
mora i da smanji deo cene koji pokriva
škart i garancije.
5.3. SISTEM BAZIRAN NA PRINCIPIMA MENADŽMENTA
Princip menadžmenta kvalitetom je obuhvatno i
fundamentalno pravilo ili uverenje za vo
đ
enje i funkcionisanje
organizacije, dugoro
č
no usmerene ka stalnom unapredenju
performansi fokusiranjem na kupca i zadovoljenjem potreba svih
ostalih interesnih strana.
Sa porastom globalne konkurencije menadžment kvalitetom postaje
veoma važan za liderstvo i menadžment svih organizacija. Principi
menadžmenta kvalitetom se odnose na sve grupe korisnika i mogu biti
inkroporirani u nova ili postoje
ć
a dokumenta da bi zadovoljili potrebe
svih interesnih strana.
Predstavljanjem slede
ć
ih osam menadžment principa kvaliteta,
organizacije stvaraju dobrobit za korisnike, vlasnike, zaposlene,
isporu
č
ioce, lokalnu zajednicu i društvo u celini.
Princip 1 - Organizacija okrenuta kupcu
: "Organizacije zavise
od svojih kupaca i stoga moraju razumeti trenutne i budu
ć
e potrebe
135
kupaca, zadovoljiti zahteve kupaca i težiti da prevazidu o
č
ekivanja
kupaca".
Primena principa organizacije okrenutu kupcu dovodi do slede
ć
ih
mera:
-
razumevanje spektra potreba i o
č
ekivanja kupaca za
proizvodima, isporukom, cenom, zavisnoš
ć
u, i dr.;
-
uskla
đ
ivanje ravnoteže potreba i o
č
ekivanja kupaca i ostalih
interesnih strana (vlasnika, zaposlenih, dobavlja
č
a, lokalne
zajednice, društva);
-
upoznavanje svih organizacionih struktura sa potrebama i
o
č
ekivanjima kupaca; merenje zadovoljstva kupaca i reagovanje
u skladu sa tim merama;
-
upravljanje odnosima sa kupcima.
Dobrobiti od primene ovog principa su:
za formulisanje politike i strategije:
razumevanje potreba
kupaca i ostalih interesnih strana;
za postavljanje ciljeva:
osiguravanje da su ciljevi direktno
vezani sa potrebama i o
č
ekivanjima kupaca;
za operativno rukovodstvo:
unapre
đ
enje poslovanja
organizacije u cilju zadovoljenja zahteva kupaca;
za upravljanje ljudskim resursima:
osiguravanje da zaposleni
imaju znanja i veštine potrebne da se zadovolje kupci.
Princip 2 - Liderstvo
: "Vo
đ
e uspostavljaju jedinstvo namera i
usmerenja organizacije. Oni treba da stvore i održavaju radno okruženje u
kojoj
ć
e ljudi biti potpuno uklju
č
eni u ostvarenje ciljeva organizacije".
Primena principa liderstva dovodi do slede
ć
ih mera:
-
proaktivnost i lideri kao primeri;
-
razumevanje i reagovanje na promene u spoljnom okruženju;
-
uzimanje u obzir potreba svih interesnih strana (kupaca,
vlasnika, zaposlenih, isporu
č
ilaca, društva u celini);
-
uspostavljanje jasne vizije budu
ć
nosti organizacije;
-
uspostavljanje moralnih vrednosti širom organizacije;
-
izgradnja poverenja, otklanjanje straha i motivisanje;

137
za formulisanje politike i strategije:
ljudi efektivno
doprinose unapre
đ
enju politike i strategije;
za postavljanje ciljeva:
ljudi dele vlasništvo nad ciljevima
organizacije;
za operativno rukovodstvo:
ljudi su uklju
č
eni u odgovaraju
ć
e
odluke i unapre
đ
enje procesa;
za upravljanje ljudskim resursima:
ljudi zadovoljni svojim
poslom i aktivno uklju
č
eni u svoj li
č
ni rast i razvoj, za dobrobit
organizacije.
Princip 4 - Procesni pristup:
"Željeni rezultat se efikasnije postiže
kada se resursima i aktivnostima upravlja kao sa procesom"
Primena principa procesnog pristupa dovodi do slede
ć
ih mera:
-
definisanje procesa u cilju ostvarenja željenog cilja;
-
identifikovanje i merenje ulaza i izlaza procesa;
-
identifikovanje veza procesa sa ostalim funkcijama u
organizaciji;
-
evaluacija mogu
ć
ih rizika i posledica procesa na kupce i ostale
interesne strane;
-
uspostavljanje jasne odgovornosti i ovlaš
ć
enja za upravljanje
procesom;
-
identifikovanje internih i eksternih kupaca i ostalih interesnih
strana u procesu;
-
identifikovanje koraka, aktivnosti, tokova, kontrole merenja,
obuke, opreme, metoda, informacija, materijala i ostalih resursa
neophodnih za proces.
Dobrobiti od primene ovog principa su:
za formulisanje politike i strategije: koriš
ć
enje definisanih
procesa u organizaciji dovodi do predvidivih rezultata, boljeg
koriš
ć
enja resursa, kra
ć
ih ciklusa i nižih troškova;
za postavljanje ciljeva: razumevanje sposobnosti procesa
omogu
ć
uje definisanje izazovnih ciljeva;
za operativno rukovodstvo: prihvatanje procesnog pristupa
rezultuje nižim troškovima, prevencijom grešaka, kontrolom
odstupanja i predvidivim izlazima;
138
za upravljanje ljudskim resursima: uspostavljanje efikasnijih
procesa kao što je zapošljavanje, obrazovanje i obu
č
avanje
obezbe
đ
uju uskla
đ
ivanje ovih procesa sa potrebama organizacije
i proizvodi bolji radni ambijent.
Princip 5 - Sistemski pristup upravljanju:
"Identifikovanje,
razumevanje i upravljanje sistemom koji
č
ini vise povezanih procesa za
dati cilj unapre
đ
uje efektivnost i efikasnost organizacije".
Primena principa sistemskog pristupa upravljanju dovodi do:
-
definisanja sistema identifikovanjem ili razvojem procesa koji
uti
č
u na dati cilj;
-
strukturiranja sistema da zadovolji cilj na najefikasniji na
č
in;
-
razumevanja me
đ
uzavisnosti izme
đ
u procesa u sistemu;
-
stalnog unapre
đ
enja sistema kroz merenje i evaluaciju.
Dobrobiti od primene ovog principa su:
za formulisanje politike i strategije:
stvaranje jasnih i
izazovnih planova koji povezuju funkcionalne i procesne ulaze;
za postavljanje ciljeva:
pojedina
č
ni ciljevi se naslanjaju na
klju
č
ne ciljeve;
za operativno rukovodstvo:
širi uvid u efektivnost
procesa dovodi do razumevanja uzroka problema i
pravovremene mere za unapre
đ
enje;
za upravljanje ljudskim resursima:
obezbe
đ
uje se bolje
razumevanje uloga i odgovornosti za dostizanje ciljeva kroz
smanjenje funkcionalnih ograni
č
enja i unapre
đ
enja timskog
rada.
Princip 6 - Stalno unapre
đ
enje:
"Stalno unapre
đ
enje mora biti trajni
cilj organizacije". Primena principa stalnog unapre
đ
enja dovodi do
slede
ć
ih mera:
-
cilj svakog zaposlenog je stalno unapre
đ
enje proizvoda,
procesa i sistema;
-
primena osnovnih koncepata unapre
đ
enja;

140
za formulisanje politike i strategije:
strategije bazirane
na relevantnim podacima i informacijama su daleko realnije;
za postavljanje ciljeva:
koriš
ć
enje relevantnih komparativnih
podataka i informacija za postavljanje realnih i izazovnih ciljeva;
za operativno rukovodstvo:
podaci i informacije su bazirane
na razumevanju procesa i sistema i vode ka unapre
đ
enju i
spre
č
avanju budu
ć
ih problema;
za upravljanje ljudskim resursima:
analiza podataka i
informacija od izvora kao što su ljudi, istraživanja njihovih
predloga, dovodi do formulisanja politike ljudskih resursa.
Princip 8 - Obostrano koristan odnos sa isporu
č
iocima:
"Organizacija i njeni isporu
č
ioci su me
đ
uzavisni i obostrano koristan
odnos proširuje mogu
ć
nost da obe strane stvore vrednost".
Primena principa obostrano korisnog odnosa sa isporu
č
iocima dovodi
do slede
ć
ih mera:
-
identifikovanje i izbor klju
č
nih isporu
č
ilaca;
-
uspostavljanje odnosa sa isporu
č
iocima;
-
stvaranje
č
istih i otvorenih komunikacija;
-
iniciranje zajedni
č
kog razvoja i unapre
đ
enja procesa i
proizvoda;
-
zajedni
č
ko razumevanje potreba kupaca;
-
deljenje informacija i budu
ć
ih planova;
-
prepoznavanje unapre
đ
enja i dostignu
ć
a dobavlja
č
a.
Dobrobiti od primene ovog principa su:
za formulisanje politike i strategije:
stvaranje konkurentske
prednosti kroz stvaranje strateških veza i partnerstava sa
isporu
č
iocima;
za postavljanje ciljeva:
uspostavljanje izazovnijih ciljeva ranim
angažovanjem i uklju
č
ivanjem isporu
č
ioca;
za operativno rukovodstvo:
stvaranje i upravljanje odnosa sa
isporu
č
iocima da se osigura pouzdano, ta
č
na i usaglašena
isporuka;
za upravljanje
ljudskim
resursima:
razvoj i upošljavanje
kapaciteta isporu
č
ioca kroz obuku isporu
č
ioca i zajedni
č
ke
napore u cilju unapredenja.
141
5.4. PROCESNI MODEL
Svaka aktivnost ili set aktivnosti koja koristi resurse da bi
transformisala ulaze u izlaze može se smatrati procesom. Postoje dve
osnovne vrste procesa:
proces realizacije proizvoda i proces
administriranja.
Funkcionisanje organizacije zavisi od velikog broja me
đ
uzavisnih
procesa. Sistematska identifikacija, interakcija i upravljanje procesima
unutar organizacije je ono na šta se odnos "procesni model".
Iako procesni model nije novost, ISO 9001-2000 naglašava
važnost i vrednost procesnog model u sistemu upravljanja kvalitetom.
Zapravo,
prema zahtevu 4.1 ISO 9001:2008 standarda, procesni
model je obavezan
. Procesni model omogu
ć
uje i olakšava sposobnost
organizacije da identifikuje razume i kontroliše svoje aktivnosti i njihovu
me
đ
uzavisnost, sl. 5.1.
Sl. 5.1.
Koncept procesa
Ulaz, kontrola (procedure, radna uputstva, crteži i ostalo), i/ili izlaz
može biti opipljiv ili neopipljiv. Sistem merenja se može koristiti da bi se
obezbedile informacije za analizu performansi procesa i/ili ulaz i izlaz
karakteristika procesa. Procesi se mogu kombinovati u mrežu koja
zajedno postiže planirani cilj, sl. 5.2.

143
QMS zahteva koordinaciju i kompatibilnost svojih procesa, kao i
definisanje njihovih okvira. Da bi se razjasnili okviri i odgovornosti, a i
obezbedilo stalno unapre
đ
enje, potrebno je obezbediti odgovornosti za
upravljanje svakim procesom, sl. 5.3.
Planiraj - Uradi - Proveri - Reaguj (The Plan – Do – Check – Act –
PDCA) ciklus objašnjava veze me
đ
u procesima kao što je traženo u
zahtevu 4 do 8 standarda ISO 9001:2008. PDCA ciklus pokazuje da
klijenti/kupci imaju zna
č
ajnu ulogu u definisanju ulaznih zahteva.
Pra
ć
enje zadovoljstva kupaca/klijenata zahteva evaluaciju podataka koji
pokazuju kup
č
evu percepciju kako organizacija zadovoljava njihove
zahteve. PDCA se može objasniti na slede
ć
i na
č
in:
Planiraj:
Utvr
đ
ivanje ciljeva i procesa neophodnih da bi se
obezbedili rezultati koji zadovoljavaju zahteve kupaca
i politiku organizacije.
Uradi:
Implementiranje procesa.
Proveri:
Pra
ć
enje i merenje procesa i proizvoda u odnosu na
politiku kvaliteta i postavljene ciljeve, zahteve
proizvoda i rezultate izveštaja.
Reaguj:
Preduzimanje akcija na stalnom unapre
đ
enju
performansi procesa
Sl.5. 3.
Procesni pristup
KLJU
Č
Odgovor nost
Informacija
144
5.5. ORGANIZACIJA OKRENUTA
KUPCU/KLIJENTU
Fokus na klijentu je ono što se prožima kroz novu verziju
standarda. Nova verzija standarda i dalje naglašava ispunjenje zahteva,
ali sa ciljem da se postigne zadovoljstvo klijenta. Ovo predstavlja
glavnu promenu u filozofiji, na osnovu koje je standard baziran.
ISO 9001-2000 naglašava zadovoljstvo kupca kroz zadovoljavanje
zahteva klijenata. Ovo se realizuje kroz slede
ć
e korake:
Definisanje zahteva kupaca/klijenata (za proizvod/uslugu) za
dostupnoš
ć
u, isporukom, prate
ć
im uslugama, specifikacijama i
zahtevima za performansama.
Odre
đ
ivanje zahteva kupaca koji su rezultat obavezanosti kao
što su ugovori, zakoni ili statuti/pravilnici.
Sprovo
đ
enje preispitivanja zahteva kupaca pre nego se
organizacija obaveže da
ć
e obezbediti proizvod/uslugu.
Preispitivanja treba da obezbede da su zahtevi definisani,
dokumentovani ili druga
č
ije potvr
đ
eni, da su sve razlike
razrešene i da organizacija ima mogu
ć
nost da ih ispuni.
Č
uvanje zapisa sa preispitivanja i aktivnosti koje slede.
Kada se menjaju zahtevi kupca za proizvodom/uslugom,
organizacija mora da promeni odgovaraju
ć
a dokumenta i
obavesti odgovaraju
ć
a lica.
Utvrditi kanale komunikacije za prijem i slanje informacija od i
do kupca/klijenta. Informacije su u vezi sa: podacima o
proizvodu, zahtevima, ugovorima, narudžbinama, dodacima i
povratnoj informaciji od klijenta/kupca.
Preispitivanje i evaluacija svega implementiranog, ali ne i
specifi
č
nih zahteva i potreba samih kupaca. Tamo gde je
mogu
ć
e, potrebno je zadovoljavati ove potrebe tako da se
postiže ve
ć
e zadovoljstvo kupaca i unapredi položaj
organizacije u tržišnoj ekonomiji.

146
Integracija
klju
č
na re
č
, a integrisani sistemi menadžmenta
najbolji menadžment pristup za istovremeno oduševljenje kupca,
restruktuiranje organizacije, sniženje troškova, pove
ć
anje produktivnosti i
profita i dugoro
č
an održivi razvoj organizacije. Može se re
ć
i da
integrisani sistemi menadžmenta predstavljaju
na
č
in za efektivno i
efikasno
upravljanje organizacijom. Od integracije se o
č
ekuje da se od
razli
č
itih standarda za sisteme menadžmenta dobiju širi, obuhvatniji i
snažniji integrisani sistemi menadžmenta kojima se na efikasniji i
efektivniji na
č
in upravlja organizacijom.
Integrisani sistemi menadžmenta mogu se definisati kao sistem
menadžmenta koji integriše sve elemente poslovanja u jedan
koherentan sistem, tako da omogu
ć
uje ostvarivanje svrhe, misije i
vizije odre
đ
ene organizacije.
Postavlja se pitanje
da li treba integrisati sisteme menadžmenta
.
Izdvojeni sistemi upravljanja imaju
prednost
u tome što daju zaokružen
sistem u potpunosti prilago
đ
en aktivnostima kojima se upravlja. Sa druge
strane, to sa sobom
nosi rizik
da u pojedinim rešenjima u sistemu
upravljanja budu nepotrebne razlike u praksi, što u zna
č
ajnoj meri može
da oteža ukupno upravljanje organizacijom. Najve
ć
a opasnost u ovom
prilazu upravljanju je u postojanju mogu
ć
nosti da pojedina rešenja u
razli
č
itim sistemima budu me
đ
usobno suprotstavljena,
č
ime se stvaraju
smetnje u svakodnevnom radu. Sa druge strane, integrisani sistemi
upravljanja nude harmonizaciju ukupnog upravljanja, ali mogu nositi i
rizik prevelikog uopštavanja rešenja, pri
č
emu je mogu
ć
e da do
đ
e do
zanemarivanja bitnih karakteristika nekih aspekata celokupne aktivnosti/
procesa organizacije. Da bi se to izbeglo mora se pri integrisanju
sistema upravljanja sa
č
uvati deo specifi
č
nih rešenja iz svakog sistema
pojedina
č
no, a da se pri tome ne ide u krajnost da se sve proglasi
‘specifi
č
nim’. Uopšteno, preporu
č
uje se da se, umesto pokušaja da se
ispune pojedina
č
ni zahtevi, izvrši ‘povezivanje’ zahteva i konkretna
implementacija na osnovu procesnog modela.
Postoji nekoliko dobrih razloga za integrisanje sistema menadžmenta :
- smanjenje dupliranja, što zna
č
i i troškova,
- smanjenje rizika i pove
ć
anje profitabilnosti,
- balansiranje konfliktnih ciljeva,
- eliminisanje konfliktnih odgovornosti i me
đ
usobnih veza,
147
- stavljanje fokusa na ciljeve poslovanja,
- formalizovanje nezvani
č
nih sistema,
- harmonizacija i optimizacija prakse,
- stvaranje konzistentnosti,
- poboljšavanje komunikacije i
- olakšavanje obuke i razvoja.
Ako organizacija ima sertifikovan QMS, integrisani sistemi
menadžmenta se mogu nadograditi dodavanjem potrebnih procesa u vezi
zdravlja, bezbednosti, zaštite životne sredine i drugih zahteva standarda
za sisteme menadžmenta. To je sistem menadžmenta koji integriše sve
elemente od uticaja na rezultate poslovanja u jedan koherentan (povezan,
usaglašen) sistem, odnosno integriše upravlja
č
ke sisteme usmerene na
kvalitet, zaštitu životne sredine, zdravlje, bezbednost itd. Uslov za to je
da se integrišu i procesi odnosno dokumenta koja ih opisuju.
Svi sistemi treba da dele slede
ć
e procese :
-
razvoj i upravljanje dokumentima,
-
obuka,
-
interne provere,
-
preispitivanje od strane rukovodstva i
-
preventivne i korektivne mere.
U samom procesu integrisanja menadžment sistema razmatra se
slede
ć
e:
-
Stepen do kog treba da postoji integrisanost.
-
Politi
č
ka i kulturna situacija u kompaniji.
-
Potrebni nivoi kompetentnosti.
-
Zakonski i drugi zahtevi.
-
Jasni ciljevi za projekat integracije.
Baza integracije sistema menadžmenta
su osam principa QMS-a
koji su tako
đ
e osnovni principi i ostalih sistema menadžmenta: EMS-a,
OHSAS-a i drugih. Ovi principi su: 1. okrenutost korisnicima i
zainteresovanim stranama, 2. liderstvo, 3. uklju
č
enost zaposlenih, 4.
sistemski pristup, 5. procesni pristup, 6. stalna poboljšavanja,

149
Integracija sistema menadžmenta omogu
ć
uje efektivnije
odvijanje dnevnih operacija bez uklju
č
ivanja najvišeg
rukovodstva, ostavljaju
ć
i mu vremena za strateške aktivnosti.
Adaptacija osnovnog menadžment sisitema prema razli
č
itim
standardima je efikasnija i jeftinija od izgradnje i primene
pojedina
č
nih menadžment sistema.
Integrisani sistem menadžmenta sa više fokusa efikasniji je
od više parcijalnih sistema menadžment sa po jednim fokusom.
Efektivnije je upravljanje integrisanim ciljevima koji imaju više
aspekata od upravljanja ciljevima pojedina
č
nih sistema
menadžmenta.
Primena i održavanje sistema kroz integrisana ispitivanja,
verifikacije, preispitivanja i valorizacije štedi vreme i novac.
Efikasniji jedinstveni proces poboljšanja sa više aspekata nego
više odvojenih procesa poboljšanja.
Jeftiniji i efektivniji reinženjering procesa koji sadrži više
aspekata od višestrukih reinženjeringa sa odre
đ
enog aspekta.
Jeftiniji i efektivniji interni audit i priprema za sertifikaciju
integrisanih sistema menadžmenta od pojedina
č
nih za svaki
sistem menadžmenta.
Sticanje poverenja kod kupaca i pozitivan imidž na tržištu i u
društvu.
Integrisani sistem obezbe
đ
uje ve
ć
i nivo menadžment kontrole
nego kada je uspostavljen menadžment više razli
č
itih sistema.
Optimizacija prioriteta, kada je jedan predstavnik rukovodstva
fokusiran i zadužen za integrisane sisteme menadžmenta u
150
odnosu na više osoba zaduženih za razli
č
ite sisteme koji imaju
svoje fokuse i prioritete.
Bolje prihvatanje od strane zaposlenih, manji me
đ
ufunkcionalni
konflikti i ve
ć
a motivacija zbog postavljenih ciljeva zadovoljstva
svih zainteresovanih strana.
Jedinstveni program obuka za integrisane sisteme menadžmenta
štedi novac i vreme i ujedno smanjuje pojavu konfuzije kod
zaposlenih usled poruka iz odvojenih obuka za razli
č
ite sisteme.
U uputstvu BS PAS 99 navode se koristi za koje se o
č
ekuju da
ć
e ih organizacija ostvariti prilikom spajanja zajedni
č
kih zahteva iz svih
standarda sistema menadžmenta.
Ove koristi podrazumevaju :
Više zahteva u standardima je zajedni
č
ko i mogu se prakti
č
no
uskladiti pod jednim generi
č
kim sistemom menadžmenta, kao što je
prikazano na slici 6.2. Sledi da smanjeno ponavljanje, do koga dolazi pri
kombinovanju dva ili više sistema, može znatno da umanji i ukupnu
veli
č
inu sistema menadžmenta i poboljša njegovu efikasnost i
efektivnost. Ova slika pokazuje da ako se zahtevi razli
č
itih sistema
menadžmenta mogu tako grupisati da se suštinski zahtevi zajedni
č
ki
razmatraju, mogu
ć
e je ostvariti integrisanje sistema do nivoa koji
najviše odgovara organizaciji uz minimalno dupliranje.

152
Sl. 6.3.
Važni elementi svakoga od sistema menadžmenta
Šest navedenih zajedni
č
kih zahteva treba posmatrati saglasno sa
Plan, Do, Check, Act
ciklusom, koji je jedinstven za sve sisteme
menadžmenta. Slika 6.4. ilustruje kako
PDCA
u kombinaciji sa
zajedni
č
kim zahtevima daje opštu strukturu sistema menadžmenta.
153
Sl. 6.4.
Ilustracija kako kombinovanje PDCA i zajedni
č
kih zahteva
daje okvirnu strukturu sistema menadžmenta
Neke od prepreka na putu integracije mogu biti:
-
Percepcija:
Da li dobar menadžer zaštite životne
sredine/kvaliteta/H&S može da spre
č
i put IMS?
-
Strah:
Da li je pametno za ovu veli
č
inu organizacije?
-
Preteško:
Zvu
č
i fantasti
č
no, Miko, ali…
-
Manjak kontrole:
Dobar pokušaj, Miko, ali ja sam proveo
poslednjih 5 godina ub
đ
uju
ć
i sve da poštuju Q/E/H&S procedure
– moram da držim fokus, ne da ga slabimo!

155
Sistemi se baziraju na procesnom pristupu uz identifikaciju svih
procesa koji su neophodni za upravljanje kvalitetom, zaštitom životne
sredine i zaštitom zdravlja i bezbednoš
ć
u na radu.
Kao osnova za integraciju sistema menadžmenta kvalitetom,
sistema bezbednoš
ć
u na radu poslužio je procesni model (slika
6.5.), kao najprirodnija osnova za to.
Definisanje procesa vrši se sa stanovišta: (1) vlasnika; (2)
ciljeva procesa; (3) granica procesa; (4) ulaza, odnosno dobavlja
č
a
procesa; (5) izlaza, odnosno kupaca procesa i (6) klju
č
nih indikatora
uspešnosti procesa. Ove odrednice procesa, zajedno sa relevantnim
dokumentima, sadržane su u identifikacionim kartama procesa.
Upravljanje procesima, od identifikacije, preko pra
ć
enja i
preispitivanja do poboljšavanja definisano je posebnom procedurom.
Upravljanje procesima uz prethodno obezbe
đ
enje potrebnih resursa i
informacija iz okruženja treba da pruži puni doprinos ostvarenju
misije i strateških ciljeva korporacije i svih njenih zavisnih entiteta.
Me
đ
u procesima, koji su identifikovani u Katalozima procesa kod
entiteta sa sertifikovanim menadžment sistemima, se vrši izbor
prioritetnih i kriti
č
nih pomo
ć
u posebne metodologije, a
č
ijem se
pra
ć
enju, preispitivanju i poboljšavanju posv
ć
uje posebna pažnja jer
od njih najviše zavisi efektivnost integrisanih menadžment sistema,
odnosno ostvarenje ciljeva i planova IMS-a. U priru
č
nicima
pojedinih entiteta, pored Kataloga procesa, navodi se mreža procesa,
kao grafi
č
ka interpretacija veza izme
đ
u njih.
6.2. PRIMENA PROCESNOG PRISTUPA
Efikasno upravljanje kvalitetom poslovnih entiteta, procesa i
proizvoda, što je primarni cilj programa za uvo
đ
enje sistema
kvaliteta, ne može da se zamisli bez procesnog pristupa. Svaki proces
ima svoje ulaze i izlaze, sl. 6.6.
156
Sl. 6.6.
Grafi
č
ki prikaz procesa
Generalno, kao
ulazi
naj
č
eš
ć
e se
prepoznaju: sirovine i
materijali, oprema, alat, dokumentacija, kadar i finansije, odnosno
novac
. Izlaz
iz procesa može biti: proizvod i usluga. Na ulazu u
proces vrši se kontrola ulaznih entiteta, u samom procesu se vrši
procesna kontrola, a na izlazu završna kontrola i ispitivanja, sl. 6.7.
U samom procesu i na proizvodu javljaju se varijacije ili
poreme
ć
aji, koji se otklanjaju po principu povratne sprege. Za svaki
proizvod, sa stanovišta kupaca, bitni su slede
ć
i atributi: kvalitet,
kvantitet, cena i rok isporuke.
Sl. 6.7.
Ulazi u proces

158
Sl. 6.9.
Mreža procesa
Funkcije u organizaciji moraju definisati i upravljati brojnim
me
đ
usobno povezanim procesima.
Č
esto je izlaz iz jednog procesa
direktni ulaz u slede
ć
i proces. Sistematska identifikacija i upravljanje
razli
č
itim angažovanim procesima unutar organizacije, a naro
č
ito vezama
izme
đ
u procesa, se može smatrati za "procesni pristup" upravljanju.
Organizacije treba da usvoje "procesni pristup" kada se projektuje,
primenjuje i poboljšava sistem upravljanja kvalitetom.. sl. 6.10.
Kriterijumi Baldrige nagrade za kvalitet pokazuju šta se generalno
prihvata kao standard za upravljanje procesom kvaliteta:
Kategorija
upravljanje procesom kvaliteta podrazumeva ispitivanje sistematskih
procesa koje kompanija koristi da bi dostigla još ve
ć
i kvalitet i još bolje
operativne performanse. Ispituju se klju
č
ni elementi upravljanja
procesom, uklju
č
uju
ć
i i istraživanje i razvoj, dizajniranje, upravljanje
procesom kvaliteta svih radnih jedinica i dobavlja
č
a, sistematsko
unapre
đ
ivanje kvaliteta i procena kvaliteta
.
159
Sl. 6.10.
Procesni model QMS-a
O
č
igledno je da se ovakvo posmatranje upravljanja procesom
direktno odnosi na to da koliko se dobro upravlja procesima toliko
ć
e i
oni direktno ili indirektno doprinositi kvalitetu na na
č
in koji je definisan
od strane kupca.
Ameri
č
ka kompanija
Armstrong World Industries
jedna je od
dobitnika MB nagrade za kvalitet. Sistemi za upravljanje procesom mogu
se ozna
č
iti kao
unapre
đ
enje upravljanja procesom
i integrisani su u samo
dizajniranje i unapre
đ
enje procesa kao i proizvoda i usluga. Model
upravljanja procesom, koji je ovoj kompaniji omogu
ć
io sticanje prestižne
nagrade, sastoji se iz šest koraka, i to:
1.
Identifikovati proces (opseg, dobavlja
č
e, kupce).
2.
Definisati rezultat (zahteve kupaca).
3.
Definisati proces ( dijagram tokova, veli
č
ina).
4.
Definisati potprocese.
5.
Unaprediti proces (ciljevi i akcije).
6.
Kontinuirano unapre
đ
ivati proces (usavršavanje).
Upravljanje procesom pomaže u tome da se varijacije održavaju u
prihvatljivim granicama; zatim, napori usmereni na neprekidnom
smanjenju varijacija vode ka unapre
đ
enju kvaliteta.
Procesni model
ima sve elemente Demingovog ciklusa
, od
planiranja
(identifikacije i definisanja procesa i njihovih interakcija i
ciljeva, odnosno indikatora koje treba da ostvare), preko

161
Sl. 6.12.
Veza izme
đ
u osnovnih procesa i procesa podrške u kompaniji
Zadovoljenje zahteva i o
č
ekivanja kupaca, partnera i ostalih
zainteresovanih strana kroz stalni odziv i reakciju na njihov stepen
zadovoljstva podjednako se odnosi i na interno okruženje, izme
đ
u i
unutar samih procesa.
Ve
ć
pomenuta procedura za upravljanje procesima ima kao opciju
izradu registra aktivnosti na nivou pojedinih organizacionih celina i
njime se prakti
č
no vrši dekomponovanje procesa koji se u celini odvijaju
u konkretnoj organizacionoj celini i navode samo one aktivnosti procesa
koji se delom odvijaju u njoj. Registar se može koristiti za potrebe
revizije normativa rada, optimizacije broja izvršioca itd. U stvari,
operativno treba da pomogne najviše funkcionalnim menadžerima za
potrebe nadzora i kontrole nad svim poslovima iz okvira njihovog
delokruga rada.
2. Definisanje procesa
u kompaniji vrši se
putem identifikacione karte
(tzv. ID karte)
i/ili dijagramom toka. I jedno i drugo su deo
dokumentovanosti, odnosno formalizacije samih procesa. ID karta
procesa sl. 6.14., (na primeru kompanije K - XY) definiše proces sa
stanovišta:
-
Vlasnika, odnosno lica odgovornog za proces i rezultate procesa;
-
Pripadaju
ć
ih procesa (kada se radi o glavnim procesima) ili
pripadaju
ć
ih podprocesa ili aktivnosti (kada se radi o procesima);
162
-
Granica procesa (aktivnosti koje ozna
č
avaju po
č
etak i kraj
procesa);
-
Ulaznih elemenata;
-
Izlaznih elemenata, bilo oni željeni (materijalni proizvodi i
usluge) ili neželjeni proizvodi (posebno oni koji su zna
č
ajni sa
stanovišta bezbednosti i zdravlja zaposlenih i zaštite životne
sredine)
-
Dobavlja
č
a/isporu
č
ioca
-
Korisnika/kupaca, imaju
ć
i na umu sve zainteresovane strane,
uklju
č
uju
ć
i iokruženje
-
Performansi/Klju
č
nih indikatora i jedinica mere, odnosno
karakteristika ili parametara procesa preko kojih se
najpouzdanije može meriti, pratiti i/ili ocenjivati uspešnost
procesa u odnosu na postavljene ciljeve ili željena stanja.

164
3. Kvalifikacija procesa
naj
č
eš
ć
e podrazumeva kao minimum
obezbe
đ
enje uslova za pokretanje i odvijanje procesa, uklju
č
uju
ć
i i
obuku za u
č
esnike u procesu. Suštinska kvalifikacija predstavlja
verifikaciju parametara ili izlaznih elemenata procesa, kada se radi u
odnosu na interne zahteve definisane specifikacijom ili drugim
dokumentima, ili njihovu validaciju, kada se radi u odnosu na zahteve
zainteresovanih strana (kupci, strateški partneri, lokalno okruženje,
zakonska regulativa i sl.)
Kvalifikacija procesa se vrši na osnovu posebne odluke
menadžmenta u odnosu na: (1) mogu
ć
nost postizanja i održavanja
specificiranih tehni
č
ko-tehnoloških parametara; (2) sposobnost procesa
da na izlazu ima karakteristike kvaliteta proizvoda u granicama
definisanim specifikacijama; (3) reakciju na zadovoljenje zahteva kupaca
i ostalih zainteresovanih strana; (4) ostvarenje normativa rada i
materijala; (5) potrošnju energenata; (6) štetne emisije i dr.
4. Kategorizaciju procesa
, kao termin treba shvatiti uslovno, jer se ne
odnosi samo na postupak odre
đ
ivanja
prioritetnih, kriti
č
nih ili
klju
č
nih procesa
, ve
ć
kako ih ko deklariše a procedurom je
ostavljena odre
đ
ena sloboda u tom smislu. Ove kategorije procesa se
izdvajaju da bi, zbog ukupnih efekata na sistem ili status
razvojnih programa, bile stavljene pod poseban nadzor što se ti
č
e
pra
ć
enja, preispitivanja i poboljšanja.
U principu me
đ
u svim procesima se izdvajaju dve grupe procesa –
prioritetni i kriti
č
ni
. Za njihovo odre
đ
ivanje koristi se pored ostalog i
ekspertska metoda, pri
č
emu su osnova za odre
đ
ivanje prioritetnih
procesa - strateški (dugoro
č
ni) ciljevi, a za odre
đ
ivanje kriti
č
nih me
đ
u
njima – operativni (godišnji) ciljevi uz napomenu da se kod izbora
kriti
č
nih procesa vodi ra
č
una i o realnim mogu
ć
nostima za njihovo
poboljšanje. Za prepoznavanje kriti
č
nih, odnosno klju
č
nih procesa u
praksi se koristi i GAP analiza, kod koje se do njih dolazi
upore
đ
ivanjem postoje
ć
eg stanja procesa sa zahtevima budu
ć
eg stanja
koje je naj
č
eš
ć
e definisano na osnovu ben
č
markinga, odziva na zahteve
kupaca, partnera i ostalih zainteresovanih strana.
Kategorizacija procesa u odnosu na postavljene ciljeve direktno
obezbe
đ
uje vezu sa definisanom politikom i izabranim strategijama.
165
5. i 6. Pra
ć
enje, preispitivanje i poboljšanje procesa
je obaveza
vlasnika procesa. Za pra
ć
enje ponašanja procesa, odnosno ostvarenje
definisanih klju
č
nih performansi i indikatora procesa, za redovno
preispitivanje u cilju preduzimanja korektivnih i/ili preventivnih akcija
(kada je to potrebno) i iznalaženje na
č
ina za stalno poboljšanje procesa
na raspolaganju je mnoštvo metoda i tehnika, posebno statistiških (SPC)
a
č
iji izbor zavisi od svakog konkretnog slu
č
aja i ne može se
generalizovati. Nadzor nad ostvarenjem indikatora klju
č
nih performansi
vrši se i po liniji menadžmenta, od strane generalnog direktora, direktora
zavisnih preduze
ć
a, funkcionalnih i, posebno, projektnih menadžera i na
odgovaraju
ć
im kolegijumima kao zvani
č
nim formama timskog rada,
nakon
č
ijih sastanaka ostaju elektronski zapisi.
Ve
ć
je pomenuto da
upravljanje procesima bazira na PDCA ciklusu
,
što podrazumeva povratak na ponovno definisanje, odnosno redefinisanje
onih elemenata ili atributa procesa koji su bili predmet poboljšanja,
eventualnu korekciju klju
č
nih parametara i njihovih indikatora,
kvalifikaciju, ako je bila predvi
đ
ena, i dalje ponovno redovno pra
ć
enje i
preispitivanje.
Primena procesnog pristupa
, uz sinergiju dejstva svih ostalih
menadžment tehnika i veze sa strateškim partnerima, dovela je
poslednjih godina do poboljšanja mnogih klju
č
nih performansi sistema i
taj se kontinuitet i dalje nastavlja. Proizvodnja u kontinuitetu raste,
prihod od prodaje proizvoda i usluga - tako
đ
e, izvoz na veoma
probirljiva zapadna tržišta se pove
ć
ava, pove
ć
ava se obim i kvalitet
trening programa, podiže se nivo tehni
č
ko-tehnološke sposobnosti
sistema što se potvr
đ
uje pojavom novih proizvoda iz viših kvalitetnih
kategorija, prihod po zaposlenom raste, kao i dobit po akciji.
Efikasnom i efektivnom upravljanju procesima znatno doprinosi
dosledna primena integrisanog sistema upravljanja kvalitetom i zaštitom
životne sredine i
č
injenica da se procesni pristup redovno razmatra u
okviru preispitivanja od strane
6.3. DINAMIKA PROGRAMA UVO
Đ
ENJA SISTEMA
MENADŽMENTA KVALITETOM
Program za uvo
đ
enje sistema kvaliteta može se dinami
č
ki postaviti u
č
etiri faze.

167
-
strateški ciljevi u oblasti kvaliteta;
-
dekompozicija poslovnih entiteta;
-
elementi sistema kvaliteta, definisani standardom IS9004 i
-
model sistema kvaliteta.
Jedan
od strateških ciljeva
kompanije je
faza totalnog upravljanja
kvalitetom
koja treba da dovede do poslovne izvrsnosti, odnosno do
dugoro
č
ne stabilnosti i rasta sistema preko zadovoljstva kupaca,
vlasnika, zaposlenih i društva. Sa stanovišta dokumentacije za ovu fazu
se planira izrada tehnologije upravljanja poslovnim sistemom, podržane
posebnim tehnologijama upravljanja svim pojedina
č
nim
poslovnim entitetima, resursima odnosno svim obeležjima entiteta koja
uti
č
u na ukupne rezultate poslovanja.
Kvalitetom, kao jednim od obeležja pojedina
č
nih entiteta bave se
tehnologije upravljanja kvalitetom. Zajedni
č
ko za sve ove tehnologije je
to što definišu sve neophodne globalne
aktivnosti
u
okviru
podprocesa i procesa obezbe
đ
enja transformacije – upotrebe i/ili
stvaranja entiteta. One integrišu odgovornosti i poslove svih funkcija u
sistemu, koje na bilo koji na
č
in imaju dodira sa datim entitetom.Sve
aktivnosti iz procesa upravljanja kvalitetom definisane su kontrolnim
tehnologijama, koje predstavljaju specifi
č
an oblik tehnologija rada.
Na
slede
ć
em nižem nivou u hijerarhiji dokumenata sistema
upravljanja kvalitetom su takozvane kontrole kvaliteta, koje izdvojene i
same za sebe u suštini zadovoljavaju zahteve standarda iz faze
obezbe
đ
enja kvaliteta, odnosno modela za obezbe
đ
enje kvaliteta. Me
đ
u
njima treba pomenuti kontrolu projekta, kontrolu dokumenata i podataka,
kontrolu procesa, kontrolisanje, inspekciju i ispitivanje, kontrolu opreme
za kontrolisanje, merenje i ispitivanje, kontrolu neusaglašenosti
proizvoda itd.
Bez
obzira
na
predmet,
proizvod, proces, opremu, alat i vrstu
kontrole sve se “doga
đ
a” u kontrolnoj ta
č
ki. U širem smislu ona može
biti fiksna na odre
đ
enom mestu u liniji proizvodnje, na mašini, na
proizvodu, na konkretnom aparatu u labaratoriji, prostorna, interno
skladištenje, magacin gotove robe itd.
Za sve kontrolne ta
č
ke definišu se postupci kontrole koji zajedno sa
pripadaju
ć
im obrascima za unos podataka, kontrolisanja ili ispitivanja
predstavljaju kontrolnu dokumentaciju. Postupak izrade kontrolne
168
dokumentacije, odnosno forma i sadržaj postupaka kontrole je
standardizovan.
Redosled aktivnosti u algoritmu ovog postupka je slede
ć
i:
-
opis kontrolne ta
č
ke,
-
cilj,
-
definisanje sredstava i uslova kontrolisanja ili ispitivanja,
-
definisanje frekvencije, koli
č
ine i metode kontrolisanja ili
ispitivanja,
-
definisanje na
č
ina rada,
-
definisanje uslova prihvatanja i
-
definisanje obrazaca.
Kontrolna dokumentacija je osnov rada za službu kontrole kvaliteta,
kontrolne i ispitne laboratorije i druge izvršioce izvan organizacionih
celina za kvalitet, kojima je pored redovnih poslova i zadataka
dodeljena i odgovornost za odre
đ
eno kontrolisanje. Za analizu zapisa o
kvalitetu, pripremu izveštaja sa indikatorima uspešnosti i trendovima u
okviru konkretnih rezultata kontrole odgovorni su inženjeri kvaliteta u
okviru organizacionih celina inženjeringa kvaliteta i službe razvoja
sistema kvaliteta.
6.5. ZAJEDNI
Č
KI ELEMENTI INTEGRISANIH SISTEMA
MENADŽMENTA KVALITETA, ZAŠTITE ŽIVOTNE
SREDINE I SISTEMA ZAŠTITE ZDRAVLJA I
BEZBEDNOSTI NA RADU
Elementi koji su zajedni
č
ki za ova tri sistema ure
đ
eni su
zajedni
č
kim procedurama i drugim potrebnim dokumentima i
uglavnom se odnose na odgovornost rukovodstva, upravljanje
resursima i procese menjanja i poboljšanja. Neki od
zajedni
č
kih dokumenata su :
-
Politika kvaliteta, zaštite životne sredine i politika zaštite
zdravlja i bezbednosti na radu je zajedni
č
ki dokumenat ali sa
odvojenom Izjavom o politici kvaliteta, Izjavom o politici
zaštite životne sredine i Izjavom o politici zaštite zdravlja i

170
poboljšanjima. Za održavanje sistema upravljanja kvalitetom razvijeni su
i postoje posebni mehanizmi, neki od njih se zahtevaju i standardima.
Prvi me
đ
u njima su interne provere.
Interne provere
po zvani
č
noj
definiciji su sistemsko i nezavisno proveravanje radi odre
đ
ivanja da li se
aktivnosti kvaliteta i rezultati koji se na njih odnose slažu sa planiranim
programima aktivnosti, da li su programi aktivnosti sprovedeni efikasno i
da li su pogodni za dostizanje ciljeva. Standardi nalažu da interne
provere mora da sprovodi kvalifikovano osoblje, ali koje nema direktnu
odgovornost za proveravanu oblast, da se rade programski i sa
odgovaraju
ć
im zapisima o nalazima provere.
Pored internih provera kvaliteta postoje i interne provere procesa i
proizvoda. U kompaniji se odgovornost za interne provere sistema
kvaliteta dodeljuje centralnoj funkciji kvaliteta, odnosno sektoru
upravljanja kvalitetom, dok su za interne provere na procesu i na
proizvodu zaduženi sektori kvaliteta po organizacionim jedinicama. U
internim proverama sistema kvaliteta kao
č
lanovi tima za proveru
u
č
estvuju lica koja su završila zvani
č
ne kurseve za ocenjiva
č
e sistema
kvaliteta.
Neposredno uz interne provere je i sistem korektivnih i preventivnih
akcija, koji tako
đ
e služi za održavanje sistema kvaliteta. Korektivne i
preventivne akcije mogu se pokrenuti na osnovu nalaza internih provera
na sistemu, na procesu ili proizvodu i u bilo kojoj prilici, kada
rukovodstvo oseti potrebu za tim, da bi se uklonili ili spre
č
ili uzroci
pojave bilo kakvih odstupanja.
Slede
ć
i mehanizam u funkciji održavanja sistema upravljanja
kvalitetom je preispitivanje i vrednovanje sistema kvaliteta. U praksi
preispitivanja i vrednovanja sistema kvaliteta vrše se jednom godišnje,
krajem godine. Cilj preispitivanja je ocena efikasnosti i efektivnosti
sistema kvaliteta u odnosu na politiku kvaliteta. Zaklju
č
ci sa
preispitivanja i vrednovanja sistema kvaliteta se ugra
đ
uju u operativne
ciljeve kvaliteta i planove kvaliteta za narednu poslovnu godinu.
171
7. TOTALNI KVALITET MENADŽMENTA
Menadžment kao pojam definiše se na slede
ć
i na
č
in: "Menadžment -
aktivnost, umetnost ili na
č
in vo
đ
enja neke organizacije ( upravljanje
njome, planiranje njenog razvoja, kontrole), odnosi se na sva podru
č
ja
aktivnosti preduze
ć
a". Primena tehni
č
kih, finansijskih i ljudskih resursa,
koji stoje na raspolaganju najvišem rukovodiocu preduze
ć
a, "se odvija
pomo
ć
u
č
etiri osnovne aktivnosti koje predstavljaju osnovu
menadžmenta":
-
Planiranje
ima zadatak da odredi potrebne aktivnosti i odredi
njihov me
đ
usobni odnos, kako bi se ostvario zadati cilj.
-
Organizovanje
daje potrebni strukturni oslonac za sprovo
đ
enje
plana, tj. za realizaciju ciljeva.
-
Aktiviranje i motivisanje
ljudi i
č
injenje da ta struktura živi.
-
Kontrola
ima zadatak da verifikuje da se uloženi napori me
đ
usobno
dopunjuju u dostizanju cilja.
F. Hermel (Ph. Hermel) tvrdi da postoji i peta misija :
alokacija
sredstava (raspore
đ
ivanje resursa).
Ovaj autor pojašnjava zna
č
enje
kontrole, koja predstavlja trajni proces i koja se sprovodi i pre neke
aktivnosti i nakon nje ( a priori i a posteriori). Tako ona služi i u svrhu
prevencije i u svrhu detekcije. "Kontrola je pomo
ć
a ne kazna".
Menadžment je mnogo napredovao u poslednjih pola veka. Vizija
piramidalno organizovanog preduze
ć
a, sa centralizovanim autoritarnim
menadžmentom, više ne odgovara savremenom pristupu. Podizanje nivoa
obrazovanja, otvaranje prema svetu i razvoj aspiracije mlade generacije,
sa jedne strane, kao i usložnjavanje proizvodnih sistema za pružanje
usluga, sa druge, doveli su do stvaranja "finijih" oblika menadžmenta, kao
i do pove
ć
anja njegove fleksibilnosti, izazvanog ubrzavanjem promena.
Savremeni menadžment danas je:
-
participativni
menadžment, koji uklju
č
uje pot
č
injene u proces
donošenja odluka, a kod njihovog izvršenja diže ih na nivo saradnika,
umesto da ih ostavi da budu pasivni izvršioci,
-
transferzalni
menadžment, koji premoš
ć
ava prostore izme
đ
u
pojedinih službi preduze
ć
a i razvija horizontalnu saradnju i koordinaciju,

173
Menadžment kvaliteta nije neka samostalna aktivnost, ve
ć
neodvojivi
aspekt poslovnog menadžmenta. Odatle sledi da kvalitet nije nešto
posebno, nešto što se može izdvojiti iz proizvoda ili usluga, ve
ć
da je on u
njih ugra
đ
en. Umesto da se govori o menadžmentu kvaliteta, možda treba
govoriti o menadžmentu (preduze
ć
a) koji uzima u obzir kvalitet kao
parametar, zajedno sa drugim parametrima.
Što se ti
č
e
politike kvaliteta
, standard definiše ovaj pojam kao
“opšte namere i ciljeve jedne organizacije u odnosu na kvalitet, zvani
č
no
propisani od strane najvišeg rukovodstva" (ISO 8402).
Politika kvaliteta je zavisna od drugih aspekata poslovne politike
preduze
ć
a, sa kojima se preklapa u manjoj ili ve
ć
oj meri:
- "proizvodna" politika: izbor asortimana proizvoda i o
č
ekivane
klijentele, uz stalno vo
đ
enje ra
č
una o proizvodnim mogu
ć
nostima
preduze
ć
a,
- politika isporuke i podrška posle prodaje: prvi deo politike kvaliteta
odnosi se na to da se isporu
č
uju samo proizvodi
č
ije su mane otklonjene
još u fabrici, dok driugi deo iste politike može da zahteva da servisna
služba, po prijavi, mora da iza
đ
e na lice mesta u toku istog dana,
- politika nabavke: to je još jedan deo politike kvaliteta, koji nalaže da
sa dobavlja
č
ima treba da se sklapaju sporazumi o partnerstvu, posebno o
saradnji u cilju obezbe
đ
ivanja kvaliteta itd.
Mendžment kvaliteta treba da bude ugra
đ
en u menadžment preduze
ć
a,
ne kao neki odvojeni podskup, ve
ć
kao njegova jedinstvena celina. Kao
što se kvalitet ne može odvojiti od proizvoda, tako ni viši rukovodioci ne
mogu menadžment kvaliteta da samo "pretovare" sa svojih le
đ
a na
specijaliste.
Kvalitet proizvoda i usluga, u meri u kojoj se energi
č
no teži ostvarenju
ciljeva, usmerava menadžment da istražuje kvalitet funkcionisanja
preduze
ć
a, klimu koja u njemu vlada, odnose sa klijentima i
dobavlja
č
ima, postupke obuke i obrazovanja zaposlenih, najbolje
iskoriš
ć
avanje njihovih sposobnosti itd.
174
Prema tome, može se govoriti o menadžmentu preko kvaliteta:
kvalitet predstavlja izvor nadahnu
ć
a, poketa
č
ku snagu za menadžment
preduze
ć
a. Na taj na
č
in se dolazi do pojma "
TOTALNI KVALITET".
7.2. TOTALNI KVALITET
U trenutku kada se 80-tih godina XX veka po
č
eo da se širi po Evropi
izraz: "TOTALNI KVALITET", izazivao je osmehe i jedno
"zdravorazumsko" pitanje: da li je kvalitet kvalitet ako nije totalni? Ovo
pitanje je potpuno opravdano kada se radi o proizvodima, ali u širem
smislu shvatanja tog pojma "totalni kvalitet" ozna
č
ava nešto sasvim
drugo.
A osmeh? Zašto se ne nasmejati pojedinim visokou
č
enim raspravama
o kvalitetu, ili pojedinom sloganima koji se mogu pridodati drugim
brojnim besmislicama? Osmeh, koji možda ublažava oštrinu, ipak ne bi
smeo da zamagli ozbiljnost zahteva koji izbijaju iz ovog pojma. Ta dobro
skovana formula ,
totalni kvalitet
, zapravo opisuje meru zna
č
ajnih
ulaganja u vezi sa kvalitetom.
Ono na šta se prilog "totalno" u po
č
etku odnosio ( kod Amerikanaca i
Japanaca) bilo je upravljanje kvalitetom,
TQC - Total Quality Control.
TQC na japanski na
č
in, poznat i pod nazivom
CWQC: Company- Wide
Quality Control ( upravljanje kvalitetom u svim delovima kompanije),
"totalniji " je od ameri
č
kog TQC
.
Prilog
totalno
se u novije vreme
odnosi i na menadžment:
Total Quality Manegement, TQM - totalni
menadžment kvaliteta.
Istine radi, treba podsetiti da je menadžment bio središnja ta
č
ka
u
č
enja Deminga, Jurana i Fajgenbauma i da je Išikava, sa svojim CWQC
bio prete
č
a za stvaranje TQM-a.
"Totalni kvalitet" predstavlja koncentrisani iskaz ( kra
ć
u varijantu
totalnog menadžmenta kvaliteta),
koji sjedinjuje
menadžment kvaliteta i
menadžment preko kvaliteta.

176
Sl.7.1. TQM koncept
TQM
predstavlja menadžment pristup
u kompaniji
č
iji je cilj
uskla
đ
ivanje potreba kupca, interesa akcionara uz motivisano
uklju
č
ivanje potencijala svih zaposlenih. Ovakva kompanija zadovoljava i
društvene interese. Kupac je centralna figura i njegove potrebe su
prioritetne u odnosu na ostale korisnike kompanije.
Realizacija ovakvog koncepta, koji se na prvi pogled temelji na
opre
č
nim intersima glavnih korisnika kompanije, predstavlja veliki
izazov, a zahteva i izuzetnu sposobnost menadžmenta.
Totalni kvalitet
zna
č
i da, nijedan deo kompanije i svaki zaposleni ne
smeju biti manje nego izvrsni, ina
č
e se zahtevi i intersi korisnika
kompanije ne mogu ispuniti. Istovremeno, TQM predstavlja
proces
koji je
kontinuiran, dugoro
č
an, odnosno proces nikada završenih unapre
đ
enja.
Dostizanje TQM zahteva svakodnevno
č
injenje pravih stvari od strane
menadžmenta, filozofiranje bez konkretnih poteza uništava kvalitet, a
odlaganje problema za neko "drugo vreme" u najve
ć
em broju slu
č
ajeva
uništava ve
ć
stvorene pozitivne rezultate. Takve kompanije postaju prave
Menad
ž
ment
Kupac
Zaposleni
Akcionari
177
"grobnice" za pokop ideja i stvaralaštva nesumljivo pametnih ljudi kojih
sigurno ima u svakoj kompaniji, a za to su isklju
č
ivo "zaslužni"
nekompetentni ali politi
č
ki podobni direktori.
U ovoj pri
č
i možda se mogu prepoznati neke situacije u preduze
ć
ima
gde se uvo
đ
enje kvaliteta na po
č
etku XXI veka nalazi na samom po
č
etku.
" U jednoj kancelariji, nedeljama grupa filozofa diskutuje - filozofira
o problemu : KOLIKO KONJ IMA ZUBA? Svaka slede
ć
a sesija je
sadržajnija i filozofski nau
č
nija. Jednog dana za vreme žu
č
ne rasprave o
tome koliko konj ima zuba, najmla
đ
i me
đ
u njima koji je za sve vreme bio
pažljivi slušaoc neusu
đ
uji
ć
i se da uzme u
č
eš
ć
e u diskusiji, s obzirom da je
tek došao sa fakulteta, ugledavši konja kako pase na livadi pored zgrade
gde su filozofi diskutovali, pomisli, došao je moj trenutak da se javim za
re
č
i to i u
č
ini na slede
ć
i na
č
in: Gospodo za tako zna
č
ajan problem o
kome danima diskutujemo bez izgleda da uskoro do
đ
emo do kona
č
nog
rešenja, iznenada se ukazala prilika da razrešimo problem na taj na
č
in što
ć
emo iza
ć
i iz ove prostorije i prebrojati zube konju koji se nalazi u
neposrednoj blizini. Komentar straijih kolega nije bio ni malo prijatan za
mladog filozofa, jer je istog trenutka bio udaljen iz prostorije uz
obrazloženje da mu nije mesto u toj prostoriji, jer oni žele da problem
reše na nau
č
ni - filozofski na
č
in". O
č
igledno je, da novodiplomirani mladi
filozof nije imao prethodna politi
č
ka iskustva i angažovanja u politi
č
kim
partijama.
7.2.1. Aspekti totalnog kvaliteta
Pronicanje u tajnu kvaliteta izaziva zaprepaš
ć
enje iztraživa
č
a ne zbog
njene "svemirske" nedoku
č
ivosti, ve
ć
zbog jednostavnosti i saznanja da u
kvalitetu ne postoji nikakva tajna. Upravo ta naizgled jednostavnost krije
u sebi niz zamki u koje samo retki ne upadaju. Da cela pri
č
a bude
interesantnija, zamke nisu u tajni kvaliteta, ve
ć
u nama koji nemamo
strpljenja niti snage da prihvatimo neophodne promene sopstvenog
pogleda na kvalitet.
Privla
č
nost upoznavanja novog koncepta kvaliteta je njegova mo
ć
.
Logi
č
no se postavlja pitanje kakav je to koncept koji ruši naše dosadašnje
predstave o efektima poslovanja, koji u jednu konturu uklju
č
uje:
zadovoljenje kupca, vlasnika, zaposlenih, društva... Genijalnost totalnog

179
- zadovolji zahteve kupca,
- obezbe
đ
uje pogodnost proizvoda za upotrebu u celom životnom
veku,
- omogu
ć
ava pobe
đ
ivanje konkurencije.
Poslovni aspekt kvaliteta.
Ovaj aspekt se odnosi na kvalitet
poslovnih procesa. Unapre
đ
enje kvaliteta poslovnih procesa treba da
obezbedi njihovo skladno odvijanje,
č
ime se ostvaruju slede
ć
i efekti:
- pove
ć
anje efikasnosti odvijanja poslovnih procesa, njihovim
potpunim definisanjem i eliminisanjem zastoja, neracionalnosti i
konflikta,
- sniženje troškova poslovanja usled smanjenja otkaza i
neracionalnosti,
- pove
ć
anje produktivnosti,
- pove
ć
anje profita,
- dugoro
č
an opstanak kompanije u biznisu.
Društveni aspekt kvaliteta.
Ovaj aspekt je okrenut kvalitetu življenja
svih gra
đ
ana, a odnosi se na zahteve da proizvodi i procesi proizvodnje
kompanije budu takvi da u potpunosti obezbe
đ
uju:
- zaštitu zdravlja ljudi,
- zaštitu životne okoline,
- zaštitu kupca putem odgovornosti za proizvod,
- štednju prirodnih resursa.
Ostvarivanje pojedinih aspekata kvaliteta je mogu
ć
e ako postoji
ambijent i klima za to. Razvoj novog koncepta kvaliteta pokazuje
presudan uticaj klime za kvalitet koja je stvorena u Japanu. Ta klima je
bila presudna za primenu novog koncepta i postizanje efekata njegovom
primenom.
O
č
igledno je, da realizator koncepta totalnog kvaliteta menadžmenta
može biti samo menadžment. Ciljevi ovako definisanog kvaliteta u
potpunosti predstavljaju superiorne ciljeve kompanije, a tako
đ
e nema
prioritenijeg posla za menadžment od ostvarivanja totalnog kvaliteta.
Samo kompanija koja posluje u ambijentu sa slobodnim tržištem,
motivisanim vlasnikom i organizovanom državom, u kojoj je kultura
180
kvaliteta na visokom nivou, ima šansu da istraje na unape
đ
enju kvaliteta.
Bez jednog ili dva on navedenih "vetrova u le
đ
a" menadžment
ć
e teško
istrajati na tom poslu, pošto su otpori toliki da
ć
e biti oduvan sa druge
strane.
7.2.2. Dimenzije totalnog kvaliteta
Za postizanje totalnog kvaliteta presudnu ulogu ima menadžment koji
u ambijentu za kvalitet, treba da poseduje znanja, sposobnosti i veštine
koje mu nudi sam koncept totalnog kvaliteta.
Me
đ
utim, kada se nalazite u ulozi menadžera koji želi preduzeti prve
korake unapre
đ
enja kvaliteta, pitanje koje se prvo name
ć
e je: kako se
orijentisati kojim osnovnim pravcima krenuti?
Klasifikacija svih menadžment mera za unapre
đ
enje kvaliteta može da
se izvrši u dve grupe:
- "tvrde mere" koje su usmerene na definianje i dokumentovanje
pravila rada u vidu procedura, upustava, specifikacija i sli
č
no, na dril i
prisilu da se ta pravila primenjuju, na disciplinu i konrolu primene, na
sankcije ako se ne primenjuju;
- "meke mere" koje su orijentisane na organizaciju, motivaciju i
obrazovanje zaposlenih, sa ciljem prihvatanja promena i identifikovanje
sa njima, na njihov stil i kulturu.
Veština menadžmenta je da vrši uskla
đ
eno kombinovanje pojedinih
mera kod sprovo
đ
enja programa unapre
đ
enja kvaliteta. Na sl.7.3. su
predstavljene tri osnovne dimenzije kvaliteta, po kojima treba
preduzimati napore u jednoj kompaniji, da bi se iskoristili potencijal koje
nam pruža koncept totalnog kvaliteta.
Tehnološki kvalitet.
Osnovna dimenzija kvaliteta predstavlja
tehnološke mere koje se preduzimaju za postizanje utvr
đ
enog kvaliteta.
Mere su okrenute ka:
- kvalitetu proizvoda,
- kvalitetu procesa,

182
otvorene su nove mogu
ć
nosti za postizanje efekata, koji do sada nisu bili
vezani za kvalitet.
Organizacija i motivacija obuhvata više nivoa i vrsta akcija koje se
mogu grupisati kako sledi:
- motivacija top menadžmenta za unape
đ
enje kvaliteta,
- osposobljavanje QA inženjera,
- masovno obrazovanje i obuka za kvalitet,
- promena organizacione kulture,
- direktno uklju
č
ivanje menadžmenta u unapre
đ
enje kvaliteta,
- organizacija kružoka kvaliteta.
Odnosi sa kupcima i dobavlja
č
ima.
Kvalitet u marketing procesu
ima sve ve
ć
u ulogu u savremenom konceptu totalnog kvaliteta.
Intergacija kvaliteta u odnose sa kupcima i dobavlja
č
ima ima za cilj:
- stvaranje imidža kompanije baziranog na potpunom zadovoljenju
kupca i poverenju,
- provere sistema kvaliteta od strane kupca i od tre
ć
e strane,
- izgradnja partnerskih odnosa i sporazuma o obezbe
đ
enju kvaliteta,
- ujedna
č
avanje poslovnih procesa u cilju stvaranja uslova za
just-in-time proizvodnju.
Zapadni koncept kvaliteta tradicionalno obuhvata samo tehnološku
dimenziju kvaliteta, dok je japanski koncept kvaliteta razvio i primenio i
humanu i markentišku dimenziju kvaliteta. Markentiškom dimenzijom
kupac je postavljen na
č
elo poslovnog procesa kompanije koji definiše i
verifikuje kvalitet, dok je njegovom humanizacijom,
č
ovek koji je kreator
i realizator kvaliteta u kompaniji, postavljen u centar stvaranja kvaliteta.
Na ovaj na
č
in kvalitet i
č
ovek dolaze u centar poslovnog i društvenog
zbivanja, kao presudni faktori. Kvalitet kao tehni
č
ko-tehnološki fenomen
je postavljen kao jedan od elemenata kvaliteta koji se, slikovito gledano,
nalazi u ravni izme
đ
u kupca koji ga definiše i zaposlenog koji ga
realizuje. Medadžment jedino može upravljati ovako postavljenim
konceptom kvaliteta.
183
7.2.3. Elementi TQM procesa
Na sl. 7.6. prikazano je u
č
eš
ć
e zaposlenih koji se brinu za kvalitet u
zavisnosti od faze razvoja kvaliteta.
Kontrolisanje i ispitivanje.
Faza kontrolisanja i ispitivanja se
karakteriše veoma niskim procentom zaposlenih koji imaju utvr
đ
ena
ovlaš
ć
enja i odgovornosti za kvalitet. Taj procenat se kre
ć
e od 3-5%
zaposlenih i to zaposlenih u službi kontrole kvaliteta. Ovo je apsurd
kvaliteta - odgovornost za kvalitet je dodeljena jednoj funkciji koja ne
kreira niti ugra
đ
uje kvalitet. Sve ostale funkcije, kao deo poslovnog
procesa, stvaraju kvalitet, ali su amnestirane od odgovornosti za njega.
Sl.7.5. Procenat zaposlenih koji se brinu za kvalitet
Obezbe
đ
enje kvaliteta.
Faza obezbe
đ
enja kvaliteta, uz primenu
sistema kvaliteta po ISO 9000, predstavlja transformaciju u kojoj treba da
što ve
ć
i broj zaposlenih dobije konkretnu odgovornost za kvalitet. To
svakako ne zna
č
i pove
ć
anje broja kontrolora kvaliteta. Naprotiv,
kvantitativna promena u brizi za kvalitet, istovremeno zna
č
i i kvalitativnu
promenu. Umesto kontrolne uloge, zaposleni dobijaju ulogu obezbe
đ
enja
kvaliteta aktivnosti koju ina
č
e rade.

185
TQM proces uzima za svoju osnovu poslovne procese koji su
definisani po ISO 9000, na koju se nadgra
đ
uje proces unapre
đ
enja koji
ima za cilj da podigne nivo kulture kompanije do nivoa izvrsnosti.
Proces unapre
đ
enja kvaliteta.
Unapre
đ
enje kvaliteta se definiše kao
"mere pokrenute u celoj kompaniji za pove
ć
anje efikasnosti i efektivnosti
procesa, radi postizanja dodatne koristi i za kompaniju i za kupce".
Unapre
đ
enje kvaliteta obuhvata unapre
đ
enje kvaliteta proizvoda, ali i
svega ostalog u kompaniji, od prodaje, razvoja, pa do izostanaka sa posla
i industrijske higijene. Unapre
đ
enje kvaliteta kompanije je sli
č
no sa
li
č
nim unapre
đ
enjem.
Sl.7.7. Elementi TQM procesa
Unapre
đ
enje kvaliteta predstavlja skup složenih aktivnosti koje
moraju biti dobro osmišljene i moraju se sprovoditi kontinuirano. Osim
toga zahteva se odre
đ
ena promena "stila i kulture", tako što moraju
186
postati deo na
č
ina života i rada zaposlenih. Napori na unapre
đ
enju
kvaliteta moraju biti stalni, pažnja ne sme da popusti nikada.
Upravljanje kvalitetom je projektovano da upravlja procesom i da
stabilizuje postoje
ć
e stanje. Obezbe
đ
enje kvaliteta
č
ini rizik devijacija u
procesu snošljivim. Obadve aktivnosti su usmerene da zaštite stabilnost
procesa od pojava sporadi
č
nih devijacija, sl.4.8. Nijedna od ovih
karakteristika nije usmerena ka promenama
č
iji je cilj unapre
đ
enje
kvaliteta. Karakteristike upravljanja kvalitetom i obezbe
đ
enje kvaliteta
vode ka stati
č
kim uslovima i
č
esto
č
ine da sektor obezbe
đ
enja kvaliteta
postane birokratski.
Prevazilaženje ove situacije zahteva od menadžmenta za kvalitet da
planira novi sadržaj aktivnosti usmerenih na unapre
đ
enje kvaliteta. Mere
unapre
đ
enja kvaliteta se moraju definisati u dobro osmišljeni i vo
đ
en
program unapre
đ
enja kvaliteta.
Pema Juranu unapre
đ
enje kvaliteta poslovnih procesa sadrži
istovremeno postizanje slede
đ
ih ciljeva:
1. Unapre
đ
enje pogodnosti za upotrebu proizvoda i bolje ispoljavanje
potreba kupca, što obezbe
đ
uje slede
đ
e dobiti za kompaniju:
- bolji kvalitet za korisnike,
- pove
ć
anje tržita za kompaniju,
- bolje prodajne cene za proizvod,
- bolji tržišni status za kompaniju.
2. Sniženje nivoa otkaza i grešaka, što obezbe
đ
uje slede
đ
e dobiti za
kompaniju:
- sniženje troškova za korisnika - ve
ć
e zadovoljstvo korisnika,
- dramati
č
no sniženje troškova za kompaniju,
- unapre
đ
enje produktivnosti - proizvodnja više upotrebljavanih
proizvoda sa istim resursima,
- skra
ć
enje proizvodnih ciklusa.
Juran ilustruje rezultate unapre
đ
enja kvaliteta na sl.7.7.

188
Ovo novo shvatanje performansi poti
č
e od Deminga, koji je 1986.
godine istakao da performanse zavise od sistema koji primenjuju i
kontrolišu menadžeri – dakle od faktora koji su van kontrole pojedinaca.
Zaklju
č
ak do kojeg se došlo, zasniva se na podacima o
performansama 3000 strateških poslovnih jedinica i potpuno je jasan:
Postoji jedan faktor iznad svih drugih –
kvalitet
– koji
opredeljuje tržišno u
č
eš
ć
e. A kada su prisutni i superioran
kvalitet i veliko u
č
eš
ć
e na tržištu, profitabilnost je
zagarantovana.
Nema sumnje da postoji jaka veza izme
đ
u kvaliteta i
profitabilnosti. Bilo da se profit utvr
đ
uje na osnovu prihoda od
prodaje ili na osnovu povra
ć
aja investicije, poslovi koji nude
superiorni proizvod/uslugu jasno eliminišu one sa inferiornim
kvalitetom.
Samim tim što pove
ć
ava profitabilnost i tržišno u
č
eš
ć
e, kvalitet
opredeljuje i razvoj. Ove uticaje kvaliteta možete videti na
Slici 7.8.
(Krug kvaliteta).
Sl.7.8. Krug kvaliteta
189
Kvalitet može tako
đ
e da smanji i troškove. Ovo smanjenje, zatim,
obezbe
đ
uje dodatno konkurentsko oružje. Možemo zapaziti na Slici 1 da
postoje dva tipa kvaliteta: kvalitet koji poti
č
e od kupaca i interni kvalitet.
Drugi se odnosi na odgovaraju
ć
e specifikacije proizvoda i standarde
usluga koji vode ka smanjenju troškova. Unapre
đ
enje kvaliteta uti
č
e na
troškove što rezultira pove
ć
anim tržišnim u
č
eš
ć
em i samim tim
pove
ć
anom profitabilnoš
ć
u i razvojem. Tako se obezbe
đ
uju sredstva za
dalje investicije u oblasti unapre
đ
enja kvaliteta u npr. istraživanje i
razvoj. Ciklus se ponavlja. Sve u svemu, unapre
đ
enje internog i eksternog
kvaliteta ne samo da uti
č
e na smanjenje troškova lošeg kvaliteta ili „ne-
kvaliteta“ ve
ć
tako
đ
e opredeljuje razvoj, tržišno u
č
eš
ć
e i profitabilnost.
Uprkos velikom broju dokaza koji upu
ć
uju na pozitivnu korelaciju, i
dalje postoje pogrešna shvatanja da treba žrtvovati performanse ukoliko
želimo da unapredimo kvalitet. Neko bi možda i mogao ovo mišljenje da
opravda, ali to bi verovatno bila osoba koja rangira produktivnost, ispred
kvaliteta, i to kao najve
ć
i prioritet. To bi u
č
inila na taj na
č
in što bi isticala
da program za unapre
đ
ivanje kvaliteta dovodi do poreme
ć
aja i kašnjenja
koja rezultiraju smanjenjem rezultata. Ova konstatacija generalno nije
ta
č
na na duži rok.
Argumente za pozitivnu korelaciju dao je Deming. Sasvim je logi
č
no
da je bilo koji program unapre
đ
enja kvaliteta koji smanjuje defekte, po
definiciji, program unapre
đ
enja performansi. Ipak, ne možemo posmatrati
poboljšanje performansi samo na osnovu smanjenja defekata. Bi
ć
emo
mnogo ubedljiviji ako uzmemo u obzir implementaciju TQM-a. Dolazimo
do još jednog pitanja:
Da li mi implementiramo TQM ili uvodimo sistem
kvaliteta
? Ova dva cilja nisu me
đ
usobno nezavisna. Naprotiv, ona su
isprepletena i komplementarna. TQM predstavlja filozofiju, a sistem
kvaliteta se može posmatrati kao strukturni okvir za implementaciju TQM
filozofije u kompaniji.

191
Deming isti
č
e da ve
ć
i kvalitet vodi nižim troškovima i pove
ć
anju
produktivnosti, što zatim omogu
ć
ava kompaniji ve
ć
e u
č
eš
ć
e na tržištu i
ve
ć
u konkurentnost. Isto tako, MB i EFQM modeli isti
č
u
vezu izme
đ
u
prakse upravljanja kvalitetom i performansi
.
Kada pogledamo rezultate mnogobrojnih istraživanja, možemo re
ć
i da
TQM zaista ima uticaja na performanse kompanije, ipak efekti primene
standarda serije ISO 9000 nisu potpuno jasni. Zbog toga, TQM može da
znatno više uti
č
e na performanse kompanije od ISO 9000 standarda.
Autori su istraživanja uglavnom sprovodili u industrijskim i uslužnim
kompanijama. Studije su usredsre
đ
ene na TQM i ISO 9000 sa ciljem da
se analiziraju promenljive vezane za kvalitet. Razlika mora biti utvr
đ
ena
izme
đ
u onih koji se bave merenjem TQM-a kao jedinstvene celine i onih
koji koriste višedimenzionalnu celinu. Naj
č
eš
ć
e, autori teže ka koriš
ć
enju
perceptivnih kriterijuma i statisti
č
kih tehnika poput korelacione analize,
analize regresije, strukturnih modela i analize zna
č
ajnih razlika.
7.4. Sprovo
đ
enje kvaliteta
U organizaciji, menadžmentu ili upravljanju procesom uvek ima
mogu
ć
nosti da se nešto poboljša. Za preduze
ć
a koja su najdalje odmakla
na putu kvaliteta,
trajno poboljšanje
je nešto na
č
emu se svakodnevno
radi. A pošto rutina i degradacija predstavljaju stalne opasnosti, uvek
treba iznova " lansirati isti proces".
Za preduze
ć
a koja su "krenula", ali još uvek imaju slabe ta
č
ke manjeg
ili ve
ć
eg zna
č
aja, poboljšanja zahtevaju cele oblasti aktivnosti (
istraživanje, metode nabavke...), ili izvršenja pojedinih zahvata u
proizvodnji ili pružanju usuga. Juran izri
č
ito preporu
č
uje
godišnje
programe poboljšanja kvaliteta,
projekat po projekat, pri
č
emu pod
projektom
podrazumeva
" problem koji je odabran da bude rešen"
(problem koji se ispoljava pojavom mana).
Kona
č
no, manje napredna preduze
ć
a, koja još nisu uspostavila sistem
kvaliteta, moraju da naprave "skok", tj. da sprovedu
reformu
organizacije
192
i funkcionisanja preduze
ć
a u svetlu ciljeva kvaliteta. Ova reforma mora
biti pra
ć
ena
prihvatanjem duha kvaliteta
, odnosno onim što
č
esto zove
promena kulture.
Od strane "gurua" - eksperata i konsultanata predloženo je mnogo
puteva reforme. Me
đ
utim, na svakom plodonosnom putu moraju se na
ć
i
izvesni osnovni elementi:
-
Volja i odlu
č
nost
direktora preduze
ć
a, koji mora da uzme u svoje
ruke dizgine reforme.
- Duh
stavljanja pod sumnju
, koji ne zna
č
i odbacivanje svega što se
radilo do sada, ve
ć
predstavlja objektivno preispitivanje postoje
ć
ih
rešenja, nakon
č
ega
ć
e se neka od njih možda potvrditi, pojasniti ili
dopuniti, dok
ć
e se druga izmeniti ili zameniti novim. Za direktora
preduze
ć
a, stavljanje pod sumlju postoje
ć
e prakse ima i "uzvodni tok" i
odnosi se na njegovu strategiju, osnovne ciljeve, menadžment, ponašanje
sa ljudima...
- Aktivno u
č
eš
ć
e rukovodnog i izvršnog kadra u formiranju
kolektivnog mišljenja prilikom "stavljanja pod sumnju" i predlaganja
pravaca dejstva. Ovo
kolektivno razmišljanje
može da se proširi na
organizovan na
č
in ( na primer, formiranjem odbora koji rukovodi celim
procesom), tako da zahvati i srednje ili niže hijerarhijske nivoe. Osobe
koje su u
č
estvovale u razradi novih postupaka, pomo
ć
i
ć
e i kod njihovog
uvo
đ
enja u primenu.
-
Upoznavanje sa postupcima i metodama kvaliteta.
Pre pokretanja
reforme korisno je da glavni i odgovorni pro
đ
u prilago
đ
ene kurseve ili
seminare.
-
Po
č
etno snimanje stanja,
koje treba da utvrdi "stanje stvari",
iznose
ć
i na svetlo dana jake strane, ali i slabosti kojima se mora posvetiti
posebna pažnja. Ovo snimanje dobija na zna
č
aju ako se izvrši u saradnji
sa "nekim sa strane".
-
Napredovanje
( sa istrajnoš
ć
u), jer razvoj svesti o slabim ta
č
kama,
razrada i primena rešenja traže vreme. Snimanje stanja pomaže da se
definišu prioriteti i da se utvrde potrebne etape koje se moraju pre
ć
i. Pri
tome, planiranje ne sme da bude preterano
č
vrsto, ve
ć
se mora poštovati

194
Pored totalnog kvaliteta, trenutna tema je potraga za savršenoš
ć
u, pri
č
emu se pojam savršenost neki put tuma
č
i upotrebom ..."nula".
Prva nula je poznata pod nazivom zero defect (nula defekt). Za
Krozbija (Crosbu) to nije slogan, koji treba da se uzvikuje na
beskorisnim savetovanjima, ve
ć
"kriterijum za realizaciju" i linija
smernica " programa za poboljšanje kvaliteta" koji, uz pomo
ć
kulture,
predstavlja prvu reformu. Zero defect ne mora da predstavlja
"apsolutnu nulu", ve
ć
samo traži rigurozno poštovanje specifikacija
koje su dogovorene sa klijentom ili utvr
đ
ene na tržištu, a sve to - uz
opredeljenje za trajno poboljšanje. Odbijanje stava da je greška
neizbežna i detaljno istraživanje procesa vode smanjenju pojave
grešaka, koje je nekad vrlo osetno. Ovaj pojam je proširen i na druge
ciljeve - nule:
-
nula neispravnosti: sprovo
đ
enje preventivnog održavanja,
-
nulto kašnjenje: skra
ć
ivanje trajanja razvoja, poštovanje
ugovorenih rokova isporuke...,
-
nulte zalihe: smanjenje zaliha "savršenim" upravljanjem,
proizvodnja "postojanim tokom",
-
nula papira: staranje da se "prave" samo zaista neophodni
papiri, uz izbegavanje "papirologije".
Na ovih pet nula, koje se ponekad zovu "olimpijske nule" (krugovi),
dodata je i šesta: nula - zanemarivanja ( misli se na zanemarivanje
nekih detalja, neosvrtanje na neke "sitnije" propuste itd. za koje
pojedinci misle da nisu važni), ali ovaj spisak nula nije kona
č
an.
Ako se ovi izrazi budu sveli samo na slogane, ispisane na plakatima,
zaposleni uopšte ne
ć
e biti motivisani. Oni
ć
e biti zna
č
ajni samo ako
iskazuju volju najviših rukovodilaca preduze
ć
a i podržavaju metodi
č
no
sprovo
đ
ene akcije koje doprinose totalnom kvalitetu.
195
7.5. Modeli poslovne izvrsnosti
7.5.1. Malkolm Beldridž (MB) model za poslovnu izvrsnost
1987. godine je iniciran model koji se koristi kao osnova za
nacionalnu Malkolm Beldridž nagradu za kvalitet u SAD. Nagradu
tradicionalno dodeljuje svake godine predsednik Sjedinjenih Država na
specijalnoj ceremoniji u Vašingtonu. Nagrada se daje kao godišnje
priznanje ameri
č
kim kompanijama za perfomanse izvrsnosti
*
. Negrada
može biti dodeljena za :
- proizvodne kompanije,
- uslužne kompanije i
- mali biznis.
MB model ima zna
č
ajnu ulogu u ostvarivanju konkurentnosti
ameri
č
kih kompanija tako što:
- pomaže unapre
đ
enju perfomansi kompanija,
- omogu
ć
uje komunikacije i širi informacije o najboljoj praksi me
đ
u
svim tipovima organizacija SAD,
- služi kao radni alat za razumevanje i upravljanje planiranjem,
obukom i ocenom.
Na sl. 7.9. prikazan je radni okvir MB modela za poslovnu izvrsnost
sa relacijama izme
đ
u pojedinih kriterijuma .
Ciljevi kriterijuma MB modela
- Kupcu se uvek isporu
č
uje poboljšana vrednost kao rezultat uspeha
na tržištu.
- poboljšanje celokupnih perfomansi i sposobnosti kompanije.

197
moraju biti ostvareni da bi strategija kompanije uspela. Strateški i
operativni planovi su vodi
č
za celokupne resurse i mera za sve poslovne
jedinice da se obezbedi zadovoljenje kupca i tržišni uspeh.
b) Sistem
Sistem se sastoji od šest kategorija koje definišu organizaciju, njenu
operacionalizaciju i rezultate. Sve akcije vode prema poslovnim
rezultatima - sastoje se od zadovoljenja kupca, finansijskih i
nefinansijskih perfomansi, uklju
č
uju
ć
i razvoj ljudskih resursa i javnu
odgovornost.
c) Informacije i analize
Informacije i analize su kriti
č
ne vrednosti u stvaranju efektivnog
menadžmenta kompanije i poslovnog sistema, zasnovanog na
č
injenicama
za poboljšanje perfomansi kompanije i za ostvarivanje konkurentnosti.
Kriterijumi za perfomanse izvrsnosti
1.
Liderstvo
: sistem liderstva, vrednosti, o
č
ekivanja i javne odgovornosti
kompanije.
2.
Strateško planiranje:
efektivnost strateškog i poslovnog planiranja,
odnosno razvoja planova sa fokusom na perfomanse zahteva kupca
i na perfomanse operativnih zahteva.
3.
Fokus kupca i tržište
:
kako kompanija odre
đ
uje zahteve i o
č
ekivanja
kupca i tržišta, kako uspostavljaju odnose sa kupcima i odre
đ
uje
njihovo zadovoljenje.
4.
Informacije i analize
: Efektivnost kompletiranih informacija i analiza
za podršku izvrsnosti i tržišnom uspehu od kupca vo
đ
enim
parfomansama.
5.
Razvoj i upravljanje kadrovskim resursima:
uspešnost napora da se
ostvari pun potencijal radne snage u kreiranju visoke perfomanse
organizacije.
6.
Menadžment procesima:
efikasnost sistema i procesa za
obezbe
đ
ivanje kvaliteta proizvoda i usluga.
7.
Poslovni rezultat:
Trendovi perfomansi rezultata i pore
đ
enje sa
konkurentima u klju
č
nim poslovnim podru
č
jima- zadovoljenje kupca,
finansije i tržište, proizvodi i usluge, ljudski resursi, dobavlja
č
i,
198
partneri i operativa.
Sistem ocenjivanja
Postoje dva tipa ocenjivanja sa tri dimenzija ocena i to:
1.
Pristup/razvijanje
(rasprostiranje, raspore
đ
ivanje), koji se
primenjuju na prvih šest kriterijuma.
2.
Rezultati,
koji se primenjuju na sedmi kriterijum.
"Pristup" odre
đ
uje kako se primenjuju zahtevi kriterijuma - metode
koje se koriste.
"Razvijanje" odre
đ
uje širinu na kojoj je pristup primenjen sa svim
zahtevima kriterijuma.
"Rezultati" odre
đ
uju izlaze u postizanju ciljeva datih u kriterijumu i
treba da pokažu nivo perfomansi i njihove trendove.
Pristup i razvijanje su povezani tako da opis pristupa treba uvek da
pokaže razvijanje - u skladu sa specificiranim zahtevima kategorije.
7.5.2. EFQM model za poslovnu izvrsnost
Na sl. 7.10. prikazan je oblik evropskog TQM modela za poslovnu
izvrsnost, koji je razvila EFQM - Evropska fondacija za menadžment
kvalitetom 1992. godine, i koji služi kao osnova za dobijanje evropske
nagrade za kvalitet. Nagrada se dodeljuje za:
- velike kompanije i
- mala i srednja preduze
ć
a.
Model prikazuje da se "zadovoljstvo kupca", "zadovoljstvo
zaposlenih" i "uticaj na društvo" postižu kroz "liderstvo" koje upravlja
"politikom i strategijom", "menadžmentom zaposlenih", "resursima" i
"procesima", vode
ć
i prema izvrsnosti u ostvarivanju "poslovnih
rezultata".

200
a) Kako lideri vidno demonstriraju svoju odgovornost prema kulturi
TQM-a.
b) Kako podržavaju poboljšanje li
č
nim uklju
č
ivanjem obezbe
đ
uju
ć
i
odgovaraju
ć
e resurse i svoju li
č
nu pomo
ć
.
c) Kako se uklju
č
uju u relacije sa kupcima, dobavlja
č
ima i drugim
eksternim organizacijama.
d) Kako priznaju i nagra
đ
uju napore i rezultate zaposlenih.
2. Politika i strategija
Kako organizacija formuliše, razvija i preispituje svoju politiku i
strategiju i kako je pretvara u planove i akcije.
Potrebna je evidencija o tome kako su politika i strategija bazirane na
informacijama koje su:
a) relevantne i potpune,
b) razvijene,
c) komunicirane i primenjene,
d) redovno ažurirane i poboljšavane.
3. Menadžment zaposlenih
Kako organizacija postiže pun potencijal svojih zaposlenih.
Potrebna je evidencija o zaposlenima; odnosno kako se odnose prema:
a) planiranju i razvoju kao resursima,
b) podržavanju i razvoju sposobnosti,
c) kontinualnom preispitivanju njihove perfomanse, u ispunjavanju
ciljeva,
d) uklju
č
ivanju, ovlaš
ć
enih i priznatih,
e) organizaciji ostvarivanja efektivanog dijaloga sa njima,
f) vo
đ
enju brige o zaposlenima.
4.
Resursi
Kako organizacija upravlja efektivno i efikasno sa resursima.
201
Potrebna je evidencija kako se upravlja:
a) finansijskim resursima,
b) informati
č
kim resursima,
c) odnosima sa dobavlja
č
ima i materijalima,
d) zgradama, opremom i drugom imovinom,
e) tehnologijom i intelektualnom svojinom.
5. Procesi
Kako organizacija identifikuje, upravlja i poboljšava procese.
Potrebna je evidencija:
a) kako su identifikovani klju
č
ni procesi za uspeh u poslovanju,
b) o sistemskom upravljanju procesima,
c) kako su preispitivani i kompletirani ciljevi za poboljšanje procesa,
d) kako su procesi poboljšavani koriš
ć
enjem inovativnosti i
kreativnosti,
e) kako su procesi menjani i kakvi su efekti toga menjanja.
6.
Zadovoljenje kupca
Šta je organizacija ostvarila u odnosu na zadovoljenje eksternih
kupaca.
Potrebna je evidencija o:
a) mišljenju kupca o proizvodima i uslugama kompanije i odnosima
prema kupcu,
b) dodatnim merama za zadovoljenje kupaca.
7. Zadovoljenje zaposlenih
Šta je organizacija postigla u odnosu na zadovoljenje zaposlenih.
Potrebna je evidencija o:
a) mišljenju zaposlenih i o njihovom vi
đ
enju kompanije,
b) dodatnim merama za zadovoljenje zaposlenih.

203
3. Obrazovanje i širenje znanja
4. Primena
Treba proveriti slede
ć
e elemente:
1. Menadžment profitom
2. Upravljanje troškovima
3. Upravljanje dobavlja
č
ima
4. Upravljanje proizvodnim procesima
5. Menadžment sredstvima
6. Upravljanje instrumentima
7. Menadžment zaposlenima
8. Radni odnosi
9. Programi obrazovanja
10. Razvoj novih proizvoda
11. Menadžment istraživanjima
12. Odnosi sa prodavcima
13. Procedure rešavanja žalbi
14. Koriš
ć
enje informacija od kupca
15. Obezbe
đ
ivanje kvaliteta
16. Servis za kupca
17. Odnosi sa kupcima
Postoje posebne provere koje treba da pokažu kako se sistem odnosi
na:
a) sakupljanje i koriš
ć
enje informacija kvaliteta,
b) analize,
c) standardizaciju,
d) upravljanje,
e) obezbe
đ
enje kvaliteta - kako je sistem obezbe
đ
enja kvaliteta
administriran i dijagnosticiran
5. Efekti
Kakav je uticaj TQC na kvalitet, servis, isporuku, troškove, profit,
bezbednost i okolinu?
204
6. Budu
ć
nost
Postoji li plan za ostvarivanje TQC programa.
7.5.4. Rasprostranjenost TQM modela za
poslovnu izvrsnost
TQM je osnova na kojoj se razvijaju i koriste modeli za poslovnu
izvrsnost u preko 80 zemalja.
Pored najpoznatijih TQM modela za poslovnu izvrsnost, ameri
č
kog
MB modela i evropskog EFQM, u svetu postoji još nekoliko modela koji
su u ve
ć
oj ili manjoj meri izvedeni iz njih kao što su modeli Australije,
Novog Zelanda, Južne Afrike, Finske, Norveške, Kanade itd.
Postoje planovi da se u budu
ć
nosti radi na objedinjavanju evropskog
EFQM i ameri
č
kog MB modela.
EFQM model se uz male modifikacije ( obi
č
no se radi o izmenjenim
vrednostima procenata za pojedine elemente) primenjuje u ve
ć
ini
evropskih i u nekim vanevropskim zemljama. Smatra se da je procenat u
kome kompanije
č
lanice EFQM koriste pojedine modele za poslovnu
izvrsnost slede
ć
i
*
:
- EFQM model 59%,
- MB model 22% i
- ostali modeli 19%.
Srbija spada u zemlje koje nemaju sopstveni model izvrsnosti, mada
postoje pokušaji definisanja HM i VM modela koji nisu doživeli ve
ć
i
stepen promocije od želje njihovih autora prilikom publikovanja u svojim
knjigama.

206
Sa svoje strane, po
č
ev od 1954. godine, Juran podu
č
ava vrlo
pragmati
č
an i potpun "postupak za mobilizaciju resursa celokupnog
preduze
ć
a kako bi se kvalitet ostvario, a zatim i poboljšao".
Fajgenbaum je 1955. godine tako
đ
e pozvan da odrzi seriju seminara i
konferencija o TQC - u.
Ukupno gledano, stotine direktora preduze
ć
a, najviši upravlja
č
ki i
rukovode
ć
i kadar i hiljade inženjera sledio je u
č
enje ovih " gurua". Oko
1960. godine, Japanci su bili u stanju da dalje nastave sami. Razradili su
sopstvenu doktrinu, a upravljanje kvalitetom i pre kraja 60-tih godina
po
č
eo je da se širi u Isto
č
nu Aziju, a po
č
ev od 1973. godine i u Kinu.
Zna
č
ajna je hronologija kojom je sprovodena obuka namenjena
razli
č
itim nivoima. Dok su se Deming i Juran u godinama 1950-1954.
obra
ć
ali najvišem upravlja
č
kom i rukovode
ć
em kadru, JUSE je za
operativce u upravljanju kvalitetom, pokrenula 1956. godine radio-difuzni
kurs, a 1962. godine bili smo svedoci formiranja kružoka kvaliteta, koji su
prvo predstavljali vid obuke, pre nego što
ć
e postati instrument za
poboljšanje kvaliteta, produktivnosti i me
đ
uljudskih odnosa. Na taj na
č
in, u
Japanu je obuka za kvalitet po
č
ela od vrha hijerarhije i trebalo joj je
desetak godina da se "spusti" u bazu.
Japanska doktrina predstavlja prilagodavanje TQC na uslove japanske
kulture. Išikava insistira na razlikovanju TQC prema Fajgenbaumu i TQC "
na japanski na
č
in". Prvi, kaže on, "organizuju profesionalci za QC", dok
drugi zahteva u
č
estvovanje zaposlenih iz svih delova preduze
ć
a. Da bi
istakao ovu razliku, pogotovu zbog "stranaca" , Išikava je, 1968.godine,
TQC na japanski nacin nazvao CWQC (
Company Wide Quality Control),
upravljanje kvalitetom prošireno na celo preduze
ć
e.
Po
č
ev od šezdesetih godina, veliki ameri
č
ki eksperti koji poznaju
Japan zadivljeni su njegovim uspehom. Juran 1981. godine isti
č
e da zvoni
signal za uzbunu. Prema njemu, japanski kvalitet je sredinom 70-tih
godina u proseku nadmašio kvalitet na Zapadu (u proseku , zato sto stanje
nije bilo jednako u svim industrijskim sektorima i svim preduze
ć
ima), i od
tada se jaz stalno pove
ć
ava. Juran smatra da to što su uradili Japanci mogu
da urade i drugi.To potvr
đ
uje poboljšanje kvaliteta u fabrikama na Zapadu,
koje su prešle u ruke Japanaca. Tako
đ
e zna
č
ajno je smanjenje ne kvaliteta
i troškova koji su sa njim u vezi, na primer, u jednoj ameri
č
koj fabrici
207
televizora: za tri godine (1974. do 1979.) intenzitet otkaza kod korisnika
smanjen je 40 puta, troškovi otklanjanja grešaka za vreme garantnog roka
za 5,5 puta, a broj popravki isporu
č
enih prijemnika za 8 puta. Mogu se
navesti i brojni drugi noviji primeri.
8.2. JAPANSKO NASPRAM ZAPADNOG ISKUSTVA
Trenutno stanje širom Evrope, predstavlja posledicu jedne složene
alhemije koja kombinuje spoljašnje uticaje sa tradicijom i nacionalnom
kulturom. "Kvalitet" nije znanje kakvo postoji u prirodnim naukama, to je "
znanje za akciju", na
č
in postojanja i ponašanja, misao i praksa koji se
uzajamno dopunjuju. Ideje koje su stigle iz SAD-a i Japana u Evropu
naišle su na tradiciju kvaliteta, metod, organizaciju, me
đ
uljudske odnose.
Ali, evropskim prednostima stoje na putu prepeke – naro
č
ito se isti
č
e još
uvek nedovoljna sistemati
č
nost aktivnosti - za koje ameri
č
ki i japanski
doprinosi predstavljaju pravi lek.
U Evropi i SAD-u došlo je 70-tih godina XX veka do naglog skoka koji
se pod uticajem japanske konkurencije, po
č
ev od 1980. godine na dalje
poja
č
ava. Istinu govore
ć
i, razvijene evropske zemlje nisu imale valjanog
razloga da trajnije pate od kompleksa u pogledu kvaliteta – o
č
igledni su
njihovi uspesi u sektorima koji su u "špicu" (Erbas, Ariana, nuklearna
industrija...). Me
đ
utim, one moraju da bez odlaganja pokrenu "opštu
mobilizaciju" u ugroženim industrijama.
Ako je mogu
ć
e pobediti Japance u trkama, mogu
ć
e ih je pobediti i
na auto-putu" glasila je 1992. godine jedna reklama Renoa. Tu leži glavni
problem koji evropska preduze
ć
a moraju da reše: biti konkurentan sa
velikoserijskim proizvodima koji se nude me
đ
unarodnom tržistu. Što se
ti
č
e kvaliteta, uspesi ne nedostaju, ali o
č
igledno je, da to nije jedini faktor
u
igri.
Odgovor Evrope na narastaju
ć
u opasnost kvalitetom proizvoda sa
istoka iz Japana i sa Zapada iz SAD-a, je formiranje prvo EZ a zatim EU
č
ime se nacionalne granice država
č
lanica pomeraju na granice Unije,
ukidaju se sve trgovinske barijere, uvedena je zajednicka valuta Evro, i
jedinstvena standardizacija kvaliteta proizvoda i usluga serijom standarda
ISO 9000. Sigurno, u globalnim svetskim ekonomskim odnosima u

209
M. Imai smatra da "strategija
KAIZEN
predstavlja jedan od
najvažnijih pristupa upravljanju koji koristi japanski menadžment i da
predstavlja klju
č
za japansku konkurentnost.
Kaizen
ozna
č
ava
poboljšanje, poboljšanje u hodu, koje obuhvata svakoga, najviše
rukovodioce, srednji i niži rukovodni kadar, radnike i sve zaposlene". To
je "na
č
in mišljenja" usmeren na proces.
Ako se u ovom kontestu oslonimo na Jurana i Išikavu, možemo re
ć
i
da su osnovni pravci duž kojih se napori neposredno usmeravaju ka
upravljanju kvalitetom - i koji se u izmenjenom obliku mogu preneti u
druge zemlje slede
ć
i:
- najviši upravlja
č
ki i rukovode
ć
i kadar uzima menadžment kvaliteta
u svoje ruke,
- masovna obuka svih nivoa i svih poslovnih funkcija za "discipline
kvaliteta", od generalnog direktora do najnižih izvršilaca,
- prakti
č
no upravljanje kvalitetom od strane svih proizvodnih radnika,
obu
č
enih u tu svrhu, dakle od strane onih koji " prave" kvalitet, a ne samo
od strane specijalista " službe kvaliteta"; ova praksa se odnosi na primenu
metodoloskih i statistickih "alata" koji su svima dostupni,
- godišnji programi poboljšanja kvaliteta.
" TQC na japanski na
č
in" efikasno kombinuje strateški i operativni
menadžment, znanje i veštinu koji se koriste na pragmati
č
an na
č
in, koji
se "lepe" za probleme i sa upornoš
ć
u se posve
ć
uju njihovom rešavanju,
težeci da ih " grickaju" malo po malo.
8.3.1. Osnove nove proizvodne filozofije
Privredni rezultati i uspesi koje postiže japanska proizvodnja daju za
pravo da se konstatuje, da to danas predstavlja svojevrsni fenomen. Taj
novi proizvodni sistem je postao i paradigma jednog snažnog privrednog
organizma, koji po svojoj tehnologiji , dostignutoj produktivnosti,
razvijenom menadžmentu Itd. predstavja neki cilj kojem treba težiti. Ovaj
stil nazvan je
NOVA PROIZVODNA F1LOZOFIJA
koji živi u Japanu. U
pogledu tehnike, tehnologije, organizacije i menadžmenta, ova proizvodna
filozofija kao metod i sistem predstavlja najviši nivo dostignu
ć
a, u kome je,
ipak,
č
ovek odigrao glavnu ulogu.
210
Tržište je po
č
etak i kraj svake robne proizvodnje. Ukoliko to nije,
svaka proizvodnja je krajnje neracionalna i nesvrsishodna. Osnovni
zahtevi racionalne proizvodnje prema konceptu NPF su:
1) Zadovoljenje savremenog tržista koje traži : širok asortiman, visok
kvalitet i niske cene;
2) Savremena proizvodnja treba da bude fleksibilna , oslobo
đ
ena od
škarta i da ima minimalne gubitke.
Koncepcija NPF podrazumeva stalno poboljšanje procesa proizvodnje.
Kod ovog principa se angažuju sve funkcije preduze
ć
a, a naro
č
ito
funkcije menadžmenta, odnosno upravljanja. Da bi se princip poboljšanja
proizvodnje ostvario u savremenim uslovima japanski stru
č
njaci su postavili
formulu:
" 5 x Z" i " 1 x K"
odnosno : pet puta se mora postaviti pitanje: "zašto" (5Z), da bi se došlo
do odgovora na pitanje: "kako" (1xK). Š. Šingo (Shingo) isti
č
e: " Kada
razmatramo kako da se postigne poboljšanje mi moramo stalno postavljati
pitanje: "zašto" - da bi na taj na
č
in postavili prave ciljeve i to za svaki od pet
elemenata proizvodnje:
- predmet proizvodnje,
- sredstva za rad ,
- prostor,
- vreme i
- metod proizvodnje.
8.3.1.1. Netroškovni princip
Prema troškovnom principu, prilikom izrade kalkulacije prodajne cene
važi pravilo: prodajna cena proizvoda (PC) dobija se kada se troškovi
proizvodnje (T) uve
ć
aju za dobit (D), odnosno:
PC = T + D
Kod netroškovnog principa, kao jednog od osnovnih principa
upravljanja proizvodnjom po NPF, prethodna formula ima sasvim novi
oblik, odnosno:

212
8.3.1.3. Princip nulte kontrole kvaliteta
Kontrolu kvaliteta proizvoda , po NPF treba eliminisati, odnosno,
minimizirati. Po NPF sve prethodne radnje u stvaranju novog proizvoda
treba uraditi besprekorno bez škarta (Zero Defect), tako da je završna
kontrola kvaliteta gotovih proizvoda suvišna, dakle greške se otklanjaju na
izvoru njihovog nastajanja. Najpoznatiji metod za ostvarivanje "Zero QC"
je:"Poka Yoke" metod koji se koristi za inspekciju grešaka na njihovom
izvoru.
Metod kontrole "Poka Yoke" spre
č
ava pojavu grešaka u proizvodnji.
On može biti izra
đ
en u dva tipa:
1. Tip grani
č
nika - stop: kada se aktivira Poka - Yoke mašina ili linija se
zaustavi;
2. Tip signala: kada se aktivira Poka - Yoke, izvršilac dobija zvu
č
ni ili
svetlosni signal.
Tip "STOP" prekida proces i spre
č
ava proizvodnju sa greškama, i u
slu
č
aju da je radnik ne pažljiv. Ovaj na
č
in delovanja Poka-Yoke poseduje
snažniji korekcioni efekat u odnosu na drugi tip "SIGNAL", koji
dozvoljava produžetak proizvodnje sa greškom - ako izvršioc ne reaguje.
Dakle, Poka - Yoke sistem omogu
ć
uje da se greška ili defekt uo
č
i, da se
zaustavi proizvodni proces, po uo
č
avanju greške i da se trenutno dobije
podatak o uzro
č
niku greške, odnosno da se otkloni uzrok nastalog kvara
ili
greške. Na ovaj na
č
in se ostvaruje vrhunski kvalitet svih operacija u
tehnološkom procesu nastajanja nekog proizvoda, što isklju
č
uje potrebu
završne kontrole kvaliteta stvorenog proizvoda.
8.4. OSNOVNE KARAKTERISTIKE KAIZEN
MENADŽMENTA
Kaizen je na
č
in razmišljanja u japanskoj filozofiji upravljanja
poslovnim procesima u kompaniji. Termin KAIZEN sastoji se iz dve
kovanice:
kai – promena i zen – dobro
. Kaizen se prevodi kao stalno
unapre
đ
enje. Me
đ
utim, Kaizen je više od toga. Radi se o kulturnom
nasle
đ
u kada se radi o proizvodnji u Japanu.
213
Suštinski KAIZEN zna
č
i stalno unapre
đ
enje, nastao je u Japanu ali je pod
istim nazivom prihva
ć
en i na zapadu. Kaizen su dnevne aktivnosti. To je
proces koji, kada se uradi pravilno, homogenizuje radno mesto,
elimininiše preterano težak rad, u
č
i ljude kako da obavljaju eksperimente
na svojim delima koriste
ć
i nau
č
ne metode i kako da nau
č
e da prepoznaju i
eliminišu škart u svom poslovanju. Dok Kaizen obi
č
no daje mala
poboljšanja, kultura kontinuiranih poboljšavanja prevodi mala poboljšanja
u standardizaciju i daje na kraju velike rezultate u obiku ujedinjenog
poboljšanja produktivnosti. Kaizen je stalni rad na tome da budete bolji.
Primena principa Kaizena mogu
ć
a je samo postepeno i potrebno je
vreme i strpljenje. Konkretan na
č
in uvo
đ
enja Kaizena u kompaniju
uslovljen je mogu
ć
noš
ć
u za promene u kompaniji, a time i u
organizacionoj strukturi. Kaizen je proces koji te
č
e u dva smera: odozgo
na dole i odozdo na gore.
Najgore su one kompanije koje se bave održavanjem postoje
ć
eg
stanja. U njima nema unutrašnjeg impulsa za Kaizenom ili inovacijom.
Menadžment ne zna u kom pravcu bi poveo kompaniju. Promene mu
name
ć
u tržišne okolnosti i konkurencija. Kaizen je neprestani proces u
kome u
č
estvuju svi u kompaniji, svako iz menadžerske hijerarhije je na
neki na;in sa njim povezan
Top menadžment rešen da uvede Kaizen kao korporativnu strategiju,
oberzbe
đ
uje podršku i usmerava raspoložive resurse. Politiku Kaizena
uspostavlja kroz funkcionalne ciljeve, koje povremeno proverava i
izgra
đ
uje sistemske procedure i strukture koje služe Kaizenu. Srednji
menadžment sprovodi i izvršavba Kaizen ciljeve po direktivama top
menadžmenta, utvr
đ
uju, održavaju i unapre
đ
uju standarde, upoznaje
zaposlene sa Kaizen programom i vrši intenzivnu obuku. Pomažu
zaposlenima da savladaju veštine u upotrebi alata za rešavanje

215
osnovni uzrok. Možete zameniti mašinu novom, ali to ne
ć
e rešiti problem.
Tre
ć
i
princip je preduzimanje privremenih komentara na licu mesta. Kao
č
etvrti
princip je otklanjanje uzroka problema. I kao poslednje,
peti
,
pošto prona
đ
ete uzrok, onda napravite standard kao se to ne bi ponovilo
8.4.1. 5S principi
Temelj Kaizen menadžmenta
č
ine: standardizacija 5S principa za
održavanje kompanije, eliminisanje rasipanja i podsticanje u
č
eš
ć
a radnika
u poboljšanju rada fabrike. Jedan od osnova Kaizena je standardizacija.
Neki zameraju Kaizenu da je zbog toga rigidan, ali pravilo je da
č
im
prona
đ
ete bolji na
č
in, njega uvedete kao standard. Standardizaciju je
nužno sprovesti jer jedino tako se svi radnici mogu upoznati sa tim koji je
najbolji na
č
in da se nešto uradi, ali isto tako je nužno shvatiti da se
standardi odnosno pravila menjaju – onda kada se otkrije novi bolji na
č
in
obavljanja ne
č
ega. 5S su principi po kojima se ’’održava ku
ć
a’’. 5S se
prevodi kao jedan od metoda menadžmenta, ali i ovaj koncept je više od
toga. 5S je tako
đ
e osnovni princip u svakoj japanskoj fabrici. Kompanije
mogu da imaju razli
č
ite nazive, ali koreni su isti. 5S ima za cilj
unapre
đ
enje profitabilnosti, produktivnosti i kvaliteta rada. Definiše se na
slede
ć
i na
č
in:
Svrha 1.
Unapre
đ
enje efikasnosti operacija.
Podizanje kvaliteta,
smanjenje troškova i pouzdanost.
Svrha 2. Unapre
đ
enje bezbednosti. Isto radno
okruženje smanjuje
mogu
ć
nost nezgode i obezbe
đ
uje
udobnost u svakodnevnom radu.
Svrha 3. Podizanje morala. Motivacija i kreativan
rad, spremnost za
posao na radnom mestu, o
č
uvanje
visokih eti
č
kih vrednosti u poslu itd.
Principi Kaizena i model 5S primenjuju se u okviru klju
č
nih koncepata
originalne proizvodnje: TQM-a, TQC-a, pouzdanog sistema proizvodnje
(Lean production system) i 6 sigma. Me
đ
utim, mogu se primeniti i na
kancelarijski prostor i upravljanje timovima. Ve
ć
danas možete zapo
č
eti
sa primenom Kaizen i 5S metoda bez velikih investicija. Sve od vas
216
zavisi. Ako želite visoke performanse na poslu, morate imati dovoljno
razboritosti da promenite svoj stil rada. 5S i Kaizen daju dobra upustva
kako za rad tako i za život.
Jedan od ciljeva Kaizena je da niko nebi trebalo da potroši više od 30
sekundi za traženje potrebnih dokumenata. Kaizen, kako se navodi u
svim publikacijama, se uvodi godinama, a da bi se videli pravi efekti
nekada je potrebno da pro
đ
e 15 – 20 godina strpljivog rada.
1S – SEIRI
Premeštanje, raspored, redosled, kompaktnost,organizovati precizno
Ovaj princip
prvog S
podrazumeva sortiranje svih radnih stvari,
materijala priru
č
nika i drugo što je prisutno na radnom mestu. Da bi se
ovo ostvarilo potrebno je uraditi slede
ć
e:
-
Razlikujte neophodne stvari od nepotrebnih.
-
Odvojite neophodne od nepotrebnih informacija
-
Blagovremeno donesite odluku i izvršite je
-
Produktivno radno okruženje je odre
đ
eno slede
ć
im kriterijumima:
1.
Važnost
2.
Prioritet
3.
U
č
estalost
Morate organizovati svoje zadatke, informacije, vreme, novac i
stvari na osnovu datih kriterijuma.
-
Odvojite li
č
ne stvari od onih koje pripadaju preduze
ć
u
Potrebno je u finalnoj aktivnosti doneti odluku šta sa svim
nepotrebnim stvarima iz vašeg okruženja na radnom mestu. Ove stvari ne
mogu ostati na radnom mestu.
2S SEITON
Sortiranje
Princip sortiranja ili
drugo S
u ovom modelu podrazumeva da svi
predmeti koji se stalno upotrebljavaju dobijaju stalno mesto koje mora biti
dobro ozna
č
eno. Sistem ozna
č
avanja mora biti dobro osmišljen i jasan
radi efikasnijeg koriš
ć
enja. Klju
č
ne aktivnosti u okviru drugog S su
slede
ć
e:

218
-
Ne treba da se zadovoljite samo
č
isto
ć
om na radnom mestu
-
Ako radno mesto ometa vaše radne performanse onda je to
pogrešan 5S
-
Održavajte radno mesto u dobrom stanju i
č
isto, lako pristupa
č
no i
udobno.
-
Moramo dosti
ć
i visoke performanse u radu
-
Zato radno mesto mora biti
č
isto i funkcionalno.
5S SHITUKE
Disciplina
Peto S
podrazumeva da se svih predhodno definisanih pravila treba
pridržavati i stalno ih unapre
đ
ivati. Zaposleni li
č
no, nadre
đ
eni i
menadžment proveravaju primenu aktivnosti 5S i ocenjuju primenu u
svakodnevici. Tvorac Kaizen filozofije Imai kaže da je pravilo ako se
prepusti samo sebi, sve propada. Ovo pravilo važi za gembu – radionicu,
fabriku, fabri
č
ki proces. Klju
č
ne aktivnosti petog S u modelu 5S
podrazumevaju:
-
U kancelariji ili u proizvodnom pogonu morate imati pravila
(procedure)
-
Pravila morate poštovati bez izuzetaka
-
Nije lako poštovati pravila, da bi se poteško
ć
e smanjile potrebno
je:
1.
Držite red
2.
Pojavite se uvek na vreme i prema rasporedu (ta
č
nost)
3.
Održavajte visoki kvalitet rada i u teškim uslovima
4.
Svakog dana napravite rekapitulaciju rezultata
5.
Održavajte dobru komunikaciju sa šefom, kolegama itd.
-
Morate to stalno i uvek iznova raditi
-
Planirajte, uradite, proverite, sumirajte i po
č
nite ispo
č
etka
-
Tada
ć
e poštovanje pravila postati deo vas i
č
lanova vašeg tima
-
Ovo je stalan proces bez kraja
-
Bolje je po
č
eti SHITUKE u ranom dobu, recimo u detinjstvu
Uvo
đ
enje SHITUKE koncepta u odmaklom dobu može biti veoma
teško
-
Primena SHITUKE koncepta od detinjstva je veoma važna i
obezbe
đ
uje doživotnu predanost za takvu osobu
Primena principa 5S podrazumeva o
č
uvanje onoga što je ve
ć
postignuto i racionalno raspolaganje sopstvenim vremenom
219
8.4.2. 3MU kontrolnih Kaizen aktivnosti
Ušteda je jedan od na
č
ina da se poboljša produktivnost u proizvodnji.
Za pronalaženje izvora rasipanja ili otkrivanja uzroka problema, u
Kaizenu postoji nekoliko lista za proveru i alata koji su od pomo
ć
i pri
analizi. Razvijen je izvestan broj Kaizen sistema kontrolnih ta
č
aka, da bi
se radnicima i menadžmentu pomoglo da stalno razmišljaju o mogu
ć
im
oblastima poboljšanja. Jedan jednostavni primer je
’’Lista za
proveru
3MU’’
kao skra
ć
enica japanskih re
č
i :
muda
– rasipanje,
muri
-
preoptere
ć
enje i
mura
– odstupanje.
M. Imai navodi da postoji sedam tipova rasipanja u kompaniji koji
dovode do sedam tipova gubitaka :
1.
Gubitak usled prekomerne proizvodnje
2.
Gubitak vremena
3.
Gubitak u transportu
4.
Gubitak u obradi
5.
Gubitak vremena
6.
Gubitak u pokretima
7.
Gubitak usled škarta
Prekomerna proizvodnja je jedna od najve
ć
ih boljki planske privrede.
Planska privreda po
č
iva na predpostavci kolike
ć
e biti potrebe tržišta
Nikada ne može da se zna kolike
ć
e potrebe tržišta biti, a idealna situacija
je ona u kojoj se proizvodi po prispeloj porudžbenici. Kako je ovo teško,
Imai preporu
č
uje da se prvo zalihe smanje na pola, a potom opet na pola
itd. Izuzeci su svakako prehrambena industrija koja radi sa sezonskim
proizvodima, pa su prinu
đ
ene da stvaraju zalihe, ali i tada treba da
nastoje da ove zalihe budu što manje. Ovaj na
č
in proizvodnje zove se
’’lean production’’ bukvalno mršava proizvodnja ili ekonomi
č
na
proizvodnja. Ovakav na
č
in proizvodnje godinama primenjuje Tojota koja
i u uslovima ekonomske krize uspešno posluje.
Muda – rasipanje
Po
č
etna pozicija Kaizena jeste identifikovanje ’’rasipanja’’ za vreme
rada. Identifikacija po
č
inje posmatranjem radnika na poslu, pre svega zato
što nas to ništa ne košta. Ilustrovan je primer rada na fabri
č
koj traci: blok

221
Sl. 8.1. Kaizen sistem
Primena Kaizen sistema ograni
č
ena je znanjem top-menadžera .
Ukoliko je znanje top-menadžera malo on se plaši da si
đ
e u gembu , a bez
ulaska top- menadžera u gembu nema Kaizen sistema. Ako top-menadžer
želi da si
đ
e u gembu, na primer u knjigovodstvo kompanije i da bude
’’detektiv’’ na poslu knjiženja osnovnih sredstava, potrebno je znanje
propisa i procedura obra
č
una amortizacije osnovnih sredstava, u
suprotnom odlazak u gembu nema smisla. Nekompetentni menadžeri se
boje da idu u gembu što pravdaju ’’držanjem nivoa’’. Ovi menadžeri
obi
č
no ne izlaze iz svoje kancelarije, a komunikaciju ostvaruju sa uskim
krugom saradnika. Kriti
č
ni faktor uspeha je menadžersko liderstvo za
izvršavanje Kaizena u kompaniji, za šta je potreban samo jedan resurs a to
je znanje menadžera iz oblasti funkcionisanja kompanije, sl. 8.2.
Sl. 8.2. Uloga top menadžera u funkcionisanju Kaizena
222
Glavni problem primene Kaizen sistema u zapadnim kompanijama a
posebno u, kompanijama u Srbiji, je nekompetentan menadžment vrlo
č
esto bez ikakvih znanja iz oblasti upravljanja poslovnim i proizvodnim
sistemima. Primer kompanije u Senti ovo potvr
đ
uje, menadžment je
japanski a radnici su Srbi.
8.4.3. Kaizen i inovacija
Postoje dva opre
č
na pristupa napretku: postepen prilaz i prilaz velikog
skoka unapred. Japanske kompanije obi
č
no biraju postepeni prilaz, a
zapadne prilaz velikog skoka unapred ili inovaciju.
Po Kaizenu, pola menadžmenta se sastoji u održavanju postoje
ć
ih
sredstava i proizvodnje a druga polovina je poboljšanje. Postoje dve vrste
poboljšanja. Jedna je Kaizen i ne traži mnogo novaca, a drugi je inovacija,
primenjen od strane zapadnih menadžera, i traži mnogo novaca. U
inovaciji napredak se kupuje novcem, kupovinom mašina koje su po
pravilu skupe, zapošljavanjem više ljudi, investicijama u nove
tehnologije. Tipi
č
an menadžer u Japanu razmišlja kako da dovede do
poboljšanja sa onim što ve
ć
ima. Japanski menadžeri kažu svojim
ljudima: ’’Mi nemamo mnogo novaca da vam damo, ali vi i dalje morate
biti bolji. A kad nemate novca, koristite mozak, a ako nemate mozak onda
se znojite’’. Vlasnik Suzukija svojim ljudima kaže: ’’Koji god posao
danas radite razmišljajte kao da je to najgori na
č
in’’. Takav na
č
in
razmišljanja vas tera da napredujete isti
č
e Masaki Imai utemeljiva
č
Kaizen filozofije.
Inovacija se doživljava kao velika promena podstaknuta tehnološkim
razvojem, uvo
đ
enjem novog menadžerskog koncepta ili proizvodne
tehnike. Inovacija je dramati
č
ni doga
đ
aj, nešto što neodoljivo privla
č
i
pažnju okoline. Kaizen je
č
esto suptilan i ne preterano uzbudljiv. Dok je
Kaizen neprekidan proces, inovacija je, uopšteno govore
ć
i, jednokratna
pojava.
U tabeli 8.1. prikazane su najvažnije osobina Kaizena i inovacije.
Jedna od divnih karakteristika Kaizena je što mu, po pravilu, nije
potrebna sofisticirana tehnika i poslednja re
č
tehnologije. Za primenu
Kaizena su dovoljne konvencionalne tehnike kao što su sedam alata
kontrole kvaliteta, dok su za inovaciju potrebne visoko sofisticirane
tehnologije i velike investicije.

224
Tabela 8.1. Karakteristike Kaizena i inovacije
Kaizen Inovacija
1. Posledice
Dugoro
č
ne i dugotrajne
ali nedramati
č
ne
Kratkoro
č
ne ali
dramati
č
ne
2. Na
č
in kretanja
Mali koraci
Veliki koraci
3. Vremenski okvir
Neprekidan uz prirast
Isprekidan, bez prirasta
4. Promena
Postepena i stalna
Nagla i nepostojana
5. Uklju
č
uje Svakoga
Odabranu
nekolicine
’’šampiona’’
6. Na
č
in
Održavanje i poboljšanje
Ruši i zida iz po
č
etka
7. Pristup
Kolektivizam, grupni
napor, sistematski pristup
Nesputani individualizam,
pojedina
č
ne ideje i napori
8. Inicijator
Konvencionalno znanje
dovedeno do savršenstva
Tehnološki proboji, novi
izumi, nove teorije
9. Prakti
č
ni zahtevi
Traži male investicije ali
veliki napor na održavanju
Traži velike investicije
ali
mali napor na održavanju
10. Usmerenje
Ka ljudima
Ka tehnologiji
11. Kriterijum
procene
Procesi i napori za bolje
Rezultati zbog profita
12. Prednost
Dobri rezultati u sporo
rastu
ć
im ekonomijama
Više odgovara u brže
rastu
ć
im ekonomijama
Opadanje je neizbežno, kada napor za poboljšanje izostane, sl. 8.4.a.
Prema tome,
č
ak kada inovacija stvori održivi i revolucionarni standard,
novodosegnuti nivo u
č
inka
ć
e opadati ako se standard neprestano ne
preispituje i unapre
đ
uje. Zbog toga, kad god se stvori inovacija, mora biti
pra
ć
ena nizom Kaizen napora u cilju održavanja i poboljšanja, sl. 8.4.b.
Dok je inovacija jednokratni potez
č
iji efekti sva više erodiraju, usled
intenzivne konkurencije i opadaju
ć
ih standarda, Kaizen je neprestani
napor s kumulativnim dejstvom koji de ogleda u postojanom rastu iz
godine u godinu.
225
Sl. 8.4. a)Inovacija posmatrana zasebno b) Inovacija sa Kaizenom
Kaizen zahteva veliku posve
ć
enost menadžmenta u vremena i truda.
Nikakva infuzija kapitala ne može zameniti ove investicije vremena i
truda. Investirati u Kaizen zna
č
i ulagati u ljude. Ukratko, Kaizen je
orijentisan prema ljudima, dok je inovacija orijentisana tehnološki i prema
novcu. Dok Kaizen napreduje mic-po mic na talasu brojnih malih napora,
inovacija ska
č
e uvis nadaju
ć
i se da
ć
e se do
č
ekati na mnogo višoj ravni,
uprkos gravitacionoj inerciji i težini investicionih troškova. U sporo
rastu
ć
oj ekonomiji optere
ć
enoj visokim troškovima energije i materijala ,
viškom kapaciteta i tržištima koja stagniraju, Kaizen je
č
esto isplativiji
od inovacije.
a)
b)

227
Mogu
ć
e rešenje ove situacije:
Pitanje 1. Zašto nije dostavljen izveštaj o popisu?
Odgovor 1. Zato što popisna komisija nije dobila popisne liste od
ra
č
unovodstva?
Pitanje 2. Zašto ra
č
unovodstvo nije dostavilo popisne liste komisiji?
Odgovor 2. Zato što je kompjuterski program bio blokiran i nije
funkcionisao u vreme kada je popis izvo
đ
en.
Pitanje 3. Zašto je kompjuterski program blokiran i nije
funkcionisao?
Odgovor 3. Zato što odgovorni radnik zadužen za kompjuterske
programe nije deblokirao kompjuterski program.
Pitanje 4. Zašto odgovorni radnik nije deblokirao kompjuterski
program na zahteve operatera i
č
lanova popisne komisije?
Odgovor 4. Zato što odgovorni radnik za održavanje ra
č
unara ilegalno
odsustvuje sa posla u vreme popisa zbog svog privatnog
posla.
Pitanje 5.
Zašto odgovorni radnik suprotno Zakonu i normativnim
aktima ne dolazi na posao?
Odgovor 5. Zato što mu odgovorni u ustanovi, njegov šef i top
menadžer dozvoljavaju da odsustvuje s posla kad god želi
suprotno Zakonu i normativnim aktima ustanove.
Pravo rešenje ovog problema popisa sitnog inventara i mnogih sli
č
nih
u ovoj ustanovi je ’’prisiliti’’ zaduženog radnika da održava sistem i da u
skladu sa Zakonom i normativnim aktima redovno kao i ostali radnici
dolazi na posao i radi posao za koga je pla
ć
en. On je sigurno stru
č
an za
ovaj posao jer se radi o poslu male složenosti , koji da bi se desio, radnik
mora biti na poslu. U ovom slu
č
aju odgovorni top menadžer mora da ga
energi
č
nom akcijom prinudi da redovno kao i ostali radnici dolazi na
posao. Da pri tome radi posao za koji je pla
ć
en. O
č
igledno je, da je
postojao druga
č
iji odnos top menadžera prema ovom radniku koji nije dao
rezultat.
Ako bi se top menadžer opredelio da primeni princip inovacije i da
ustanova kupi napredan softverski paket, koji ne
ć
e biti u po
č
etku
blokiran, neko vreme sistem
ć
e raditi bez problema u instaliranom
228
statusu. Me
đ
utim, za sistem je potrebno održavanje da bi funkcionisao.
Održavanje može da se organizuje eksterno (da se postoje
ć
i radnik otpusti
s posla ili najgora varijanta da postoje
ć
i radnik ostane na poslu sa istim
ponašanjem i istom tolerancijom top menadžera u odnosu na njegov
odnos prema radu). Ukoliko bi top menadžer prisilio ovog radnika da se
ponaša kao svi ostali, što je tako
đ
e malo verovatno jer i do sada niko nije
spre
č
avao top menadžera na obezbedi ponašanje ovog radnika u skladu sa
zakonom, eksterno održavanje sistema nije potrebno, pa se name
ć
e
zaklju
č
ak zašto je investirano u kupovinu naprednog sistema.
Epilog ovog slu
č
aja može biti, zataškavanje stvari, kupovinom novog
sistema ili ad-hoc angažovanje neodgovornog radnika da se slede
ć
e
godine izvede popis sitnog inventara uz propuste u informacionom
sistemu u drugim delovima ustanove. Istovremeno nezadovoljstvo ostalih
radnika zbog nejednakog tretmana zaposlenih u ustanovi raste. Ovo stanje
vodi kompaniju u tiho propadanje, koje zbor inercije sistema ustanove
kao celine nije odmah vidljivo. U tom slu
č
aju jedino efikasno rešenje za
ustanovu je zamena top menadžera koji ne može ili ne želi da reši ovaj
jednostavni problem. Ako ustanova nema snage da reši problem top-
menadžera onda njeno propadanje je neizbežno zato što zaposleni žele da
tako bude. U ovom slu
č
aju, situacija se može povezati sa slede
ć
om
kineskom poslovicom: ’’Svako na kraju stigne gde je naumio’’.

230
ili da bi se steklo poverenje u sposobnost proizvo
đ
a
č
a putim audita od
strane kupca, odnosno posredno, putem ovlaš
ć
ene organizacije za
sprovo
đ
enje audita.
S obzirom na veoma složeno podru
č
je obezbe
đ
ivanja kvaliteta, razvile
su se razli
č
ite vrste audita. Osnovna podela prikazana je na sl. 9.1.
Sl. 9.1. Vrste ocene kvaliteta
231
U zavisnosti od toga ko vrši kontrolu kvaliteta - audit može
biti interni ( ako se vrši u okviru preduze
ć
a sa kontrolorima iz
samog preduze
ć
a ) i eksterni audit ako ga vrše kontrolori izvan
preduze
ć
a (naši kupci, važni klijenti ili za to ovlaš
ć
ene organizacije
iz zemlje i inostranstva ).
9.1. INTERNA PROVERA KVALITETA
Postupci ocena (audita) kvaliteta proizvoda , procesa i sistema sve
više postaju sastavni deo obezbe
đ
ivanja kvaliteta. Pokazalo se da
uobi
č
ajeni podaci o kvalitetu, kao što su:
- broj kontrolora u odnosu na proizvodne radnike,
- izveštaj o kontroli po fazama procesa,
- izveštaj o preuzimanju gotovih proizvoda i
- reklamacije kupaca, nisu dovoljne da bi upravljanje
kvalitetom bilo efikasno.
Audit postaje osnova za dinami
č
ko ON LINE upravljanje kvalitetom i
udovoljavanje zahtevima kupaca putem:
- audita proizvoda,
- audita procesa u svim fazama nastajanja proizvoda i
- audit sistema, kako bi se proverile mogu
ć
nosti
č
itave organizacije za
ostvarivanje ciljeva i zahteva kvaliteta.
Interni audit se sprovodi u preduze
ć
u iz dva osnovna razloga:
1. da bi rukovodstvo dobilo informacije na osnovu kojih bi moglo
efikasno upravljati kvalitetom i
2. vršenje prethodne provere, pre izdavanja zahteva za spoljni audit i
dobijanje sertifikata sistema kvaliteta.
Audit sistema se prakti
č
no izvodi u dva dela:
- Ocena adekvatnosti - primerenosti (Adequacy audit). Pri ovom
auditu utvr
đ
uje se do koje je mere sistem dokumentovan (postojanje,
primerenost pravilnika kvaliteta i pripadaju
ć
e dokumentacije i stepen
saglasnosti sa zahtevima standarda).

233
Audit sprovode osposobljeni ocenjiva
č
i iz preduze
ć
a ili angažovani
spolja. U oba slu
č
aja postoje prednosti, ali najvažnije je odabrati onu
varijantu koja daje više korisnih informacija. Pri izboru ocenjiva
č
a
postavlja se pitanje: da li je potrebno da on poznaje struku podru
č
ja koje se
proverava. Teorijski odgovor je NE, zato što ocenjiva
č
traži objektivne
dokaze o sistemu kvaliteta u odsnosu na utvr
đ
eni standard iz serije ISO
9000 - putem provere dokumenata tog sistema i njegovog efikasnog
sprovo
đ
enja.
U praksi, poznavanje struke ima povoljno odre
đ
enje, da bi se lakše
analizirali dobijeni podaci i njihova ocena. Za slu
č
aj kad ocenjivanje vrši
tim, njemu se može lako pridružiti
č
ovek koji poznaje strukturu tog
podru
č
ja.
Najvažnije je, da su ocenjiva
č
i nezavisni i da nemaju direkne
odgovornosti u podru
č
ju koje se proverava. Tako
đ
e, bitno je da su
ocenjiva
č
i osposobljeni za vršenje samog procesa audita, jer se u
suprotnom može desiti da do
đ
e do pogrešnih informacija koje mogu
rezultovati donošenjem pogresnih odluka za akciju što može prouzrokovati
nepotrebne troškove.
Standardi ISO 10011, delovi 1, 2 i 3 daju smemice:
- opšteg tipa za sprovo
đ
enje ocenjivanja,
- za kriterijume klasifikacije ocenjiva
č
a i za
- upravljanje programom ocenjivanja.
Pristup koji je opisan u poslednje vreme, postao je stalna praksa,
naro
č
ito kod spoljnjeg audita.. Iz podele audita jasno se vidi da je
potrebno:
- dokumentovati sistem kvaliteta i
- sprovoditi propisane postupke u praksi.
Neke provere se sprovode rutinski, na primer periodi
č
na verifikacija
procesa izrade, godišnje preispitivanje funkcije kvaliteta, periodi
č
na
provera bezbednosti proizvoda, itd. Druge provere se obavljaju " na
vru
ć
e" , kako bi se prou
č
ila neka neo
č
ekivana situacija
č
ija se dijagnoza
nestrpljivo o
č
ekuje. Neke provere su kratkotrajne, druge traju po nekoliko
dana. U najve
ć
em broju slu
č
ajeva provera obuhvata susrete sa ve
ć
im
234
brojem lica. Za sprovo
đ
enje provere nije potrebno posedovati
specijalizovano obrazovanje. Inženjer ill tehni
č
ar, koji je upoznat sa
metodama kontrole i koji poznaje proizvodnju, sposoban je da obavi
proveru, samo treba da poštuje principe koji su izloženi u ovom poglavlju.
Ceo "talenat" proverava
č
a sastoji se u tome da uspe da ga prihvate
službe ili osobe koje se proveravaju. U tom cilju, proverava
č
, ili tim za
proveru treba prethodno da razradi plan provere, a zatim kroz razgovor i
prethodno dogovaranje savlada ustezanja ili mogu
ć
e negativne stavove
kod osoba koje ispituje. Radi se zapravo o pomaganju rukovodiocu službe
koja se proverava da primeni potrebna sredstva ili korektivne mere koje
ć
e
omogu
ć
iti poboljšanje kvaliteta. Radi toga, završni izveštaj treba
pripremiti i proveriti uz njegovu saradnju. Date preporuke mogu
č
ak da
omogu
ć
e proveravanom da samostalno razradi celokupan plan potrebnih
mera.
Proverava
č
treba da vodi ra
č
una o svom ponašanju, objektivnosti,
na
č
inu izražavanja, treba da odaje iskrenost i želju za saradnjom.
Proverava
č
treba da pokaže da je on, u neku ruku "konsultant" u službi
onih koji se proveravaju.
Tim ili grupa za proveru mora da ima svog "šefa" koji njome treba da
rukovodi. Tim za proveru, ili proverava
č
-pojedinac, moraju da raspolažu
sa dovoljno znanja, kako bi mogli da razumeju prikupljene informacije i da
č
ak momantalno zapo
č
nu njihovu analizu.
Direktor kvaliteta odre
đ
uje proverava
č
a - pojedinca, odnosno tim
proverava
č
a i vo
đ
u tima.
Vo
đ
a tima odgovoran je za rukovo
đ
enje timom za proveru. Planira i
raspore
đ
uje zadatke saglasno sposobnostima i specijalizaciji pojedinaca,
analizira prikupljene podatke, prati odvijanje provere, priprema završni
izveštaj i informiše Direktora kvaliteta o pra
ć
enju proveravanih ili
korektivnih mera.
Proverava
č
i pripremaju i sprovode proveru, primenjuju
ć
i pogodne
metode. Odgovorni su da direktoru kvaliteta dostave izveštaj o proveri,
pošto su prethodno obezbedili da se proveravana služba saglasi sa njim.
Oni formulišu preporuke koje treba da budu uskla
đ
ene sa preventivnim ili
korektivnim merama, koje
ć
e kasnije pokrenuti i sprovesti proveravane

236
-
spisak osoba sa kojima treba stupiti u kontakt. Ne treba zaboraviti"
izvršne rukovodioce" koji mogu i da ne pripadaju proveravanoj službi
koja se proverava. Ovi izvršni rukovodioci treba da budu
konsultovani i kasnije , u trenutku formulisanja preporuka,
-
oprema za kontrolisanje koja
ć
e se koristiti (uklju
č
ujuci i onu koja
pripada službi koja se proverava),
-
raspored zadataka pojedinca, u slu
č
aju da proveru sprovodi tim
provearava
č
a.
Plan nastupa:
Kada je plan rada spreman i kada su obaveštene osobe
koje
ć
e biti pose
ć
ene, timu proverava
č
a, ill pojedincu, preostaje osetljiv
zadatak da u
č
ini sve da bude prihva
ć
en. Bez tog prethodnog "
prihvatanja" , ne može se o
č
ekivati nikakva saradnja službe koja se
proverava. Vode
ć
i proverava
č
ili proverava
č
- pojedinac treba da se
sretne sa licem koje se proverava, kako bi ga upoznalo sa svojim planom
rada. Tom prilikom plan rada se može zajedni
č
ki razmotriti i po potrebi
izmeniti. U slu
č
aju da se radi o vanrednoj proveri koju zahteva sama
služba koja se proverava, stvar je na izgled vrlo jednostavna. Me
đ
utim ,
planiranje nastupa ostaje na snazi. Nelagodnost, koju ose
ć
a služba koja se
proverava, treba da ustupi mesto uzajamnom poverenju. Naro
č
ito ne treba
smetnuti s uma da
ć
e upravo lice, odgovorno za službu koja se proverava,
biti nadležno za planiranje i sprovo
đ
enje preventivnih i korektivnih mera.
Zato ga treba uklju
č
iti u pripremu preporuka, isto kao i izvršne
rukovodioce koji ne pripadaju službi koja se proverava.
9.1.1.2. Prikupljanje podataka i
č
injenica
Aktivna faza sprovo
đ
enja provere sastoji se od potrage za
č
injenicama i
podacima, što
č
esto omogucuje da se osvetli jedan ili više problema koji
uti
č
u na kvalitet.Važnost ovog istraživanja se ne može zanemariti. U
nedostatku dovoljno preciznih i punovažnih podataka, zaklju
č
ci koji
proisti
č
u iz provere mogu biti pogrešni.
Da bi bio efikasan u prikupljanju podataka, proverava
č
mora da ispuni
slede
ć
e uslove:
-
mora da zna koje mu informacije trebaju, prema tome, nema vrdanja i
prikupljanja nekorisnih podataka (teba da sledi plan provere ili da ga
237
po potrebi izmeni),
-
mora da organizuje svoj rad. Kada se radi timski, rad se organizuje
na nivou tima,
-
treba da obezbedi saradnju lica sa kojima stupa u kontakt,
-
tokom odvijanja provere treba da u
č
estalo procenjuje situaciju,
-
dok traje istražvanje, sve nepravilnosti u pojavama, što se naziru iz
prikupljenih podataka, smatra samo za pretpostavke. Prikupljanjem
nedostaju
ć
ih podataka ili
č
injenica dokazuje ili opvrgava te
pretpostavke,
-
zna kada da okon
č
a prikupljanje podataka ili izlaganje
č
injenica,
-
prikuplja podatke i otkriva
č
injenice poštuju
ć
i upustva (prethodno
dobijena, ili dogovorena tokom planiranja), dakle, radi na jedan
ure
đ
en na
č
in kako bi olakšao kasniju analizu.
Prilikom realizacije same provere, proverava
č
popunjava unapred
pripremljene upitinike što ukazuje na ozbiljnost same provere. Odgovore
upisuju pored pitanja u upitnicima, pri
č
emu zainteresovana lica
overavaju ta
č
nost zapisa, a u slu
č
aju potrebe to
č
ini i niihov rukovodilac.
Situacije koje nisu predvi
đ
ene upitnikom moraju biti razjašnjene sa
licima koje se proveravaju. Potrebni dijagrami crtaju se uz uvid
zainteresovanih lica i prema njihovim upustvima. Sa svoje strane,
proverava
č
daje objasnjenja i utvrduje okvire nekih pretpostavki koje ce
kasnije biti prihva
ć
ene ili odba
č
ene.
Pored popunjavanja upitnika, obrazaca, verifikacionih lista i crtanja
dijagrama, pogodno je da se zapišu i komentari ili primedbe lica sa kojima je
proverava
č
dolazio u dodir. Uostalom, bilo bi neumesno raditi druk
č
ije,
naro
č
ito zato što se
č
esto upravo u tom trenutku pojave zna
č
ajne ili
odlu
č
uju
ć
e informacije. Mogu
ć
e je da se proveravana osoba seti neke
situacije koja nije nigde zapisana. Tako iznosi na videlo nešto što može
biti od pomo
ć
i u daljem toku provere. Za sve vreme treba stalno ube
đ
ivati
sagovornike da je cilj provere upravo poboljšanje kvaliteta. Proverava se
završava iznošenjem zaklju
č
aka i preporuka rukovodiocu proveravane
službe.

239
Problem = loša
izrada
Reklamacija
Uzrok
poznat
Istraživanje problema =
prikupljanje i analiza
podataka
Korektivne mere
Uzrok
poznat
provera kvaliteta
(audit)
Teoretska analiza mana
Korektivne mere
Utvr|ivanje uzroka
Podaci o lošoj
izradi
Podaci o lošoj
izradi
Korektivne mere
DA
NE
DA
NE
SI. 9.3. Provera kvaliteta u vezi sa nekim problemom, uo
č
enim u preduze
ć
u
Koriš
ć
enje upitnika omogu
ć
ava da se sprovede ocenjivanje. Samo po
sebi, ono više ne predstavlja analizu, ve
ć
sintezu koja daje kvantitativnu
procenu ukupnih rezultata provere.
Ocenjivanje isti
č
e slabe ta
č
ke koje zahtevaju sprovo
đ
enje korektivnih
ili preventivnih mera. To nas dovodi do pripreme pregleda, ili završnog
izveštaja sa preporukama.
240
9.1.1.4. Završni izveštaj
Proverava
č
, odnosno vode
ć
i proverava
č
tima, treba da stavi na uvid
nacrt završnog izveštaja licu odgovornom za službu koja se proverava.
Posle dobijanja usmene saglasnosti, izvestaj se radi u završnoj formi
prema slede
ć
im ta
č
kama:
Kratak uvod,
koji sadrži
:
- razlog za proveru i predmet provere (kratko sa nekoliko re
č
enica),
- datum i mesto provere,
- lista distribucije završnog izveštaja (spisak lica kojima je
dostavljen),
- u
č
esnike u proveri i njihova pripadnost:
- sa strane službe koja se proverava:
• rukovodilac službe,
• proveravana lica.
- sa strane proverava
č
a:
• vo
đ
a tima ili grupe
• imena proverava
č
a.
Zbirni pregled i zaklju
č
ak.
Rukovodilac službe koja se proverava
usredsre
đ
uje se, u prvom redu na kratak pregled utvr
đ
enih problema,
pra
ć
en preporukama ili predlozima, kako bi osmislio potrebne
preventivne ili korektivne mere.
Nije obi
č
aj da izveštaj o istraživanju po
č
ne sa zaklju
č
kom. Me
đ
utim,
treba biti prakti
č
an: direktor koji dobije svoju kopiju izveštaja,
zainteresovan je da pre bilo
č
ega drugog vidi upravo zaklju
č
ak,
ostavljaju
ć
i detalje za kasnije.
Ovaj kratak pregled sadrži sažete rezultate provere, kakvi su na
primer:
- opšta ocena, odnosno (ponekad) ocene pojedinih važnih elemenata,
- razlozi, problemi ili uzroci koji su doveli do nepovoljne ocene,
- pozitivno ocenjeni napori,
- preporuke ili predlozi za sprovo
đ
enje potrebnih popravki, u cilju
poboljšanja kvaliteta,

242
- pozitivne strane (one koje doprinose poboljsanju kvaliteta ili
unapre
đ
enju kvaliteta),
-
uzroci lošeg rada (negativne strane koje doprinose pogoršanju
kvaliteta ili ne dozvoljavaju da se on poboljša).
Preporuke:
Ponovo se razmatraju rešenja predložena u opštem pregledu, ali sada sa
više detalja. Ne treba zaboraviti da se od "izvršnih rukovodioca"
prethodno traži saglasnost, što je posebno važno za ovaj deo izvestaja.
9.1.1.5. Distribucija izveštaja
Izveštaj se dostavlja zainteresovanim licima koja treba da sprovedu
potrebne korektivne mere, ili da prate rezultate tih mera u koje treba
ubrojati i izvršne rukovodioce. Neka dokumenta (kontrolne karte, na
primer) mogu da se ne dostave svim korisnicima izveštaja, pošto nekima od
njih treba jedino deo " uvod – opšti pregled".
Da se
č
italac izveštaja ne bi obeshrabrio, ne treba se služiti klasi
č
nom
metodom, kod koje su važni podaci okruženi mnoštvom detalja. Izveštaj
ć
e
se dostavljati u dva dela : sažeti deo "uvod – opšti pregled" koji sadrži
samo rezultate i preporuke koje se o
č
ekuju, i drugi deo, koji sadrži detalje i
koji
ć
e se dostaviti samo osobama za koje to predstavlja stvarnu potrebu.
Bez obzira na to, proverava
č
je dužan da
č
uva potpuni dosije o proveri i da
ga na zahtev stavi na uvid. Direktor kvaliteta odre
đ
uje kome ce izveštaj biti
dostavljen, saglasno proceni koju donosi uz uvažavanje mišljenja
proverava
č
a.
Jedna kopija sažetog izveštaja može da se dostavi, u svojstvu
informacije službama koje
ć
e se možda tako
đ
e sresti sa problermima zbog
kojih je provera i sprovedena.
9.1.1.6. Aktivnosti posle provere
Provera se ne završava dostavljanjem izveštaja. Zapravo, služba koja je
bila predmet provere, nadležni nivo koji je naredio proveru, ili drugi
izvršni rukovodioci, treba da preduzmu potrebne mere za otklanjanje
243
ranije otkrivenih ili novootkrivenih problema. Ove preventivne ili
korektivne mere mogu da se sastoje i od proste primene preporuka ili
predloga koji se daju u izveštaju o proveri. Me
đ
utim, "izvršni rukovodioci"
mogu da ne prihvate zaklju
č
ke i peporuke koji se odnose na njih. Oni
tako
đ
e mogu da zaklju
č
ke prihvate, ali uz primenu drugih rešenja umesto
predloženih. U oba ova slu
č
aja o
č
igledno je da "izvršni diektori" nisu bili
konsultovani kako je predvi
đ
eno.
Kada se jednom donese odluka o sprovo
đ
enju korektivnih mera,
proverava
č
nastavlja sa pra
ć
enjem njihovog toka. U tu svrhu utvr
đ
uje se
plan i kalendar aktivnosti. Direktor kvaliteta se obaveštava o napredovanju
aktivnosti i o njihovom okon
č
anju.
Provera je završena kada su sve aktivnosti realizovane, kada su svi
pomenuti problemi otklonjeni i kada imaju malo šanse da se ponove. Ako
bi se nekad ipak ponovila ista situacija, korektivne i eventualno preventivne
mere preduzete ranije treba i tada da posluže kao model.
Provera ne
ć
e ni
č
emu služiti ako neophodni postupci za potpuno
spe
č
avanje ponavljanja jednom ve
ć
istraženih problema nisu uvedeni u
primenu, ali ako jesu – izveštaji o troškovima kvaliteta
ć
e jasno iskazati
smanjenje troškova lošeg rada, koje je rezultat primene korektivnih mera,
preporu
č
enih tokom provere.
9.2. SPOLJNA PROVERA - SERTIFIKACIJA SISTEMA
KVALITETA
Spoljni audit do sada se najviše sprovodio kao provera sistema
kvaliteta dobavlja
č
a, od strane predstavnika kupaca. U novije vreme, sve
više je aktuelan audit spoljne ovlaš
ć
ene organizacije. To može zahevati
kupac ili samo preduze
ć
e u cilju dobijanja sertifikata.
Č
asto, inostrana
preduze
ć
a ili kupci postavljaju zahteve za spoljni audit pre sklapanja
ugovora o kooperaciji i saradnji. Naj
č
eš
ć
e je to audit od strane predstavnika
kupca, ali se ne isklju
č
uju i zahtevi za audit od strane ovlaš
ć
ene institucije
za sertifikaciju.
Sve ranije re
č
eno o internom auditu, u pogledu:
-
vrste audita,

245
za sertifikaciju sistema, osposobljeni ocenjiva
č
i mogu pomagati u
pripemnoj fazi, komunikaciji sa ocenjiva
č
ima koji dolaze spolja.
Prema tome, ocenu koji je trenutak pogodan za sertifikaciju sistema
uglavnom donosi preduze
ć
e koje želi sertifikaciju, a spoljna konsultacija
može samo pomo
ć
i pri donošenju takve ocene.
Šema na sl.9.4. pokazuje nekoliko faza u postupku sertifikacije
sistema kvaliteta, i to:
- pripremnu fazu – po
č
etni kontakti i zahtev odabranoj organizaciji za
izdavanje sertifikata. U ovoj fazi se obi
č
no dostave odgovori na prvi
upitnik u vezi sa stanjem sistema u preduze
ć
u i detaljno opisani zahtev.
Ako se u ovoj fazi ocene nedostaci ili utvrdi da ne postoje uslovi za
provo
đ
enje audita, organizacija za sertifikaciju o tome obaveštava
naru
č
ioca. U suprotnom se nastavlja sa postupkom u slede
ć
oj fazi - audit
primerenosti QA dokumentacije.
- provera QA dokumenata - obuhvata proveru poslovnika kvaliteta i
svih dokumentovanih oblika sistema i njihova usaglasenost sa zahtevima
utvr
đ
enog standarda. Ako je ocena negativna, nabrajaju se utvr
đ
eni
nedostaci i daju se predlozi za korektivne akcije, a ako je pozitivna, nastavlja
se slede
ć
a faza postupka.
- provera QA sistema - koja je zasnovana na proveri sprovo
đ
enja
postupka u praksi i operativno funkcionisanje QA sistema. Ovo je
najvažnija faza postupka, koja se sprovodi u " pogonu ", tj. na svim
mestima gde su zastupljeni poslovi obezbe
đ
enja kvaliteta proizvoda i
usluga.
Ako se pri ovoj proveri otkriju nedostaci, sastavlja se izvestaj o
neusaglašenostima, koje preduze
ć
e mora u ugovorenim rokovima da
otkloni. Kada se uklone sve neusaglašenosti i zadovolje svi zahtevi, može se
izdati sertifikat sistema kvaliteta. Sertifikat se naj
č
eš
ć
e izdaje za razdoblje
od tri godine, a predvi
đ
ene su periodi
č
ne promene svakih šest meseci.
246
SI.9.4. Postupak sertifikacije

249
10. ALATI I TEHNIKE KVALITETA
Serija standarda ISO 9000 predvi
đ
a ne samo usaglašavanje sistema
kvaliteta sa zahtevima iznetim u modelu za obezbe
đ
ivanje kvaliteta ISO
9001, ve
ć
i kontinuirana poboljšanja ostvarenog nivoa kvaliteta. Zahtevi
za poboljšanje sistema kvaliteta izneti su u standardu ISO 9004. Prema
tim zahtevima rukovodstvo preduze
ć
a treba da osigura i olakša da se
uvedeni sistem kvaliteta kontinuirano poboljšava. Konstantni cilj
menadžmenta treba da bude na svim nivoima preduze
ć
a, da teži
zadovoljenju kupca i kontinuiranom poboljšanju kvaliteta. Poznato je, da
je kvalitet proizvoda i usluga najvažniji faktor od koga zavisi
konkurentski položaj preduze
ć
a na tržištu.
Standard QS 9000 još više potencira zna
č
aj kontinuiranog
unapre
đ
enja kvaliteta (Quality Improvement). Kona
č
no, jedan od
eksplicitnih zahteva QS 9000 je ta
č
ka 4.22 -
kontinuirano unapre
đ
enje
.
U standardu ISO 9004 su navedene metode za poboljšanje sistema
kvaliteta, koje su prikazane u tabeli 10. l..
Me
đ
u statisti
č
kim metodama koje mogu biti korisne, za stvaranje i
poboljšanje sistema kvaliteta su i :
grafi
č
ke metode (histogrami, karte, rasuti dijagrami, pareto
dijagrami, dijagrami uzroka i posledica itd.), koje pomažu da se
dijagnosticira problem i predloži odgovaraju
ć
i ra
č
unarski pristup
dalje statisti
č
ke dijagnoze,
statisti
č
ke kontrolne karte za nadgledavanje i kontrolu procesa
proizvodnje i merenja za sve tipove proizvoda (hardver, softver,
procesni materijali i usluge),
Desing of Experiment za odre
đ
ene varijabile koje imaju zna
č
ajan
uticaj na performanse procesa i proizvoda, i za kvantificiranje
efekata,
regresione analize koje obezbe
đ
uju kvantitativne modele za
ponašanje procesa ili proizvoda kada se menjaju uslovi upravljanja
procesom ili se menja dizajn proizvoda:
analiza odstupanja,
metode uzorkovanja i prihvatanja (AQL),

251
Nadalje se u seriji standarda ISO 9000, navodi da dokumentovani
rezultati primene statisti
č
kih metoda mogu biti efektivan na
č
in za
dokazivanje usaglašenosti sa zahtevima za kvalitet i mogu se koristiti kao
forma zapisa o kvalitetu. Pored zahteva za koriš
ć
enje alata kvaliteta, koji
su eksplicitno navedeni u seiji standarda ISO 9000, postoje i dodatni
zahtevi koje postavlja QS 9000.
Isporu
č
ilac treba da bude verziran u tehnikama kao što su QFD,
DFM/DFA, DOE, CAD/CAE, FMEA i sli
č
no. Zahteva se ra
č
unarom
podržana komunikacija sa kupcem. Rezultat procesa razvoja se mora
zasnivati na informacijama svih relevantnih podru
č
ja. Zahtevaju se
angažovanja za smanjenje škarta i analize za sniženje troškova i rizika,
kao i test u
č
inka prototipa i pismena saglasnost kupca kod promena
dizajna.
Alati kvaliteta imaju primenu u svim fazama aktivnosti koje uklju
č
uje
petlja ili spirala kvaliteta koja je šematski prikazana na sl. 10.1.
Spirala kvaliteta predstavlja koncepcijski model me
đ
usobnog
delovanja aktivnosti u poslovnom sistemu koje uti
č
u na kvalitet proizvoda
i usluga, u raznim fazama od identifikacije potreba do ocene zadovoljenja
potreba. Spirala kvaliteta obuhvata skup aktivnosti proizvodnog sistema
(1 - 11), odnosno njegovih radnih sistema, od utvr
đ
ivanja potreba, do
kona
č
nog zadovoljenja korisnikovih potreba i o
č
ekivanja.
Istraživanje potreba za proizvodom
predstavlja marketing aktivnost
kojom se utvr
đ
uje potreba za proizvodom. Kada je ova potreba utvr
đ
ena
vrši se
konstruisanje i razvoj proizvoda
. Nadalje, se za dobijenu
konstrukciju vrši
nabavka
potrebne opreme i materijala radi industrijske
proizvodnje. Iza toga vrši se
planiranje i priprema
proizvodnje
konstruisanog proizvoda. Sada dolazi sama
proizvodnja
konstruisanog
proizvoda. U toku proizvodnje vrši se
kontrolisanje proizvodnje
u cilju
proveravanja izvršenja odre
đ
enih radnji na na
č
in kako je konstruisanjem
datog proizvoda bilo predvi
đ
eno. Zatim se vrši
pakovanje
gotovog
proizvoda kao priprema za njegov transport i prodaju. Slede
ć
a faza je
prodaja i distribucija proizvoda
korisnicima
č
ije potrebe treba da
zadovolji dati proizvod.
Ugradnja proizvoda
je slede
ć
a aktivnost
proizvo
đ
a
č
a da bi se kupljeni proizvod stavio u funkciju. Zatim sledi
održavanje
proizvoda u njegovoj upotrebi. Kona
č
no, posle dužeg perioda
upotrebe na tržištu dolazi do zasi
ć
enja tražnje za proizvodom i do potrebe
252
zamene starog proizvoda
sa novim proizvodom. Dakle, u industriji svi
proizvodni sistemi vrše niz stalnih aktivnosti, u toku proizvodnje i
upotrebe svakog proizvoda, koji
č
ine izvestan ciklus proizvoda pa kada se
taj ciklus zatvori dolazi se ponovo na isti po
č
etak ali sada na novom,
višem nivou Spirale kvaliteta.
Sl. 10.1. Spirala kvaliteta
10.1. ZBIRNA LISTA GREŠAKA
Raspoloživost informacije, koja direktno ili indirektno ozna
č
ava
stanje procesa, je preduslov za pokretanje akcija na poboljšanju i
unapre
đ
enju sistema kvaliteta. U prošlosti, a i u mnogim slu
č
ajevima
danas, podaci se prikupljaju u cilju "
gašenja požara".
Više nije primereno govoriti uopšteno, davati iskaze koji su po prirodi
isklju
č
ivo bazirani na mišljenju, ve
ć
je u cilju rešavanja problema
potrebno izdvoijiti (prikupiti) relevantne, stvarne i ta
č
ne podatke. Nakon
izdvajanja podataka, može se desiti da ono što je izgledalo da predstavlja
problem to uopšte i nije. Posmatrano sa drugog aspekta, podaci su
potrebni u cilju merenja razli
č
itosti i rasipanja. Na primer, ne postoje dve
identi
č
ne osobe. One se razlikuju u ve
ć
oj ili manjoj meri po težini, visini,
boji, ponašanju i sli
č
no. Razlika može biti mala, ali ona postoji i merljiva
je. Isto važi u komercijalnom i industrijskom svetu.
Preterano rasipanje (variranje) predstavlja veliki uzrok mnogih
problema u industriji, koji se prevazilaze tek nakon upoznavanja prirode
rasipanja i na
č
ina njihovog merenja.
Pošto je ustanovljena neophodnost podataka iz procesa, treba naglasiti
da u mnogim organizacijama ti podaci ve
ć
postoje. Oni se mogu pojaviti

254
Oblik obrasca za izdvajanje podataka u suštini zavisi od tipa podataka:
da li su oni numeri
č
ki ili atributivni.
Za atributivne podatke obrazac mora da obuhvati razli
č
ite tipove
mogu
ć
ih pojava (kvarova).
Za numeri
č
ke podatke, obrazac treba da omogu
ć
i unošenje vrednosti
odgovaraju
ć
ih veli
č
ina, težina, dužina, visina i sli
č
no, koje se javljaju na
izabranom uzorku. Uobi
č
ajeno je, da prvi korak u analizi treba da
predstavlja prosto beleženje podataka kako oni postaju raspoloživi. U
tabeli 9.2. prikazan je tipi
č
an skup podataka o
č
itavanja 100 jedinica koje
su bile prou
č
avane.
Podaci koji su prikazani u tabeli 10.2. predstavljaju direktna
o
č
itavanja sa instrumenta za merenje, zabeležena ru
č
no, ili rezultat
o
č
itavanja sa ra
č
unara
č
emu je prethodilo njihovo unošenje u ra
č
unar, ili
vrednosti koje
su prikazane na ekranu, kao rezultat postavljenog interfejsa (sprege
ra
č
unara sa tehnološkim sistemom).
Tabela 10.2. Skup numeri
č
kih podataka o
č
itavanja pre
č
nika vratila
___________________________________________________________________________
120,36 120,54 120,44 120,52 120,66 120,54 120,42 120,56 120,36 120,52
______________________________________________________________________
120,48 120,60 120,52 120,54 120,42 120,50 120,68 120,72 120,74 120,46
______________________________________________________________________
120,62 120,48 120,26 120,66 120,52 120,66 120,38 120,54 120,56 120,76
______________________________________________________________________
120,52 120,56 120,46 120,38 120,56 120,68 120,52 120,52 120,38 120,46
______________________________________________________________________
120,60 120,48 120,36 120,60 120,38 120,52 120,30 120,72 120,54 120,56
______________________________________________________________________
120,32 120,56 120,62 120,38 120,56 120,68 120, 56 120,46 120,42 120,44
______________________________________________________________________
120,48 120,34 120,40 120,56 120,48 120,36 120,52 120,32 120,60 120,44
______________________________________________________________________
120,64 120,56 120,66 120,42 120,62 120,60 120,48 120,72 120,52 120,78
______________________________________________________________________
120,42 120,58 120,48 120,62 120,44 120,42 120,58 120,44 120,76 120,48
______________________________________________________________________
120,64 120,44 120,56 120,40 120,58 120,68 120,50 120,60 120,32 120,50
______________________________________________________________________
Raspoloživ skup podataka od 100 o
č
itavanja ne zna
č
i da veli
č
ina
uzorka treba da bude uvek 100. Na primer, studije o sposobnosti mašine
255
ili procesa se obi
č
no izvode na uzorcima veli
č
ine 50, jer uzorci manjih
veli
č
ina ne bi pružili dovoljno informacija. Uzorci veli
č
ine 100 su
dovoljno veliki da daju potrebnu sliku. Me
đ
utim, ne
ć
e uvek biti mogu
ć
e
dobiti broj izdvojenih podataka, poput 50 ili 100, pa se u okviru tih
granica treba usredsrediti na širinu informacija dobijene na bazi podataka,
a ne voditi brigu što nema ukupno 100 izdvojenih podataka.
Izdvojeni podaci koji su prikazani u tabeli 10.2., sami za sebe, ne daju
mogu
ć
nost lakog zaklju
č
ivanja o posmatranoj pojavi. Me
đ
utim, ako se
izdvojeni podaci pore
đ
aju po rastu
ć
em nizu, tabela 10.3., odre
đ
eni
zaklju
č
ci se mogu sa lako
ć
om doneti.
Tabela 10.3. Skup numeri
č
kih podataka iz tabele 10.2. pore
đ
ani po
rastu
ć
em nizu
______________________________________________________________________
120,26 120,30 120,32 120,32 120,32 120,34 120,36 120,36 120,36 120,36
______________________________________________________________________
120,42 120,42 120,42 120,44 120,44 120,44 120,44 120,44 120,44 120,46
______________________________________________________________________
120,46 120,46 120,46 120,48 120,48 120,48 120,48 120,48 120,48 120,48
______________________________________________________________________
120,48 120,50 120,50 120,50 120,52 120,52 120,52 120,52 120,52 120,52
______________________________________________________________________
120,52 120,52 120,52 120,54 120,54 120,54 120,54 120,54 120,56 120,56
_____________________________________________________________________
120,56 120,56 120,56 120,56 120,56 120,56 120,56 120,56 120,56 120,58
______________________________________________________________________
120,58 120,58 120,60 120,60 120,60 120,60 120,60 120,60 120,62 120,62
______________________________________________________________________
120,62 120,62 120,64 120,64 120,66 120,66 120,66 120,66 120,66 120,68
______________________________________________________________________
120,68 120,68 120,68 120,72 120,72 120,72 120,74 120,76 120,76 120,78
______________________________________________________________________
Tako na primer mogu se odrediti:
- Interval statisti
č
kog skupa "I", kao razlika maksimalne X
max
i
minimalne X
min
vrednosti:
I = X
max
- X
min
= 120,78 - 120,26 = 0,52 mm
- Vrednost sa najve
ć
om u
č
estaloš
ć
u "
moda"
koja u konkretnom
slu
č
aju iznosi 120,56 mm za u
č
estalost f = 11,

257
broja podintervala. Na primer, ako se u konkretnom primeru koristi
formula:
r = 2 n
1/3
= 2. 100
1/3
= 9,28
usvaja se broj podintervala: r = 9.
Širina podintervala u tom slu
č
aju iznosi:
i = I/r = 0,52 / 9 = 0,057
odnosno, usvaja se da je: i = 0,06 mm.
Na osnovu tako odre
đ
enih vrednosti za "r" i "i" može se oblikovati
tabela, kao što u ovom slu
č
aju predstavlja tabela 10.4., a na sli
č
nim
osnovama i obrazac za izdvajanje podataka.
Tabela 10.4. Tabelarni prikaz izdvojenih i grupisanih podataka (za slu
č
aj
polaznih podataka iz tab. 10.2)
Red.
broj
Broj pojava
Frekvencija (f)
5 10 15 20 25
Apsolutna
Relativna Kumulativna
1
120,25 - 120,31 //
2
2
2
2
120,31 - 120,37 ///// ///
8
8
10
3
120,37 - 120,43 ///// ///// ///
13
13
23
4
120,43 - 120,49 ///// ///// ///// ///
18
18
41
5
120,49 - 120,55 ///// ///// ///// //
17
17
58
6
120,55 - 120,61 ///// ///// ///// /////
20
20
78
7
120,61 - 120,67 ///// ///// /
11
11
89
8
120,67 - 120,73 ///// //
7
7
96
9
120,73 - 120,79 ///
4
4
100
U k u p n o :
100 100
-
Prilikom generisanja izdvojenih podataka treba obratiti pažnju na
otkrivanje prisustva "divljih" (nelogi
č
nih) podataka. Na primer, izdvojeni
podatak 120,94, ukoliko postoji, dovoljno se razlikuje od ostalih
izdvojenih podataka, da sugeriše da ne pripada uzorku. Možda je on
posledica
- greške merenja,
258
- greške u o
č
itavanju,
- greške u prepisivanju, itd.
Me
đ
utim, korisno je isklju
č
iti pomenute nelogi
č
ne podatke prilikom
crtanja dijagrama, istražiti uzroke njihovog prisustva i eliminisati ih.
Grupisani podaci, pored prethodno navedenog, tabelarno i grafi
č
ki
mogu se prikazati na razli
č
ite na
č
ine u zavisnosti od toga koja
ć
e metoda
da se koristi za njihovo razmatranje, jer svaka od toh metoda zahteva
specifi
č
ne na
č
ine izdvajanja i grupisanja podataka u posebno
pripremljenim obrascima.
U tom smislu do izdvojenih podataka, zavisno od metode i tehnike
koja se koristi, možemo do
ć
i putem:
- vremenske slike stanja,
- intervjua,
- upitnika,
- merenja,
- karte toka procesa itd.
10.2. HISTOGRAM
Histogram je dijagram kolona, u kome se sakupljeni podaci sažimaju
u klase. Polje podataka se prikazuje kao serija pravougaonika jednake
širine i promenljive visine. Visina kolone predstavlja broj vrednosti
podataka koji se nalaze u datom intervalu. Širina predstavlja jedan
interval iz skupa podataka. Veli
č
ina kolone pri tome odgovara broju
podataka u klasi. Tako se jednostavno grafi
č
ki mogu prikazati
u
č
estanosti. To omogu
ć
ava po
č
etak za analizu podataka i rešavanje
problema.
Histogram se koristi za:
- prikaz varijacije vrednosti uzorka,
- davanje vizuelne informacije o ponašanju procesa,
- donošenje odluka o pravcima saznanja za poboljšanje procesa.
Proces pravljenja histograma može da se opiše slede
ć
im koracima:
1. Prikupljanje vrednosti podataka.

260
Grafi
č
kim prikazom u jednom histogramu može se pregledno
prikazati velika koli
č
ina sakupljenih podataka, koja se teško može da
pojasni iz tabele. Pomo
ć
u ovog prikaza može se brzo utvrditi rasipanje
procesa. Time se mogu doneti zaklju
č
ci o osnovnoj raspodeli podataka.
Histogram time podržava procenu procesa i omogu
ć
ava procenu budu
ć
eg
ponašanja procesa.
Histogram nije trivijalno predstavljanje nekih podataka. Uo
č
avanjem
pojave na histogramu, da u
č
estanost odstupa od Gausove, logaritamske ili
neke druge prirodne raspodele, može se uo
č
iti postojanje nekih faktora
koji uti
č
u na merenu veli
č
inu. Naravno, histogram se ne može primeniti
na bilo kakve merene veli
č
ine, ali se ne sme zaobi
ć
i kao jedan od alata za
nadgledanje procesa.
10.3. PARETO ILI ABC DIJAGRAM
Pareto analiza se zasniva na vrlo jednostavnom pravilu koje gotovo
uvek živi u praksi: " Distribucija realnih vrednosti (npr. troškova) uvek je
takva da srazmerno mali broj stavki nosi ve
ć
inu ukupne vrednosti". To
prakti
č
no zna
č
i da, iako postoji veliki broj grešaka koje izazivaju neke
troškove, ve
ć
ina tih troškova je koncentrisana na malom broju tih grešaka.
Primena Pareto analize je vrlo jednostavna i ogleda se u slede
ć
em: od
ukupne distribucije neke vrednosti (recimo troškova nastalih usled
grešaka) izdvaja se mali podskup vrednosti (grešaka) koji ima najve
ć
u
težinu (najviše troškova). Ostale vrednosti se jednostavno zanemaruju, a
analiza se nastavlja sa tim podskupom. Dobitak je veliki utoliko što se
drasti
č
no smanji podskup koji se posmatra i time pojednostavljuje dalja
analiza. Pareto analiza je poznata i kao ABC analiza gde se redom
slovima A, B, C ozna
č
avaju najzna
č
ajnije stavke - vrednosti, po svojoj
težini.
Pareto ili ABC dijagram je grafi
č
ka metoda za analizu pojava
(
č
inilaca sistema, grešaka, uzroka, uzro
č
nika i sli
č
nih problema i drugih
karakteristi
č
nih veli
č
ina procesa rada preduze
ć
a) u smislu:
- rangiranja pojava koje se analiziraju prema stepenu zna
č
ajnosti, na
osnovu utvr
đ
enih kriterijuma,
- utvr
đ
ivanje kriti
č
nih podru
č
ja posmatranih veli
č
ina sa stanovišta
261
u
č
estalosti pojave, i
- usmeravanje napora na data kriti
č
na podru
č
ja u cilju efikasnijeg
rešavanja problema odnosno koncentracije rada na podru
č
ja koja
daju ve
ć
e u
č
eš
ć
e u ostvarivanju efekata.
Pareto dijagram, kao jedna od metoda poboljšanja kvaliteta proizvoda
i procesa rada, se odlikuje slede
ć
im osobinama: jednostavnost, efikasnost
i primenljivost u razli
č
itim podru
č
jima.
Pareto ili ABC dijagram prikazuje u opadaju
ć
em redosledu, relativan
zna
č
aj (u
č
eš
ć
e, uticaj) posmatrane veli
č
ine ili grupe veli
č
ina u skupu
veli
č
ina
č
ija se analiza vrši. Pri datom se relativan zna
č
aj može zasnivati
na broju ponavljanja, vrednosnim (dobit, troškovi) i drugim merama ili
pokazateljima u funkciji prirode analiziranih veli
č
ina. Metoda se izvodi u
slede
ć
im koracima:
Prvi korak u izvo
đ
enju analize po ovoj metodi odnosi se na izbor
problema. Potrebno je:
- Izvršiti izbor pojave ili problema koji traži rešenje,
- Odrediti vremenski period za koji
ć
e se podaci analizirati (godina,
mesec..),
- Pripremiti podatke iz datog vremenskog perioda.
Ako u preduze
ć
u ne postoje ve
ć
prikupljeni podaci o predmetnoj
pojavi, treba organizovati prikupljanje podataka za definisani vremenski
period. Prikupljanje i priprema podataka podrazumeva:
- Jasno definisan skup veli
č
ina
č
ija se analiza vrši (na primer:
program proizvodnje preduze
ć
a, skup reklamacija na isporu
č
ene
proizvode, skup otkaza elemenata, dela sistema ili sistema u celini),
- Podelu skupa veli
č
ina na podru
č
ja (grupe) - kategorizaciju, u slu
č
aju
da je broj elemenata u skupu velik i ne obezbe
đ
uje preglednost u analizi,
- Izbor jedinice mere koja
ć
e biti kriterijum za analizu, kao na primer:
koli
č
ina u datom vremenskom periodu, u
č
estanost pojave, vrednost,
troškovi i sli
č
no, i utvrditi njenu veli
č
inu za svaki element skupa ili grupu
elemenata ako je vršena podela.

263
Sl.10.5. Oblici Pareto dijagrama
Za potebe daljih analiza metodom Pareto ili ABC dijagrama potrebno
je oblikovati kumulativnu liniju u
č
eš
ć
a ili uticaja, sabiranjem veli
č
ina
procentualnog u
č
eš
ć
a ili uticaja za svaki element ili grupu elemenata
skupa, zadržavaju
ć
i opadaju
ć
i redosled veli
č
ina kako je prikazano na
sl. 10.6. Pri oblikovanju kumulativne linije mogu
ć
e su modifikacije:
kumulativna u kombinaciji sa dijagramom relativnog u
č
eš
ć
a (sl. 10.6.a) ili
samostalna (sl. 10.6.b).
Dalja analiza podrazumeva analiziranje konkretnog Perato dijagrama
pri
č
emu je posebnu pažnju potrebno usmeriti na izgled kumulativne
linije. U datom smislu kumulativna linija
ć
e se, za sve slu
č
ajeve analiza sa
dovoljnim brojem elemenata - uzoraka, nalaziti izme
đ
u dva grani
č
na
oblika, kako je dato na sl. 10.7.
264
Sl. 10.7. Kumulativna linija Perato dijagrama
- Prvi grani
č
ni oblik predstavlja slu
č
aj kada je u
č
eš
ć
e ili uticaj svakog
elementa skupa na razmatranu pojavu jednako. Tada je njihov redosled na
horizontalnoj osi slu
č
ajan a kumulativna linija je prava (sl.10.7.a) koja ne
daje nikakve informacije o stepenu zna
č
ajnosti pojedinih elemenata ili
grupa elemenata. Jasno je, da je oblik kumulativne linije, za analize
realnih pojava, teorijskog karaktera.
- Drugi grani
č
ni oblik predstavlja slu
č
aj kada se prema relativnom
u
č
eš
ć
u ili uticaju izdvaja jedan element (ili grupa elemenata ako je vršena
podela - kategorizacija), koji ima dominantno u
č
eš
ć
e ili uticaj na
razmatranu pojavu (sl. 10.7.b). Predmetni oblik kumulativne linije se
može dobiti u slu
č
ajevima prakti
č
nih analiza i ukazuje na zanemarljiv
uticaj svih ostalih elemenata, ali je potrebno voditi ra
č
una da to nije
posledica loše izabranog skupa uticaja, uzroka ili drugih elemenata skupa.

266
Sl. 10.8. Naj
č
eš
ć
i oblik kumulativne linije Pareto dijagrama
Suština metode Pareto ili ABC dijagrama je upravo u analizi izgleda
kumulativne krive i izdvajanju podru
č
ja prema stepenu zna
č
ajnosti uticaja
- prirasta posmatrane veli
č
ine - mere koja je uzeta za kriterijum za
analizu. Kako se vidi, predmetni postupak omogu
ć
ava, na jednostavan
na
č
in, izdvajanje zna
č
ajnih uticajnih elemenata i usmeravanje napora u
rešavanju problema, odnosno u ostvarivanju ve
ć
ih efekata, na klju
č
ne
č
inioce. Radi preglednosti svih podataka, primenjuje se i kondenzovani
oblik Pareto ili ABC dijagrama, koji je prikazan na sl.10.10. Dati oblik
dijagrama prikazuje podatke o strukturi skupa koji opisuje pojavu,
veli
č
inu mere uticaja i kumulativnu liniju.
PRIMER
IZBOR PROBLEMA ZA ANALIZU
Za objašnjenje postupka analize metodom Pareto ili ABC dijagrama,
posmatran je problem mogu
ć
nosti racionalizacije postupka izrade
odre
đ
enog predmeta. Osnovni podaci o predmetu su:
- Naziv: osovina
267
- Oblik: prema dokumentaciji za izradu
- Godišnja koli
č
ina: 30.000 komada/godišnje
- Veli
č
ina serije: 600 komada po seriji
- Struktura tehnološkog postupka: prema tabeli 10.5.
Sl. 10.1. Kondenzovani oblik Pareto ili ABC dijagrama
Na osnovu raspoloživih podataka, vidi se, da je mogu
ć
e oblikovati
model za analizu metodom Pareto ili ABC dijagrama u kome
ć
e skup
uticajnih veli
č
ina na kvalitet procesa rada biti struktura operacija rada u
datom tehnološkom postupku, a kriterijum za ocenu zna
č
ajnosti uticaja,
elementi vremena trajanja operacija rada. Potrebno je, utvrditi grupu
operacija koje su od najve
ć
eg uticaja na posmatranu veli
č
inu - ukupno
vreme izrade u cilju usmeravanja aktivnosti na njihoviu racionalizaciju.
OBLIKOVANJE PARETO DIJAGRAMA
U posmatranom primeru mogu
ć
e je postupak izrade datog predmeta
analizirati na osnovu dve mere vezane za date uticajne veli
č
ine: vreme
izrade i pripremno-završno vreme. Ako bi se date veli
č
ine posmatrale
nezavisno jedna od druge, u dve odvojene analize, onda bi rešenje
problema bilo o
č
igledno. Od interesa je analizu vršiti sa stanovišta
zajedni
č
kog dejstva datih veli
č
ina. U tom slu
č
aju meru-kriterijum ocene
je izabrano optere
ć
enje preseka toka - radnih mesta, koje povezuje vreme

269
gde je:
i - broj serija u posmatranom vremenskom periodu - godini
(min/god),
t
pz
- pripremno - završno vreme za seriju predmeta rada
(min/ serija),
n - veli
č
ina serije (kom/serija),
t
ii
- vreme trajanja operacije rada (min/komad).
Optere
ć
enje preseka toka za operacije rada tehnološkog postupka u
primeru koji se analizira dato je u tabeli 10.6., u skladu sa potrebama dalje
analize, u apsolutnoj i u relativnoj veli
č
ini.
Na osnovu pripremljenih podataka koji su prikzani u tabeli 10.6.
mogu
ć
e je oblikovati Pareto dijagram. Zbog jednostavnosti postupka
direkno je oblikovana kumulativna linija kombinovana sa relativnim -
procentualnim u
č
eš
ć
em pojedinih operacija u ukupnom vremenu
potrebnom za izradu date koli
č
ine predmeta rada u datom vremenskom
periodu, jer dovoljno jasno opisuje posmatrani problem. Izgled
kumulativne linije dat je na sl. 10.10.
UTVR
Đ
IVANJE STEPENA ZNA
Č
AJNOSTI
Oblik kumulativne linije omogu
ć
ava utvr
đ
ivanje podru
č
ja zna
č
ajnosti
operacija rada u procesu racionalizacije tehnološkog postupka izrade
predmeta rada iz posmatranog primera. Kako se vidi sa sl.10.11. mogu
ć
e
je uo
č
iti tri podru
č
ja - grupe operacija razli
č
itog zna
č
aja za pomenuti
proces i to:
- Podru
č
je A - podru
č
je najve
ć
eg uticaja na ukupno vreme potrebno
za izradu predmeta rada u datim koli
č
inama - operacije 05 i 04.
- Podru
č
je B - podru
č
je zna
č
ajnog uticaja na ukupno vreme potrebno
za izradu predmeta rada u datim koli
č
inama - operacije 03, 14, 13 i 02.
- Podru
č
je C - podru
č
je malog uticaja (nedovoljno zna
č
ajnog) uticaja
na ukupno vreme potrebno za izradu predmeta rada u datim koli
č
inama -
operacije : 07, 01, 12, 11, 15, 06, 08, 09 i 16.
270
Tabela 10.6. Optere
ć
enje preseka toka za operaciju rada u
tehnološkom procesu (prema podacima iz tabele 10.5)
______________________________________________________
Redni Naziv operacije T
i
(min/godišnje)
broj (min/godišnje) %
______________________________________________________
01 Brušenje spoljnje na brusilici bez šiljka 44.250 2,60
_________________________________________________________________
02 Poravnavanje
č
ela i zabrušivanje 47.250 2,80
_________________________________________________________________
03 Struganje na revolver strugu 138.000 8,00
_________________________________________________________________
04 Struganje po celoj dužini na kopirnom strugu 318.000 18,60
_________________________________________________________________
05 Struganje na revolver strugu 768.250 45,00
_________________________________________________________________
06 Ispravljanje na horizontalnoj presi 27.500 1,60
_________________________________________________________________
07 Utiskivanje žljebova na mašini za valjanje 46.500 2,70
_________________________________________________________________
08 Utiskivanje oznake na mašini za ozna
č
avanje 24.500 1,40
_________________________________________________________________
09 Pranje u ure
đ
aju za pranje 9.500 0,50
_________________________________________________________________
10 Kaljenje na ure
đ
aju za indukciono kaljenje 32.250 1,90
_________________________________________________________________
11 Ispravljanje na hidrauli
č
noj presi 32.500 1,90
_________________________________________________________________
12 Brušenje spoljnje na brusilici bez šiljka 44.250 2,60
_________________________________________________________________
13 Brušenje rukavca na univerzalnoj brusilici 62.250 3,70
_________________________________________________________________
14 Brušenje otvora na univerzalnoj brusilici 77.250 4,60
_________________________________________________________________
15
Č
iš
ć
enje žljebova na ru
č
nom radnom mestu 30.500 1,70
_________________________________________________________________
16 Pakovanje 8.000 0,40
_________________________________________________________________
U k u p n o : 1.710.500 100,00
_________________________________________________________________

272
Ova metoda se prakti
č
no može primenjivati u procesima rada svih
funkcija preduze
ć
a, kao efikasan alat za rangiranje veli
č
ina po stepenu
zna
č
ajnosti i izdvajanje osnovnih problema koji traže rešenja.
Sl.10.12. Kriva kumulativnog uticaja na Pareto dijagramu sa utvr
đ
enim
podru
č
jima zna
č
ajnosti za dati primer
Metoda se pored jednostavnosti i efikasnosti, odlikuje visokim
stepenom fleksibilnosti jer je prakti
č
no nezavisna od prirode problerma i
karaktera uticajnih veli
č
ina. Primenljiva je u slu
č
aju posedovanja
kvantitativnih podataka o problemu koji se analizia, ali i u slu
č
ajevima
kada su mere uticajnih veli
č
ina izražene kvalitativno, uz odre
đ
ena
podešavanja modela.
10.4. DIJAGRAM UZROCI - POSLEDICA
Dijagram
UZROCI - POSLEDICA
je rezultat opšte analize uticaja
(uzroka) koji uslovljavaju odre
đ
eni ishod posmatrane pojave (procesa).
Ovaj dijagram se sre
ć
e pod nazivom :
IŠIKAVA DIJAGRAM ili
DIJAGRAM RIBLJA KOST,
prema prvoj njegovoj pojavi u literaturi od
273
strane profesora K. Išikave 1943. godine. U naporima usmerenim ka
povišenju kvaliteta proizvoda i procesa rada industrijskih preduze
ć
a, ova
metoda ima široko podru
č
je primene u postupcima obezbe
đ
enja kvaliteta
procesa rada svih funkcija preduze
ć
a u pogledu:
- identifikacije svih stvarnih uzroka pojave odre
đ
enog stanja (ishoda)
- rezultata procesa rada preduze
ć
a,
- utvr
đ
ivanja i analize uzro
č
no - posledi
č
nih veza u tokovima
industrijskih sistema
č
ime se obezbe
đ
uju podloge za efikasno
rešavanje problema ako se kao posledica posmatra stanje - ishod
procesa rada izvan granica odstupanja postavljene funkcije cilja.
Dijagram UZROCI - POSLEDICA predstavlja, kako je re
č
eno,
metodu za detaljnu analizu odnosa izme
đ
u odre
đ
enog stanja sistema u
posmatranju (posledice) i uticajnih veli
č
ina koje uslovljavaju pojavu
datog stanja. U ovim analizama vezanim za poboljšanje kvaliteta
proizvoda i procesa rada industrijskih sistema - preduze
ć
a, pod pojmom:
- POSLEDICA - podrazumeva se odre
đ
eni ISHOD procesa promene
stanja u posmatranom preseku sistema, u datom vremenu i datim
uslovima; kako su ishodi reazultat niza uticaja vezanih za dejstvo okoline
i poreme
ć
aja u procesima rada, jasno je, da su to veli
č
ine slu
č
ajnog
karaktera i mogu se svrstati u dve osnovne kategorije - u i izvan granica
dozvoljenih odstupanja postavljene funkcije cilja,
- UZROCI - podrazumevaju skup uslova okoline i poreme
ć
aja u
procesima rada sistema koji rezultiraju u odre
đ
enom stanju - ishodu
procesa rada; sa stanovišta ostvarenja projektovanih stanja - efekata, to su
veli
č
ine poreme
ć
ajnog karaktera.
Na osnovu datih definicija mogu
ć
e je utvrditi niz ishoda - efekata
procesa rada sistema, razli
č
itih po karakteru i jedinici mere, koji se u
ovom smislu javljaju kao POSLEDICE. U istraživanjima mogu
ć
nosti
povišenja kvaliteta proizvoda i procesa rada to su veli
č
ine: elementi
kvaliteta i kvalitet proizvoda u celini, odnosno elementi i ukupni kvalitet
procesa rada, što ukazuje na veliki broj veli
č
ina koje se u odre
đ
enom
konkretnom slu
č
aju, mogu uzeti za posledicu. Svaka od datih veli
č
ina -
posledica je rezultat dejstva niza uticaja - UZROKA, razli
č
itih po
karakteru, veli
č
ini i na
č
inu dejstva u zavisnosti od prirode posmatrane
posledice, što je šematski prikazano na sl. 10.12.

275
Korak 1.
Definisanje problema
U najve
ć
em broju slu
č
ajeva dijagram UZROCI - POSLEDICA se
koristi za slu
č
aj da se za posledicu definiše neki odre
đ
eni problem - loš
kvalitet dela, sklopa ili proizvoda, pojava stanja u otkazu, dugo vreme
trajanja ciklusa proizvodnje, nizak koeficijent obrta kapitala.... i niz
drugih sli
č
nih problema. Tada je potrebno identifikovati uzroke pojave
odre
đ
enog problema kao posledice. Mogu
ć
a je, tako
đ
e, situacija da se za
posledicu definiše i odre
đ
eni (željeni, projektovani) efekat. U datom
slu
č
aju se traži identifikacija uslova koji vode ostvarivanju datog efekta
kao posledice. Posledica (problem ili efekat) se mora definisati na osnovu
objektivnih podataka u potpuno jasnom obliku. U postupku definisanja
problema pomaže prethodna
Brainstorming
analiza. Predstaviti datu
posledicu grafi
č
ki - uobi
č
ajeni simbol je pravougaonik u desnom delu
crteža, na na
č
in kako je prikazano na sl. 10.14, ostavljaju
ć
i sa leve strane
budu
ć
eg dijagrama prostor za unošenje uzroka.
Sl. 10.13. Definisanje problema - posledice
Korak 2.
Identifikacija uzroka
Postupak identifikacije uzroka koji dovode do napred definisanog
problema sastoji se u:
- Oblikovanju pregleda svih mogu
ć
ih uzroka problema koji se
analizira. O
č
igledno je, da dati pregled može biti rezultat rada pojedinaca,
grupe ili stru
č
nog tima, ali se u ovoj fazi preporu
č
uju rezultati prethodno
održane Barainstorming sednice. Pri datom, je od zna
č
aja da pregled
uzroka bude kompletan, odnosno da se unapred ne isklju
č
i ni jedan uzrok
koji u kasnijoj analizi može rezultirati osnovnom uzro
č
no-posledi
č
nom
vezom.
- Klasifikaciji uzroka prema karakteru, na
č
inu dejstva i sli
č
nim
obeležjima. U datoj fazi se skup svih uzroka razvrstava na osnovne grupe
i svaki pojedina
č
ni uzrok alocira u odre
đ
enu grupu, pri
č
emu broj grupa
nije ograni
č
en, ali postoje preporuke koje se pre svega odnose na
preglednost dijagrama i efikasnost metode uopšte. Primer utvr
đ
ivanja
broja grupa, u slu
č
aju razmatranja problema lošeg kvaliteta proizvoda kao
276
posledice, je sistem 4M, gde se svi uzroci iz pregleda uzroka alociraju u
jednu od grupa:
u
č
esnici (
Manpower),
materijali
(Materials),
postupci
rada (
Methods),
i sredstva za rad
(Machines). Razvrstavanje je
najefikasnije primenom jedinstvenog oblika sistema klasifikacije -
kodiranja uzroka:
- grupa uzroka vezana za u
č
esnike u procesima rada,
- grupa uzroka vezana za postupke rada,
- grupa uzroka vezana za materijale,
- grupa uzroka vezana za sredstva rada.
Korak 3.
Izbor osnovne strukture
Za neproizvodne primene napred data struktura grupa (4M) o
č
igledno
ne odgovara - potrebno je, u zavisnosti od prirode problema, oblikovati
nove grupe. Ako se prethodno datoj strukturi dodaju kategorije
:
marketing (
Marketing),
novac (
Money) i
upravljanje
(Management), onda
struktura prelazi u strukturu tipa 7M. Ova analiza podrazumeva izbor
odre
đ
ene strukture dijagrama UZROCI-POSLEDICA. Strukture tipa 4M
ili 7M mogu biti dobra osnova za oblikovanje osnovne strukture
dijagrama, pri
č
emu usvojena struktura (broj i karakter grupa uzroka) ne
mora biti kona
č
na, jer se u daljoj razradi dozvoljavaju modifikacije.
Osnovne grupe uzroka se unose povla
č
enjem odgovaraju
ć
ih linija dejstva
uzroka u dijagram iz koraka1, pri
č
emu se dobija osnovna struktura
dijagrama UZROCI-POSLEDICA, koja je prikazana na sl. 10.4.
Sl. 10.14. Osnovna struktura dijagrama UZROCI - POSLEDICA

278
posledi
č
noj vezi. Pri datom, predmetne veze mogu biti rednog i
paralelnog karaktera. U datim slu
č
ajevima, postoji potreba širenja
(grananja) dijagrama UZROCI-POSLEDICE. Postupak širenja se izvodi
od ve
ć
povezanog uzroka, u više faza bez ograni
č
enja, sve dok se ne
iscrpi pregled svih identifikovanih uzroka, na na
č
in kako je prikazano na
sl.10.16.
Mada se, kako je naglašeno, ne mogu postavljati precizna ograni
č
enja
u broju nivoa dejstva uzroka, postoje preporuke da se dijagram RIBLJA
KOST ne oblikuje sa strukturom koja ima grane jednog nivoa niti grane
sa više od tri nivoa.
Sl.10.16. Postupak širenja (grananja) dijagrama
Korak 6.
Analiza
Kada se unošenjem u dijagram na odre
đ
enom nivou iscrpu svi
identifikovani uzroci i proveri logi
č
nost svake od grana, pristupa se
analizi koja se izvodi u dva pravca:
- Identifikacija najverovatnijih uzroka (3-5) problema koji se analizira
i izvrši njihovo ozna
č
avanje u dijagramu. Najverovatnije uzroke treba
tražiti na liniji : uzroci najvišeg nivoa - uzroci nižeg nivoa. Ovaj postupak,
pored usmeravanja na osnovne uzroke problema, omogu
ć
ava, u
odre
đ
enim slu
č
ajevima, iznalaženje
linije kriti
č
nih uzroka
, što je svakako
jedan od zna
č
ajnih rezultata ove metode.
- Dijagram UZROCI-POSLEDICA posmatran zasebno nije dovoljan
za rešavanje problema - on samo upu
ć
uje na njegove osnovne uzroke i
uzro
č
no-posledi
č
ne veze. Iz datih razloga je potrebno prikupljanje
279
podataka radi provere najzna
č
ajnijih (najverovatnijih) uzroka i rešavanje
problema nekom drugom, odgovaraju
ć
om metodom (ABC dijagram i
sli
č
no).
PRIMER
U cilju prakti
č
ne ilustracije mogu
ć
nosti analize ovom metodom, dat je
prmer oblikovanja dijagrama UZROCI-POSLEDICA vezan za opšte
uslove izgradnje sistema kvaliteta u preduze
ć
u.
DEFINISANJE PROBLEMA
Kvalitet proizvoda i procesa rada, kao osnovne karakteristike izlaznih
veli
č
ina proizvodnih sistema - preduze
ć
a, su uslovljeni nizom uticaja
razli
č
itog karaktera, veli
č
ine, pravaca i smera dejstva. Dati uticaji
posmatrani sa stanovišta:
-
Mogu
ć
nosti obezbe
đ
enja kvaliteta proizvoda i procesa rada
-
predstavljaju USLOVE datog procesa, a
-
Pojave odstupanja kvaliteta proizvoda i procesa rada
od veli
č
ina
odre
đ
enih projektom - predstavljaju UZROKE nastalog problema.
Mogu
ć
e je, dakle, za potrebe dalje razrade definisati:
PROBLEM:
Izlazak kvaliteta proizvoda i procesa rada preduze
ć
a
izvan granica dozvoljenih odstupanja postavljene
funkcije cilja !
UZROCI PROBLEMA
Osnovni uticaj na kvalitet proizvoda i procesa rada se u datom slu
č
aju,
imaju
ć
i u vidu smisao u kome je iskazan problem, pojavljuju kao
poreme
ć
ajne veli
č
ine -
uzroci
koji dovode do nezadovoljavaju
ć
eg nivoa
datih izlaznih veli
č
ina.
Identifikacija uzroka.
Iskustva u razvoju struktura industrijskih proizvodnih sistema -
preduze
ć
a, njihovoj izgradnji, organizaciji i upravljanju, omogu
ć
ila su

281
- odre
đ
enost pravilnika,
- jednosmerne komunikacije,
- dvosmerne komunikacije,
- vrednost preduze
ć
a,
- privrženost preduze
ć
u,
- inovacije.
Klasifikacija uzroka.
Klasifikacija napred navedenih uzroka (datih u obliku ne ure
đ
enog
skupa) izvršena je njihovom alokacijom u
č
etiri osnovne grupe i to:
I Grupa uzroka: UTICAJ OKOLINE
- promena uslova privre
đ
ivanja,
- promene zahteva tržišta,
- nestabilnost procesa snabdevanja,
- zakonska, carinska, materijalna, energetska ograni
č
enja,
- krizne situacije u okolini,
- zahtevi ekološke zaštite.
II Grupa uzroka : STRUKTURA PREDUZE
Ć
A
- veli
č
ina preduze
ć
a,
- broj zaposlenih,
- broj sredstava rada,
- ukupan prihod,
- vrednost preduze
ć
a,
- plasmani preduze
ć
a izvan firme,
- složenost organizacione strukture,
- broj elemenata strukture,
- broj veza izme
đ
u elemenata strukture,
- broj hijerarhijskih nivoa,
- stepen autonomije struktura,
- razu
đ
enost strukture,
- procesni oblik tokova u sistemu,
- predmetni oblik tokova u sistemu.
III Grupa uzroka: U
Č
ESNICI U PROCESIMA RADA
- raspodela mo
ć
i - uticaj u organizaciji,
- indeks u
č
eš
ć
a u upravljanju,
- odnosi u strukturi rada,
282
- u
č
eš
ć
e direktnog rada,
- u
č
eš
ć
e indirektnog rada,
- struktura indirektnog rada,
- standardizacija,
- privrženost preduze
ć
u,
- izostajanje sa posla,
- konfliktne pojave,
- tehnološka kompetentnost,
- inovacije,
- motivacija,
- raspodela zarada,
IV Grupa uzroka: URE
Đ
ENOST SKUPOVA VELI
Č
INA
- odre
đ
enost dokumenata,
- odre
đ
enost podataka,
- odre
đ
enost nosioca informacija,
- odre
đ
enost radnih uputstava,
- odre
đ
enost pravilnika,
- sistem komuniciranja,
- formalne komunikacije,
- neformalne komunikacije,
- jednosmerne komunikacije,
- dvosmerne komunikacije,
- stepen koordinacije.
OBLIKOVANJE DIJAGRAMA UZROCI-POSLEDICA
Na osnovu napred utvr
đ
enih veli
č
ina u nastavku je oblikovan
dijagram UZROCI-POSLEDICA pri
č
emu je:
- Za osnovnu strukturu dijagrama izabrana struktura sa
č
etiri osnovne
grane koje odgovaraju oblikovanim grupama uzroka.
- Razrada dijagrama izvršena je povla
č
enjem linija uzroka prema
svakoj od pripadaju
ć
ih grana.
- Postupak širenja (grananja) dijagrama primenjivan je u slu
č
ajevima
kada se ocenilo da pojedini uzroci stoje u uzro
č
no-posledi
č
noj vezi, na
redan ili paralelan na
č
in.

284
uzroci-posledica i dijagrama uslovi - efekti, mogao integralno posmatrati
uticaj odre
đ
enog uzroka na više problema. Tu se me
đ
utim, dolazi do
problema preglednosti dijagrama i efikasnosti analize. Jedan od na
č
ina da
se dati problem prevazi
đ
e je oblikovanje dijagrama
riblja kost
za osnovne
grupe problema koji se javljaju u preduze
ć
u, izdvojenih na primer Pareto
ili ABC analizom, kako je šematski prikazano na sl.10.19.
Sl. 10.18. Pareto dijagram i dijagram UZROCI – POSLEDICA
Potrebno je naglasiti, da dijagramom UZROCI – POSLEDICA nije
dovoljan za rešavanje problema koji se analizira. Njime se izdvajaju
osnovni, najzna
č
ajniji uzroci problema i linija njihovog dejstva i
usmerava njihovo rešavanje odgovaraju
ć
im, drugim metodama.
10.5. BRAINSTORMING
Tehnika koju zovemo
Brainstorming
, što bi u slobodnom prevodu
zna
č
ilo " oluja misli ili ideja" predstavlja, sa svojih nekoliko varijanti,
uveliko poznat i
č
esto primenjivan postupak savremenog menadžmenta.
Brainstorming je izuzetno zna
č
ajan kao tehnika za podsticanje i
285
generisanje velikog broja ideja od strane grupe ljudi za kratko vreme u
cilju dobijanja predloga za prevazilaženje problema.
Grupu za brainstorming
č
ine u
č
esnici, rukovodilac brainstorminga i
sekretar. Idealna veli
č
ina grupe je pet do osam u
č
esnika (maksimalno 15
do 20), pri
č
emu je veoma važno da svi budu smešteni oko stola u dobroj
prostoriji, izolovanoj od spoljnih uticaja. Prostorija je opremljena tablom
na kojoj se ispisuju ideje. U novije vreme može se koristiti ra
č
unarska
tehnika i projekcija sa monitora na platno. Potrebno je posti
ć
i opuštenost
u
č
esnika, slobodnu razmenu ideja i mišljenja. Rukovodilac
brainstorminga mora da bude neutralan i nekontraverzan, kao i da bude
sposoban da usmerava ideje u željenom smeru. Ako je i direktor prisutan
on mora biti samo ravnopravan, a nikako dominantan u
č
esnik. U
č
esnici
moraju znati temu sastanka najmanje jednu nedelju unapred. Trajanje
brainstorminga je 60 do 90 minuta. Neravnopravnost pojedinih u
č
esnika u
sudelovanju u brainstorming sastanku ukazuje sa velikom verovatno
ć
om
na to da u
č
esnici ne mogu slobodno i kreativno da se izraze zbog
autokratskog vaspitanja ili nedovoljnih intelektualnih sposobnosti.
Postoje
č
etiri pravila brainstorminga:
- Eliminisati kriticizam (ideja ne sme biti kritikovana, jer samo tako
ona može dalje da se razvija).
- Slobodno i neograni
č
eno iznositi ideje (ideje mogu i treba da budu
č
udne, pa
č
ak i smešne, kreativne ideje se stvaraju kad se konstantan
na
č
in razmišljanja i uobi
č
ajeno rasu
đ
ivanje ignorišu).
- Dati prednost kvantitetu u odnosu na kvalitet (što više ideja to bolje).
- Kombinovati i poboljšavati ideje (nove ideje se stvaraju i ako se
dodaju neki novi elementi postoje
ć
im idejama; bolje ideje se mogu dobiti
kombinacijom prethodno evidentiranih ideja).
Rukovodilac brainstorminga mora da:
- obezbedi zadovoljstvo, lagodnost i neuznemirenost u
č
esnika tokom
objašnjavanja pravila;
-
č
esto podsti
č
e kreativno razmišljanje uvo
đ
enjem probnog
brainstorminga na neku uobi
č
ajenu svakodnevnu temu (napr. "Na koliko
na
č
ina se može koristiti drvena olovka" ? itd);
- definiše temu da bude prakti
č
no orijentisana jer uopštena tema nije
dobra polazna osnova (napr. u gra
đ
evinskom preduze
ć
u kada je bila

287
treba po
č
eti sa: " Kako da...?". Kad se dobije nekoliko redefinisanih
predloga izabere se jedan, koji
ć
e biti tema brainstorminga. Tema
brainstorminga se definiše sa : " Na koliko na
č
ina možemo...?".
Č
etvrti korak:
Iznalaženje uticajnih faktora
U
č
esnici iznose veliki broj ideja vezanih za faktore koji imaju
direktan ili indirektan uticaj na dati problem. Ti faktori mogu biti
raznovrsni kao na primer: novi proizvodi, automatizacija, motivacija,
organizacija, uticaj zakona, itd. Potrebno je izneti barem 50 do 100
faktora od kojih su svi dobri, jer se primenjuje pravilo bez kriticizma.
Peti korak:
Procenjivanje mogu
ć
eg uticaja faktora
Procenjivanje mogu
ć
eg uticaja faktora i vrednovanje u okviru
jednostavne skale, na primer od -3 do +3 ako se evidentiraju i razmatraju i
pozitivni i negativni faktori, ili od 0 d0 5 ako se evidentiraju i razmatraju
samo pozitivni faktori. Veoma važno je da se pojave suprotstavljena
mišljenja jer je to znak da se problem sagledava na razne na
č
ine. U
č
esnici
moraju biti kompetentni za oblast problema, jer
ć
e tek tada
suprostavljanje mišljenja biti korisno i doneti nove predloge. Tokom ovog
koraka utvr
đ
uju se usaglašeni uticaji faktora, bez obzira da li su pozitivni
ili negativni.
Šesti korak:
Odre
đ
ivanje prioriteta faktora
Odre
đ
ivanje prioriteta faktora na osnovu uticaja i važnosti, kroz
pažljivu analizu i diskusiju. Krajnji rezultat ovog koraka je lista prioriteta
zasnovana na mogu
ć
nosti poboljšanja ili mogu
ć
nosti koriš
ć
enja date
situacije. Ovaj korak zahteva veoma pažljivu analizu i razmatranje svih
u
č
esnika.
Sedmi korak:
Predlaganje mogu
ć
ih akcija
Kroz ovaj korak u
č
esnici treba da na osnovu liste prioriteta predlože,
mogu
ć
e akcije za savla
đ
ivanje problema koje se mogu po
č
eti ostvarivati u
veoma kratkom vremenskom periodu. Primenom tehnike obrnutog
brainstorminga traže se odgovori na pitanja:
- Koje nove i razli
č
ite akcije mogu biti preduzete?
- Zašto predložene akcije nisu mogle po
č
eti ranije?
288
- Postoje li neki drugi razlozi zbog
č
ega se ne može po
č
eti sa
rešavanjem prioritetnih problema?
- Mora li se menjati politika preduze
ć
a?
- Da li je organizaciona struktura neefikasna i zašto?
- Da li se povoljne politike na tržištu propuštaju i zašto?
Kroz ovaj korak se izra
đ
uje potencijalna lista akcija koje treba da reše
probleme iz prioritetne liste. Te akcije su na primer: reorganizacija,
redefinisanje odgovornosti, promena ciljeva i poslovnih prioriteta, itd.
Osmi korak:
Odre
đ
ivanje prioriteta akcija
Kroz ovaj završni korak se definišu klju
č
ne akcije koje se mogu
po
č
eti izvršavati po
č
etkom slede
ć
e nedelje ili " u slede
ć
i ponedeljak".
Konstruktivni konflikti su ponovo dobro došli. Neophodno je u obzir
uzeti raspoložive resurse, kao i revidirati prethodne prioritete i ciljeve.
Rezultat mora biti, tri ili
č
etiri apsolutno najvažnije akcije koje se mogu
po
č
eti sprovoditi u "slede
ć
i ponedeljak". Najve
ć
a vrednost usmerenog
brainstorminga je baš u njegovoj orijentaciji na izvršenje predloženih
akcija u najkra
ć
em mogu
ć
em vremenu. Jednom definisana lista prioriteta
mora proizvesti listu klju
č
nih akcija koje
ć
e se po
č
eti sprovoditi u "
slede
ć
i ponedeljak", ina
č
e usmereni brainstorming ne opravdava svrhu.
PRIMER
Po
č
etni problem koji je postavljen kao tema brainstorminga bio je:
Kako poboljšati kvalitet proizvoda?
Kroz korak ponovnog definisanja problema, došlo se do slede
ć
ih
redefinisanih pitanja:
-
Kako pove
ć
ati broj inovacija u preduze
ć
u?
- Kako pove
ć
ati motivaciju radnika?
- Kako izvršiti uvo
đ
enje standarda ISO 9000?
Grupa se složila da je prvo pitanje najbolje i najkonkretnije. Dakle,
tema brainstorminga je glasila:

290
- nedovoljno stru
č
no usavršavanje (sa prose
č
nom ocenom 5),
- loša kadrovska politika (sa prose
č
nom ocenom 4,5).
U slede
ć
em koraku grupa je predložila akcije za smanjenje negativnog
uticaja faktora na broj inovacija u preduze
ć
u:
1) Nepostojanje pravilnika za nagra
đ
ivanje inovacija:
- naložiti stru
č
nim službama u preduze
ć
u da izrade nacrt pravilnika za
nagra
đ
ivanje inovacija,
- razraditi kriterijume za vrednovanje uspešnosti i prihvatljivosti
inovacija,
- definisati na
č
in obezbe
đ
ivanja sredstava za stimulativno
nagra
đ
ivanje radnika.
2) Neobaveštavanje o predloženim i prihva
ć
enim inovacijama:
- formirati komisiju na nivou preduze
ć
a za pra
ć
enje predloženih i
prihva
ć
enih inovacija,
- postaviti oglasnu tablu na ulazu u preduze
ć
e za informianje
o inovacijama,
- stvarati povoljnu klimu i afirmisati inovatore,
- postaviti kutije za predloge inovacija u pogonima,
- isticati inovatore posebnim zna
č
kama, kapama itd.
3) Nedovoljno stru
č
no usavršavanje:
- omogu
ć
iti odlazak radnika na stru
č
ne skupove, seminare i
simpozijume,
- izvršiti pretplatu na stru
č
ne
č
asopise u zemlji i inostranstvu,
- kolektivno pose
ć
ivati sajmove,
- obezbediti kupovinu najnovijih knjiga iz oblasti interesantnih za
preduze
ć
e
4) Loša kadrovska politika:
- kriterijumi za unapre
đ
ivanje radnika moraju uzeti u obzir znanje i
stru
č
nost,
- omogu
ć
iti napredovanje radnika koji se uspešno bave
inovatorstvom.
291
S obzirom na orijentaciju ka sprovo
đ
enju akcija u najkra
ć
em
mogu
ć
em vremenu, grupa je predložila da ve
ć
u " slede
ć
i ponedeljak"
mogu da se sprovedu akcije:
- naložiti stru
č
nim službama u preduze
ć
u da razrade nacrt pravilnika
za nagra
đ
ivanje inovacija,
- formirati komisiju na nivou preduze
ć
a za pra
ć
enje predloženih i
prihva
ć
enih inivacija,
- postaviti oglasnu tablu na ulazu u peduze
ć
e za informisanje o
inovacijama,
- postaviti kutije za predloge inovacija u pogonima,
- informisati se o stru
č
nim skupovima, seminarima i simpozijumima
koji predstoje,
- izvršiti selekciju stru
č
nih
č
asopisa i izvršiti pretplatu, za po
č
etak,
na bar dva najzanimljivija.
Usmereni brainstorming je mo
ć
an alat u rešavanju problema.
Prednosti usmerenog brainstorminga su:
- kreativnost grupe je u velikom broju slu
č
ajeva ve
ć
a nego kreativnost
pojedinca,
- proizvodi veliki broj ideja za relativno kratko vreme,
- krajnji rezultat je vezan za neposrednu primenu u najskorije vreme.
Poslednji element je od izuzetnog zna
č
aja, jer je poznat trenutak kad
akciju treba sprovesti, te se u
č
esnici mogu skoncentrisati na pitanje kako
akciju sprovesti.
Uo
č
eni nedostaci ove tehnike su:
- slobodno i neograni
č
eno iznošenje ideja je teško držati pod
kontrolom,
- grupa
č
esto primorava svog
č
lana da se prikloni mišljenju ve
ć
ine
iako je on ube
đ
en u ispravnost svog stava,
-
č
esto je grupa skoncentrisana na dobijanje saglasnosti, umesto na
donošenje zaklju
č
aka,
- kad se analizira problem ljudi
č
esto predlažu ono što oni misle da bi
bilo idealno, nakon
č
ega njihova koncentracija i zainteresovanost za
dalji rad opada,

293
Rukovodilac grupe treba da:
- ukaže na zna
č
aj problema koji se rešava,
- pojasni kako
ć
e se dobijeni rezultati koristiti; ako
ć
e se rezultat
koristiti za potrebe odre
đ
ene tehnike, onda treba ukratko da objasni
osnovna na
č
ela i principe te tehnike,
- definiše temu kako da ona bude prakti
č
no orijentisana.
Drugi korak:
Prikupljanje ideja
U okviru ovog koraka vrši se prikupljanje ideja po postupcima i
koracima neke od poznatih tehnika za prikupljanje ideja: brainstorming,
brainwriting, usmereni brainstorming itd. Ako su ideje ve
ć
prikupljene,
onda se one saopštavaju
č
lanovima grupe.
Tre
ć
i korak:
Odabiranje na
č
ina zapisivanja ideja
Č
lanovi rupe, u dogovoru sa rukovodiocem grupe, vrše izbor na
č
ina
zapisivanja ideja, koji može biti:
- ispisivanje na tabli, da bi ih svi mogli u svakom trenutku videti i
pro
č
itati,
- zapisivanje ideja na kartice i to tako da se na svakoj kartici zapiše
samo jedna ideja.
Č
etvrti korak:
Raspore
đ
ivanje kartica na stolu
U ovom koraku se sve ispunjene kartice sa idejama izmešaju bez
ikakvog reda i rasporede po stolu. Jasno je da se ovaj korak izvodi samo
onda kada se grupa opredelila za zapisivanje ideja na karticama.
Peti korak:
Definisanje kriterijuma i formiranje grupa
Razmatranjem celokupnog skupa ideja pore
đ
anih po stolu, u
č
esnici
najpre vrše eliminisanje duplih kartica, odnosno kartica kod kojih se
ponavljaju ideje. Dalje, na osnovu dogovorenih kriterijuma, a osnovni
kriterijum je sli
č
nost ideja, vrši se grupisanje kartica najpre u grupe
veoma sli
č
nih ideja. Svakoj ovoj grupi pravi se nova - naslovna kartica
koja
ć
e svojim nazivom upu
ć
ivati na sadržaj (sastav) grupe. Ta kartica se
postavlja na vrh svoje grupe. Ako se pokaže da je broj ovako formiranih
294
grupa dosta velik (preko 10 grupa), ovako formirane grupe mogu se
spajati u nove grupe. Broj nivoa grupa zavisi od ukupnog broja kartica
(ideja) koje se razmatraju. Što je broj kartica ve
ć
i, to istovremeno zna
č
i da
je problem složeniji, i broj nivoa grupisanja
ć
e biti ve
ć
i.
Šesti korak:
Crtanje dijagrama sli
č
nosti
U ovom koraku se ono što se dobilo na stolu re
đ
anjem kartica,
grafi
č
ki predstavlja na prikazu koji se naziva dijagram afiniteta ili
dijagram sli
č
nosti. Dijagram se dobija tako što se uzimaju pojedine grupe
kartica (ideja) i unose u pojedina polja dijagrama na slede
ć
i na
č
in: u
krajnja leva polja upisuju se osnovne ideje sa kartica iz jedne grupe, pa u
susedno desno polje naziv te grupe. Na isti na
č
in se upisuju elementi
druge grupe, tre
ć
e i td.
Sedmi korak:
Crtanje dijagrama stabla
Dijagramom stabla mogu
ć
e je na još jedan grafi
č
ki na
č
in prikazati
ono što je prikazano dijagramom sli
č
nosti. Dijagram stabla se dobija tako
što se pojedini elementi me
đ
usobno povezuju i to tako da je krajnje levo
element najvišeg nivoa, desno od njega element nižeg nivoa (njemu
podre
đ
eni element), dalje desno element još nižeg nivoa i krajnje desno
elementi najnižeg nivoa.
PRIMER
U cilju jasno
ć
e koriš
ć
enja ove tehnike, naveš
ć
emo primer situacije u
kojoj se može na
ć
i svaka porodica. Razmatera
ć
e se problem kupovine
nove ku
ć
e. Ako smo u položaju glavnokomanduju
ć
eg u porodici taj
problem možemo rešiti sami. Ali, ako bi smo hteli da uvažimo želje i
mišljenja svih drugih na koje problem ima uticaja, rešava
ć
emo ga zajedno
sa
č
lanovima porodice.
Kako pristupiti realizaciji?
Potrebno je sakupiti sve
č
lanove porodice, podeliti im prazne kartice i
re
ć
i da svako napiše sve elemente koji mu padnu na pamet, a bitni su za
nega pri kupovini nove ku
ć
e. Svaki element treba napisati na posebnu
karticu. Normalno je da za sve u
č
esnike nisu bitni svi elementi. Ono što je

296
Sl. 10.19. Prikaz neure
đ
enog skupa sakupljenih ideja o predmetu
posmatranja
Slede
ć
i korak je da se izvrši povezivanje elemenata i crtanje
dijagrama stabla
. Kada se raspolaže dijagramom sli
č
nosti, ovaj posao
nije težak. Dijagram stabla za posmatrani primer prikazan je na sl.10.20.
Šta se dobilo kao rezultat?
Problem koji je posmatran - kupovina nove ku
ć
e - analiziran je tako
da su razmatrani svi elementi koji su od uticaja na donošenje odluke,
izvršeno je selektiranje elemenata, grupisanje po sli
č
nosti i njihovo
logi
č
no povezivanje, što nam na kraju omogu
ć
ava dobijanje podloga za
odlu
č
ivanje.
Odlu
č
ivanje u našem primeru se može vršiti, zavisno od našeg izbora,
na više na
č
ina:
- pri kupovinu ku
ć
e i
ć
i
ć
emo na 4 najgrublja kriterijuma: kakve su
ponu
đ
ene površine, kakva je lokacija, kakve su gra
đ
evinske osobine, i
kakvi su uslovi finansiranja;
297
__________________________________________________________________
- dnevni boravak
- spava
ć
e sobe
- kupatilo OSNOVNE
- taolet PROSTORIJE
- kuhinja
______________________________________________ PONU
Đ
ENE
- ostava POVRŠINE
- podrum
- tavan OSTALE
- garaža PROSTORIJE
______________________________________________
- sun
č
ani položaj dvorišta DVORIŠNI
- bašta PROSTOR
_________________________________________________________________
- udaljenost od radnog mesta SAOBRA
Ć
AJNE
- udaljenost od škole VEZE
- udaljenost od prodavnica
______________________________________________ LOKACIJA
- repezentativnost
- susedi OKOLINA
- zelene površine
- buka
___________________________________________________________________
- starost gradnje STAROST GRADNJE
_____________________________________________
- temelji
- raspored prostorija
- broj etaža NA
Č
IN GRADNJE
- da li raspored omogu
ć
ava
izdvajanje prostorija
_____________________________________________ GRA
Đ
EVINSKE
- grejanje OSOBINE
- krovni pokriva
č
- fasada OPREMLJENOST
- prozori KU
Ć
E
- vrata
- podovi
______________________________________________
- odmah potrebno renoviranje STANJE KU
Ć
E
- teku
ć
e održavanje
____________________________________________________________________
- cena USLOVI USLOVI
- na
č
in pla
ć
anja FINANSIRANJA FINANSIRANJA
––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Sl.10.20. Izgled dijagrama sli
č
nosti za primer kupovine ku
ć
e
- pri kupovini ku
ć
e i
ć
i
ć
emo na detaljnije kriterijume: kakve su
osnovne prostorije, ostale prostorije, dvorišni prostor, saobra
ć
ajne veze,
okolina, starost gradnje, na
č
in gradnje, opremljenost ku
ć
e, cena i na
č
in
pla
ć
anja (ukupno 11 elemenata);
- pri kupovini ku
ć
e vodimo ra
č
una, odnosno možemo upore
đ
ivati sve
elemente (ukupno 33 elementa).

299
razli
č
iti programi korisnika prema specifi
č
nim zahtevima kupca i onda su
povezani u programski paket. Ovaj program se testira na razli
č
itim
ra
č
unarskim konfiguracijama, pa se mere, procenjuju i odabiraju
prethodno definisani kriterijumi merenja. Time se za ovog kupca odabira
najbolje rešenje, koje može da donese najve
ć
i u
č
inak.
Pošto su se ova metoda i na
č
in rada potvrdili, ona se u sve ve
ć
oj meri
primenjuje u slede
ć
im oblastima:
- definisanje organizacione strukture preduze
ć
a i funkcija,
- proizvodnja i usluge klju
č
nih procesa,
- klju
č
ni procesi projektovanja.
Best Practice strategije su stalno promenljivi ciljevi, zbog toga je
Benchmarking kontinualan. TQM strategiji Benchmarkingu pripada
centralno zna
č
enje, jer time postaje jasan put ka poboljšanju za sve
u
č
esnike, a planirana promena se može kontrolisati i korigovati.
Nema zna
č
ajnije firme u razvijenom svetu da ne koristi mogu
ć
nosti
koje pruža Benchmarking. Nažalost, kod nas se uopšte malo zna o toj
metodologiji, odnosno alatu kvaliteta. Stoga je neophodno da se dese
promene. Prva promena, da bi se Benchmarking uspešno sproveo, mora
da se izvrši u "glavama menadžera" preduze
ć
a. Pitanje
ŠTA
(troškovi,promet, dobit...) mora da pre
đ
e i
KAKO
(znanje, ume
ć
e,
realizovanje...), jer samo procese, koje je razumeo pojedina
č
ni menadžer
može i kvalitetno da poboljša, što je šematski prikazano na sl. 10.21.
Implementaciju Benchmarkinga u preduze
ć
u ne može da uradi jedan
č
ovek. Za to je potreban tim stru
č
njaka koji treba da imaju slede
ć
e li
č
ne
osobine:
- sposobnost za timski rad,
- spremnost za promene i volju za poboljšanje, realisti
č
ka procena
sposobnosti,
- volja za realizaciju,
- spremnost da permanentno u
č
i novo,
- sposobnost da savladava prepreke.
300
Sl. 10.21. Benchmarkig - Kako?
Ako su
č
lanovi Benchmarking tima odabrani i ako su savladali
metode timskog rada (Brainstorming, odmerenost, alati kvaliteta itd),
po
č
inju deset koraka procesa Benchmarkinga:
1) Kome cilju težimo?
Primer: Isporuka novih proizvoda u roku.
2) Ko ili šta odlu
č
uju
ć
e uti
č
e na ovaj cilj?
Primer: Aktivnost razvoja.
3) Ko je naš Benchmarking kupac? Gde nalazimo potvrdu za naš cilj?
Primer: Poslovodstvo - odeljenje prodaje.
4) Kako dolazimo do upotrebljivih podataka?
Primer: Definisati ciljeve preduze
ć
a, uporediti ciljeve preduze
ć
a,
utvrditi potrebu za koriš
ć
enje u QFD itd.
5) Gde smo danas?
Primer: Odrediti prioritete stvarno/potrebno, utvrditi prioritete,
utvrditi na
č
ine rada za poboljšanje.
6) Ko je najbolji?
Primer: Firma XX ima najbolje u
č
inke.
7) S kim ho
ć
emo da se poredimo?
Ovde se postavlja pitanje, da li se Benchmarking pokre
ć
e prema
intenzivnoj samoanalizi, eksternom preduze
ć
u ili ne? Samo se
samoanalizom u interdisciplinarnom timu mogu sakupiti potencijali
poboljšanja, da projekat može dalje da se realizuje kao "
Benchmarking".

302
3. Sa kim treba da se poredi?
4. Kako treba da se utvrde eksterni podaci?
5. Kako treba da se realizuju rezultati u sopstvenom preduze
ć
u.
1.
Šta treba da se poredi?
Da bi se po
č
elo sa procesom izbora za Benchmarking, treba najpe
obaviti kriti
č
ku proveru strategije preduze
ć
a. Iza toga se izvode ciljevi za
Benchmarking. Pri tome moraju da se identifikuju
klju
č
ni faktorti uspeha
sopstvene organizacije. Da bi se oni mogli da utvrde za jedno podru
č
je ili
celo preduze
ć
e, najpre se mora praviti razlika izme
đ
u poslovnih
postupaka prema procesima stvaranja vrednosti ili nestvaranja vrednosti.
Kriti
č
ni faktori uspeha se po pravilu prepoznaju isklju
č
ivo kod procesa
stvaranja vrednosti. Primeri za kriti
č
ne faktore uspeha su: cena proizvoda,
troškovi proizvodnje, kvalitet i pouzdanost, uslovi isporuke itd.
Posle odre
đ
ivanja svakog kriti
č
nog faktora uspeha, odre
đ
uje se
sposobnost razlikovanja. Ovo može da se definiše na slede
ć
i na
č
in:
Sposobnost razlikovanja su one jedinstvene sposobnosti, koje imaju jasnu
i dugoro
č
nu konkurentsku prednost i sa stanovišta kupca se mogu jasno
razlikovati.
Pošto su odre
đ
eni kriti
č
ki faktori uspeha i procenjeni kao sposobnosti
razlikovanja, vrši se opis jakih i slabih u sopstvenoj organizaciji. Pri tom
se prioriteti daju u zavisnosti od raspore
đ
ivanja kao strateški element,
kriti
č
ni faktor uspeha i razlikovanja. U tabeli 10.7. dat je primer kako se
odre
đ
uju prioriteti.
Prioritet 1. obuhvata parametre koji su, kako strateški element, tako i
kriti
č
ki faktori uspeha i kompetencija razlikovanja. Ovo se primenjuje u
podru
č
jima, koja ve
ć
važe kao jaka,
č
esto su mogu
ć
a velika poboljšanja,
da bi postali još ja
č
i, pa tako sposobniji za konkurentsku borbu.
Prioritet 2. obuhvata parametre koji su, doduše, strateški elementi i
kriti
č
ki faktori za dugoro
č
an uspeh preduze
ć
a. Oni se
č
esto odabiraju za
prvi Benchmarking - projekt, koji može da traje do jedne godine, od
po
č
etka do implementacije.
303
Tabela 10.7. Primer za odre
đ
ivanje prioriteta
_____________________________________________________________________
Prioritet Strateški Kriti
č
ki faktor Sposobnost
element uspeha razlikovanja
_____________________________________________________________________
Prioritet 1 DA DA DA
_____________________________________________________________________
Prioritet 2 DA DA NE
______________________________________________________________________
Prioritet 3 DA NE NE
______________________________________________________________________
Prioritet 4 NE DA NE
______________________________________________________________________
Prioritet 3. obuhvata parametre koji su do duše strateški elementi, ali
nisu kriti
č
ki faktori uspeha. Ovi parametri mogu zbog toga da budu
sastavni deo plana, jer poslovodstvo o
č
ekuje, da oni u budu
ć
nosti mogu
da postanu kriti
č
ni faktori uspeha. Oni su zbog toga
č
esto veoma prikladni
za Benchmarking.
Prioritet 4. obuhvata parametre koji nisu strateški elementi, ali su
kriti
č
ki faktori uspeha, sa ili bez kompetencije razlikovanja. Ovi
parametri su
č
esto veoma prikladni za Benchmarking, ako u budu
ć
nosti
treba da se odobre kao strateški element. Pomo
ć
u Benchmarkinga se
može proceniti kompetencija ili da se iza toga na
č
ini kompetencija
razlikovanja.
Posle utvr
đ
ivanja prioriteta mora da usledi usmeravanje Benchmarking
- projekta ka jakim ili slabim preduze
ć
ima.
2. Kako treba da se obavi interna analiza?
Pre po
č
etka interne analize potrebno je planirati potrebne preduslove
koji se odnose na osoblje i stru
č
na sredstva za Benchmarking. Pošto
Benchmarking može da se sprovede samo u timu, izbor saradnika dobija
poseban zna
č
aj. Najpre mora da se odlu
č
i, ko treba da sprovede
Bencmarking? To može da bude interni specijalista za Benchmarking
ukoliko takav postoji u preduze
ć
u (preduze
ć
e može da šalje nekog od
svojih saradnika na eksterno školovanje za Benchmarking) ili eksterni

305
5. Kako treba realizovati rezultate u sopstvenom preduze
ć
u?
Pošto su rezultati iz Benchmarking procesa obra
đ
eni i njihov kvalitet
procenjen, treba ta znanja realizovati u sopstvenom preduze
ć
u. Pri tom
moraju ovi rezultati da budu pristupa
č
ni svim u
č
esnicima. U daljem
koraku se moraju svi poslovni planovi usmeriti ka novim ciljevima, a iza
toga se razvijaju planovi akcija za pogonske funkcije. Težište akcija treba
da bude na zatvaranju prekida do utvr
đ
enih "najboljih". I pri
implementaciji ima smisla koristiti timove koji su spremni za trku za
period uvo
đ
enja. Odgovornost menadžmenta je da redovno obavlja
preglede i da ih ponovo kalibriše.
Da bi se dostigla vode
ć
a pozicija potrebno je:
- koncentrisati se na zahteve krajnjih kupaca,
- fokusirati pažnju na najbolje i pokušati da ih prevazi
đ
ete,
- koristiti nove tehnologije koje imaju perspektivu,
- obratiti pažnju na pojednostavljenje proizvodnih i poslovnih
procesa,
- koncentrisati se na najvažnije faktore doprinosa smanjenju troškova,
- razvijati dugoro
č
ne ciljeve i strategije prilago
đ
avanja,
- koristiti alate za poboljšanje kvaliteta.
Ipak, za uspeh "
Best in Class
" nije dovoljno, ako poslovodstvo
implementira potrebne alate i vrši redovno nadgledanje. Mnogo više je
potrebno, da svaki pojedina
č
ni menadžer u okruženju svog zadatka
svakoga dana diskutuje sa svojim saradnicima o zna
č
aju poboljšanja i
dostizanja najboljeg u klasi.
10.
. KU
Ć
E KVALITETA
Metode QFD (Quality Function Deployment) i AZC (Analiza Zahteva
i Grešaka) koriste se za odre
đ
ivanje kriti
č
nih mesta u procesu izrade/
montaže i eksploatacije proizvoda sa stanovišta zadovoljenja potreba
korisnika tog proizvoda. Koriš
ć
enjem rezultata dobijenih njihovim
sprovo
đ
enjem (projektovanjem adekvatnih postupaka kontrole)
omogu
ć
ava se sistemsko prenošenje potreba korisnika na proces
306
proizvodnje i sam proizvod što je presudno za ostvarivanje osnovnog cilja
planiranja kvaliteta.
Metoda QFD razvijena je u Kobeu (Japan) za potrebe brodogradnje,
ali je ubrzo našla primenu u drugim granama industrije. Toyota je koristi
još od 1973. godine, a kasnije je prihvata Honda (1979), Ford (1983),
Volvo i Sab (1987). QFD metoda je danas sastavni deo nacionalnih
standardizovanih metoda koje se upotrebljavaju u Japanu.
AZG metoda je izvedena iz QFD metode. U literaturi se po prvi put
sre
ć
e 1992. godine
*
.
QFD metoda je skra
ć
enica engleskog naziva "Quality Function
Deployment" - raspore
đ
ivanje funkcije kvaliteta.
Analiza se vrši nad strukturom tipa stabla dobijenom na osnovu
strukturne sastavnice, koja u korenu sadrži sam proizvod, na prvom nivou
sklopove (ili delove) sa prvog nivoa strukturne sastavnice, na nižim
nivoima sklopove i delove sa odgovaraju
ć
ih nivoa u strukturnoj sastavnici
i na kraju svake grane, delove odnosno sklopove koji se ne izra
đ
uju niti
montiraju u posmatranom procesu.
Osnovna ideja kod metode QFD je da se preko šema nazvanih
KU
Ć
E
KVALITETA (The Houses of Quality)
, koje se pridružuju svakom
elementu posmatrane strukture, obezbedi prenošenje zahteva korisnika
postavljenih za proizvodom, preko njegovih osobina, na elemente u celoj
strukturi. Centralno mesto u KU
Ć
AMA KVALITETA zauzima matrica
me
đ
uzavisnosti ZAHTEVI-OSOBINE za element u korenu strukture
(sam proizvod), odnosno OSOBINE NADRE
Đ
ENOG ELEMENTA -
OSOBINE TEKU
Ć
EG ELEMENTA (za sve ostale elemente).
Jednostavnim matemati
č
kim aparatom, na osnovu procena u matricama
me
đ
uzavisnosti, pronalaze se one osobine svih bitnih elemenata strukture
č
ije je postizanje zna
č
ajno sa stanovišta ostvarivanja zahteva korisnika. U
narednoj fazi razmatra se matrica me
đ
uzavisnosti OSOBINE
ELEMENTA- OPERACIJE / ZAHTEVI IZRADE/ MONTAŽE, što kao
rezultat daje zna
č
ajnost svake operacije/zahteva za postizanje
zadovoljenja potreba korisnika.
QFD metoda po
č
inje u fazi razvoja proizvoda i prostire se preko svih
postupaka tehni
č
kog razvoja, radne pripreme, proizvodnje i obezbe
đ
enje

308
niz faktora zna
č
ajnosti F. Zatim se vrši odre
č
ivanje osobina proizvoda
relevantnih za kvalitet. Sledi procena me
đ
uzavisnosti svih kombinacija
zahtev korisnika-osobina proizvoda prema slede
ć
em:
M
ij
= 0 ne zavisi,
M
ij
= 1 mala zavisnost,
M
ij
= 3 srednja zavisnost i
M
ij
= 9 velika zavisnost.
gde je: i - broj zahteva, a j - broj osobine proizvoda.
U slede
ć
em koraku ra
č
una se niz K koji sadrži koeficijente
zna
č
ajnosti osobina proizvoda sa stanovišta zadovoljenja zahteva
korisnika:
m
i
ij
i
j
M
F
K
1
gde je m broj zahteva korisnika i niz K
rel
koji sadrži relativne koeficijente
zna
č
ajnosti osobina:
n
i
j
j
j
rel
K
K
K
1
,
gde je n broj osobina proizvoda.
Niz K
rel
je podloga za Pareto (ABC) analizu koja se može izvršiti radi
direknog uvida u zna
č
ajnost postizanja zahtevanih osobina. Tako dobijena
šema naziva se KU
Ć
A KVALITETA, sl. 10.23.
DRUGA FAZA
Koriš
ć
enjem strukturne sastavnice uo
č
ava se struktura koja na vrhu
sadrži sam proizvod, na nižim nivoima ugradnje sadrži sklopove, a na dnu
delove ili sklopove koji se ne montiraju u posmatranom procesu, pa se
njihova dalja analiza ne vrši. Za svaki deo strukture relevantan za
zadovoljenje zahteva korisnika formira se šema sli
č
na "KU
Ć
I
309
KVALITETA": umesto zahteva korisnika, niz F popunjava se
zna
č
ajnostima osobina proizvoda, a umesto osobina proizvoda, uvode se
osobine sklopova. Matrica M popunjava se me
đ
uzavisnostima osobina
proizvoda i sklopa (M
ij
0,1,3,9
). Prora
č
un se sprovodi na isti na
č
in kao
i u prvoj fazi. Zna
č
ajnosti osobina preuzimaju se na osnovu poena (niz K
ili K
rel
). Navedeni postupak se sprovodi sve dok se ne stigne do delova ili
do sklopova
č
ija je dalja analiza nepotrebna. Odmah se name
ć
e zaklju
č
ak
da kod složenih proizvoda ova faza uklju
č
uje veliki rad jer takvi
proizvodi sadrže veliki broj sklopova i delova.
Sl. 10.23. Ku
ć
a kvaliteta
TRE
Ć
A FAZA
U ovoj fazi se ocenjuje kriti
č
nost operacija/zahvat proizvodnog
procesa sa stanovišta zadovoljenja zahteva korisnika. Za sve bitne
elemente strukture formira se nova šema na sli
č
an na
č
in kao KU
Ć
A
KVALITETA: vrste matrice M predstavljaju zna
č
ajnosti osobina
posmatranog elementa (dela ili sklopa), a kolone zahvate ili operacije
izrede/montaže elementa. U matricu M se upisuju me
đ
uzavisnosti osobina

311
Metoda AZG sprovodi se tako
đ
e u
č
etiri koraka.
PRVI KORAK
Zna
č
ajnost zahteva korisnika, kao i kod QFD metode (I faza)
ocenjuje se od 1 do 5.
DRUGI KORAK
Na bazi zahteva korisnika analiziranih u prvom koraku sa
č
injava se
lista osobina proizvoda. Kao kod QFD metode, u matrici M se unose
me
đ
uzavisnosti zahteva korisnika i osobina proizvoda.
Na ovom nivou vrši se analiza strukture dobijene iz strukturne
sastavnice na isti na
č
in kao u QFD fazi 2. Prora
č
un se sprovodi kao kod
QFD metode, s tim što se umesto niza poena K i K
rel
ra
č
una niz K
po
jednoj od slede
ć
ih formula:
K
j
= (4
K
rel, j
+ 1)
ili
1
4
min
,
max
,
min
,
*
j
j
j
j
j
K
K
K
K
K
pri
č
emu se svaki element niza K
zaokružuje na ceo broj.
Navedeni postupak sprovodi se sa ciljem da se prora
č
un po nivoima
stabla osobina ujedna
č
i, jer se niz K
, kao i F, sastoje od poena koji
variraju od 1 do 5,
č
ime je ustanovljen jedinstven merni aparat zna
č
ajnosti
osobina proizvoda, sklopova i delova. Sra
č
unate vrednosti tako se
nesmetano mogu prebaciti na niži nivo ugradnje u nizove F. Prilikom
razmatranja strukture (od proizvoda preko sklopova do delova), za razliku
od QFD metode, ovde se sa osobinama elemenata, na niži nivo ugradnje,
po potrebi prenose zahtevi korisnika sa odre
đ
enim zna
č
ajnostima (tako
đ
e
u granicama 0 do 5, niz K" za proizvod), što omogu
ć
ava njihov direktan
uticaj na projektovanje postupka ugra
đ
ivanja kvaliteta u procese,
sl. 10.24.
312
Sl.10.24. Prenošenje osobina proizvoda, sklopova i delova kod QFD i
AZG metoda
TRE
Ć
I KORAK
Na ovom nivou se odre
đ
uju verovatno
ć
e sa kojima se pojedine
osobine ne ostvaruju usled grešaka eksploatacije, kao i zna
č
ajnost tih
grešaka za zadovoljenje zahteva korisnika. Za svaki element strukture sa
nivoa 2 (proizvod, sklop, deo) relevantan za razmatranje formira se šema
KU
Ć
A KVALITETA koja na mestu niza F sadrži osobine elemenata sa
prate
ć
im koeficijentima zna
č
ajnosti (vrednosti iz niza K
), a po kolonama
mogu
ć
e greške eksploatacije koje uti
č
u na kvalitet posmatranog elementa.
Matrica se popunjava koeficijentima me
đ
uzavisnosti osobina i grešaka
eksploatacije ME
kj
0,1
, gde je:
ME
kj
= 1 ako nastanak greške k uzrokuje ne postizanje osobine j, i
ME
kj
= 0 ako to nije slu
č
aj.
Svakoj pojavi greške pridružuje se verovatno
ć
a njenog nastajanja
PGE
k
. Verovatno
ć
a se za razliku od FTA metode, ovde posmatra
nezavisno od vremena, dakle u predvi
đ
enom roku trajanja, što je

314
PE
tot, j
= 1 - (1 - PEL
j
)(1-PE
j
)
Na taj na
č
in, na nivou 3 se ra
č
unaju verovatno
ć
e pojava za svako ne
ispunjavanje osobine, respektuju
ć
i mogu
ć
nost nastanka greške diekno ili
putem prostiranja kroz strukturu. Pored toga, omogu
ć
eno je
dokumentovanje lanaca grešaka. Jasno je, da
ć
e delovi ili sklopovi, koji se
u strukturi proizvoda nalaze na samom dnu, u nizovima PEL sadrže nule,
jer nemaju podre
đ
ene elemente. Nizovi PE mogu se ra
č
unati nezavisno za
svaki element strukture, ali se ra
č
unanje verovatno
ć
e PEL, a samim tim i
PE
uk
mora vršiti od dna strukture prema vrhu. Za planiranje postupka
ugra
đ
ivanja kvaliteta stoje na raspolaganju broj poena za svaku grešku i
verovatno
ć
e njenog nastanka.
Č
ETVRTI KORAK
Analize na ovom nivou vrše se sli
č
no analizama sa nivoa 3. Formira
se matrica zavisnosti mogu
ć
nost greške - osobina elementa. Mogu
ć
nost
greške odre
đ
uje se po operaciji/zahvatu. Zavisnosti grešaka i osobina
detaljnije se prou
č
avaju nego na 3. nivou. Formira se tre
ć
a KU
Ć
A
KVALITETA, u kojoj se odre
đ
uju faktori MI
kj
koji
č
ine kvantifikaciju
dejstva greške (MI
kj
1,2,3,4,5
, MI
kj
= 5 za nastanak škarta).
Zna
č
ajnost greške KIk ra
č
una se sumiranjem po osobinama:
n
j
j
kj
k
K
MI
KI
1
*
gde je n broj osobina posmatranog elementa, a k indeks posmatrane
greške. Faktor MI
kj
analogan je faktoru ME
kj
, a KI
k
faktoru EK
k
sa
prethodnog nivoa. Pored ovog, mogu se proceniti verovatno
ć
e pojava i
otkrivanja greške. Ocena pojedinih operacija/zahteva može se dobiti
sumiranjem zna
č
ajnosti KI
k
. Prostiranje grešaka kroz strukturu posmatra
se na isti na
č
in kao i u prethodnom nivou, s tim da se ve
ć
odre
ć
eni faktori
LG
ij
mogu i ovde koristiti. Za planiranje kvaliteta kod izrade, na
raspolaganju stoje pokazatelji koji baziraju i na zahtevima korisnika i na
verovatno
ć
ama pojava grešaka izrade.
10.9. DIJAGRAM MATRICE
U okviru bilo koje razmatrane teme ima više gledišta (dimenzija). To
mogu biti na primer razli
č
iti uzroci problema, dejstva problema,
315
primenjene prikladne mere, odgovornosti, resursi koji stoje na
raspolaganju, zadaci, koje treba obaviti ili delimi
č
ni procesi. Svaka
dimenzija sadrži nabrajanja pojedina
č
nih karakteristika. Izme
đ
u
karakteristika postoje naizmeni
č
na dejstva, koja mogu da se na
đ
u i
procene pomo
ć
u dijagrama matrice. U razli
č
itim oblicima matrice mogu
se porediti dve ili više dimenzija.
Sistematski prikaz i procena naizmeni
č
nih dejstava izme
ć
u razli
č
itih
dimenzija pomažu timu da bolje razume temu. Mogu se prikazati upravo
komplikovani odnosi, kod kojih na primer jedna prikladna mera deluje na
više ciljeva, jedan uzrok ima razli
č
ita dejstva ili za jedan zadatak postoje
razli
č
ito jake odgovornosti. Prema odabranim dimenzijama mogu se tada
iz matri
č
nog dijagrama izvesti najvažniji aspekti teme, upustva za
delovanje, odgovornosti i sli
č
no. Zajedni
č
kom izradom dijagrama bolje se
prihvataju odluke u timu.
Najpre se mora utvrditi, koji aspekti odnosno dimenzije teme, treba da
se porede. Tipi
č
na pore
đ
enja u dijagramu matrica su zadaci
(odgovornosti, uzrok greške/ posledica greške/ protivmere ili delimi
č
ni
procesi/ raspoloživa sredstva. Mogu se odabrati do
č
etiri dimenzije, od
kojih dve treba da se porede jedna s drugom. Zavisno od broja dimenzija i
planiranog pore
đ
enja bira se najprikladniji oblik matrice. Naj
č
eš
ć
e je u
upotrebi L - matrica za me
đ
usobno pore
đ
enje tri i X - matrica za
pore
đ
enje
č
etiri dimenzije, sl. 10.25.
Svaka dimenzija se opisuje pojedina
č
nim karakteristikama. One se
mogu ili iznova sakupiti ili uzeti iz rezultata drugih alata, kao na primer
najniža ravan dijagrama stabla. Odabran oblik matrice se ozna
č
ava na
tabli ili sli
č
nom predmetu, pa se unose odgovaraju
ć
e karakteristike.
Sl. 10.25. Primeri oblika dijagrama matrice

317
11. STATISTI
Č
KE METODE UPRAVLJANJA
KVALITETOM
Otkako je po
č
etkom 70-tih godina XX veka “ponovo otkrivena”
statisti
č
ka regulacija procesa (SPC – Statistical Process Control) u
zna
č
ajnijim industrijskim zemljama, traje stalna diskusija o “smislu i
besmislu” primene SPC.
Standardi iz grupe ISO 900 preporu
č
uju upotrebu statisti
č
kih metoda
u kontroli kvaliteta proizvodnje i kontroli kvaliteta proizvoda.
- ISO 9001 - “... Kada je to potrebno, isporu
č
ilac uvodi odgovaraju
ć
e
statisti
č
ke metode za verifikaciju prihvatljivosti procesa i
proizvoda.”
- ISO 9004 - “ ... Pravilna primena savremenih statisti
č
kih metoda
predstavlja važan element u svim fazama petlje kvaliteta, i
nije ograni
č
ena samo na faze posle proizvodnje ili kontroli
stanja”.
Za upravljanje kvalitetom naj
č
eš
ć
e se koriste slede
ć
e statisti
č
ke
metode: Metod krivih raspodela frekvencija, metod kontrolnih karata i
metod planova prijema.
Srpski standardi za statisti
č
ku kontrolu kvaliteta regulišu ovu oblast, i
to:
SRPS A.A2.010 Problemi ocenjivanjva i testiranja koji se odnose na
aritmeti
č
ke sredine i varijanse,
SRPS A.A2.011 Odre
đ
ivanje statisti
č
kog intervala tolerancije,
SRPS A.A2.012 Ocena aritmeti
č
ke sredine (inteval poviranja),
SRPS A.A2.020 Kontrola stabilnosti proizvodnog procesa,
SRPS A.A2.021 Kontrola stabilnosti proizvodnog procesa po isteku
odre
đ
enog perioda,
318
SRPS A.A2.022 Kontrola stabilnosti proizvodnog procesa u toku
proizvodnje,
SRPS N.NO.029 Planovi i postupci uzimanja uzoraka za kontrolu
prema atributima
Prvobitna definicija, da se kvalitet razume kao poštovanje grani
č
nih
vrednosti, jedva da pruža podstrek na stalno poboljšanje kvaliteta
proizvoda. Dok se izra
đ
eni proizvodi kre
ć
u u okviru tolerancija, zadatih
crtežom, na osnovu ove teorije niko ne
ć
e želeti da teži poboljšanju ovog
procesa. Svi u
č
esnici u jednom procesu moraju ipak da doprinesu tome,
da se nastojanjima, koja se tehni
č
ki mogu realizovati i koja su ekonomski
opravdana, proizvede proizvod, koji postiže ciljnu vrednost sa što je
mogu
ć
e manjim rasipanjem. Potreba za takvim delanjem je uslovljena sve
ja
č
e izraženom željom kupaca za kvalitativno visokovrednim
proizvodima. Priprema da se odgovaraju
ć
e postupa, dakle da se teži, da se
radi što je mogu
ć
e bolje, mora da bude uvrežena u mišljenju i u
razumevanju kvaliteta svih saradnika, koji u
č
estvuju u izradi proizvoda.
Dalje objašnjenje pojašnjava zavisnosti i podvla
č
i potrebu da se u
modernim preduze
ć
ima, orijentisanim ka kvalitetu, postupa po principu:
“Stalnog poboljšanja kvaliteta”.
Najpre se preko modela pojašnjava prvobitno shvatanje kvaliteta. Svi
proizvodi, koji su bili u okviru granica tolerancije, ozna
č
eni su kao dobri.
Ovde nije pravljena razlika izme
đ
u dela, koji se svojom stvarnom
vrednoš
ć
u nalazio ta
č
no u sredini tolerancije, ili dela koji se svojom
stvarnom vrednoš
ć
u nalazio na unutrašnjoj strani granice tolerancije, koja
se još ozna
č
avala kao dobra. Prema ovoj definici oba dela su ozna
č
ena
kao dobra. U odnosu na svrhu primene ova odluka je ipak izueztno
sumnjiva. Ako se uporedi deo koji je knap izvan tolerancije sa delom koji
je upravo još u okviru tolerancije, uopšte se ne može razumeti, zbog
č
ega
se jedan deo gradira kao potpuno neograni
č
eno prikladan za predvi
đ
enu
svrhu primene a drugi deo kao potpuno neupotrebiv. Oba ova dela, koja
su svojim stvarnim vrednostima bila samo neznatno udaljena jedan od
drugog, ne mogu u odnosu na gradiranje svoje sposobnosti primene ni u
kom slu
č
aju da pokazuju velike razlike, kao što se nama prikazuje
konvencionalnim na
č
inom posmatranja. Da bi se dobila ta
č
na slika
u
č
enika kvaliteta odre
đ
enog proizvoda služi model, koji bolje opisuje
poreme
ć
aj kvaliteta, uslovljen odstupanjem od ciljne vrednosti. Idealan
model za opis ovog
č
injeni
č
nog stanja je model funkcije gubitka. Posebno
važno za razumevanje modela je saznanje, da se gubitak, odnosno

320
Važno je razumeti, da shvatanje kvaliteta “Tolerancija pripada
proizvodnji” više ne odgovara našem današnjem vremenu. Shvatanje
kvaliteta mora za svakoga da bude povezano sa motom:
“Samo stalna težnja ka ciljnoj veli
č
ini garantuje visoku meru
zadovoljstva kupca”.
Slike 11.1 i 11.2. pojašnjavaju, proces, koji pri stvaranju proizvoda
iskoriš
ć
ava ukupnu toleranciju, isporu
č
uje lošiji kvalitet od procesa, koji
radi po principu ciljno orijentisanog ponašanja*.
Sl. 11.1. Iskoriš
ć
enje ukupne tolerancije
Sl.11.2. Iskoriš
ć
enje tolerancije orijentisano prema cilju
321
11.1. Razli
č
iti modeli procesa
Za obimnu i korektnu kvalifikaciju mašina i modela potrebno je,
pomo
ć
u statisti
č
kih metoda ta
č
no po modelu opisati
č
injeni
č
no stanje.
Ukoliko to više po
đ
e za rukom, utoliko su rezultati ta
č
niji i utoliko su
vrednije dobijene informacije.
Za to se vrši merenje u jednom ure
đ
enju izrade ili merenje
parametara procesa ili vrednosti karakteristika izra
đ
enih delova. Ovi
merni podaci reprezentuju - ako se pretpostavi sposoban merni postupak i
dovoljno veliko slu
č
ajno uzorkovanje, ponašanje mašine odnosno
procesa. Kod determinisanog opisa bi morala da se na
đ
e funkcija f(x
i
),
koja jednozna
č
no preslikava zavisnost izme
đ
u parametara x
i
i odnosne
vrednosti funkcije. Zbog toga se proces pravi prema matemati
č
kom
modelu. Parametri za odre
đ
ivanje modela uzimaju se iz mernih podataka
pomo
ć
u statisti
č
kih postupaka. Sve procene i studije sposobnosti baziraju
se na ovom modelu. Time se kvalitet rezultata jasno uskla
đ
uje sa
egzaktnoš
ć
u teoretskog modela.
Iskustva su pokazala, da se realni procesi mogu aproksimirati prema
tipu preko tri razli
č
ita modela procesa. Oni se u ovoj knjizi nazivaju
modelom procesa A (slika 11.3),
modelom procesa B (slika 11.4),
modelom procesa C (slika 11.5).
Pokazni modeli su prikazani idealizovano. U stvarnosti ovi modeli
prelaze jedan u drugi. Zbog toga se posmatra
č
u prepušta, da na osnovu
prikladnih postupaka na
đ
e ta
č
an raspored. Posebno uporedna prikazivanja
olakšavaju procenu, a mogu se izbe
ć
i pogrešne interpretacije.
Cilj procene je, pomo
ć
u statisti
č
kih metoda:
na
ć
i prikladan model,
proceniti kvalitet modela,
modelom prora
č
unati statisti
č
ke karakteristike i
interpretirati rezultate.
Pri tom, pored
č
isto numeri
č
kih postupaka stoje na raspolaganju i
grafi
č
ki prikazi.

323
Sl. 11.4. Model procesa B
Primer primene: Proces, koji zavisi od nepodešenih alata.
Model procesa C se karakteriše slede
ć
im karakteristikama (sl.11.3):
trenutna raspodela karakteristi
č
nih vrednosti za trenutak (t) odgovara
normalnoj raspodeli,
raspodeli sa standardnim odstupanjem s(t) i srednjom vrednoš
ć
u m(t),
standardno odstupanje procesa s(t) je konstantno i srednje vrednosti
procesa se menjaju prema poznatim zakonitostima.
Sl. 11.5. Model procesa C
324
11.2. Metoda krivih raspodela frekvencija
Metoda krivih raspodela frekvencija ili metoda analize frekvencija
koristi se naj
č
eš
ć
e u slede
ć
im podru
č
jima nauke o kvalitetu
*
:
1.
Prijemnoj kontroli (materijala, alata, kooperativnih proizvoda i sl.);
2.
Završnoj kontroli obra
đ
enih delova i proizvoda;
3.
Me
đ
ufaznoj kontroli izme
đ
u dveju tehnoloških celina (delova
tehnološkog procesa) ili dveju proizvodnih linija;
4.
Upravljanje kvalitetom komformnosti proizvoda u procesu obrade
(izrade) proizvoda;
5.
Podešavanje proizvodne opreme (tehnike) na po
č
etku i u toku
procesa;
6.
Ispitivanju sposobnosti tehnološkog procesa, tj. pri utvr
đ
ivanju
prirodnih granica procesa ili statisti
č
kih granica tolerancije;
7.
Definisanju tolerancija i performansa novog proizvoda;
8.
Preventivnoj kontroli statisti
č
ki ovladanih ili stabilnih procesa i
procesa pod kontrolom ili ta
č
nih procesa (preventivna kontrola
sposobnosti procesa);
9.
Ispitivanje tehnološke sposobnosti proizvodne opreme (mašina, alata,
pomo
ć
nih i mernih pribora, sistema upravljanja i sl.), itd.
Prakti
č
na realizacija metoda krivih raspodela frekvencija postiže se
kroz tri osnovne etape:
U prvoj etapi
se utvr
đ
uju predmet i osnovni zadaci ispitivanja, a
zatim se definiše veli
č
ina empirijskog skupa, ili empirijskih skupova
zavisno od ciljeva ispitivanja, zajedno sa mernim sistemom i drugim
uslovima ispitivanja (kontrole, upravljanja).
Druga etapa
obuhvata statisti
č
ku obradu empirijskog skupa, tj.
izra
č
unavanje statisti
č
kih parametara (koordinata ili mera) rasporeda
kojima se odre
đ
uje lokacija disperzija i oblik rasporeda date slu
č
ajne
varijable (karakteristike kvaliteta, objekta ispitivanja - kontrole ili
upravljanja i sl.).

326
n
i
i
r
x
n
x
x
x
n
x
1
2
1
1
)
..
(
1
(11.3)
gde je:
n - broj razli
č
itih vrednosti promenljive X, odnosno veli
č
ina
uzorka kao i
x
i
- vrednosti promenljive X.
Aritmetri
č
ka sredina
x
(srednja aritmeti
č
ka vrednost) koja odre
đ
uje
srednji položaj rasporeda frekvencija oko koga se raspore
đ
uju ostale
vrednosti, identi
č
na je matemati
č
kom otkrivanju E(x) i definiše se u
slu
č
aju diskontinualne slu
č
ajne veli
č
ine kao skalarni proizvod vrednosti
slu
č
ajne veli
č
ine x i odgovaraju
ć
ih verovatno
ć
a:
n
i
i
i
n
n
p
x
p
x
p
x
p
x
x
E
x
1
2
2
1
1
...
)
(
(11.4)
Statisti
č
ke mere raspodele su mere: centralne tendencije, disperzije,
asimetrije i spoljašnosti. Mere centralne tendencije su: aritmetri
č
na
sredina, medijana, modus itd., ali naj
č
eš
ć
e se koristi aritmeti
č
ka sredina
Ako je slu
č
ajna veli
č
ina kontinualna sa zakonom verovatno
ć
e p=f(x),
tada je:
( )
( )
x
E x
xf x dx
(11.5)
Veli
č
ina
x
je prvi element koji se koristi u metodu krivih raspodela,
metodu kontrolnih korita i drugim statisti
č
kim metodama upravljanja
kvalitetom komformnosti.
Parametri disperzije predstavljaju meru varijabilnosti slu
č
ajne veli
č
ine
x, odnosno meru rasipanja (rasturanja, disperzije) veli
č
ine x oko centra
grupisanja
x
. Takvi parametri su raspon ili razmak.
R = x
max
- x
min
(11.6)
327
i standardna devijacija
2
koja se izra
č
unava iz srednjeg
kvadratnog odstupanja ili varijanse
2
. Parametar
2
dat je relacijom:
n
i
i
i
p
x
x
x
x
E
1
2
2
2
)
(
)
(
(11.7)
odnosno:
dx
x
f
x
x
x
x
E
)
(
)
(
)
(
2
2
2
(11.8)
zavisno od toga dali je slu
č
ajna veli
č
ina diskontinuiranog ili
kontinuiranog tipa.
Pojedina
č
no izra
č
unavanje
x
i
iz prethodnih jedna
č
ina je veoma
nepogodnom, naro
č
ito u slu
č
aju velikih vrednosti slu
č
ajne veli
č
ine x
i
,
zbog toga se one transformišu u slede
ć
e oblike:
1
(
)
i
i
x
a
x
a f
n
(11.9)
2
2
1
(
)
(
)
i
i
x
a f
x a
n
(11.10)
iz kojih se pomo
ć
u zajedni
č
ke tablice, relativno brzo i lako izra
č
unavaju
parametri
x
i
. Pri tome je, a vrednost slu
č
ajne veli
č
ine sa najve
ć
om
frekvencijom (tada su razlike x
i
-a male
č
ime se olakšava prora
č
un).
Ukoliko su frekvencije odnosno vrednosti slu
č
ajne veli
č
ine razvrstane
u grupne intervale iste širine d, koordinate lokacije i disperzije
empirijskog skupa izra
č
unavaju se iz relacija:
k
i i
d
x
a
b f
n
(11.11)
=d
2
2
1
1
k
i
i
k
i
i
f
b
n
f
b
n
(11.12)

329
3)
Statisti
č
ka pouzdanost (verovatno
ć
a):
2
2
2
2
2
( )
t
e dt
t
o
t
(11.18)
ta
č
nost ocene:
o
X
x t
n
(11.19)
gde je:
(t) - Laplasova funkcija (Tabela 1 u prilogu).
4) Vrednost rizika (verovatno
ć
e):
= 1-2
(t)
(11.20)
da
ć
e vrednost nepoznate veli
č
ine X
biti izvan intervala poverenja
2
1
,
g
g
IP
.
11.3. Statisti
č
ke granice tolerancije
Posle odre
đ
ivanja (statisti
č
ke ocene) parametara rasporeda
X
i
o
pomo
ć
u prethodnih jedna
č
ina , odre
đ
uje se statisti
č
ke granice tolerancije
ili prirodne granice procesa, odnosno interval poverenja (pouzdanosti), u
kojem se nalaze sve P vrednosti date varijable (vrednosti rasporeda date
karakteristike kvaliteta).
Prirodne granice procesa (statisti
č
ke granice tolerancije, intervala
poverenja), koje ina
č
e odre
đ
uju granice disperzije vrednosti date
karakteristike kvaliteta na proizvodu (mašinskom delu) koji se obra
đ
uje
na datom obradnom sistemu, definišu, u suštini, sposobnost obradnog
procesa, odnosno spsobnost obradnog sistema: ako je širina intervala
poverenja IP = Tp = g
2
-g
1
(gde je Tp - prirodna tolerancija obradnog
procesa) manja od širine tolerancijskog polja T (Tp
T), tada se kaže da
je dati obradni proces odnosno obradni sistem sposoban (da prihvati,
ostvari propisanu toleranciju). I u slu
č
aju kada su ova dva polja
me
đ
usobno pomerena, tj. kada postoje takve razlike u lokaciji polja da se
330
jedan deo polja Tp = IP nalazi izvan polja T, iako je to veli
č
ini Tp
T,
smatra se da je dati obradni proces (obradni sistem) sposoban (u smislu
postizanja propisanog nivoa kvaliteta konformnosti), jer se centriranjem
odnosno regulisanjem procesa (obradnog sistema, na primer, alata i sl.)
dovodi polje Tp = IP
T, tada dati proces nije sposoban, pa se propisani
kvalitet konformnosti (Tp
T) postiže promenom datog procesa
(obradnog sistema) ili odre
đ
enim intervencijama u dati proces (obradni
sistem) za koje se smatra da mogu u
č
initi postoje
ć
i proces (obradni
sistem) sposobnim (T
o
T).
Kod teorijske krive normalnog rasporeda interval varijacije slu
č
ajne
veli
č
ine x leži u granicama
(grane krive asimprotski se približavaju
apscisnoj osi). U prakti
č
nim problemima statisti
č
ke kontrole
karakteristika kvaliteta interval varijacije karakteristike je kona
č
an i
ograni
č
en relativno uskim granicama (granice tolerancije), pa se name
ć
e
prakti
č
no pitanje: ako jedan statisti
č
ki skup ima karakteristike rasporeda
x
i
i ako se pokorava zakonu normalnog rasporeda, kolike su tada
granice intervala poverenja (simetri
č
no postavljenog oko aritmeti
č
ke
sredine x) u kojem su prakti
č
no sadržane sve vrednosti slu
č
ajne veli
č
ine i
izvan kojih se toleriše njihovo pojavljivanje.
Pri odre
đ
ivanju ovih granica polazi se, kao što je poznato, od funkcije
rasporeda:
F(x)=P(X
x)
(11.21)
(kojom se definiše verovatno
ć
a da
ć
e slu
č
ajna veli
č
ina X biti manja ili
jednaka nekoj vrednosti x) i jednog od njenih osnovnih svojstava, sl. 11.6.

332
P(x
1
x
x
2
) =
(t
2
)-
(t
1
) =
2
(
)
x
x
-
1
(
)
x
x
(11.26)
U slu
č
aju simetri
č
nog položaja veli
č
ine x
1
i x
2
(
x
1
-
x
=
x
2
-
x
)
u odnosu na aritmeti
č
ku sredinu
x , bi
ć
e tada i
t
1
=
t
2
, pa je otuda:
Sl. 11.35. Kriva normalnog rasporeda frekvencija
(
P x t
x
x+t) =
(t) -
(-t) =
(t)+
(t) = 2
(t), (11.27)
pri
č
emu je u jedna
č
inama (11.24) - (11.27), veli
č
ina
o
obeležena sa
.
Za granice intervala x
1
=
x
-3
i x
2
=
x
+ 3
bi
ć
e:
1
1
3
3
x
x
x
x
t
,
2
2
3
3
x
x
x
x
t
,
333
pa se iz tablele 1 priloga i jedna
č
ine (11.27) dobija:
P(x
1
x
x
2
) =
(t
2
) -
(t
1
) =
(3) -
(-3) = 0,9973,
tj. 99,73% svih vrednosti slu
č
ajne veli
č
ine (posmatrane karakteristike
kvaliteta) nalazi
ć
e se unutar intervala x
3
(ili 6
), a svega 0,27% izvan
ovih granica. To zna
č
i, ako je re
č
o ta
č
nosti obrade delova u nekom
tehnološkom procesu, da
ć
e od 1000 delova 997,3 biti ta
č
no obra
đ
eno
(svega 3 dela
ć
e
č
initi škart), pod uslovom da se pod ta
č
no obra
đ
enim
delom smatra deo kod kojeg je dopušteno da se posmatrana mera kre
ć
e
unutar granice
3
x
. Iz ovih razloga se obi
č
no u tehni
č
koj praksi
ogra
đ
uje varijacija slu
č
ajne veli
č
ine u granicama
3
. Interval ili oblast,
ograni
č
ena granicom
3
, naziva se oblast statisti
č
ke tolerancije
(statisti
č
ka tolerancija, prirodna tolerancija) datog obradnog procesa ili
obradnog sistema. Statisti
č
ka tolerancija ili prirodna tolerancija procesa
(odnosno obradnog sistema) potpuno odre
đ
uje, prema definicijama
izloženim na po
č
etku ove ta
č
ke, sposobnost tog procesa (sistema) da
prihvati propisanu toleranciju (zahtevanu ta
č
nost obrade ili zahtevani nivo
kvaliteta konformnosti).
Verovatno
ć
a da
ć
e se vrednosti slu
č
ajne veli
č
ine nalaziti u drugim,
manjim ili ve
ć
im, granicama intervala prikazana je u tabeli 11.9. i
šematski na sl. 11.36.
S obzirom na osobinu funkcije normalnog rasporeda F(+
) = 1, iz
prethodnog sledi jedna
č
ina:
q
=
,
%
100
)
(
2
1
t
(11.28)
koja definiše verovatno
ć
u da
ć
e se vrednosti slu
č
ajne veli
č
ine nalaziti
izvan intervala
x
t
. Ako ovaj interval predstavlja istovremeno i širinu
tolerancijskog polja, tada se iz jedn. (11.28) izra
č
unava proces škarta
(neta
č
no obra
đ
enih predmeta koji ne zadovoljavaju uslove specifikacije).

335
Sl. 11.36. Verovatno
ć
e pojavljivanja slu
č
ajne veli
č
ine u granicama
intervala
,
2
i
3
Primer
- Za jedan empirijski raspored utvr
đ
ena je aritmeti
č
ka sredina
x
=40 mm i standardna devijacija
=
o
= 0.17 mm. Odrediti granice
intervala, simetri
č
no raspore
đ
enog oko aritmeti
č
ke sredine, u kojem se
nalaze 96 % vrednosti datog rasporeda.
Iz jedna
č
ine (11.27) dobija se:
(t) =
1
(
2
P x t
x
x
+ t
) =
2
1
0,96 = 0,48
Ovoj verovatno
ć
i prema tabeli 1 u prilogu odgovara vrednost
parametra t = 2,06, pa su granice traženog intervala:
x
1
=
x
- t
= 40 - 2,06
0,17 = 39,65 mm,
x
2
=
x
+ t
= 40 + 2,06
0,17 = 40,35 mm,
u kojem je sadržano 96 % vrednosti dimenzija (karakteristika kvaliteta)
datog empirijskog rasporeda.
336
Primer
- Nakon merenja izvesne dimenzije na odre
đ
enom dovoljno
velikom uzorku uzetom iz serije obra
đ
enih predmeta izra
č
unati su
parametri
x
= 15 mm i
=
o
= 0,016
m i ustanovljeno da raspored
dimenzija sledi teorijsku normalnu distribuciju frekvencija. Ako je
propisana širina tolerancijskog polja T = 80 mm simetri
č
no raspore
đ
ena
oko aritmeti
č
ke sredine
x
, izra
č
unati procenat verovatnog škarta koji
ć
e
se javljati pri nastavku proizvodnje, pod pretpostavkom da sa ne
ć
e
izmeniti polazni faktori i uslovi obrade pri kojima su odre
đ
eni primerci
uzorka.
Svi obra
đ
eni delovi
č
ije su dimenzije ve
ć
e od :
1
x
x
mm
96
,
14
2
08
,
0
15
2
T
i manje od :
2
x
x
mm
04
,
15
2
08
,
0
15
2
T
smatraju se ta
č
no odre
đ
enim, jer se vrednosti njihovih dimenzija kre
ć
u u
granicama tolerancije. Prema tome, koriste
ć
i tabelu 1 u prilogu i imaju
ć
i u
vidu simetri
č
ni položaj tolerancije, verovatno
ć
a ta
č
no odre
đ
enih predmeta
iznosi:
P (x
1
x
x
2
) = P (14,96
x
15,04) = 2
(t) = 2
(2,5) = 0,98758
gde je:
t
=
2
15,04 15
2,5
0,016
x
x
pa se iz jedna
č
ine (11.28) dobija traženi procenat verovatnog škarta
q =
%
24
,
1
100
)
98758
,
0
1
(
100
)
(
2
1
t
u toku tehnološkog procesa.
Na osnovu izloženih stavova i jedna
č
ina mogu se napisati traženi
izrazi za statisti
č
ke granice tolerancije (prirodne granice procesa) :

338
f
ti
= N
d
(t) = C
(t),
(11.32)
pod pretpostavkom da se aritmeti
č
ka sredina i standardna devijacija
teorijskog normalnog rasporeda poklapaju (ili su dovoljno bliske) sa
izra
č
unatim vrednostima
x
i
.
Kako su vrednosti funkcije:
(t) =
2
2
1
2
t
x x
e
(11.33)
date u tabeli 2 u prilogu, to je postupak izra
č
unavanja teorijskih
frekvencija veoma jednostavan: pojedine frekvencije f
ti
na
korespondentnim grupnim razmacima dobijaju se množenjem odnosnih
tabli
č
nih vrednosti funkcije
(t) konstantom C = N
d
. Iako su, me
đ
utim,
u matemati
č
kom smislu ta
č
nosti, izra
č
unate vrednosti frekvencija f
ti
za
svaki grupni razmak približne, jer su površine na grupnim razmacima
(x
, x
+1
) ispod krive rasporeda aproksimirane odgovaraju
ć
im
pravougaonicima (povr. 1234
povr. 1256, sl. 11.37), one se pri
prakti
č
nim prora
č
unima mogu smatrati dovoljno pouzdanim i ta
č
nim.
Sl. 11.37. Odre
đ
ivanje teorijskih frekvencija f
ti
339
11.5. Primer ispitivanja sposobnosti obradnog procesa
Izložena procedura (sa svim njenim osnovnim koracima), metoda
krivih rasporeda frekvencija, ilustrovana je na primeru ispitivanja
sposobnosti jednog obradnog procesa (odre
đ
ene proizvodne tehnike i
tehnologije). Na sli
č
an na
č
in se koristi ovaj metod i u drugim podru
č
jima
njegove primene.
Neka je iz jedne serije izvu
č
eno 60 predmeta radi kontrole pre
č
nika
05
,
0
15
,
0
35
. Nakon merenja dobijeni rezultati prikazani su u tabli 11.10 i to
po redu merenja. Varijacija karakteristike kvaliteta, koja se zapaža u
tabeli, posledica je delovanja slu
č
ajnih faktora u toku procesa obrade.
Tabela 11.10. Primer rezultata nekog merenja
N X N X N X N X N X
1 35,02 13 34,93 25 34,98 37 34,95 49 34,97
2 34,96 14 34,94 26 34,96 38 34,96 50 34,96
3 34,99 15 34,90 27 35,02 39 35,00 51 35,01
4 25,04 16 34,93 28 34,84 40 34,90 52 34,88
5 34,87 17 34,99 29 34,99 41 35,03 53 34,95
6 35,10 18 34,81 30 34,91 42 35,13 54 34,98
7 34,97 19 35,02 31 34,94 43 34,98 55 35,01
8 34,94 20 34,99 32 35,07 44 35,04 56 34,91
9 35,05 21 34,92 33 34,85 45 34,93 57 35,04
10 34,97 22 35,06 34 35,03 46 35,00 58 34,98
11 35,01 23 34,97 35 34,95 47 34,90 59 34,94
12 34,88 24 34,92 36 34,97 48 35,00 60 34,98
Na prvi pogled izgleda da su vrednosti slu
č
ajne varijabile
raspore
đ
ene bez ikakvog reda i zakonitosti. Zna se o ovom rasporedu
samo toliko da se izmereni rezultati nalaze unutar dveju grani
č
nih
vrednosti, tj. unutar raspona R = x
max
-x
max
= 35,13 - 24,81, koji, s druge
strane, leži u okvirima granica specifikacije (tolerancije). Me
đ
utim,

341
Tabela 11.11. Grupisani intervali merenja
Grupni
interval
Sredina
intervala
Markiranje apsolutne
f
i
relativne
N
f
P
i
i
Kumulativna
verovatno
ć
a
34,81
34,83
34,82 / 1
0,0166
0,0166
34,84
34,86
34,85 // 2 0,0333
0,0499
34,87
34,89
34,88 /// 3 0,0500
0,0999
34,90
34,92
34,91
///// //
7
0,1170
0,2169
34,93
34,95
34,94
///// ///// /
11
0,1830
0,3999
34,96
34,98
34,97
///// ///// ///
13
0,2170
0,6169
34,99
35,01
35,00
///// /////
10
0,1667
0,7836
35,02
35,04
35,03
///// ///
8
0,1330
0,9166
35,05
35,07
35,06 /// 3 0,0500
0,9666
35,08
35,10
35,09 / 1
0,0166
0,9832
35,11
35,13
35,12 / 1
0,0166
0,998
Suma:
11
1
i
i
60
f
11
1
i
i
1
P
Tabela 11.12. Rezultati prora
č
una
Sredina
Intervala
t
i
a
x
b
i
i
b
i
f
i
b
i
2
i
f
34,82 1
-5
-5 25
34,85 2
-4
-8 32
34,88 3
-3
-9 37
34,91 7
-2
-14 28
34,94 11
-1
-11 11
34,97 13
0
0 0
35,00 10
1
10 10
35,03 8
2
16 32
35,06 3
3
9 27
35,09 1
4
4 16
35,12 1
5
5 25
Suma: 60
0
-3 232
342
2
2
1
1
i
i
i i
d
b f
b f
N
N
=0,03
2
1
1
232
( 3)
60
60
=
= 0,0591
0,059 mm
Na osnovu ovih vrednosti može se, ako se, na primer, uzme
P
gs
=2
(t)=99,9 % (što je ina
č
e vrlo visok nivo), izvršiti statisti
č
ka analiza
ta
č
nosti ocene parametra lokacije
x
.
1
0,061
34,97 3, 4
34,943
,
60
p
s
g
x t
mm
n
2
0, 061
34,97 3, 4
34,947
,
60
p
s
g
x t
mm
n
s =
1
n
n
= 0,059
,
mm
061
,
0
1
60
60
gde je za verovatno
ć
u P
gs
= 2
(t) = 0,999 dobijeno iz tabele 1 priloga
t = 3,4. Otuda se sigurno sa verovatno
ć
om 99,9% može tvrditi da se
aritmeti
č
ka sredina
X
osnovnog skupa nalazi u intervalu poverenja:
34,943
X
34,997,
tj. da je njena vrednost:
X
=
x
= 34,970
0,027 mm,
Pre ocene ta
č
nosti odnosno sposobnosti procesa na osnovu datog
uzorka potrebno je da se izvrše još dva važna koraka ove procedure:
ocena normalnosti datog uzorka i konstruisanje krive normalnog
teorijskog rasporeda.
Pored poznatih kriterijuma: a) d
0 i
3, b)
- testa, c) x
2
- testa,
kontrole normalnosti nekog empirijskog skupa (izmerenih rezultata) može
se na relativno brz na
č
in izvesti pomo
ć
u krive funkcije rasporeda,
odnosno Henrijeve prave. Krivu funkcije rasporeda (sl. 11.39.a) mogu
ć
e
je preslikati u pravu liniju, tzv. Henrijevu pravu (sl. 11.39.b). Pri tom
ć
e
jedinice na apscesnoj osi biti jednake, a na ordinatnoj nejednake veli
č
ine.

344
od prave. Najzad, ako se empirijski raspored ne pokorava normalnom, ve
ć
nekom drugom modelu rasporeda, tada
ć
e unete ta
č
ke slediti neku krivu
liniju pa se na empirijski raspored ne mogu primeniti zakoni normalnog
rasporeda.
Henrijeva prava, pored izloženog, omogu
ć
uje da se približno odrede
aritmeti
č
ka sredina
x
i standardna devijacija
empirijskog rasporeda.
Povla
č
enjem linija iz ordinata 0,5 i 0,8413 (sl. 11.39.b i 11.40) do
Henrijeve prave dobija se na apscisi približna vrednost aritmeti
č
ke
sredine, dok odse
č
ak
A
H
1
predstavlja približnu veli
č
inu standardne
devijacije.
Sl. 11.40. Henrijeva prava za empirijski skup iz tabela 11.11 i 11.12.
345
Na sl. 11.40. nacrtana je Henrijeva prava za empirijski raspored iz
tablela 11.11. i 11.12. Iz ove slike se zaklju
č
uje da dati empirijski skup
sledi normalni raspored, pošto ta
č
ke kumulativne verovatno
ć
e, uzete iz
tabele 11.11, imaju tendenciju toka prave linije. Sem toga sa slike se
dobijaju vrednosti
x
34,964 mm i
0,057 mm koje su vrlo bliske
izra
č
unatim vrednostima x = 34,97 mm i
= 0,059 mm.
Pošto je dokazana normalnost datog empirijskog skupa (uzorka) iz
primera, konstruiše se kriva normalnog teorijskog rasporeda za dati
empirijski skup (uzorak). Postupak prora
č
una pripadnih teorijskih
frekvencija prikazan je u tabeli 11.13, dok je teorijska kriva normalnog
rasporeda data na sl. 11.41. U prvu kolonu unete su sredine grupnih
intervala a drugu grupu pripadne empirijske frekvencije f
i
. Pošto je dužina
grupnih intervala d = 0,03 mm, dobija se vrednost konstante:
Tabela 11.13. Teorijske frekvencije
x
i
f
i
x
i
-
x
i
x
x
t
(t)
f
ti
34,82 1 0,15 2,54 0,01585
0,48
34,85 2 0,12 2,04 0,04980
1,52
34,88 3 0,09 1,52 0,12566
3,83
34,91 7 0,06 1,02 0,23714
7,25
34,94 11 0,03 0,51 0,35029
10,70
34,97 13 0,00 0,00 0,39894
12,20
35,00 10 0,03 0,51 0,35029
10,70
35,03 8 0,06 1,02 0,23713
7,25
35,06 3 0,09 1,52 0,12566
3,83
35,09 1 0,12 2,04 0,04980
1,52
35,12 1 0,15 2,54 0,01585
0,48
Suma:
60
59,76
C = N
d
= 60 .
059
,
0
03
,
0
= 30,5
pa se teorijske frekvencije normalnog rasporeda u poslednjoj koloni
izra
č
unavaju iz jedna
č
ine:

347
u kojem se nalaze sve P = P
gs
= 99,73% vrednosti date karakteristike
kvaliteta
x =
016
,
0
15
,
0
mm.
Upore
đ
ivanjem širine polja prirodne tolerancije procesa T
p
=
0,366 mm i tolerancijskog polja:
T = x
g
- x
d
=
g
-
d
= 0,06 - (0,15) = 0,210 mm
sledi da je:
T
p
= 0,366
T = 0,210 mm,
pa otuda se zaklju
č
uje da dati obradni proces (obratni sistem) nije
sposoban da ostvari propisanu, traženu ta
č
nost (propisani nivo kvaliteta)
karakteristike kvaliteta x. Pri tome procenat ta
č
no izra
đ
enih predmeta,
koji zadovoljavaju uslove specifikacije, prema jedna
č
ini (11.28) iznosi
(sl. 11.42):
P
gs
= P(x
d
x
x
g
) =
(t
2
) -
(t
1
) = 0,4305 + 0,4730 = 90,35 %
jer je :
1
34,85 34,97
1,93
0,061
d
x
x
t
s
;
2
35, 06 34,97
1, 48
0, 061
g
x
x
t
s
dok je procenat škarta (neta
č
no izra
đ
enih predmeta, izvan granica
specifikacije)
q = 100 - 90,35 = 9,65 %.
348
11.42. Me
đ
usobni odnos širina i položaja polja prirodne
tolerancije (T
p
) i polja zadate tolerancije (T)
11.6. Statisti
č
ki list i dijagram verovatno
ć
e
Statisti
č
ka obrada rezultata, njihova prezentacija i analiza može, po
metodu krivih rasporeda frekvencija, biti dvojaka: analiti
č
ka i grafi
č
ka.
Prva se izražava preko statisti
č
kog lista, a druga u obliku dijagrama
verovatno
ć
e.
Primer oblika i prakti
č
ne upotrebe statisti
č
kog lista pri kontroli
karakteristike kvaliteta
0,026
0,004
35
mm u jednom trenutku toka obradnog
procesa prikazan je na sl. 11.43. List se sastoji iz tri dela: gornji sadržaj
opšte informacije o predmetu kontrole, srednji - rezultate merenja
karakteristike kvaliteta, a donji - kona
č
ne rezultate cilja kontrolne
operacije.
350
Sl. 11.43. Statisti
č
ki list za obradu rezultata merenja neke
karakteristike kvaliteta
351
Sl. 11.44. Dijagram verovatno
ć
e za obradu rezultata merenja
353
Sl. 11.45. Vrste kontrolnih karti
354
11.7.1. Izrada kontrolnih karata
Kontrolne karte (KK) se izra
đ
uju uglavnom za
3
, gde je
tzv.
SREDIŠNA LINIJA, ali je istovremeno i o
č
ekivana vrednost (
x ). Gornja
kontrolna granica (
x
GKG ) ograni
č
ena je sa
+3
, a donja kontrolna
granica
-3
.
Me
đ
utim, kako mi
č
esto puta ne znamo istinitu (
) ili zadanu (x
o
)
vrednost, to
ć
emo, u tom slu
č
aju, grani
č
ne vrednosti izra
č
unavati iz
srednjih vrednosti. Ovaj drugi na
č
in je i povoljniji, jer su srednje
vrednosti jedne ili više serija osetljiviji pokazatelji od pojedina
č
nih
merenja. Kako se pojedine karte nazivaju, kako se izra
đ
uju i kada se
primenjuju objasni
ć
emo u toku daljeg izlaganja.
11.7.1.1. Kontrola stabilnosti završenog procesa
U proizvodnom procesu, kao što je ve
ć
pomenuto , mogu nastati
greške
č
iji karakter može biti:
1. sistematski (npr. loše regulisanje procesa koji se može otkloniti bez
izmene obradnog sistema), i
2. slu
č
ajan (npr. nekvalitetna sirovina ili poluproizvod, koji zahteva
izmenu obradnog sistema).
Stabilan proces nema sistemati
č
nih grešaka, a razlike izme
đ
u
pojedinih predmeta obrade su zanemarljive i slu
č
ajne. Kontrola stabilnosti
procesa ima slede
ć
e zadatke:
1. utvr
đ
ivanje uzorka eventualne nestabilnosti procesa, i
2. otklanjanje nestabilnosti procesa.
Kontrola stabilnosti može da obuhvati:
1. završni proces obrade,
č
ime se omogu
ć
ava poboljšanje narednog
procesa,
2. utvr
đ
ivanje uzroka eventualne nestabilnosti procesa, i

356
I - za merenu karakteristiku i male uzorke (n
n
o
) ...
x
karta i
R-karta,
II - za merenu karakteristiku i ve
ć
e uzorke (n
10) ...
x
karta i
-karta,
III - za karakteristiku broja neispravnih primeraka u uzorku ...
m-karta,
IV - za karakteristiku broja neispravnosti na primercima u
uzorku ... c-karta,
Za nejednake uzorke (n
1
)
n
...
n
1
2
izbor karata vrši se prema
slede
ć
im slu
č
ajevima:
V - za merenu karakteristiku i male uzorke (n
10) ...
x
-karta
i R(n
i
) - karta,
VI - za merenu karakteristiku i male uzorke (n
10) ...
x
-
karta i
(n
i
) - karta,
VII - za karakteristiku procenta neispravnih primeraka u uzorku
..... p karta,
VIII - za karakteristiku procenta neispravnih primeraka u
uzorku u-karta.
Dobijeni podaci iz kontrole unose se u pregledni formular koji se
naziva kontrolna lista. Formule za izra
č
unavanje: nizova vrednosti,
centralnih vrednosti i kontrolnih granica, za svih osam navedenih
slu
č
ajeva, prikazane su na slici 11.45. Može se primetiti da standard nije
usvojio uobi
č
ajeno statisti
č
ko ozna
č
avanje da se sa s i
obeleže
devijacije uzorka i osnovnog skupa.
Faktori A
2
, d
2
, D
3
, i D
4
u formulama za slu
č
ajeve I i V i faktori A
n
, c
2
,
B
3
i B
4
za slu
č
ajeve II i VI dati su u tabeli 3 u prilogu.
Podaci dobijeni merenjem kao i izra
č
unate vrednosti unose se u
grafikon (dijagram) koji ima slede
ć
e ose:
- apscisa - redni broj uzorka, i
- ordinata - veli
č
ina iz niza vrednosti (na primer: x
i
, R
i
,
i
, m
i
, c
i
, p
i
ili
u
i
).
Ocena stabilnosti procesa vrši se uo
č
avanjem položaja podataka u
odnosu na kontrolne granice, za izvestan niz uzoraka, na svim izabranim
357
kartama. Proces je stabilan ako se izvan kontrolnih granica, na svim
kartama nalazi broj podataka prema slede
ć
im kriterijumima:
A. 0 podataka za poslednjih 25 uzoraka,
B. 1 podatak za posalednjih 35 uzoraka, ili
C. 2 podatka za poslednjih 100 uzoraka.
Ukoliko proces nije stabilan preduzimaju se slede
ć
e akcije:
1. utvr
đ
uju se uzroci nestabilnosti (na primer poreme
ć
aj u procesu,
promena elemenata obradnog sistema , itd),
2. otklanjaju se uzroci, i
3. vrši se nova kontrola.
Naj
č
eš
ć
e se primenjuju kontrolne karte
x
i R za merenu karakteristiku i
male uzorke (n
5) za 25 uzoraka, koje su prikazane na štampanom
papiru prema slici 11.46.

359
Kako posle procesne kontrole, proces može biti razli
č
ite ta
č
nosti i
stabilnosti nastaju slede
ć
e mogu
ć
nosti za akcije:
1. Proces je ta
č
an i stabilan,
- proveriti ekonomi
č
nost procesa koji možda ima previsoku
ta
č
nost,
2. Proces je ta
č
an i nestabilan,
- utvrditi uzrok i otkloniti nestabilnost,
3. Proces je neta
č
an i stabilan,
- izmeniti obradni sistem ili toleranciju kako bi se povisila ta
č
nost
procesa, kao i
4. proces je neta
č
an i nestabilan,
- utvrditi uzroke radi obezbe
đ
enja ta
č
nosti i stabilnosti procesa.
Primer:
U fabrici ventila za motore vrši se brušenje konusa na pe
č
urki
izduvnog ventila kako bi se ostvarila širina od 2,5
0,1 mm. Procesna
kontrola u toku smene uzima po 5 ventila, svakih 15 minuta, a posle
merenja zabeležila je dobijene vrednosti. Treba oceniti stabilnost ovog
procesa obrade.
Rešenje
: Kako je posmatrana veli
č
ina merena i kako su uzimani mali
uzorci jednakih veli
č
ina biraju se
x
i R karte i koristi
ć
e se odgovaraju
ć
a
kontrolna lista. Unošenjem mera popunjava se kontrolna lista prikazana
na slici 11.48. Koriste
ć
i formule za slu
č
aj I prema tabeli na slici 11.48.
dobijaju se nizovi vrednosti
x
i R, koji omogu
ć
avaju unošenje ta
č
aka na
kontrolnim kartama, u odgovaraju
ć
im razmerama. Spajanjem ovih ta
č
aka
dobija se izlomljena varijacija ovih veli
č
ina. Koriste
ć
i formule dobijaju se
centralne vrednosti:
1
(2, 490 2, 494 ... 2, 498) 2,511
25
x
mm
1
(0,03 0,13 ... 0, 06) 0, 070
25
R
mm
360
Sl. 11.47. Formular za izradu
x
- R karte
362
13. ocena stabilnosti kao i
14. preduzimanje odgovaraju
ć
ih akcija sa ciljem stabilizacije procesa.
Izbor kontrolnih karata vrši se, prema standardu SRPS A.A2.022, za
jednake uzorke (n
1
=n
2
=...n
s
) prema slede
ć
im slu
č
ajevima:
I - za merenu karakteristiku i male uzorke (n
10) ...
x
- karata i
R
-karta,
II - za merenu karakteristiku i ve
ć
e uzorke (n
10) ...
x
- karta i
-karta,
III - za karakteristiku broja neispravnih primeraka u uzorku …
m
-karta,
IV - za karakteristiku procenta neispravnih primeraka u uzorku ...
p
- karta,
V - za karakteristiku broja neispravnosti po jednom primerku
u
- karta, i
VI - za karakteristiku ukupnog broja neispravnih primeraka u uzorku ...
u’ - karta.
363
Sl. 11.48. x R
kontrolna karta za dati primer

365
granica tj.
d
m
m
g
m
nastavlja se kontrola a ako nije onda je
neophodno regulisanje ili korigovanje tolerancije.
Ako je karakteristika merena, postupa se u zavisnosti od toga da li je
raspodela simetri
č
na ili ne. Reprezentativne vrednosti su zadovoljavaju
ć
e
ako je ispunjen jedan od slede
ć
ih zahteva:
- za simetri
č
nu raspodelu:
1.
DGT
,
3 ' ,
x
GGT
,
3 ' ,
x
, kada su za date obe granice
tolerancije:
2.
DGT
,
3 ' ,
x
kada je zadata samo donja granica tolerancije,
3.
GGT
,
3 ' ,
x
kada je zadata samo gornja granica tolerancije kao
i
- za nesimetri
č
nu raspodelu
1.
DGT
,
3 ' ,
4 '
x
GGT
x
, kada su zadate obe granice
tolerancije,
2.
DGT
,
3 ' ,
x
kada je zadata samo gornja granica tolerancije i
3.
GGT
,
4 ' ,
x
kada je zadata samo gornja granica tolerancije
Ako je ova provera odnosa reprezentativne vrednosti i tolerancije
uspela uzima se da su standardne vrednosti jednake reprezentativnim pa
se izra
č
unavaju centralne vrednosti i kontrolne granice prema datim
formulama. Faktori u formulama dati su u tabeli 4 u prilogu.
Dalji postupak kontrole vrši se prema shemi na slici 11.50 sa ocenom
stabilnosti prema kriterijumima kao i kod kontrole završenog procesa.
Isprekidanim linijama obuhva
ć
ene su faze kontrole stabilnosti u toku
procesa.
366
Sl. 11.50. Postupak ocene stabilnosti procesa koji je u toku

368
odre
đ
enje koji od data dva skupa podataka predstavlja nezavisnu, a koji
zavisnu promenljivu.
11.8.1. Korelacija
Kako je naglašeno, korelacionom analizom može se odrediti
pokazatelj koji samo ukazuje na ja
č
inu kvantitativnog slaganja dve
promenljive - dva skupa podataka za koje je prethodnom kvalitativnom
analizom utvr
đ
en smisao datog istraživanja.
Korelacionu analizu korisno je po
č
eti crtanjem DIJAGRAMA
RASIPANJA koji prikazuje parove podataka (veli
č
ina) dva skupa za koje
se korelacija utvr
đ
uje kao oblak ta
č
aka u pravouglom koordinatnom
sistemu. Karakter korelacije utvr
đ
uje se na osnovu izgleda dijagrama,
kako je dato na slici 11.51.
Kako pokazuje slika 11.51, korelacija - me
đ
uzavisnost dva skupa
veli
č
ina, ako postoji, može biti linearna (pravolinijski oblik dijagrama
rasipanja) ili nelinearna (krivolinijska). Intenzitet veze se ocenjuje na
osnovu položaja oblaka ta
č
aka u dijagramu.
Za sagledavanje intenziteta veze izme
đ
u dve linearno me
đ
uzavisne
promenljive X i Y (skupa podataka) naj
č
eš
ć
e se upotrebljava koeficijent
korelacije, koji se izra
č
unava prema obrascu:
1
2
2
2
2
2
2
(
)(
)
(
)(
)
(
)
(
)
(
)
(
)
(
) (
)
i
i
i i
i
i
i
i
i
i
i
X
Y
X Y
X
X Y Y
n
r
X
Y
X
X
Y Y
X
Y
n
n
gde su X
i
i Y
i
parovi ta
č
aka skupova veli
č
ina (podataka) X i Y
č
ija se
me
đ
uzavisnost ocenjuje, a n broj parova predmetnih ta
č
aka.
369
Sl. 11.51. Karakteristi
č
ni oblici dijagrama rasipanja
Koeficijent korelacije je relativan pokazatelj koji se kre
ć
e u
granicama:
(0
r
+1) ili (0
r
-1)
zavisno od oblika korelacione veze, pri
č
emu:
pozitivan koeficijent korelacije ozna
č
ava upravo proporcionalnu vezu
izme
đ
u promenljivih (ve
ć
a vrednost jedinica jedne promenljive daje
istovremeno ve
ć
u vrednost jedinica druge promenljive - slika
11.51.a),
negativan koeficijent korelacije pokazuje da je me
đ
uzavisnost
promenljivih obrnuto proporcionalna (ve
ć
a vrednost jedne
promenljive je istovremeno manja vrednost druge promenljive - slika
11.51.b).

371
11.8.2. Postupak
Postupak primene DIJAGRAMA RASIPANJA izvodi se u slede
ć
im
koracima:
Korak 1
: Prikupljanje podataka
Potrebno je, za dva skupa veli
č
ina (X,Y) koje su predmet analize,
prikupiti podatke za parove podataka - ta
č
ke (x,y) u dijagramu rasipanja.
Preporu
č
uje se da bude oko 30 parova podataka.
Korak 2
: Crtanje dijagrama rasipanja
Postupak crtanja dijagrama rasipanja obuhvata zahvate:
Nacrtati koordinatni sistem (x-y),
Prona
ć
i maksimalnu i minimalnu veli
č
inu podataka x i y i upotrebiti
ih za podelu odgovaraju
ć
ih osa koordinatnog sistema; obe ose bi
trebalo da budu jednake dužine,
Ucrtati parove podataka u koordinatni sistem (x-y) u obliku, na
pregledan na
č
in ozna
č
enih, ta
č
aka.
Korak 3
: Analiza oblika dijagrama
Koriste
ć
i karakteristi
č
ne oblike dijagrama rasipanja, date na slici
11.52, utvrditi postojanje i karakter me
đ
uzavisnosti predmetna dva skupa
podataka.
Korak 4
: Odre
đ
ivanje me
đ
uzavisnosti
Za konkretno utvr
đ
ivanje postojanja me
đ
uzavisnosti i odre
đ
ivanja
intenziteta veze potrebno je odrediti, u funkciji karaktera utvr
đ
ene
me
đ
uzavinosti, slede
ć
e parametre:
372
koeficijent korelacije,
koeficijent determinacije,
indeks krivolinijske korelacije ako je utvr
đ
en krivolinijski oblik
korelacije.
PRIMER
Izbor problema
U cilju prakti
č
ne ilustracije mogu
ć
nosti analize problema metodom
korelacione analize, odnosno primenom DIJAGRAMA RASIPANJA, u
nastavku je obra
đ
en primer utvr
đ
ivanja me
đ
uzavisnosti kvaliteta
tolerancijskog polja i hrapavosti obra
đ
ene površine kod predmeta rada
koji podležu obradi skidanjem strugotine u industriji prerade metala.
Poznato je, u praksi razvoja i razrade konstrukciono - tehnološke
dokumentacije za proizvode iz predmetnog podru
č
ja, da date dve grupe
(skupa) veli
č
ina stoje u odre
đ
enoj me
đ
uzavisnosti koja ne može biti
iskazana kao strogo funkcionalna. Postoje u standardima (SRPS
M.A.A1.025) odre
đ
ene preporuke u datom smislu, prema slici 11.52.
Primer je odabran u cilju dobijanja saznanja da li se predmetna
me
đ
uzavisnost, za koju je iskustveno utvr
đ
eno da neosporno postoji,
primenjuje u postupcima konstruisanja predmeta rada u mašinstvu.

374
______________________________________________________
Broj Kvalitet tolerancije, IT Kvalitet površine obrade, N
______________________________________________________
1 6 4
2 6 4
3 6 5
4 6 4
5 6 6
6 6 6
7 7 7
8 7 6
9 7 7
10 7 8
11 7 8
12 7 6
13 7 6
14 7 5
15 7 5
16 7 7
17 8 7
18 8 9
19 8 10
20 8 11
21 8 6
22 8 7
23 9 8
24 9 10
25 9 12
26 10 12
27 10 14
28 10 11
29 11 11
30 11 12
−───────────────────────────────────────
Sl.11 53. Podaci iz uzorka
375
Dijagram rasipanja
Podaci sa slike 11.53 omogu
ć
ili su crtanje dijagrama rasipanja, prema
napred opisanom postupku,
č
iji je oblik prikazan na slici 11.54.
Sl. 11.54. Oblik dijagrama rasipanja za dati primer
Podaci, na osnovu kojih je nacrtan dijagram rasipanja, pokazuju, za
dati primer, da se u postupcima konstruisanja predmeta rada u mašinstvu
koristi veoma jaka korelaciona veza posmatranih skupova veli
č
ina.
Opšti oblik linerane korelacije,
y a bx
, se nalazi pomo
ć
u formule:
(
)
y
y b x x
Aritmeti
č
ke sredine
x
i
y
promenjivih iznose:
233
7.77
30
30
x
x
i
234
7.8
30
30
y
y
.
Koeficijent b se izra
č
anava na osnovu formule:
2
2
i i
i
i
i
i
n
X Y
X
Y
b
n
X
X
Potrebne podatke dobi
ć
emo formiranjem pomo
ć
ne tabele, kao što je
prikazano u tabeli 11.14.

377
Zamenom izra
č
unatih vrednosti iz pomo
ć
ne tabele nalazimo vrednost
koeficijenta b:
2
2
2
30 1922 233 234
3138
1.6
30 1875 233
54202
i i
i
i
i
i
n
X Y
X
Y
b
n
X
X
Opšti oblik linerane korelacije u našem primeru bi
ć
e:
(
)
7.8 1.6
- 7.77
7.8 1.6 -12.4
1.6
4.6
y
y b x x
y
x
y
x
y
x
Dakle, jedna
č
ina koja opisuje linearnu zavisnost izme
đ
u kvaliteta
tolerancije i kvaliteta površinske obrade je:
4.63 1.6
y
x
Dobijenu linearnu zavisnost treba ucrtati u dijagram rasipanja na
Sl.
11.54. Za koordinate prave uze
ć
emo dve proizvoljne vrednosti za
nezavisnu primenjivu
x
, npr. 8 i 10 i izra
č
unati odgovaraju
ć
e vrednosti
zavisne promenjive
y
.
1
1
8
4.6 1.6 8 8.2
x
y
1
1
10
4.6 1.6 10 11.4
x
y
U dijagram rasipanja unosimo ove dve ta
č
ke i povla
č
imo pravu kroz te
ta
č
ke, koja grafi
č
ki predstavlja linearnu zavisnost
4.63 1.6
y
x
,
(Sl. 11.55).
378
Sl. 11.55.
Linearna zavisnost izme
đ
u kvaliteta tolerancije i kvaliteta
površinske obrade
Ja
č
inu korelacije možemo utvrditi tako što
ć
emo izra
č
unati koeficijent
korelacije:
(
)(
)
233 234
1922
30
2
2
2
2
(
)
(
)
233
234
2
2
1875
2048
(
) (
)
30
30
1922 1817.4
104.6
0.87
65.37 222.8
14564.44
X
Y
i
i
X Y
i i
n
r
X
Y
i
i
X
Y
i
i
n
n
dok koeficijent determinacije u ovom slu
č
aju iznosi r
2
= 0.76.
Dijagram rasipanja, kako je napred izneto, ima široku primenu kao
poseban vid matemati
č
ko-statisti
č
kih metoda u istraživanju
me
đ
uzavisnosti skupova veli
č
ina za koje, u skladu sa prirodom procesa
rada industrijskih sistema - preduze
ć
a, ne postoje pouzdani dokazi da
stoje u direktnoj funkcionalnoj vezi. Posebno je zna
č
ajna primena
dijagrama rasipanja u kombinaciji sa drugim, pre svega kvalitativnim
metodama i tehnikama za povišenje kvaliteta proizvoda i procesa rada.

380
uzorku, ali i o stanju procesa u trenutku kada je uzet uzorak. Kako se
odluka o prijemu temelji na verovatno
ć
i koliko loših komada može
sadržati serija ako je uzorak pokazao odredeni broj loših, postoji
mogu
ć
nost pojave dve greške:
• odbacivanje dobre serije i
• prijem loše serije
I pored mogu
ć
nosti donošenja pogrešne odluke, uzorkovanje ima
brojne prednosti nad stoprocentnom kontrolom. Svakako, najvažnija od
njih je ekonomi
č
nost.
Kao kriterijum za donošenje odluke o na
č
inu kontrole (stoprocentna
ili uzorkovanje) koristi se odnos
P
b
troškova kontrole po
komadu
I
i
troška štete A, ako neusaglašeni proizvod promakne kontroli:
A
I
P
b
(12.1)
Ako je procenat nesaobraznih proizvoda
P
u seriji, manji od
P
b
primenom uzorkovanja, dobi
ć
e se najmanji ukupan trošak. U protivnom,
najmanje ukupne troškove
ć
e dati stoprocentna kontrola. Za proizvode
kriti
č
ne klase važnosti, ne primenjuje se kontrola uzorkovanjem.
Me
đ
utim, ona je svakako nezamenljiva, u slu
č
aju kada osnovne
funkcionalne karakteristike možemo odrediti samo jednom od metoda,
koje razaraju deo.
12.2. RIZICI UZORKOVANJA I KRIVA
OPERATIVNIH KARAKTERISTIKA
Uzorkovanje podrazumeva rizik da uzorak ne
ć
e odraziti osobine, koje ima
serija. Me
đ
utim, stoprocentna kontrola pored skupo
ć
e, tako
đ
e
podrazumeva rizik da kontrolor ne
ć
e prona
ć
i sve mane.
Sa planiranim uzorkovanjem mogu se napraviti slede
ć
e greške:
• odbaciti dobre partije
- rizik proizvo
đ
a
č
a
i
• prihvatiti loše partije -
rizik potroša
č
a
.
381
Ulaze
ć
i procenat defektnih jedinica
100 p
Sl. 12.1. Idealno izvršenje plana uzorkovanja
Kriva operativne karakteristike (OC) plana uzorkovanja kvantifikuje
ove rizike. Ona prikazuje verovatno
ć
u prijema serije Pa, u zavisnosti od
procenta nesaobraznih jednica
p.
Na slici 12.1. prikazana je idealna
OC-kriva
.,
prema kojoj je poželjno prihvatiti sve serije koje imaju 3% i
manje nesaobraznih, kao i odbaciti sve serije sa više od 3% nesaobraznih
komada.
Iz
č
isto prakti
č
nih razloga ovakav plan prijema je nemogu
ć
e ostvariti.
Za njegovo ostvarenje bilo bi neophodno izvršiti stoprocentnu kontrolu
svake serije, uz potpunu sigurnost u pravilno ocenjivanje svake jedinice
proizvoda.
Na slici 12.2. prikazana je realna OC-kriva. Prema njoj serija sa 3%
nesaobraznih komada ima jednaku verovatno
ć
u da bude primljena ili
odba
č
ena. Me
đ
utim, serija sa 3,5% nesaobraznih, iako tehni
č
ki loša, ima
39 mogu
ć
nosti da u 100 ponavljanja bude prihva
ć
ena. Tako
đ
e, serija sa
2,5% nesaobraznih, mada tehni
č
ki dobra, ima 34 mogu
ć
nosti da u 100
ponavljanja ne bude prihva
ć
ena.

383
c
x
np
x
e
x
np
c
x
P
Pa
0
!
)
(
(12.3)
gde je c - broj za prihvatanje.
Primer:
Neka se vrši prijem serije veli
č
ine
N=400
komada, na osnovu uzorka
n
= 20
,
pri
č
emu je broj za prijem c = 2. Procenjuje se da je
p
= 0.05.
Prema planu prijema, serija
ć
e biti primljena ukoliko u uzorku ne bude
neusaglašenih, ukoliko bude 1 neusaglašen ili ih bude 2. Verovatno
ć
a
prijema
ć
e otuda biti:
92
.
0
!
)
05
.
0
20
(
)
2
(
)
1
(
)
0
(
05
.
0
20
2
0
e
x
P
P
P
P
x
x
a
(12.4)
12.4. PROCENA PARAMETARA KOJI UTI
Č
U
NA OC-KRIVU
Na planove uzorkovanja uti
č
u veli
č
ina serije
N,
veli
č
ina uzorka
n
i
broj za prijem c. Slike 12.3. i 12.4. ilustruju uticaje ovih parametara na
oblik OC-krive. Pri tome, treba znati da strmija kriva ozna
č
ava ve
ć
i rizik
proizvo
đ
a
č
a, a položenija ve
ć
i rizik kupca.
a)Efekat promene veli
č
ine b)Efekat promene veli
č
Ine
serje uzorka
Sl. 12.3. Uticaji na OC-krivu
384
Može se zapaziti (slika 12.3a.) da veli
č
ina serije malo uti
č
e
na
verovatno
ć
u prijema. Medutim, poželjno je da ve
ć
e veli
č
ine serija imaju
strožiju OC-krivu, da bi se smanjio rizik greške za ve
ć
e koli
č
ine
proizvoda. Iz tog razloga, u ve
ć
ini tabela za uzorkovanje, veli
č
ina serije je
data kao parametar (sa pove
ć
anjem veli
č
ine serije, pove
ć
ava se veli
č
ina
uzorka).
a) Efekat promene broja za prijem b)Efekat istovremene promene
veli
č
ine uzorka i broja
prihvatanja
Sl. 12.4. Uticaji na OC-krivu
Na slici 12.3b., pokazan je efekat promene veli
č
ine uzorka, uz
konstantne vrednosti ostalih parametara. O
č
igledno je, da se pove
ć
anjem
uzorka, pove
ć
ava i strmina OC-krive (približava se idealnoj OC-krivoj).
To zna
č
i da je plan uzorkovanja strožiji, odnosno - manja je verovatno
ć
a
prihvatanja.
Efekat pove
ć
anja broja za prijem
c
, uz sve ostale konstantne
vrednosti, pokazan je slikom 12.4.a. Jasno je da ovaj trend vodi pove
ć
anju
vrednosti verovatno
ć
e prijema (smanjuje se strmina OC-krive).
Zahtevane vrednosti rizika
i
mogu
ć
e je posti
ć
i istovremenom
promenom veli
č
ine uzorka i broja za prijem (slika 12.4.b).

386
isporu
č
uje kupcu. Ukupnu masu proizvoda
č
ine slede
ć
e tri grupe (slika
12.6.):
proizvodi iz uzorka, u kojima su svi nesaobrazni zamenjeni
saobraznim delovima,
preostali delovi odbijenih serija (N-n), koji su podvrgnuti stopostotnoj
kontroli i u kojima su tako
đ
e svi nesaobrazni zamenjeni saobraznim
delovima i
preostali delovi primljenih serija (N-n), koji sadrže procenat
nesaobraznih delova, sa kojim su došli na kontrolu.
Sl. 12.6. Na
č
in ostvarivanja prose
č
nog izlaznog kvaliteta
Pri ovakvoj kontroli, prose
č
an izlazni kvalitet bi
ć
e:
N
P
n
N
p
AOQ
a
)
(
(12.4)
gde je:
p -
procenat nesaobraznih delova pre kontrole.
Serija N
Ostatak serije
N-n
Uzorak n
Bez kontrole
N-n
Kontrola 100%
N-n
p
p=0
p=0
p
Prijem
AOQ
Odbijanje
387
Kada su serije velike u odnosu na uzorke, može se uzeti približno:
1
N
n
N
pa je:
a
P
p
AOQ
(12.5)
Fizi
č
ko zna
č
enje
AOQ
prikazano je slikom 12.7. Za odre
đ
eni plan
prijema postoji samo jedna vrednost na apscisi -
p,
pri kojoj
ć
e
AOQ
biti
maksimalan -
AOQL.
To zna
č
i da primenjeni plan prijema, u proseku ne
može dati lošiji izlazni kvalitet od
AOQL,
bez obzira sa kakvim
kvalitetom serije dolazile na kontrolu (Kada je ulazni kvalitet veoma
dobar, izlazni takode mora biti veoma dobar. Medutim, kada je ulazni
kvalitet veoma loš, izlazni
ć
e biti veoma dobar, obzirom da
ć
e sve
odbijene serije biti detaljno kontrolisane).
Sl.12.7. Fizi
č
ko zna
č
enje AOQ
12.6. PROSTO, DVOSTRUKO I VIŠESTRUKO
UZORKOVANJE
Pored osnovne podele, na planove prijema za atributivne
karakteristike (odeljak 12.7) i planove prijema za merene karakteristike

389
bez uzimanja drugog uzorka. Ako rezultati prvog nisu odlu
č
uju
ć
i,
definitivna odluka se donosi nakon ispitivanja drugog uzorka. Kako nije
neophodno uzeti i proveriti drugi uzorak, u grani
č
nim slu
č
ajevima,
prose
č
an broj proverenih delova po seriji je uopšte manji pri dvostrukom
uzorkovanju. Analogno dvostrukom, izvodi se višestruko uzorkovanje.
U nastojanju da se uzorkovanje u
č
ini još ekonomi
č
nijim (donošenje
odluke uz manji broj pregledanih), formirani su sekvencijalni planovi
prijema. Oni se zasnivaju na ideji da se pojedini uzorci iz višestrukih
planova smanje na samo jedan proizvod. Medjutim, u praksi potreba za
takvim planovima se retko javlja, tako da ovde ne
ć
e biti posebno
obradjeni.
Sl.12.9. Šema dvostrukog plana prijema
Serija N
Uzorak n
1
x
1
>c
2
x
1
c
2
Uzorak n
2
Odbijanje
x
u
>c
2
Prijem
da
ne
da
ne
da
ne
x
u
= x
1
+ x
2
390
12.7. TIPI
Č
NI STANDARDNI PLANOVI PRIJEMA ZA
ATRIBUTIVNE KARAKTERISTIKE
Razli
č
itost interesa proizvo
đ
a
č
a i kupca, razli
č
iti zahtevi u odnosu na
proizvod u toku upotrebe itd, rezultovali su time da danas u upotrebi
postoji veliki broj standarda za kontrolu uzorkovanjem. Tri naj
č
eš
ć
e
primenjivana standardna plana su:
1.
Dodge-Romig-ov,
2.
MIL-STD-105D (SRBS N.NO.029) i
3.
Philips-ov.
1.
Dodge-Romig-ovi
planovi prijema
Za ove planove postoje opsežne tabele koje sadrže veliki broj
jednostrukih i dvostrukih planova prijema. Opšta karakteristika
Dodge-
Romig-ovih
planova prijema je da predvi
đ
aju probiranje svih odba
č
enih
serija.
S obzirom na ulazne podatke potrebne za koriš
ć
enje ovih tabela,
razlikuju se dva tipa planova:
zasnovani na neprihvatljivom nivou kvaliteta
LTPD
i
zasnovani na granici prose
č
nog izlaznog kvaliteta AOQL.
Kod prvih, rizik kupca je odabran kao konstantan. Ma koliki bio
neprihvatljivi nivo kvaliteta
LTPD,
verovatno
ć
a prijema serije sa
procentom nesaobraznih
p = LTPD
je P
a
= 0,1. Planovi su izra
č
unati za
osam vrednosti neprihvatljivog nivoa kvaliteta, po
č
ev od
LTPD=0.5%
,
zaklju
č
no sa
LTPD = 10%
. Tabela za svaku od ovih vrednosti
LTPD
podeljena je u šest grupa, prema o
č
ekivanoj vrednosti procenta
nesaobraznih -
p u
seriji koja dolazi na prijem. Ukoliko se ova vrednost
može pretpostaviti, na osnovu ranijih pregleda, mogu
ć
e je minimizirati
prose
č
an broj kontrolisanih komada
(ATI -
Average Total Inspection).
U
protivnom, za nepoznatu vrednost proseka procesa
p,
iz tabele se koristi
krajnja (šesta) kolona, kao najstrožiji plan prijema (najve
ć
i uzorci). U
zavisnosti od definisane vrednosti
LTPD,
ovim planovima su obuhva
ć
ene
serije po
č
ev od najmanjih (broj komada je od jedan do 20), kroz 20
raspona, do serija veli
č
ine 100 000 komada.

392
2.
MIL-STD-105D (SRBS N.NO.029)
Ovo su naj
č
eš
ć
e primenjivani planovi. Tabele za planove ove vrste
sadrže veliki broj planova prijema za jednostruko, dvostruko i višestruko
uzorkovanje.
Planovi MIL-STD-105D su zasnovani na prihvatljivom nivou
kvaliteta
AQL.
Verovatno
ć
a prijema serija sa procentom nesaobraznih
p = AQL,
kre
ć
e se od
P
a
= 0.87
pa naviše, što daje relativno male uzorke.
Jasno je da su, zbog ovako visoke verovatno
ć
e prijema, ovi planovi
pogodni sa stanovišta isporu
č
ioca.
Tabele su izra
đ
ene za 26 grupa prihvatljivog nivoa kvaliteta
AQL,
po
č
ev od 0.01, do 1 000. Prvih 16 grupa, za koje je
AQL = 0.01% - 10%,
upotrebljava se za prijem po delovima, a ostalih 10 grupa sa vrednostima
AQL
iznad 10, koristi se za prijem po defektima na grupi od 100 delova.
Veli
č
ine serija su date kroz 15 raspona. Prvi je za serije sa 2, do 8
komada, a poslednji za serije sa preko 500 000 komada.
Veli
č
ine uzorka zavise prvenstveno od veli
č
ine serije. Kako su uzorci,
predvi
đ
eni ovim planovima relativno mali, OC-kriva nema izraženiju
oštrinu, što ima za direktnu posledicu veliki procenat nesaobraznih za
rizik kupca od
P
a
=0.1.
Zato je ovim planovima predvi
đ
ena mogu
ć
nost
pooštrenja kontrole. Naime, tabele su napravljene za slede
ć
e
nivoe
strogosti:
•
redukovani
(nivo I), koji se primenjuje, ako je kvalitet isporuka
konstantno bolji od postavljenih zahteva,
•
normalni
(nivo II), kojim se po
č
inje i nastavlja, ako se po
redukovanom nivou pogorša kvalitet, odnosno poboljša po pooštrenom
nivou i
•
pooštreni
(nivo III), kojim se vrši prijem, kada se po normalnom
nivou pokaže da je kvalitet pogoršan.
Pored ova tri, predvi
đ
ena su još
č
etiri posebna, blaža nivoa za
specifi
č
ne slu
č
ajeve, kada su mali uzorci neophodni, a ve
ć
i rizik se može
ili mora tolerisati (ispitivanja kojima se razara deo).
393
U tabeli B.3 (prilog), zavisno od nivoa strogosti i veli
č
ine serije, date
su oznake veli
č
ine uzorka. Na osnovu slovne oznake veli
č
ine uzorka,
odre
đ
ene iz tabele B.3 i zahtevane vrednosti prihvatljivog nivoa kvaliteta
AQL,
iz tabele B.4 u prilogu, može se o
č
itati veli
č
ina uzorka
n
i broj za
prijem c, za slu
č
aj jednostrukog uzorkovanja pri normalnom
kontrolisanju. Analogno navedenom postupku, iz tabele B.5 u prilogu,
može se o
č
itati plan dvostrukog prijema za normalni nivo strogosti. Pored
niza ovakih tabela, u standardu je još dat i grafi
č
ki i tabelarni prikaz OC-
krive za svaki konkretan plan prijema.
3.
Philips-ovi
planovi prijema
Oni su zasnovani na indiferentnom nivou kvaliteta
IQL.
U ta
č
ki
neutralnog kvaliteta, pružaju jednaku zaštitu i proizvo
đ
a
č
u i kupcu
(
=
)
.
Kako je OC-kriva u toj ta
č
ki najstrmija, pove
ć
anjem kvaliteta
naglo
ć
e se pove
ć
ati i procenat primljenih serija i obratno.
Zbog jednakog rizika i velike selektivnosti u ta
č
ki
p=IQL,
ovi planovi
se široko primenjuju u unutrašnjoj kontroli serija, pri prelazu iz pogona u
pogon i sl.
Kao ulazne vrednosti za koriš
ć
enje tabela, potrebno je znati veli
č
inu
serije N i neutralni kvalitet
IQL.
Kao izlazi iz tabela dobijaju se, pored
plana uzorkovanja
(n
i c) i karakteristi
č
ne ta
č
ke datog plana
(AQL, LTPD
i
AOQL).
12.8. PLANOVI PRIJEMA ZA MERENE VELI
Č
INE
Ovi planovi mogu da se upotrebe samo ako je poznata raspodela
merene veli
č
ine. Suština je u tome da se za slu
č
ajno izabrani uzorak
izra
č
unaju parametri raspodele (
x
i
pri normalnoj raspodeli) na osnovu
kojih se donosi odluka o prihvatljivosti serije.
Kod ovih planova, za ocenu serije uz istu zaštitu, potrebni su znatno
manji uzorci u odnosu na atributivne planove,
č
ak i kada uzmemo u obzir
da je tehnika merenja veoma skupa, planovi prijema za merene veli
č
ine su
jeftiniji. Kao nedostatak ovih planova treba ista
ć
i da je za svaku merenu
karakteristiku neophodno imati poseban plan prijema.

395
12.9.1. Uzorkovanje te
č
nosti
Pri uzimanju te
č
nosti, obi
č
no se uzimaju tri istovetna uzorka. Prema
JUS H.C8 030 za boje i lakove, broj uzoraka i na
č
in uzorkovanja zavisi
od osobina te
č
nosti (npr. od sklonosti ka sedimentaciji, isparavanju i sl.),
kao i od koli
č
ine i oblika isporuke (boce, burad, cisteme i sl.).
Uzorkovanje te
č
nosti iz auto ili vagonskih cisterni
je prikazano na
slici 12.10.
Na slici 12.10., jedna cisterna predstavlja jednu šaržu, a podšarža 1
(uzorci 1 i 2) predstavlja uzorke sa vrha rezervoara, podšarža 2 sa sredine
i podšarža 3 sa dna rezervoara. Ako je variranje podšarži malo, onda ono
nije zna
č
ajno ni za isporu
č
ioca, ni za kupca. Me
đ
utim, ako je variranje
izme
đ
u podšarži zna
č
ajno, onda su te razlike zna
č
ajne i za isporu
č
ioca i
za kupca. Tako
đ
e, te razlike uti
č
u i na na
č
in uzorkovanja. Naime, u
prvom slu
č
aju, uzorci iz podšarži se mogu spojiti i razmatrati kao
prose
č
an uzorak, dok je u drugom slu
č
aju spajanje uzoraka pogrešno zbog
prikrivanja razlika u podšaržama.
Uzorkovanje te
č
nosti iz manjih pakovanja
(boce, burad i sl), u
slu
č
aju kada se isporuka može smatrati homogenom, vrši se tako da se od
m
jedinica uzorci uzimaju iz
m
pakovana (pri
č
emu se dobijena
vrednost zaokružuje na ceo ve
ć
i broj). Kod lako spojivih te
č
nosti uzorci
se uzimaju od
2
m
jedinica. Uzorci se, u zavisnosti od dogovora
isporu
č
ioca i kupca mogu uzeti i iz manjeg broja jedinica, ali ne manjeg
od
3
m
jedinica pakovanja.
Pri uzorkovanju te
č
nosti, posebna pažnja se posve
ć
uje
homogenizaciji te
č
nosti, a uzorkovanje se vrši propisanim priborom.
396
Sl. 12.10. Shematski prikaz uzorkovanja te
č
nosti iz auto ili vagonskih
cisterni
12.9.2. Uzorkovanje
č
vrstih materijala
Procesni materijali u
č
vrstom stanju mogu biti u rasutom stanju,
upakovani u vre
ć
e ili savijeni u rolne ili kalemove. U rasutom stanju,
materijal zauzima gotovo celokupnu zapreminu tovarnog prostora.
Ovde je naveden primer uzorkovanja žitarica. Kod isporuke u
vre
ć
ama, za isporuku do tri vre
ć
e, uzorak se uzima iz svake. Za isporuku
od 3 do 30 vre
ć
a, uzorak se uzima iz svake tre
ć
e, a preko 30 vre
ć
a, iz
svake pete. Ako je isporuka u rasutom stanju (npr. u vagonu, kamionu i
sl.), uzorak se uzima sa 10 do 12 mesta na raznim dubinama, pomo
ć
u
posebnih sondi.
Svi uzorci iz iste isporuke (iste vrste i kvaliteta) se dobro izmešaju i
postupkom kvadriranja se svedu na
srednji
uzorak.
Kvadriranje se vrši tako što se celokupna koli
č
ina uzetog uzorka (iz
istog tovara), složi na ravnu površinu oblika kvadrata. Kvadrat se podeli
dijagonalno na
č
etiri dela, pa se suprotni delovi izdvoje na stranu i
pomešaju. Postupak se ponavlja dok se ne dobije srednji uzorak mase,
obi
č
no od tri do
č
etiri kilograma.

398
Pri pravljenju planova uzorkovanja, potrebno je:
definisati jedinicu proizvoda i osnovne izvore variranja koji su
mogu
ć
i u proizvodnji;
definisati metodu dobijanja stvarnih podataka da bi se izmerili
izvori variranja;
definisati dozvoljene rizike uzorkovanja u planu uzorkovanja;
ispitati troškove za uzorkovanje i ispitivanje;
ispitati probleme vezane za fizi
č
ko uzimanje uzoraka;
u zavisnosti od dobijenih informacija, iz svih navedenih
postupaka, napraviti plan sa aspekta broja uzoraka, broja
ispitivanja po uzorku, postupka uzorkovanja i metode procene
podataka za prijem i odbacivanje proizvoda.
399
13. SPECIJALNI ALATI KVALITETA
13.1. TAGUCHI METOD
Genichi Taguchi razvio je originalni metod procesa dizajna proizvoda
i proizvodnje u kome se kvalitet proizvoda ocenjuje preko funkcije
gubitka. Funkcija gubitka uspostavlja finansijsku meru kup
č
evog
nezadovoljstva sa performansama proizvoda ukoliko one odstupaju od
ciljne veli
č
ine. Na taj na
č
in i prose
č
ne veli
č
ine performansi i njihove
varijacije su kriti
č
ne mere kvaliteta. Izbor dizajna proizvoda ili procesa
proizvodnje koji je neosetljiv na kontrolisane izvore varijacija poboljšava
kvalitet. Ove nekontrolisane izvore varijacija Taguchi naziva faktorima
buke. Primena Taguchi-jeve metode uklju
č
uje procenu kako varijansi
tako i proseka za tehni
č
ki ben
č
marking u QFD-u. Funkcija gubitka pruža
jedinstvenu meru za pore
đ
enje dva proizvoda ili dva procesa.
Stati
č
ka primena Taguchi-jeve metode zahteva dizajn proizvoda ili
proizvodnog procesa koji teži jednoj fiksnoj performansi. Na primer
stati
č
ka primena mašine za injektorsko livenje zahteva definisanje
najboljih radnih uslova za dizajn jednog kalupa.
Dinami
č
ka primena koristi dimenzije kalupa kao signal i traži radne
uslove koji daju iste procente skupljanja svake dimenzije bilo koje
orijentacije. Dinami
č
ki pristup omogu
ć
uje organizaciji da stvori dizajn
koji
ć
e zadovoljiti današnje zahteve ali se lako može promeniti da
zadovolji i sutrašnje zahteve. Ovaj se pristup može smatrati narednim
pomeranjem performansi do nekog drugog nivoa, a faktor podešavanja
modifikuje osetljivost dizajna ka ovom faktoru.
Osluškivanje glasa kupca može organizaciji da stvori dobar dizajn
sistema. Neki timovi koriste fokus grupu da sakupe ulaz za ove dizajne.
Prou
č
avanje kupaca pod prirodnim uslovima daje dodatnu korisnu
informaciju, zato što se radi o stvarnim podacima dobijenih u realnim
uslovima.
Tradicionalno, kvalitet se vidi kao odsko
č
na funkcija, što je
predstavljeno podebljanom linijom na sl. 13.1. Proizvod je ili dobar ili

401
Funkcija gubitaka, koja povezuje gubitke usled nezadovoljstva kupaca
sa funkcionalnom karakteristikom i predstavlja kvadratnu formu, može se
razviti u Taylor-ov red, oko ta
č
ke ciljne vrednosti (m) kao :
L(y)=L(m + y - m) = L(m) +
...
)
m
y
(
!
2
)
m
(
L
)
m
y
(
!
1
)
m
(
L
2
gde je:
L(y) – gubitak za pojedine vrednosti karakteristike kvaliteta y
i
m – ciljna vrednost tolerancijskog polja
Prema slici 13.2, L(m)=0, što zna
č
i da funkcija L(y) ima minimum u
ta
č
ki m. Polaze
ć
i od ovoga, funkcija gubitaka se može aproksimirati sa
tre
ć
im
č
lanom Taylor-ovog reda oko ta
č
ke m, kao:
L(y)=k
( y
i
- m )
2
gde je: k-koeficijent gubitaka.
Prema tome, prema Taguchi-ju proces upravljanja kvalitetom treba da
konvergira nominalnoj vrednosti.
LCT predstavlja nižu toleranciju kupca a UCT predstavlja gornju
toleranciju kupca. Ovo je dizajn koji vodi kupac pre nego inženjerska
specifikacija. Eksperti
č
esto definišu kup
č
evu toleranciju kao nivo
performansi gde je 50% korisnika nezadovoljno. Okolnosti koje važe u
vašoj organizaciji oblikova
ć
e kako definišete toleranciju kupca za
proizvod.
Jedna
č
ina funkcije gubitka po kriterijumu cilja (m) najbolje koristi
prosek i varijansu za izbor najboljeg dizajna. Jedna
č
ina za prose
č
ni
gubitak ima oblik:
Gubitak = k {
σ
2
+ (
y
– m)
2
}
gde je:
k = $/
Δ
2
m – ciljna vrednost
402
σ
2
– varijansa performansi
y
– prosek performansi
Prora
č
un prose
č
nog gubitka omogu
ć
uje dizajn - timu da razmotri
cost-benefit analizu razli
č
itih dizajna sa razli
č
itim troškovima koji daju
razli
č
ite prose
č
ne gubitke. Kako je pokazano na sl. 13.2, postoji odre
đ
eni
finansijski gubitak vezan za gornju toleranciju kupca. Ovo mogu biti
troškovi garancije, organizacije ili troškovi popravke.
Sl. 13.2. Taguchi-jeva kriva gubitaka sa gornjom granicom tolerancije
kupca
Najve
ć
i broj aplikacija funkcije gubitka u QFD-u mogu upotrebiti iste
vrednosti za k, jer
ć
e konstanta biti ista za sve u
č
esnike kako se odnose
prema kupcu. Grafik predstavlja simetri
č
ni gubitak oko cilja, ali ovo nije
uvek slu
č
aj. Ukoliko dva proizvoda imaju istu varijansu ali razli
č
ite
proseke, onda proizvod sa prosekom koji je bliži cilju (A) ima bolji
kvalitet, sl. 13.3a. Ukoliko dva proizvoda imaju isti prosek ali razli
č
itu
varijansu, onda proizvod sa manjom varijansom ima bolji kvalitet,
sl. 13.3b. Proizvod B se u blizini cilja ponaša bolje od svog konkurenta.
Šta se dešava ako su prosek i varijansa razli
č
iti? Prora
č
un prose
č
nog
gubitka podrazumeva da se slažete sa konceptom funkcije gubitka.
Proizvod sa manjim gubitkom ima bolji kvalitet, sl. 13.3c. Ukoliko je
kriva A daleko desno, onda kriva B trebalo bi da bude bolja. Ukoliko je
kriva A centrirana ka cilju onda bi kriva A trebalo da bude bolja. Negde
izme
đ
u oba proizvoda imaju isti gubitak.

404
13.1.1. Funkcija gubitka i tehni
č
ki ben
č
marking
Timovi iz kompanije treba da sakupe podatke za tehni
č
ki
ben
č
marking u stvarnom okruženju. Stvarno okruženje je ono gde nije sve
kontrolisano ili sve idealno. Na primer naš proizvod kao i proizvod
konkurenta bi
ć
e procenjeni na razli
č
itim uslovima u okruženju:
temperatura, vlažnosti i drugi uslovi. Ovi uslovi, za neke proizvode mogu
se simulirati i u laboratoriji. Razmatranjem performansi proizvoda u
nekoliko uslova okruženja, potrebno je prikupiti realne podatke da bi se
prora
č
unale stvarne vrednosti varijanse.
Razli
č
iti uslovi okruženja mogu se bilansirati u ortogonalnoj matrici.
Dva ili tri važna uslova okruženja, svaki na dva nivoa, daju dobru procenu
varijacije okruženja. Na primer za neki predmet u okruženju ako sa H
obeležimo vlažnost, sa W težinu predmeta zalepljenog na zid, i
površinsku teksturu sa T. Sa 1 ozna
č
imo nisku vrednost a sa 2 visoku
vrednost razmatranog parametra. U ovom primeru koriš
ć
ene su
č
etiri
kombinacije okruženja da se odredi prosek i varijansa performansovanog
proizvoda. Umesto upotrebe svih osam razli
č
itih kombinacija,
ortogonalna matrica koristi specijalni podskup osam
č
lanova. Zbog
bilansne prirode ovih
č
etiri kombinacija, efekat nedostaju
ć
ih
č
etiri može
se pretpostaviti, sl. 13.4.
Druga opcija je, da uporedite najbolju i najgoru kombinaciju
okruženja iz osam mogu
ć
ih kombinacija. Ovaj pristup smanjuje broj
uticaja iz okruženja na dva.
H
W
T
H
W
T
O
Ž
1 1 1 1 1 1 1
K
E
2 1 2 2 1 1 2
R
Nj
3 2 1 2 1 2 1
U
E
4 2 2 1 1 2 2
2 1 1
2 2 1
2 2 2
Sl. 13.4. Ortogonalna matrica za procenu uticaja okruženja na
performanse proizvoda
405
Prose
č
ni gubitak, za skup podataka za razmatrani sistem je:
L = k (1/n)
Σ
(y
i
- m)
2
gde je k = $/
Δ
2
Izra
č
unavanjem varijansi i gubitaka dobijaju se dva dodatna reda
matrice, sl. 13.5. Odnos prose
č
nog gubitka jednog konkurenta prema
drugom nije zavistan od k. Informacije o varijansi i proseku i udelu
gubitka identifikuju pravce unapre
đ
enja kako je definisano prema
jedna
č
ini prose
č
nog gubitka.
Krive funkcije gubitka za kvalitet definisan kao ve
ć
e je bolje ili manje
je bolje, sl. 13.6 imaju sli
č
nu poruku kada se porede razli
č
iti dizajni koji
imaju razli
č
ite proseke i varijanse. Prora
č
un prose
č
nog gubitka za tip
performansi ve
ć
e je bolje:
L = k(1/n)
Σ
(1/y)
2
gde je k = $/
Δ
2
Prora
č
un prose
č
nog gubitka za podatke tipa performansi manje je bolje:
L = k(1/n)
Σ
(y
i
)
2
gde je k = $/
Δ
2

407
a)
b)
Ponekada tim može imati problema za dobijanje mogu
ć
nosti da njihov
dizajn bude na zahtevanoj ciljnoj vrednosti. U drugoim scenariju, tim
može da ne bude u stanju da dovoljno smanji troškove pravljenja
proizvoda. Dizajn tima može tako
đ
e doživeti probleme sa varijansama.
Zavisno od okolnosti, tim može prihodovati od razmatranja alternativnih
diuzajna ili
č
ak može odabrati da stvori novi dizajn. Ovo može biti
uzbudljiv, kreativan proces.
Sl.13.6. Taguchi-jeva funkcija gubitka za slu
č
ajeve ve
ć
e je bolje (a) i
manje je bolje (b)
13.2. KANO MODEL
Tradicionalne marketing tehnike jednostavno ne obezbe
đ
uju dovoljan
nivo detalja koji su neophodni za kvalitetan QFD proces dizajna
408
proizvoda ili procesa. Na primer, studija MIT Sloan School of
Management prikazala je da upotrebom
č
etvorofaznog procesa: intervju
sa kupcima, prenos snimljenih intervijua, grupisanje podataka u razli
č
ite
dijagrame afiniteta i klaster analiza za prora
č
un važnosti potreba kupaca,
ne generiše u dovoljnoj meri inovativne strategije za prevazilaženje
konkurencije.
Kano tvrdi da nulti nivo defekata ne ozna
č
ava i zadovoljstvo kupaca.
Da li proizvod
č
ini što je potrebno na na
č
in na koji kupac o
č
ekuje?
Osobine koje rezultiraju u pove
ć
anom zadovoljstvu kupca uz poboljšanje
u performansama su naj
č
eš
ć
i indikatori zadovoljstva kupaca.
Neo
č
ekivana pozitivna osobina iznenadi
ć
e i kupca ali i konkurenciju.
Organizacija mora identifikovati neke uzbudljivo nove osobine svog
proizvoda. Neke osobine nisu o
č
ekivane. Samo nagoveštaj neo
č
ekivane
osobine može u
č
initi kupca veoma zadovoljnim. U industriji visoke
tehnologije (auto industrija, ra
č
unari...) današnja inovativna osobina
proizvoda je sutrašnja uobi
č
ajena (o
č
ekivana) osobina. Kako bi
obezbedile proizvodnju kvalitetnih proizvoda, organizacije moraju da
ostanu u vezi sa svojim kupcima kako bi znale kako i kada se njihove
potrebe menjaju.
Jedna uspešna definicija kvaliteta podvla
č
i važnost ovakve intimnosti
izme
đ
u organizacije i njenih kupaca:
„Kvalitet je ono što kupcu
omogu
ć
ava da ima ljubavnu aferu sa vašim proizvodom ili uslugom.
Laganje, sniženje cene ili dodavanje osobina može stvoriti privremeno
zavo
đ
enje. Potreban je kvalitet da bi se održala ljubav” .
Ljubav je uvek prevrtljiva. Iz tog razloga, potrebno je ostati blizu
osobe
č
iju lojalnost želite da zadržite. Uvek morate biti na oprezu kako bi
ste razumeli šta zadovoljava kupca, jer samo kupac definiše ono što
predstavlja kvalitet. Zavo
đ
enje kupca nikada nije gotovo.
Kako bi stvarno razumela i ‘’zavela’’ svoje kupce, organizacija mora
oti
ć
i do svog okruženja i da zaista posmatra kupce koji koriste njene
proizvode. Japanci ovu formu istraživanja tržišta nazivaju “
going to the
Gemba – odlazak do Gembe“
. Ovaj put vodi do boljeg razumevanja
konteksta primene proizvoda, vitalne komponente za dizajn proizvoda.
Primer prikazan na sl. 13.7. ilustruje zašto je važno razumeti želje
potroša
č
a. U ovom primeru organizacija dizajnira transportno sredstvo
prema porudžbini.

410
Osnovne potrebe
Neke od ovih potreba su toliko fundamentalne da se ne izražavaju od
strane kupaca, ipak, zato što su toliko suštinske, moraju se identifikovati.
O
č
ekujete da auto krene po hladnom vremenu, da vaš toster radi sa
razli
č
itim vrstama hleba ili da se sva slova iz nekog softverskog paketa
štampaju na bilo kom printeru. Na primer, pogledajte sl.13.8 i vide
ć
ete da
nema krugova oko lica u Keno modelu. Ova se pojava desila kada smo sa
matri
č
nog printera prešli na laserski printer. Najbolje performanse
osnovnih potreba samo mogu rezultovati sa kupcem koji nije
nezadovoljan.
Potrebe performansi
Potrebe performansi dovode do pove
ć
anja zadovoljstva sa
poboljšanjem performansi. Ova vrsta poteba se generalno izražava od
strane kupca. Jedan od primera je broj litara benzina koje vaš auto potro
č
i
na pre
đ
enih 100 km. Što su bolje performanse, kupac
ć
e biti sre
ć
niji.
Potrebe koje izazivaju ushi
ć
enje
Ove potrebe izazivaju momentalnu sre
ć
u. Dalje pove
ć
anje
performansi dovodi do još ve
ć
eg zadovoljstva. Potrebe ove vrste tako
đ
e
nisu verbalizovane, mogu
ć
e zato što smo
č
esto upitani da izrazimo svoje
snove. Stvaranje nekih osobina ushi
ć
enja u dizajnu razdvoji
ć
e vaše
proizvode od proizvoda konkurencije.
Kako se proizvod poboljšava, potrebe menjaju kategorije. Nije mnogo
potrebno da potreba ushi
ć
enja postane potreba performansi. Sli
č
no, tokom
vremena potreba performansi postaje osnovna potreba. Sli
č
no, drasti
č
no
poboljšanje performansi može dovesti do ponovnog ushi
ć
enja.
411
Sl. 13. 8. Kano model
Vreme potrebno za isporuku pisma preko atlantika može poslužiti kao
primer za potrebe performansi. Pre jednog veka, slanje pisma preko
okeana bilo je poduhvat (ushi
ć
enje). Uspostavljanjem avio-saobra
ć
aja i
expres ptt servisa uspostavljeni su novi standardi koji su skratilli vreme
isporuke pošiljke (potreba performansi). U zadnjoj dekadi XX veka
o
č
ekivanja su bila da pošiljka putuje nekoliko dana (osnovna potreba).
Videli smo da se proces ponavlja, kada je devedesetih godina prošlog
veka FAX mašina postala potreba ushi
ć
enja, jer gotovo momentalno
isporu
č
ujete pismo bilo gde u svetu. Danas je FAX mašina zamenjena
mail-om i internetom. Video konferencija potom izaziva ushi
ć
enje, a
danas koriš
ć
enje Skype servisa na internetu predstavlja osnovnu
potr1ebu.
13.2.1. Uparena pitanja u Kano modelu
Kano koristi set uparenih pitanja da bi odredio koja se od tri kategorija
potreba može primeniti na odre
đ
enog ispitanika Prvo pitanje bi bilo kako
se ose
ć
ate ukoliko nešto postoji. Drugo pitanje kako se ose
ć
ate ukoliko

413
NE
GAT
IVN
O
POZITIVNO
ZAI
STA
MI
SE
SVI
Đ
A
SVI
Đ
A M
I SE
N
E
UT
RA
LA
N S
A
M
NE SVI
Đ
A M
I SE
ZAI
STA
MI
SE
NE
SVI
Đ
A
A B C D E
1
ZAISTA MI SE SVI
Đ
A
H
2 SVI
Đ
A MI SE
3 NEUTRALAN
SAM
C
4 NE
SVI
Đ
AMI SE
5
ZAISTA MI SE NE SVI
Đ
A
R
Navedena dva para pitanja treba administrirati za naredne u
č
esnike
kursa da bi se dobilo bolje poklapanje njihovoh potreba i karakteristika
instruktora. Ukoliko je humor osnovna potreba, onda
ć
e biti potrebno za
instruktora angažovati komi
č
ara u mesto tehni
č
kog eksperta.
Ukoliko
ć
elija 5A ima oznaku, ona predstavlja opre
č
nost (R –
reversal). Osoba je nesre
ć
na prisustvom ne
č
ega i sre
ć
na njegovim
odsustvom. Na primer, uparena pitanja za klijantelu restorana mogla bi
biti:
Šta mislite o tome restoran ima meso na meniju?
Šta mislite o tome restoran nema meso na meniju?
Osoba koja jede meso ose
ć
a
ć
e se prirodno- neutralno (3) po pitanju 1
i zaista ne
ć
e da mu se dopada (E) za pitanje 2. Kombinacija odgovora
inicira da je dobijanje mesa u restoranu o
č
ekivano, osnovna potreba, za
ovu osobu.
Vegetarijanac koji traži mesto za obrok u toku prethodnih nekoliko
nedelja zaista ne
ć
e želeti (5) po pitanju 1 i zaista
ć
e mu se dopadati (A) po
414
pitanju 2 (reverzni odgovor). Pronalaženjem odgovora po 1 A, 5 E osi
vidimo da je vegetarijanac oduševljen ukoliko nema mesa na meniju.
Angažovanje resursa za poboljšanje osnovnih potreba kako bi
poboljšali osnovne potrebe u cilju zadovoljenja kupaca nije prakti
č
no i
nije isplativo. Mnogo produktivnije je angažovanje ograni
č
enih resursa za
stvaranje osobina ushi
ć
enja ili za poboljšanje performansi.

416
Sposobnost procesa
se definiše kao statisti
č
ka mera inherentne
varijabilnosti procesa za date karakteristike. Drugim re
č
ima, sposobnost
procesa se odnosi na sposobnost procesa da proizvede proizvode koji
ispunjavaju specifikacije postavljene od strane kupca ili inženjera. Postoje
dve vrste studija sposobnosti procesa - atributivne studije sposobnosti
procesa i varijabilne studije sposobnosti procesa.
1.4.1.1. Atributivna sposobnost procesa
Kontrolne karte za atribute su ostale glavni pristup za utvr
đ
ivanje
sposobnosti procesa za atributivne podatke. Slede
ć
a tabela prikazuje mere
sposobnosti procesa za atributivne podatke:
Tipovi
kontrolnih
karata za
atribute
Mera sposobnosti procesa
Statistika sposobnosti
procesa
P karata
Prose
č
an procenat defekata proizvedenih u
procesu koji je pod statisti
č
kom kontrolom
p
Np Karta
Prose
č
an broj defektnih jedinica
proizvedenih u procesu, za datu veli
č
inu
podgrupe, kada je pod statisti
č
kom
kontrolom
n
p
C Karta
Prose
č
an broj defekata po jedinici
proizvedenoj u procesu (koji se nalazi pod
statisti
č
kom kontrolom) kada je podru
č
je
mogu
ć
nosti konstantno
c
U Karta
Prose
č
an broj defekata po jedinici
proizvedenoj u procesu (koji se nalazi pod
statisti
č
kom kontrolom) kada se podru
č
je
mogu
ć
nosti menja
u
Na primer, ako je
P
= 0.04; To zna
č
i da je (u proseku) 96% proizvoda
proizvedenih u ovom procesu (kada se nalazi pod statisti
č
kom kontrolom)
prihvatljivo.
1.4.1.2. Varijabilna sposobnost procesa
Glavni pristup za prou
č
avanje sposobnosti procesa za varijabilne podatke
su kontrolne karte za promenjive. Sposobnost procesa se definiše u smislu
izlaza (autputa) procesa, odnosno odre
đ
ene karakteristike proizvoda.
Sposobnost procesa se zasniva na performansama pojedina
č
nih proizvoda
417
ili usluga u odnosu na specifikacije. Organizacije se oslanjaju na
uzorkovanje radije nego na merenje svako proizvoda koji proizvedu.
Podaci prikupljeni putem uzorkovanja se zatim koriste da bi se razumelo
ponašanje pojedina
č
nih proizvoda nastalih u procesu. Važno je da se
razume odnos izme
đ
u vrednosti pojedina
č
nih proizvoda i prose
č
nih
vrednosti njihovih podgrupa. Važno je napomenuti da pojedina
č
ne
vrednosti imaju širu distribuciju od svojih prose
č
nih vrednosti -
pogledajte na slici 14.1.
Radi lakšeg ra
č
unanja, pretpostavite da proces ima normalnu
raspodelu; standardna devijacija se onda može proceniti na osnovu
standardne devijacije vezane sa standardnom devijacijom uzorka (s) ili
opsegom (R):
4
2
ˆ
ˆ
ili
s
R
c
d
:
Gde je
ˆ
= procena standardne devijacije populacije
s
= standardna devijacija uzorka izra
č
unata na osnovu procesa
R
= prose
č
an opseg podgrupa
c
4
= kao što je prikazano u Dodatku A
d
2
= kao što je prikazano u Dodatku A
Slika 14.1. Distribucija Pojedina
č
nih proizvoda u odnosu na
Prose
č
ne vrednosti
Distribucija
prose
č
nih
vrednosti
Opseg procesa
±3
Distribucije
pojedina
č
nih vrednosti

419
Kada se odre
đ
uje tolerancija bez uzimanja u obzir opsega tog
procesa, posledice mogu biti velike. Opseg procesa bi
ć
e ozna
č
en kao
sposobnost procesa, i ona je jednaka
σ
sl. 14.2.
Gornje i donje "prirodne granice (tolerancije)" procesa nalaze se na
μ
+ 3
σ
i
μ
- 3
σ
, respektivno:
GPG =
μ
+ 3
σ
DPG =
μ
- 3
σ
Za normalnu raspodelu, prirodne granice tolerancije obuhvataju
99.73% promenljive. Drugim re
č
ima, samo 0.27% od autputa procesa
ć
e
se nalaziti izvan prirodnih granica tolerancije. Treba obratiti pažnju na
dve bitne stvari:
Iako 0.27% izvan prirodnih granica tolerancije izgleda zanemarljivo,
ovaj broj odgovara broju od 2700 neusaglašenih delova na jedan milion.
Ukoliko distribucija autputa procesa nije normalna, onda se procenat
koji se nalazi van U ± 3D može zna
č
ajno razlikovati od 0,27%.
Tri razli
č
ite situacije se mogu javiti kada se uporedi opseg procesa i
specifikacije: (1) Opseg procesa je manja od opsega granica specifikacije;
(2) Opseg procesa je jednaka distribuciji granica specifikacije; (3) Opseg
procesa je ve
ć
a od opsega granica specifikacije.
Prose
č
na vrednost procesa
Slika 14.2. Gornje i Donje Granice Prirodne Tolerancije u
normalnoj raspodeli.
420
Slu
č
aj I: 6a < GGS - DGS. Sposobnost procesa je manja od opsega
granica specifikacije.
Ovo je najpoželjniji slu
č
aj. Slika 14.3 ilustruje ovaj odnos, koji
omogu
ć
ava procesu da proizvode jedinice koje zadovoljavaju specifikacije
č
ak i onda kada postoji pomeranje u prose
č
noj vrednosti tog procesa. Ovaj
proces je pod kontrolom na (a). Pošto je opseg granica specifikacije znatno
ve
ć
i od sposobnosti procesa, nema poteško
ć
a
č
ak i kada se prose
č
ne
vrednosti procesa pomeraju, kao što je prikazano pod (b).
Iako ova pomeranja stvaraju situaciju za koju se
č
ini da je van
kontrole, ne dolazi do stvaranja škarta, jer je distribucija pojedina
č
nih
vrednosti i dalje manja od Gornje Granice Specifikacije.
Slu
č
aj II
6
σ
= GGS - DGS. Sposobnost procesa je manja od opsega
granica specifikacije.
Sve dok je proces pod statisti
č
kom kontrolom i centriran, bez
promene u varijaciji procesa, proizvedene jedinice bi
ć
e u skladu sa
specifikacijom (Sl. 14.4a). Me
đ
utim, pomeranje u prose
č
noj vrednosti tog
procesa (Sl. 14.4b) rezultira
ć
e u proizvodnji neusaglašenih jedinica.
Proces
postaje
van
kontrole
kontrole
ali
su
pojedina
č
ne
vrednosti
i
dalje
u
skladu
sa
specifikacijom
(
a)
Poželjno
(b)
Nepoželjno,
ali
nema
škarta
Slika 14.3. Slu
č
aj I: 6
σ
< GGS
Cilj

422
previše varijacija od jedinice do jedinice, što dovodi do toga da autput
prelazi granice specifikacija. Drugi uslov se javlja kada srednja vrednost
procesa nije centrirana na nominalnoj vrednosti, što dovodi do toga da
autput prelazi granice specifikacija. Tre
ć
i uslov se javlja kao rezultat bilo
koje kombinacije prva dva uslova.
14.1.4. INDEKSI SPOSOBNOSTI
Č
esto je zgodno imati jednostavan, kvantitativan na
č
in za iskazivanje
sposobnosti procesa. Jedan od pristupa da bi se ovo ostvarilo je kroz
koriš
ć
enje indeksa sposobnosti procesa, C
p
. Postojanje uslova 1 može se
utvrdi izra
č
unavanjem indeksa sposobnosti, C
p
:
6
p
USL LSL
C
gde su GGS i DGS gornja i donja granica specifikacije, respektivno.
Ako je C
p
je jednaka ili ve
ć
a od 1.0, proces
ć
e proizvoditi delove koji su u
skladu sa specifikacijom. C
p
vrednost manja od 1.0 zna
č
i da
ć
e proces
proizvoditi neke neusaglašene autpute. Što je ova vrednost ve
ć
a, to bolje.
Nedostaci C
p
-a
C
p
se ne može koristiti bez obe granice specifikacije, gornje i donje.
Cp ne uzima u obzir centriranje procesa. Ako srednja vrednost procesa
nije ta
č
no centrirana na nominalnoj vrednosti, Cp indeks
ć
e dati varljive
rezultate. Ako proces nije centriran, bolja mera stvarne sposobnosti je C
pk
:
,
ˆ
ˆ
3
3
pk
GGS
DGS
C
Min
U stvari, C
pk
je jednostrani indeks sposobnosti procesa koji se
obra
č
unava u odnosu na granicu specifikacije koja je najbliža srednjoj
vrednosti procesa. Procena indeksa sposobnosti procesa, C
pk
, je
,
ˆ
ˆ
3
3
pk
GGS
X X
DGS
C
Min
Mnoge ameri
č
ke kompanije koriste C
p
= 1.33 kao minimalni
prihvatljiv cilj i = 1.66, kao minimalni cilj za snagu, bezbednost, ili
423
kriti
č
ne karakteristike. Neke kompanije zahtevaju da interni procesi i oni
kod dobavlja
č
a postignu C
pk
= 2.0. Proces sa C
pk
= 2.0 se naziva Šest
Sigma proces jer udaljenost od srednje vrednosti procesa do najbliže
specifikaciji iznosi šest standardnih devijacija. U Šest Sigma procesu,
ukoliko se srednja vrednost procesa pomeri od centra za 1,5 standardnih
devijacija, C
pk
se smanjuje na 4.5
σ
/3
σ
= 1.5. Pod pretpostavkom da je
proces normalno distribuiran, škart pomerenog procesa su 3.4 delova na
milion. Shodno tome,
č
ak i kada se srednja vrednost za Šest Sigma proces
pomeri za 1,5 standardnih devijacija od centra specifikacije, on ipak može
da održi škart od 3.4 delova na milion.
Komentari o C
p
i C
pk
1.
C
p
daje varljive rezultate kada se proces nije centriran.
2.
C
p
= C
pk
kada je proces centriran.
3.
C
pk
je uvek C
p
.
4.
Cp vrednost od 1.0 ukazuje na to da proces proizvodi jedinice koje
zadovoljavaju specifikacije.
5.
Cpk vrednost manja od 1.0 ukazuje na to da proces proizvodi
jedinice koje ne zadovoljavaju specifikacije.
6.
C
p
vrednost manja od 1.0 ukazuje na to da proces nije u sposoban.
7.
C
pk
vrednost jednaka nuli ozna
č
ava da je srednja vrednost jednaka
jednoj od granica specifikacije.
8.
Negativna vrednost za C
pk
ukazuje na to da je prose
č
na vrednost
van specifikacije.

425
obezbedili ta
č
ne dijagnoze, kako bi pravilni tretman mogao da po
č
ne
blagovremeno. U ve
ć
ini slu
č
ajeva, bolnice postaju zabrinute pitanjima
pouzdanosti proizvoda samo onda kada se ure
đ
aj pokvari u posebno
kriti
č
nom trenutku, ili kada budu uvu
č
eni u parnicu.
14.2.1. Pojam pouzdanosti
Pouzdanost je verovatno
ć
a da
ć
e proizvod vršiti svoju funkciju na
zadovoljavaju
ć
i na
č
in, u propisanom vremenskom periodu, kada se koristi
pod odre
đ
enim uslovima. Ova definicija razmatra
č
etiri važna pitanja u
studiji pouzdanosti.
1.
Numeri
č
ka vrednost
- Pouzdanost je numeri
č
ka vrednost u
rasponu izme
đ
u 0 i 1. Na primer, ako pouzdanost mehani
č
ke
olovke iznosi 0.94, što zna
č
i da postoji verovatno
ć
a od 94% da
ć
e
olovka obavljati svoju namensku funkciju na zadovoljavaju
ć
i na
č
in
tokom svog odre
đ
enog veka trajanja pod odre
đ
enim navedenim
uslovima. To tako
đ
e zna
č
i da
ć
e 94 od 100 olovaka ispuniti
funkciju, dok 6 ne
ć
e.
2.
Namenjena funkcija -
Ve
ć
ina proizvoda su projektovani za
konkretnu namenu. Na primer, kuhinjski nož nije namenjen za
otvaranje konzervi, niti je šrafciger dizajniran za otvaranje metalnih
kanti sa farbom. Kuhinjski noževi su dizajnirani za se
č
enje mesa,
povr
ć
a, itd. a šrafcigeri su dizajnirani za okretanje šrafova.
3.
Planirani Vek Trajanja Proizvoda -
Planirani vek trajanja jednog
proizvoda je funkcija vremena, koriš
ć
enja, ili oba. Na primer,
planirani vek trajanja automobilskih guma može biti naveden kao
36 meseci ili 36.000 milja. Planirani vek trajanja sijalice je
nazna
č
en na 2.000 sati.
4.
Uslovi Sredine -
Pojedini proizvodi su namenjeni za upotrebu u
zatvorenom prostoru, ili spoljašnjoj sredini, ili za oba. Odre
đ
ene
vrste stolova za ping pong su dizajnirani kako za unutrašnju tako i
za spoljašnju upotrebu, dok su drugi namenjeni isklju
č
ivo za
unutrašnju upotrebu. Odre
đ
eni lekovi se trebaju
č
uvati na na sobnoj
temperaturi kako bi se sa
č
uvali svoje dejstvo.
426
Zašto je naglasak na pouzdanosti?
Zakon o zaštiti potroša
č
a iz 1972 je pretstavljao prelomnu ta
č
ku u
bezbednosti proizvoda. Godine 1972, Kongres je utvrdio da je
"neprihvatljivi broj proizvoda široke potrošnje" predstavljao nerazuman
rizik od povrede za potroša
č
e. Ovaj akt, zajedno sa drugim državnim
zakonodavnim aktivnostima, podigao je nivo svesti proizvo
đ
a
č
a i
potroša
č
a u stvarima vezanim za performanse proizvoda.
Proizvodi kakve mi poznajemo su postali sve komplikovaniji tokom
godina. Proizvo
đ
a
č
i se utrkuju ko
ć
e dodati više funkcija i komponenti.
Verovatno
ć
a kvara proizvoda se pove
ć
ava sa proširenjem mogu
ć
nosti
proizvoda. Proizvo
đ
a
č
i su sve više svesni izazova pove
ć
anja pouzdanosti
svojih proizvoda da bi odgovorili na proširenje njihovih mogu
ć
nosti. U
eri automatizacije, proizvo
đ
a
č
i se bore sa izazovom kako dizajnirati
automatizovane proizvode koji su još uvek operabilni ru
č
no,
č
ak i kada
automatska komponenta zakaže.
Pove
ć
ana konkurencija je stvorila baraž konkurentnih proizvoda.
Pouzdanost proizvoda je postala oružje za nadmetanje u borbi za tržišni
udeo. U današnje vreme, mnogi proizvo
đ
a
č
i su cilj da pove
ć
aju
pouzdanost svog proizvoda, uklju
č
ili u svoje strateške planove. Istorija
nam je pokazala da kada kompanija konstantno proizvodi nepouzdane
proizvode, ne može da opstane na tržištu.
Kriva Životnog Ciklusa Proizvoda
Ve
ć
ina proizvoda prolazi kroz tri razli
č
ite faze od svog za
č
etka dok
se ne istroše. Slika 14.6 prikazuje tipi
č
nu krivu životnog ciklusa
proizvoda. Kriva, koja se ponekad naziva "kada" kriva (jer njen oblik
podse
ć
a na kadu za kupanje), pokazuje grafik stope otkaza
λ
u funkciji
vremena. Sastoji se od fazi debagovanja (ispravljanja greški), šansa-otkaz
(chance-failure) faze i faze habanja (wear-out).

428
Uzroci nepouzdanosti proizvoda
Nekoliko faktora mogu da deluju zajedni
č
ki ili pojedina
č
no na
pouzdanost proizvoda. Dole navedeni su me
đ
u naj
č
eš
ć
im faktorima:
Na lokalitetu proizvo
đ
a
č
a
■
Nepravilan dizajn proizvoda
■
Inferiorni gra
đ
evinski materijali
■
Pogrešno sklapanje
■
Pogrešna proizvodnja
■
Neprikladno testiranje, što dovodi do pogrešnih rezultata i
pogrešnih zaklju
č
aka
■
Ošte
ć
enja u toku isporuke
■
Neadekvatno pakovanje, što dovodi do ošte
ć
enja tokom transporta
Od strane Korisnika
■
Neodgovaraju
ć
e postavljanje
■
Zloupotreba proizvoda
■
Nedostatak održavanja
■
Pogrešna primena proizvoda (na primer, koriš
ć
enje olovke da bi se
na silu otvorila kutija)
14.2.2. Mere pouzdanosti
Jedan od ciljeva testiranja pouzdanosti je da se utvrdi da li postoje
prepoznatljivi obrasci otkaza tokom životnog ciklusa proizvoda. Testovi
pouzdanosti pokušavaju da daju odgovore na tri važna pitanja: Šta je
otkazalo? Na koji na
č
in je otkazalo? I koliko je sati, ciklusa, pokretanja ili
stresa bilo u stanju da se podnese pre kvara?
2
. Postoji veliki broj testova
za odre
đ
ivanje pouzdanosti proizvoda, uklju
č
uju
ć
i i testove okon
č
anja
usled otkaza, okon
č
anja usled vremena, i sekvencijalne testove.
Testovi
okon
č
anja usled otkaza
se završavaju onda kada se pojavi predodre
đ
eni
broj otkaza u uzorku koji se testira. Odluka da se prihvati ili odbije
proizvod zasniva se na broju proizvoda koji su otkazali tokom testiranja.
Testovi okon
č
anja usled vremena
se završavaju kada protekne unapred
utvr
đ
eni broja
č
asova. Odluka da se prihvati ili odbije proizvod se zasniva
na broju proizvoda koji su otkazali pre isteka roka.
Sekvencijalni test
se
zasniva na sakupljenim rezultatima izvršenih testova.
429
Stopa otkaza, Prose
č
ni vek i Raspoloživost
Kada je performansa sistema funkcija vremena, kao što je broj radnih
sati tokom kojih se o
č
ekuje da sijalica gori, u tom slu
č
aju je pouzdanost
predstavnjena kao mera prose
č
nog veka, stope otkaza, dostupnosti,
prose
č
nog vremena izme
đ
u otkaza, i specifi
č
nih misija pouzdanost.
Podaci o otkazima se sakupljaju tokom koriš
ć
enja sistema. Ovi sakupljeni
podaci se koriste za procenu stope otkaza i srednjeg veka trajanja sistema.
Stopa otkaza l+, je verovatno
ć
a otkaza koji se javlja tokom odre
đ
enog
vremenskog perioda ili ciklusa. Stope otkaza se može proceniti iz
testiranih podataka na slede
ć
i na
č
in:
est
r
t
n r T
Gde je
λ
est
=
stopa otkaza, koja predstavlja verovatno
ć
u da
ć
e jedinica
otkazati u navedenoj jedinici vremena ili ciklusa
r = broj testiranih otkaza
t = testirano vreme za otkazalu jedinicu
n = broj testiranih stavki
T = vreme završetka testa
Na osnovu gornje vrednosti za
λ
, može se proceniti prose
č
an vek
θ
.
1
θ
est
Stopa otkaza može biti izražena uz pomo
ć
otkaza na sat i obi
č
no je
predstavljena simbolom lambda,
λ
. Za mnoge proizvoda i komponente,
lambda vrednost može biti prili
č
no mala, odnosno, ona se u nekim
slu
č
ajevima izražava preko otkaza na milion sati ili u nau
č
noj notaciji:
10
6
sati. Ostali oblici izražavanja stope otkaza se tako
đ
e primenjuju, kao
na primer broj transakcija - u slu
č
aju broju kvarova na milion ATM
transakcija. Važno je napomenuti da vrednost lambda predstavlja
prose
č
nu vrednost.

431
Jasno je da se brojevi koriš
ć
eni u Motoroli u njihovom Šest Sigma
programu, zna
č
ajno razlikuju od onih koje proizilaze iz poznavanja
statisti
č
ke. Na primer, na Tri Sigma, bi
ć
e 2.700 otkaza na milion
slu
č
ajeva. Ovo predstavlja stepen uspeha od 99.73%. U Šest Sigma,
predvi
đ
anje je da
ć
e do
ć
i do 0.002 otkaza na milion slu
č
ajeva; to
predstavlja stopu uspeha od 99.9999998%. Me
đ
utim, naj
č
eš
ć
e se navodi
da broj otkaza na milion slu
č
ajeva u Šest Sigma iznosi 3.4. Ovo
predstavlja zna
č
ajnu razliku. Statistika predvi
đ
a jedan otkaz u 500
miliona slu
č
ajeva u Šest Sigma. Motorola koristi 3.4 defekta na jedan
milion, ili 1.700 puta više otkaza nego što je to predvi
đ
eno u statistici.
Pitanje je, što je ispravno? Ve
ć
ina organizacija radi sa vrednostima
izme
đ
u 3 i 4 sigma, tj. izme
đ
u 66,800 i 6,210 DPMO (Slika 14-8).
Opseg Specifikacije
Slika 14-7. Specifikacija Postignuta na Šest Sigma nivou
Figure 14.8 Specifikacija Postignuta na pomeraju od 1.5 Šest sigma
nivoa
Opseg Specifikacije
Na 3
ta
č
ki
DPMO = 66.803
Na
6
ta
č
ki
DPMO = 3.4
Prosek procesa
pomeren za 1.5
432
Nisu svi procesi od podjednake važnosti; stoga, bilo bi glupo
pokušavati da se postigne Šest Sigma nivo performansi za svaki proces u
organizaciji. Fokus na Šest Sigma treba biti usmeren na kriti
č
ne oblasti.
Kriti
č
nost procesa treba biti vo
đ
en zahtevima i potrebama kupaca.
Kriti
č
ni aspekti proizvoda, usluge ili procesa se nazivaju "kriti
č
nim-za-
kvalitet" zahtevima ili skra
ć
eno CTQ-i. Šest Sigma proces prevodi
potrebe kupaca u zasebne zadatke i definiše optimalnu specifikaciju za
svaki zadatak u zavisnosti od toga kako svaki zadatak uti
č
e na druge.
Jednom kada se kriti
č
ni procesi i zadaci definišu, zavisno od analiza i
intervencija radi poboljšanja, proces Šest Sigma može se koristiti da
upravlja performansama proizvoda, usluga i procesa do neslu
ć
enih
granica.
Neki primeri "Defekata na Milion"
■
Kod Šest Sigma, postoje 5.4 smrtnih slu
č
ajeva na milion izazvanih
anestezijom tokom operacije.
■
U Pet Sigmea, postoje 230 smrtnih slu
č
ajeva u avionskim
nesre
ć
ama na milion.
■
U Dva Sigma, postoji 580 000 pacijenata sa depresijom koja nije
otkrivena ili nije le
č
ena.
14.3.1. Istorija Šest Sigme
Godine 1981, Bob Galvin, tadašnji predsednik Motorole, postavio je
izazv u svojoj kompaniji da
ć
e posti
ć
i desetostruko poboljšanje u
performansama tokom petogodišnjeg perioda. Mororola je postala
temeljno uspešana u svojoj upotrebi Šest Sigme. Pošto su druge
organizacije studirale njen uspeh, Mororola je prepoznala potrebu da
dodatno proširi svoju strategiju. U Motoroli, Šest Sigma je bila i još uvek
se definiše kao program za unapre
đ
enje kvaliteta, sa ciljem smanjenja
broja defekata na samo 3.4 delova na milion slu
č
ajeva. Toko slede
ć
ih
deset godina od Garvinovog izazova njegovoj kompaniji, a kao rezultat
primene Šest Sigma, Mororola tvrdi da je uštedela preko 400 milijardi
dolara.
1
Motorola je 1988. godine osvojila Malcolm Baldrige National
Quality Award nagradu za kvalitet, za svoje pionirske napore u razvoju i
primeni Šest Sigma koncepta. Kao je uspeh Šest Sigma postao široko
poznat, druge organizacije su prihvatile izazov. Godine 1995. Džek Vel
č
,
izvršni direktor General Electric-a, obavezao je svoju kompaniju da uvede

434
Faza Poboljšanja
Dizajnirajte i izvedite eksperimenate da bi ste odredili matemati
č
ke
uzro
č
no-posledi
č
ne odnose, i izvršite optimizaciju procesa. Cilj u fazi
poboljšanja je da se smanji stopa defekata ili broj defekata pomo
ć
u
jednostavnih ali mo
ć
nih statisti
č
kih alata i tehnika. Za neke procese,
nekoliko rundi poboljšanja mogu biti neophodne da bi se postigao željeni
u
č
inak ili sposobnost procesa.
Faza Kontrole
U kontrolnoj fazi, održite napredak koji ste ostvarili u fazi
poboljšanja. Napravite kontrole koje su neophodne da bi se održala
poboljšanja, i nastaviti sa pra
ć
enjem.
14.3.3. Karakteristike Šest Sigme
■
DMAIC okvir omogu
ć
ava logi
č
nu integraciju tehnika poput
Razmeštanje Funkcija Kvaliteta (KFD), Otkazno Stanje i Analiza
Efekata (FMEA), Dizajn Eksperimenta (DOE) i Statisti
č
ka
kontrola procesa (SPC).
■
Kao i kod menadžmenta totalnim kvalitetom, pristup kod Šest
Sigma je "odozgo na dole".
■
Šest Sigma postaje široko prihva
ć
ena u sektoru usluga, naro
č
ito
kada se primenjuje u transakcionim situacijama.
■
Šest Sigma je vo
đ
ena zahtevima kupaca. Ovo se može videti kroz
svoj kriti
č
an za kvalitet (CTQ) fokus.
■
Ona naglašava svoju projekat-po-projekat karakteristiku prilikom
sprovo
đ
enja.
■
Ishodi Šest Sigma projekata se obi
č
no izražavaju u finansijskom
obliku.
■
Šest Sigma zahteva razvijenu obuku i režim sertifikacije koji
dovodi do uspostavljanja hijerarhije sertifikacije, kao što su zeleni
pojasevi, crni pojasevi, majstorski crni pojasevi, itd.
■
Šest Sigma proces je vo
đ
en merenjem performansi, definisanih
preko sigma nivoa i defekata na milion slu
č
ajeva.
435
Korisni
č
ki-fokusiran
Šest Sigma prevodi potrebe klijenta na pojedina
č
ne zadatke i definiše
optimalnu specifikaciju za svaki zadatak, u zavisnosti od toga kako zadaci
uti
č
u jedni na druge. Fokus se brzo okre
ć
e ka tome kako posti
ć
i proboj
koriš
ć
enjem projekat-po-projekat pristupa. Zna
č
ajna unapre
đ
enja su
potrebna da bi se drasti
č
no smanjio hroni
č
an škart, tj. škart koji je
sistemski i koji je ugra
đ
en u operacije kompanije. Cena koja se pripisuje
ovom hroni
č
nom škartu je ono što Dr Juran navodi kao
Trošak Lošeg
Kvaliteta
(CPQ).
14.3.4. Prednosti Šest Sigme
Predstavljene su prednosti primene Šest Sigma, navedene od strane
pojedinih organizacija:
Motorola
(1987-1994)
■
Smanjeni nivo defekata u toku procesa proizvodnje za faktor
200.
■
Smanjeni proizvodni troškovi za 1.4 milijardi dolara.
■
Č
etvorostruko pove
ć
ana vrednost u
č
eš
ć
a akcionara.
Allied Signal (1992-1996)
■
Smanjeno vreme predstavljanja novih proizvoda za 16%.
■
Smanjena troškova proizvodnje za više od 1 milijarde dolara.
General
Electric
(1995-1998)
■
Uštede u sklopu cele firme od preko 1 milijarde dolara.
Samsung
Electronics
(1999-2001)
■
Zna
č
ajna ušteda i finansijske beneficije u svih svojih 16
poslovnih jedinica u Južnoj Koreji i u ostatku sveta.
Honeywell (nakon njenog spajanja sa Allied Signal) (1999-2001)
■
Prijavljeni slu
č
ajevi u pogledu bezbednosti su smanjeni za 43
odsto a izgubljeni radni dani za 50% u 1999. godini, u odnosu na
prethodnu godinu.


440
1.4. PROIZVOD (
PRODUCT)
:
rezultat aktivnosti ili procesa (1.2).
Proizvod može da obuhvati uslugu (1.5), hardver, procesne proizvode,
softver, ili kombinaciju ovoga. Proizvod može biti opipljiv (na primer
sklopovi ili procesni proizvodi) ili neopipljiv (na primer znanje i pojmovi)
ili kombinacije ovoga. Prpoizvod može biti namenjen (na primer za
ponudu kupcima) ili nenamenjen (na primer zaga
đ
iva
č
ili neželjeni
efekti).
1.5. USLUGA (
SERVICE)
:
rezultat stvoren aktivnostima u interfejsu
izme
đ
u
isporu
č
ioca (1.10) i kupca (1.9) i internim aktivnostima kod
isporu
č
ioca, da bi se ispunile potebe kupca.
Isporu
č
ilac ili kupac mogu
biti zastupljeni u interfejsu osobljem ili opremom. Aktivnosti kupcsa u
interfejsu sa isporu
č
iocem mogu da budu bitne za pružanje usluge (1.6).
Isporuka ili koriš
ć
enje opipljivog proizvoda (1.4) može da bude deo
pružanja usluge. Usluga može da bude povezana sa proizvodnjom i
isporukom opipljivog proizvoda..
1.6. PRUŽANJE USLUGE (
SERVICE DELIVERY
):
one aktivnosti
isporu
č
ioca
(1.10) koje su potrebne da se izvrši usluga (1.5).
1.7. ORGANIZACIJA
(ORGANIZATION ):
kompanija, korporacija,
firma, preduze
ć
e ili institucija , ili njihov deo, bez obzira da li je udružen
ili nije, privatna ili javna, koja ima svoje funkcije i upravu.
1.8. ORGANIZACIONA STRUKTURA
( ORGANIZATIONAL
STRUCTURE):
odrgovornosti, ovlaš
ć
enja i odnosi, ure
đ
eni u neku
osnovnu strukturnu formu, kroz koju ta organizacija (1.7) izvršava svoje
funkcije.
1.9. KUPAC
(CUSTOMER):
primalac proizvoda (1.4) od strane
isporu
č
ioca (1.10).
U ugovornoj situaciji "kupac" (1.9) može da se zove ugovorni kupac
(1.11). Kupac može biti na primer krajnji potroša
č
, korisnik , osiguranik
ili ugovorni kupac. Kupac može biti eksterni ili interni u odnosu na
organizaciju.
1.10 ISPORU
Č
ILAC
( SUPPLIER ):
organizacija (1.7) koja snabdeva
proizvodom
(1.4) kupca (1.9).
U ugovornoj situaciji isporu
č
ilac može da
se zove ugovara
č
(1.12). Isporu
č
iulac može, na primer da bude
441
proizvo
đ
a
č
, distributer, uvoznik, montažer ili uslužna organizacija.
Isporu
č
ilac može biti eksterni ili intrerni u odnosu na organizaciju.
1.11. NABAVLJA
Č
(
PURCHASER):
kupac (1.9) u ugovornoj situaciji.
Ugovorni
kupac se ponekad smatra kao druga strana u poslovanju.
1.12. UGOVARA
Č
(
CONTRACTOR)
:
isporu
č
ilac (1.10) u ugovornoj
situaciji. Ugovara
č
se ponekada smatra kao prva strana u poslovanju.
1.13. PODUGOVARA
Č
(SUBCONTRACTOR)
: organizacija (1.7)
koja obezbe
đ
uje
proizvod (1.4) isporu
č
iocu (1.10).
2. TERMINI KOJI SE ODNOSE NA KVALITET
2.1. KVALITET (
QUALITY
)
:
celokupnost karakteristika nekog entiteta
(1.1) koje se
odnose na njegovu sposobnost da zadovolji iskazane
potrtebe i potrebe koje se podrazumevaju.
U ugovornim okolnostima, ili
zakonom regulisanim okolnostima, kao što je na primer nuklearna
bezbednost (2.8), potrebe su specificirane, dok u drugim okolnostima,
potrebe koje se podrazumevaju treba da budu identifikovane i definisane.
U mnogim slu
č
ajevima potrebe se mogu menjati tokom vremena; to
podrazumeva periodi
č
no preispitivanje zahteva za kvalitet (2.3). Potrebe
su obi
č
no prevedene u karakteristike sa specificiranim kriterijumima.
Potrebe mogu obuhvatiti, na primer, aspekte perfomansi, upotrebljivost,
sigurnost funkcionisanja (2.5), bezbednost, uticaj okoline (2.4),
ekonomi
č
nost i estetiku. Termin
kvalitet
ne treba da se koristi
samostalno, kao termin za izražavanje stepena savršenstva u
komparativnom smislu, niti treba da se koristi u kvantitativnom smislu za
tehni
č
ka vrednovanja. Da bi se izrazila ova zna
č
enja, uz njega treba
upotrebiti pridev odnosno odgovaraju
ć
u kvalifikaciju (recimo:
relativni
kvalitet,
kada su entiteti rangirani na relativnoj osnovi prema stepenu
savršenosti ili komparativnom smislu (ovo ne treba zameniti pojmom
klasa (2.2.)), ili
nivo kvaliteta,
u kvantitativnom smislu (kada se koristi
prilikom uzorkovanja za prihvatanje), i mera kvaliteta, kada se sprovode
precizna tehni
č
ka vrednovanja.. Postizanje
zadovoljavaju
ć
eg
kvaliteta
obuhvata sve faze petlje kvaliteta (4.1) u celini. Doprinosi ovih razli
č
itih
faza kvaliteta se ponekad, radi isticanja, odvojeno identifikuju, na primer

443
2.5. SIGURNOST FUNKCIONISANJA (
DEPENDABILITY
):
zajedni
č
ki termin
koriš
ć
en da opiše perfomansu raspoloživosti i faktore
koji na nju uti
č
u: perfomansa pouzdanosti, perfomansa pogodnosti
održavanja i perfomansa podrške održavanju.
Sigurnost funkcionisanja se
koristi samo za opšte opise kada se ne koriste nekvantitativni termini.
Sigurnost funkcionisanja je jedan od vremenski zavisnih aspekata
kvaliteta (2.1).
2.6. KOMPATABILNOST (
COMPATIBILITY
):
mogu
ć
nost entiteta
(1.1) da budu zajedno koriš
ć
eni pod specifi
č
nim uslovima da bi ispunili
bitne zahteve.
2.7. ZAMENJIVOST (
INTERCHANGEABILITY
):
mogu
ć
nost entiteta
(1.1) da bude (koriš
ć
en umesto drugog, bez izmena, da bi ispunio iste
zahteve.
Pojmovi kao što su "funkcionalna zamenjivost" ili "
dimenzionalna zamenljivost", treba da se koriste zavisno od posebnih
okolnosti.
2.8. BEZBEDNOST (
SAFETY
):
stanje u kojem je rizik od povrede
(osoba) ili ošte
ć
enja, ograni
č
en na prihvatljivi nivo.
Bezbednost je jedan
od aspekata kvaliteta (2.1.).
2.9. USAGLAŠENOST (
CONFORMITY
):
ispunjavanje specificiranih
zahteva.
2.10. NEUSAGLAŠENOST (
NONCONFORMITY
):
neispunjavanje
spacificiranih
zahteva.
Definicija obuhvata odstupanje ili odsustvo jedne
ili više karakteristika kvaliteta
(2.1), uklju
č
uju
ć
i tu karakteristike
sigurnosti funkcionisanja (2.5) ili elemenata sistema kvaliteta (3.6) od
specijalnih zahteva.
2.11. MANA, NEDOSTATAK, DEFEKT (
DEFECT
):
neispunjavanje
zahteva za
predvi
đ
renu ili razumno o
č
ekivanu upotrebu, uklju
č
uju
ć
i i
zahteve koji se odnose na bezbednost (2.8
). O
č
ekivanje mora biti razumno
u postoje
ć
im okolnostima.
2.12. ODGOVORNOST ZA PROIZVOD
(PRODUCT LIABILITY
):
izvorni termin
koji se koristi da opiše obavezu proizvo
đ
a
č
a ili drugih da
444
izvrše naknadu gubitka zbog povrede osoblja, ošte
ć
enja imovine ili
drugih šteta koje je prouzrokovao proizvod (1.4).
Zakonske i finansijske posledice za proizvod mogu se razlikovati od
jednog do drugog zakonodavstva.
2.13. PROCES KVALIFIKACIJE (
QUALIFICATION PROCESS)
:
proces koji
pokazuje da li je neki entitet (1.1) sposoban da ispunjava
specificirane zahtteve. Termin "kvalifikacija" se ponekad koristi za
ozna
č
avanje ovog procesa (1.2).
2.14. KVALIFIKOVAN
(QUALIFIED
): status dodeljen entitetu (1.1)
kada je prikazana njegova sposobnost da ispunjava specificirane zahteve.
2.15. KONTROLISANJE
(INSPECTION ):
aktivnost kao što je
merenje, proveravanje, ispitivanje ili odmeravanje (provera kalibrom)
jedne ili više karakteristika nekog entiteta (1.1) i upore
đ
evanje rezultata
sa specificiranim zahtevima sa ciljem da se utvrdi da li je postignuta
saobraznost (2.19) za svaku karakteristiku.
2.16. SAMOKONTROLISDANJE
(SELF - INSPECTION)
:
kontrolisanje (2.15) rada koji obavlja izvo
đ
a
č
tog rada prema
specificiranim pravilima.
Rezultati samokontrolisanja mogu da se koriste
za kontrolu procesa (1.2).
2.17. VERIFIKACIJA (
VERIFICATION)
: potvr
đ
ivanje proveravanjem
i pribavljanje
objektivnog dokaza evidencijom (2.19) da su ispunjeni
specificirani zahtevi.
U projektovanju i razvoju, verifikacija zna
č
i proces
proveravanja rezultata date aktivnosti da bi se odredila usaglašenost
(2.19) sa iskazanim zahtevima za tu aktivnost. Termin "verifikovan" se
koristi da ozna
č
i odgovaraju
ć
i status.
2.18. VALIDACIJA (
VALIDATION ):
važnost potvr
đ
ivanjem,
proveravanjem i
pribavljanje objektivnog dokaza (2.19) da su ispunjeni
pojedina
č
ni zahtevi za specifi
č
nu upotrebu.
U projektovanju i razvoju,
validacija zna
č
i proces (1.2) proveravanja proizvoda (1.4) radi
odre
đ
ivanja usaglašenosti (2.9) sa potrebama korisnika. Validacija se
normalno sprovodi na gotovom proizvodu pod definisanim radnim
uslovima. Može biti potrebno da se to uradi u raznim fazama. Termin
"važre
ć
i" se koristi da ozna
č
i odgovaraju
ć
i status. Višestruka validacija
može da se spropvodi ako ima druga
č
ijih svrha za upotrebu.

446
uzroka nezadovoljavaju
ć
e perfomanse u svim fazama petlje kvaliteta (4.1)
radi postizanja ekonomske dobiti. Neke su mere upravljanja kvalitetom i
obezbe
đ
enja kvaliteta (3.5) me
đ
usobvno povezane.
3.5. OBEZBE
Đ
IVANJE KVALITETA
(QUALITY ASSURANCE)
:
sve planirane i
sistemske aktivnosti ugra
đ
ene u sistem kvaliteta (3.6) i
prikazane kao potrebne, za obezbe
đ
ivanje odgovaraju
ć
eg poverenja da
ć
e
entitet (1.1) da ispuni zahteve za kvalitet(2.3).
Postoje interni i eksterni
ciljevi obezbe
đ
ivanja kvaliteta:
a)
interno obezbe
đ
ivanje kvaliteta: u okviru organizacije (1.7)
obezbe
đ
enje kvaliteta pruža poverenje rukovodstvu;
b)
eksterno obezbe
đ
enje kvaliteta: u ugovornim ili drugim
situacijama obezbe
đ
enje kvaliteta pruža poverenje kupcima (1.9)
ili drugima.
Neke mere upravljanja kvalitetom (3.4) i obezbe
đ
enja kvaliteta su
me
đ
usobno povezane. Ako zahtevi za kvalitet odražavaju u potpunosti
potrebe korisnika, obezbe
đ
enje kvaliteta ne može da pruži odgovaraju
ć
e
poverenje.
3.6. SISTEM KVALITETA
(QUALITY SYSTEM)
: organizaciona
struktura (1.8), postupci (1.3), procesi (1.2) i resursi koji su potrebni za
ostvarivanje menadžment kvaliteta (3.2).
Sistem kvaliteta treba da bude
takvog obima koji je potreban da se ispune ciljevi kvaliteta (2.1). Sistem
kvaliteta organizacije je prvenstveno projektovan da zadovolji interne
menadžment potrebe orgasnizacije (1.7). To je mnogo šire nego zahtevi
nekog odre
đ
enog kupca (1.9), koji vrednuje samo relevantni deo sistema
kvaliteta. Za svrhe ugovornog ili obaveznog ocenjivanja kvaliteta (4.6)
može se zahtevati prikazivanje ostvarenja identifikovanih elemenata
sistema kvaliteta.
3.7. TOTALNI MENADŽMENT KVALITETA (
TOTAL QUALITY
MANAGEMENT
): menadžment pristup u organizaciji (1.7)
usredsre
đ
en na kvalitet (2.1), zasnovan na u
č
eš
ć
u svih njegovih
č
lanova,
usmeren na dugoro
č
an uspeh kroz zadovoljenje kupca (1.9), a u koriost
svih
č
lanova organizacije i dru
č
tva.
Izraz "svi njeni
č
lanovi" ozna
č
ava
osoblje u svim odeljenjima i na svim nivoima organizacione strukture
(1.8).
Č
vrsto i stalno vodjstvo top menadžmenta i obrazovanje i obuka
svih
č
lanova organizacije su bitni za uspeh ovog pristupa. Pri totalnom
447
menadžmentu kvaliteta, koncept kvaliteta je u vezi sa dostizanjem svih
upravlja
č
kih ciljeva. Koncept "u korist društva" sadrži u sebi , ako je
potrebnio, ispunjenje " zahteva društva" (2.4). Totalni menadžment
kvaliteta (TQM) ili njegovi delovi se ponegad zovu "totalni kvalitet
CWQC" (upravljanje kvalitetom unutar kompanije), "TQC" (totalno
upravljanje kvalitetom), itd.
3.8. UNAPRE
Đ
ENJE KVALITETA (
QUALITY IMPROVEMENT):
mere pokrenute u
celoj organizaciji (1.7), za pove
ć
anje efikasnosti i
efektivnosti aktivnosti i procesa (1.2), radi postizanja dodatne koristi i za
organizaciju i za kupce (1.9).
3.9. PREISPITIVANJE OD STRANE MENADŽMENTA
(
MANAGEMENT
REVIEW
):zvani
č
no vrednovanje strana i adekvatnost
sistema kvaliteta (3.6) u odnosu na politiku kvaliteta (3.1) i ciljeve koje
vrši top menadžment.
Preispitivanje od strane menadžmenta može da
obuhvati i preispitivanje politike kvaliteta. Rezultati provere kvaliteta
(4.9) su jedan od mogu
ć
ih ulaza za preispitivanje od strane menadžmenta.
Termin top menadžment se odnosi na menadžment organizacije (1.7)
č
iji
se sistem kvaliteta preispituje.
3.10. PREISPITIVANJE UGOVORA
(CONTRACT REVIEW ):
sistemske aktivnosti koje sprovodi isporu
č
ilac pre potpisivanja ugovora,
da bi se obezbedilo da su zahtevi za kvalitetr (2.3) adekvatno definisani,
da nema dvosmislenosti, da su dokumentovani i da mogu biti ostvareni od
strane isporu
č
ioca (1.10).
Za preispitivanje ugovora odgovoran je
isporu
č
ilac ali se ono može obaviti zajedno sa kupcem (1.9). Ako je
potrebno, preispitivanje ugovora može se ponoviti u razli
č
iotim fazama
ugovora.
3.11. PREISPITIVANJE PROJEKTOVANJA
(DESIGN REVIEW):
dokumentovano,
obimno i sistematsko proveravanje projektovanja da bi
se vrednovala njegova sposobnost za ispunjavanje zahteva za kvalitet
(2.3), da bi se identifikovali problemi, ako ih ima, i da se daju predlozi za
njihova razrešenja.
Preispitivanje projektovanja može biti sprovedeno u
svakoj fazi procesa projektovanja (1.2), ali u svakom slu
č
aju mora da se
sprovede na završetku ovog procesa.
3.12. POSLOVNIK O KVALITETU
(QUALITY MANUAL):
dokument koji iskazuje politiku kvaliteta (3.1) opisuje sistem kvaliteta

449
3.16. SLEDLJIVOST, MOGU
Ć
NOST ULAŽENJA U TRAG
(TRACEABILITY):
mogu
ć
nost pra
ć
enja istotijata, primene ili lociranost
entiteta (1.1) , pomo
ć
u zapisane identifikacije.
Termin "sledljivost"
može imati jedno od slede
ć
a tri glavna zna
č
enja:
a) u smislu proizvoda (1.4) , to može da se odnosi na:
- poreklo materijala ili delova,
- istorijat izrade proizvoda,
- distribuciju i lociranje proizvoda posle isporuke.
b) u smislu kalibracije, odnos merne opreme prema nacionalnim ili
me
đ
unarodnim etalonima, primarnim etalonima, osnovnim fizi
č
kim
konstantama ili osobinama, ili referentnim materijalima;
c) u smislu prikupljanja podataka, to se odnosi na prora
č
une i
sakupljanje podataka kroz petlju kvaliteta (4.1) i ponekad vra
ć
anje na
zahteve za kvalitet (2.3) entiteta.
Svi aspekti zahteva za sledljivost, ako ih ima, moraju biti jasno
specificirani, na primer u smislu vremenskog perioda, porekla ili
identifikacije.
4. TERMINI KOJI SE ODNOSE NA SREDSTVA I
TEHNIKE
4.1. PETLJA KVALITETA (
QUALITY LOOP ):
koncepcijski model
me
đ
usobno
deluju
ć
ih aktivnosti koje uti
č
u na kvalitet (2.1) u razli
č
itim
fazama nare
đ
anih po
č
ev od identifikacije potreba do ocenjivanja da li su
ove potrebe zadovoljene
.
"Spirala
kvaliteta" je sli
č
an pojam.
4.2. TROŠKOVI KOJI SE ODNOSE NA KVALITET (
QUALITY -
RELATED
COSTS )
: ovi troškovi proisti
č
u iz osiguranja i obezbe
đ
ivanja
zadovoljavaju
ć
eg kvaliteta (2.1) i od gubitaka koji proist!
č
u kada nije
postignut zadovoljavaju
ć
i kvalitet.
Troškovi koji se odnose na kvalitet se
razvrstavaju u organizaciji (1.7) prema njenim sopstvenim kriterijumima.
Neke je gubitke teško mogu
ć
e kvantifikovati ali mogu biti vrlo zna
č
ajni,
kao što je gubitak poverenja.
450
4.3. GUBICI KVALITETA (
QUALITY LOSSES
):
gubici koji nastaju
zbog neiskoriš
ć
enja potencijala resursa u procesima (1.2) i aktivnostima.
Neki primeri gubitka kvaliteta su gubitak zadovoljstva kupca (1.9)
gubitak prilike da se stekne ve
ć
e poverenje kupca, organizacije (1.7) ili
društva kao i rasipanje resursa i materijala.
4.4. MODEL ZA OBEZBE
Đ
IVANJE KVALITETA
(MODEL FOR
QUALITY
ASSURANCE):
standardizovan ili odabran skup zahteva
sistema kvaliteta (3.6) tako kombinovan da zadovolji potrebe obezbe
đ
enja
kvaliteta (3.5) u datoj situaciji.
4.5. STEPEN PRIKAZIVBANJA
(DEGREE OF
DEMONSTRATION)
: obim do kojeg se vrši dokazivanje kome se može
verovati da su ispunjeni specificirtani zahtevi.
Stepen prikazivanja može
se protezati od potvrde postojanja do kompletiranja detaljnih dokumenata
i objektivnih dokaza (2.19) o ispunjavanju. Obim zavisi od kriterijuma
kao što su razmatranja ekomonije, kompleksnosti, inovacije, bezbednosti
(2.8) i uticaja okoiline.
4.6. OCENA KVALITETA
(QUALITY EVALUATION)
: sistemsko
proveravanje obima do kojeg je entitet (1.1) sposoban da ispunjava
specificirane zahteve.
Ocena kvaliteta može biti koriš
ć
ena da se odredi
sposobnost isporu
č
ioca (1.10) u oblasti kvaliteta (2.1). U ovom slu
č
aju,
zavisno od specifi
č
nih situacija rezultat vrednovanja može se koristiti za
kvalifikaciju (2.13) potvr
đ
ivanje, registraciju ili akreditaciju.
Može se upotrebiti dodatni pojam za termin "ocena kvaliteta" zavisno od
predmeta (na primer procesa (1.2), osoblje, sistem), kao i odre
đ
ivanje
vremena (na primer pre ugovaranja) kada treba oceniti kvalitet kao što se
"pred-ugovorni proces ocene kvaliteta". Opšta ocena kvaliteta isporu
č
ioca
(1.10) mogla bi tako
đ
e da obuhvati procenjivanje finansijskih i tehni
č
kih
resursa. U engleskom jeziku "quality evaluationm" se nekad u
specifi
č
nim uslovima zove "quality assesment" , "quality appraisal" i
"quality survey".
4.7. NADZOR NAD KVALITETOM
(QUALITY SURVEILLANCE
):
kontinualno pra
ć
enje i verifikacija (2.17) statusa entiteta (1.1) i analiza
zapisa (3.15) radi sigurnosti da su specificirani zahtevi ispunjeni.
Nadzor
nad kvalitetom može biti sproveden od strane ili u ime kupca (1.9).
Nadzor nad kvalitetom može da obuhvati kontrolisanje posmatranjem i
pra
ć
enjem radi spre
č
avanja pogoršanja ili degradacije entiteta (na primer

452
4.13. PREVENTIVNE MERE
( PREVENTIVE ACTION ):
mera
preduzeta radi otklanjanja uzroka potencijalne neusaglašenosti (2.10),
mane (2.11) ili druge neželjene situacije sa ciljem da se spre
č
i njihova
pojava.
Preventivne mere mogu da obuhvate i takve izmene u postupcima
(1.3) i sistemima da bi se postiglo poboljšanje kvaliteta (3.8) u svakoj od
faza petlje kvaliteta (4.1).
4.14. KOREKTIVNE MERE
( CORRECTIVE ACTION)
: mera
preduzeta radi otklanjanja uzroka postoje
ć
e neusaglašenosti (2.10), mane
(2.11) ili druge neželjene situacije sa ciljem da se spre
č
i njihova ponovna
pojava.
Korektivne mere mogu da obuhvate u postupcima (1.3)(i
sistemima, da bi se postiglo poboljšanje kvaliteta (3.8) u svakoj fazi petlje
kvaliteta (4.1). Postoji razlika izme
đ
u termina "korekcija" i
"korektivna mera":
-
"korekcija" se odnosi na popravku (4.18), prepravku (4.19) ili
podešavanje i odnosi se na otklanjanje postoje
ć
e neusaglašenosti
(2.10);
-
"korektivna mera" se odnosi na otklanjanje uzroka neusaglašenosti.
4.15. OTKLANJANJE NEUSAGLAŠENOSTI
(DISPOSITION OF
NONCONFORMITY ):
mera koju treba preduzeti u vezi sa postoje
ć
im
nesaglasnim entitetom (1.1) sa ciljem da se razreši neusaglašenost (2.10).
Mera može biti na primer u obliku korekcija kao što je popravka (4.18),
ili prepravke (4.19), ponovno klasiranje, bacanje u otpad, dozvoljavanje
za odstupanje posle proizvodnje (4.17) ili promena dokumenata ili
zahteva.
4.16. DOZVOLA ZA ODSTUPANJE PRE PROIZVODNJE
(PRODUCTION PERMIT
DEVIATION PERMIT ):
pismeno odobrenje
za odstupanje od po
č
etka specificiranih zahteva za proizvod (1.4), pre
njegove proizvodnje.
Dozvola za proizvodnju je za ograni
č
enu koli
č
inu ili
period vremena i za specifi
č
nu upotrebu.
4.17. DOZVOLA ZA ODSTUPANJE POSLE PROIZVODNJE
(WAIVER CONCESSION)
: pismeno odobrenje za koriš
ć
enje ili puštanje
na upotrebu proizvoda (1.4) koji nije usaglašen sa specificiranim
zajtevima.
Dozvola za odstupanje posle proizvodnje ograni
č
ena je na
isporuku proizvoda koji imaju specifi
č
ne neusaglašene karakteristike u
okviru specifi
č
nih odstupanja, za ograni
č
eno vreme i koli
č
inu.
453
4.18. POPRAVKA
( REPAIR ):
mera preduzeta na neusaglašenom
proizvodu (1.4) kojom
ć
e se ispuniti zahtevi za namenjeno koriš
ć
enje
mada to može da bude nesaglasno sa po
č
etno specificiranim zahtevima.
Popravka je jedan vid otklanjanja neusaglašenosti proizvoda. Popravka
obuhvata dopunsku preduzetu meru za vra
ć
anje u stanje za upotrebu,
jednom usaglašenog a sada neusaglašenog proizvoda, na primer kao deo
održavanja.
4.19. PREPRAVKA
(REWORK ):
mera preduzeta na neusaglašenom
proizvodu (1.4) da bi on ispunio specificirane zahteve
. Prepravka je jedan
vid uklanjanja neusaglašenog proizvoda.
NAPOMENA:
Standrad SRPS A.A2.001. definiše statisti
č
ke izraze sa
definicijama koje se koriste u jugoslovenskim standardima. Izrazi su
podeljeni u šest poglavlja i to:
- opšti izrazi,
- izrazi koji se koriste pri uzimanju uzoraka,
- opšti statisti
č
ki izrazi,
- izrazi koji se koriste za kontrolu pomo
ć
u uzoraka i
- izrazi koji se koriste u ra
č
unu verovatno
ć
e.

455
PRILOG B: VEZA IZME
Đ
U POJEDINIH ELEMENATA IMS-A
Poglavlje u
PRIRU
Č
NIKU
Zahtev ISO 9001
Zahtev ISO 14001
Zahtev OHSAS 18001
4. INTEGRISANI
MENADŽMENT SISTEMI
4 Sistem menadžmenta
kvalitetom
4 Zahtevi za
sistem
upravljanja
zaštitom životne sredine
4 Zahtevi OHSAS
sistema upravljanja
4.1 Opšti zahtevi
4.1 Opšti zahtevi
4.1 Opšti zahtevi
4.1 Opšti zahtevi
4.2 Zahtevi koji se odnose na
dokumentaciju
4.2.1 Opšte
4.2.2 Priru
č
nik integrisanih
menadžment sistema
4.2.3 Upravljanje
dokumentima i zapisima
4.2 Zahtevi koji se odnose na
dokumentaciju
4.2.1 Opšte odredbe
4.2.2 Posllovnik o kvalitetu
4.2.3 Upravljanje dokumentima
4.2.4 Upravljanje zapisima
4.4.4 Dokumentacija
4.4.5 Kontrola
dokumentacije
4.5.4 Kontrola zapisa
4.4.4 Dokumentacija
4.4.5 Upravljanje
dokumentima
5. ODGOVORNOST
RUKOVODSTVA
5 Odogovornost rukovodstva
5.1 Obaveze i delovanje
rukovodstva
5.1 Obaveze i delovanje
rukovodstva
5.2 Usredsredjenost na
korisnike
5.2 Usredsredjenost na
korisnika
5.3 Politika kvaliteta, zaštite
životne sredine i zaštite
zdravlja i bezbednosti na radu
5.3 Politika kvaliteta
4.2 Politika zaštite
životne sredine
4.2 OHSAS politika
5.4 Planiranje
5.4.1 Ciljevi kvaliteta, zaštite
životne sredine i zaštite
zdravlja i bezbednosti na radu
5.4.2 Planovi i programi IMS-a
5.4 Planiranje
5.4.1 Ciljevi kvaliteta
5.4.2 Planiranje sistema
menadžmenta kvalitetom
4.3 Planiranje
4.3.3 Opšti i posebni
ciljevi i programi
4.3 Planiranje
4.3.3 Ciljevi i programi
5.5 Odgovornosti, ovlaš
ć
enja i
komuniciranje
5.5.1 Odgovornosti i ovlaš
ć
enja
5.5.2 Predstavnik rukovodstva
5.5.3 Interno i eksterna
komunikacija
5.5 Odgovornosti, ovlaš
ć
enja i
komuniciranje
5.5.1 Odgovornosti i
ovlaš
ć
enja
5.5.2 Predstavnik
rukovodstva
5.5.3 Interno komuniciranje
4.4.1 Resursi,
zadaci, odgovornosti
i ovlaš
ć
enja
4.4.3 Komunikacija
4.4.1 Resursi,
zadaci,odgovornosti,
nadležnosti i ovlaš
ć
enja
4.4.3 Komunikacija,
u
č
eš
ć
e i konsultacije
4.4.3.1 Komunikacija
4.4.3.2 U
č
eš
ć
e
i
konsultacije
5.6 Preispitivanje od strane
rukovodstva
5.6.1 Opšte
5.6.2 Ulazni elementi za
preispitivanje
5.6.3 Izlazni elementi
preispitivanja
5.6 Preispitivanje od strane
rukovodstva
5.6.1 Opšte odredbe
5.6.2 Ulazni elementi
preispitivanja
5.6.3 Izlazni elementi
preispitivanja
4.6 Preispitivanje od
strane rukovodstva
4.6 Preispitivanje koje
vrši rukovodstvo
456
Nastavak table sa strane 453.
UPRAVLJANJE RESURSIMA
6 Menadžment resursima
6.1 Obezbedjivanje resursa
6.1 Obezbedjivanje resursa
4.4 1 Resursi, zadaci,
odgovornosti i ovlaš
ć
enja
4.4.1 Resursi, zadaci,
odgovornosti, nadležnosti
i ovlaš
ć
enja
6.2 Ljudski resursi
6.2 Ljudski resursi
6.2.1 Opšte odredbe
6.2.2 Kompetentnost, obuka i
svest
4.4.2 Osposobljenost,
obuka i svest
4.4.2 Kompetentnost,
obuka i svest
6.3 Infrastruktura
6.3 Infrastruktura
4.4.1 Resursi, zadaci,
odgovornosti i ovlaš
ć
enja
4.4.1 Resursi, zadaci,
odgovornosti, nadležnosti
i ovlaš
ć
enja
6.4 Radna sredina
6.4 Radna sredina
7. REALIZACIJA PROIZVODA
7 Realizacija proizvoda
4.4 Uvodjenje i
sprovodjenje
4.4 Primena i sprovodjenje
7.1 Planiranje realizacije
proizvoda
7.1 Planiranje realizacije
proizvoda
4.4.6 Kontrola nad
operacijama
4.4.6 Kontrola nad
operacijama
7.2 Procesi koji se odnose na
zainteresovane strane
7.2.1 Komuniciranje sa
zainteresovanim stranama
7.2.2 Utvrdjivanje i preispitivanje
zahteva koji se odnose na
proizvod
7.2.3 Zakonski i drugi zahtevi
7.2.4 Aspekti životne sredine
7.2.5 Identifikacija opasnosti i
ocena rizika na radnom
mestu i u radnoj okolini
7.2 Procesi koji se odnose na
korisnike
7.2.3 Komuniciranje sa
korisnicima
7.2.1 Utvrdjivanje zahteva
koji se odnose na proizvod
7.2.2 Preispitivanje zahteva
koji se odnose na proizvod
4.4.6 Kontrola
nad operacijama
4.4.3 Komunikacija
4.3.2 Zakonski i drugi
zahtevi
4.3.1 Aspekti životne
sredine
4.4.6 Kontrola nad
operacijama
4.4.3.1 Komunikacia
4.3.2 Zakonski i drugi
zahtevi
4.3.1 Identifikacija
opasnosti, ocena rizika i
uspostavljanje upravljanja
7.3 Projektovanje i razvoj
7.3 Projektovanje i razvoj
7.4 Nabavka
7.4.1 Proces nabavke
7.4.2 Informacije o nabavci
7.4.3 Verifikacija proizvoda koji
se nabavlja
7.4 Nabavka
7.4.1 Proces nabavke
7.4.2 Informacije o nabavci
7.4.3 Verifikacija proizvoda
koji se nabavlja
4.4.6 Kontrola nad
operacijama
4.4.6 Kontrola nad
operacijama
7.5 Proizvodnja i pružanje
usluge
7.5 Proizvodnja i pružanje
usluge
4.4.6 Kontrola
nad operacijam
4.4.6 Kontrola nad
operacijama
7.6 Upravljanje uredjajima za
pra
ć
enje i merenje
7.6 Upravljanje opremom
za pra
ć
enje i merenje
4.5.1 Pra
ć
enje i merenje
4.5.1 Merenje
u
č
inka i pra
ć
enje
8 MERENJE, ANALIZE I
POBOLJŠAVANJA
8 Merenje, analize i
poboljšavanja
4.5 Proveravanje
4.5 Proveravanje
8.1 Opšte odredbe
8.1 Opšte odredbe
4.5.1 Pra
ć
enje i merenje
4.5.1 Merenje
u
č
inka i pra
ć
enje

459
PRILOG C : STATISTI
Č
KI PRILOZI
12.1. Tabela 1. Vrednosti Laplasove funkcije :
dt
e
t
t
2
2
0
2
1
i
2
(t)
12.2. Tabela 2. Vrednosti funkcije:
(t) =
2
2
2
1
t
e
12.3. Tabela 3. Faktori za centralne linije i kontrolne granice za
proteklu proizvodnju
12.4. Tabela 4. Faktori za centralne linije i kontrolne granice za
Teku
ć
u proizvodnju
12.5. Tabele B
1
- B
5
za planove uzimanja uzoraka




471
LITERATURA
1. J. M. Juran, F. M. Grya, Planiranje i analiza kvaliteta, Privredni
pregled, Beograd, 1974.
2. Grupa autora, Sistem kvaliteta, unapre
đ
enje - metode i tehnike,
Novi sad, 1997.
3. J. Stani
ć
, Upravljanje kvalitetom, Metodi I, Mašinski fakultet,
Beograd, 1989.
4. J. Stani
ć
, Upravljanje kvalitetom proizvodnje, Metodi II,
Gra
đ
evinska knjiga, Beograd, 1985.
5. P. Bugarski, Uvod u statisti
č
ku obradu podataka i njihovo
koriš
ć
enje u upravljanju kvalitetom, Bor, 1991.
6. R.Fey, J. M. Gogue, Ume
ć
e upravljanja kvalitetom, Poslovna
politika, Beograd, 1997.
7. B. Popovi
ć
, Obezbe
đ
ivanje kvaliteta proizvoda, Nauka,
Beograd, 1992.
8. V. Stoiljkovi
ć
, B.Veljkovi
ć
, TQM modeli izvrsnosti QS 9000,
CIM Collegue, Niš,1998.
9. Z. Pendi
ć
, Lj. Kova
č
evi
ć
, Sistem kvaliteta - Evropski pristup,
Beograd, 1994.
10. M. Nikoleti
ć
, Nužnost reafirmisanja primene statisti
č
ke kontrole
kvaliteta, Ekonomski institut, Beograd, 1991.
11. V. Stoiljkovi
ć
, R. Uzunovi
ć
, V.Majstorovi
ć
, Q- Tools - Alati
kvaliteta, CIM College, Niš, 1996.
12. M. Haleta, Kvalitetom u svet - Sistem kvaliteta analiza za TQM,
Beograd 1995.

473
27. J.M.Juran, Quality Errors - Time for a new look, Quality
Progress, New York, 1968.
28. L. Cruchant, Šta treba da znate o kvalitetu, Posloivna politika,
Beograd, 1995.
29. J.M. Gogue, Upravljanje kvalitetom, Poslovna politika, Beograd,
1995.
30. W.E. Deming, Prema izlasku iz krize, Ekoinomika,
Beograd, 1988.
31. J.M.Juran, Upravljanje kvalitetom, AFNOR, 1983.
32. K.Ishikawa, TQC ili kvalitet na japanski na
č
in, AFNOR 1984.
33. J.M. Gogue, Šest samuraja kvaliteta, Ekonomika, Beograd, 1990.
34. J.Moret, Kvalitet kao cilj, MQF, 1991.
35. M.Haleta, B.Haleta, TQM pristup upravljanja troškovima
kvaliteta, JUSK, 1995.
36. M.Walton, The Deming Management Method, Mc Graw Hill, New
York, 1992.
37. F. Brunner, Die Taguchi - Optimierungsmethoden, QZ 34 (1989)
38. T. Burr, Tools of Quality, Part IV: Pareto Charts,
Quality Progress, Nevember 1990.
39. T. Hummel, C.Malorny, Total Quality Management, Carl Hanser
Verlag, 1996.
40. Standardi serije ISO 9000, 1993, 1994, 1995.
41.V.Majstorovi
ć
, Nove tehnike inženjerstva kvaliteta, Institut za
industrijske sisteme, Novi Sad , 1994.
474
42. A. Dighe, C.Bezoid, Trends and Forces Shamping the Future of
Quality, Quality Progress, July 1996.
43. M. Helete, Kvalitet, 9-10(1997)22.
44. K.Ichikawa, Creativity and risk menagement, JUSE, Societas
Qualititis vol.9.n
0
3(1995).
45. K. Sasakoa, The QC circle evaluation from TQC to TQM, a
menagement perspective, JUSE Societas Qualititais, vol.9,
n
0
4(1995)4.
46. ISO Bulletin, vol.26, n
0
3(1995).
47. M. Heleta, Kvalitetom u svet, Edukta, Beograd, 1995.
48. S. Smiljani
ć
, Kvalitet, 1-2(2000)3.
49. M. Juran, Europen Quality, 1(1994)1.
50. M.Juran, Europen Quality, 2(1995)1.
51. W. E. Deming, Quality, Production and Comparative Position, MIT,
1982.
52. E. W. Deming, Some Obstacles in Quality and Efficiency,
Kopenhagen 1987.
53. M.Juran, F.M.Gruna, Quality Planing and Analysis, McGraw-Hill,
New York, 1980.
54. P. Crosby, Quality is free, New York, 1985.
55. J. E. Ross, Tool Quality Menagement, Florida Atlantic University,
1994.
56. ISO 9000 News, 6(1997)17.
57. V. Majstorovi
ć
, Kvalitet, 1-2(2000)25.

476
76. T. Barker, Enginering Quality by Design, M.Derkker, New York,
1990.
77. J.Okland, ed., 1.st Conference Tools and Techniques for TQM,
Menchester, UK, 1999.
78. K.Ishikava, Introduction to Quality Control , Quality Reaources,
USA, 1990.
79. S.Bernand, Menagement by Quality Objectives, Quality Progress,
July (1991)78.
80. K.Persage, 10 Tools of Quality, Quality Progress, Sept. (1993)109.
81. I.De Tero, The 10 Pitfaills Of Benchmarking, Quality Progress,
January (1995)61.
82. S.Cook, Practical Benchmarking, Kogan Pagelta, UK , 1995.
83. K.Bemowsky, The Benchmarking Bendwagon, Quality Progress, Jan.
(1991)19.
84. J.Hauser, The House of Quality, Hardward Busines Review, May
(1998)63.
85. A.Jardine, Statistical Method for Quality Control, Heinemman,
London, 1975.
86. G. Fontenot, Six Sigma in Customer Satisfaction, Quality Progress,
December (1994)73.
87. D.Montgomery, Itroduction to Statistical Quality Control, New York,
Wiley, 1986.
88. T.Pyzdek, Statistical Process and Quality Control, Tuscon, Arizona,
1986.
88. D.Montgomery, Desing and Analysis of Experiments, New York,
Wiley, 1984.
477
89. G.Taguchi, System of Experimental Design, White Plants, N.Y. 1987.
90. G.Taguchi, Introduction to Quality Engineering, White Plants, N.Y.,
1986.
91.
C. W. Kang, P. H. Kvam, Basic Statistical Tools for Improving
Quality, Wiley, 2011.
92.
D. C. Montgomery, C. L. Jennings, M. E. Pfund, Managing,
Controlling, and Improving Quality, John Wiley & Sons, 2010.
93.
D. Hoyle, Quality Management Essentials, Taylor & Francis, 2007.
94.
D. L. Goetsch, S. B. Davis, Quality Management for Organizational
Excellence: Introduction to Total Quality, Prentice Hall, 2010.
95.
F. M. Gryna, R. C. H. Chua, Juran's Quality Planning and Analysis:
For Enterprise Quality, McGraw-Hill, 2007.
96.
G. Brue, Six Sigma For Managers, McGraw-Hill, 2002.
97.
H. Barreto, F. Howland, Introductory Econometrics: Using Monte
Carlo Simulation with Microsoft Excel, Cambridge University Press,
2006.
98.
J. Filipovi
ć
, M.
Đ
uri
ć
, Osnove kvaliteta, Fakultet Organizacionih
Nauka, Beograd, 2009.
99.
J. P. Ficalora, L. Cohen, Quality Function Deployment and Six
Sigma: A QFD Handbook, Prentice Hall, 2010.
100.
M. Imai, Kaizen (Ky'zen), the key to Japan's competitive success,
McGraw-Hill, 1986.
101.
M. Lazi
ć
, Alati, metode i tehnike unapre
đ
enja kvaliteta, Univerzitet u
Kragujevcu, Mašinski fakultet - Kragujevac, Centar za kvalitet,
Kragujevac, 2006.

479
S A D R Ž A J
1. UVOD
.................................................................................... 1
1.1. ISTORIJAT MENADŽMENTA KVALITETA .................. 5
1.1.1 Menadžment kvalitetom u primitivnim društvenim
zajednicama. ...................................................................... 5
1.1.2. Ameri
č
ki po
č
eci.................................................................7
1.1.3. Evropska iskustva .............................................................9
1.1.3.1. Evropska politika za promociju kvaliteta ....................12
1.1.3.2. Evropska predvi
đ
anja………………….......................14
1.1.4. Kvalitet u Japanu.............................................................17
1.1.4.1. Japanska predvi
đ
anja....................................................21
1.1.5. Mesto Srbije.....................................................................22
2. POJAM I DEFINICIJA KVALITETA
.............................29
2.1. POJAM KVALITETA........................................................29
2.1.1. Evolucija razvoja kvaliteta...............................................33
2.2. UPRAVLJANJE KVALITETOM .....................................39
2.2.1. Upravljanje kvalitetom proizvoda ..................................42
2.2.2. Upravljanje kvalitetom usluga ........................................45
2.2.2.1. Proces projektovanja usluge ........................................47
2.2.2.2. Proces vršenja usluge ...................................................53
2.2.2.3. Analiza i poboljšanje realizacije usluge .......................55
2.3. OBEZBE
Đ
IVANJE KVALITETA ...................................57
2.3.1. Principi obezbe
đ
ivanja kvaliteta .....................................59
2.3.2. Metode obezbe
đ
ivanja kvaliteta .....................................61
2.3.3. Mere preventive slabog kvaliteta ....................................63
2.3.3.1. Ta
č
ka gledišta klijenta i korisnika ...............................63
2.3.3.2. Ta
č
ka gledišta preduze
ć
a .............................................64
2.3.3.3. Reference i standardi za obezbe
đ
ivanje kvaliteta ........65
2.3.3.4. Primeri oberzbe
đ
ivanja kvaliteta ................................ 81
2.4. TRI NAJPOZNATIJA PRISTUPA GURUA
KVALITETA ................................................................... 83
2.4.1. Demingovih
č
etrnaest ta
č
aka ......................................... 83
2.4.2. Juranovih deset koraka ................................................... 85
2.4.3. Krozbijevih
č
etrnaest ta
č
aka ......................................... 86
480
3. FILOZOFIJA MENADŽMENTA KVALITETOM
.......
68
3.1.
Demingovo u
č
enje
............................................................68
3.2. Juranovih deset koraka.......................................................72
3.3. Krozbijev pristup ................................................................ 74
3.4. Zajedni
č
ko u stavovima gurua kvaliteta............................. 75
4. STRUKTURA OSNOVNIH STANDARDA
SISTEMA KVALITETA
…………………………...............
77
4.1. STANDARDI SERIJE ISO 9000 ....................................... 80
4.2. SISTEM UPRAVLJANJA ZAŠTITOM ŽIVOTNE
SREDINE ISO 14001 – EMS (ENVIRONMENTAL
MANAGEMENT SYSTEM)………….………….……...87
4.2.1. Troškovi sistema upravljanja zaštitom životne
sredine upravljanja rizikom…….……….............…..…92
4.2.2. Principi i elementi zaštite životne sredine.......................93
4.2.3. Procesni Model kod EMS-a...............………...…..…. ...96
4.2.4. Pritisci zainteresovanih strana……………..……...........97
4.3. STANDARD OHSAS 18001 BEZBEDNOST
ZDRAVLJE LJUDI NA RADU…………….………...…99
4.3.1. Identifikovanje opasnosti i karta rizika......................…101
4.3.2. Ocena rizika na radnom mestu i u radnoj okolini
i razvoj kontrole menadžmenta rizikom.......................102
4.3.3. Istraživanje incidenata...............……..……...…..…. ...105
4.3.4. Upravljanje vanrednim situacijama................…..…. ...106
4.4. STANDARD ISO 22000 I HACCP…………...……...…107
4.5. ISO 26000 – UPUSTVO O DRUŠTVENOJ
ODGOVORNOSTI……………………………………...120
5. SISTEM UPRAVLJANJA KVALITETOM - QMS
...... 131
5.1. OSNOVE KVALITETA I PROAKTIVNI PRISTUP
QMS-U ............................................................................. 132
5.3. CENA KVALITETA ....................................................... 133
5.3. SISTEM BAZIRAN NA PRINCIPIMA
MENADŽMENTA .......................................................... 134
5.4. PROCESNI MODEL ....................................................... 141
5.5. ORGANIZACIJA OKRENUTA
KUPCU/KLIJENTU ........................................................ 144

482
8.3. OSNOVNE KARAKTERISTIKE JAPANSKE
KONTROLE KVALITETA ............................................ 208
8.3.1. Osnove nove proizvodne filozofije ............................... 209
8.3.1.1. Netroškovni princip .................................................... 210
8.3.1.2. Proizvodnja Just-in time ............................................. 211
8.3.1.3. Princip nulte kontrole kvaliteta .................................. 212
8.4. OSNOVNE KARAKTERISTIKE KAIZEN
MENADŽMENTA .......................................................... 212
8.4.1. 5S principi ..................................................................... 215
8.4.2. 3MU kontrolnih Kaizen aktivnosti ................................ 219
8.4.3. Kaizen i inovacija .......................................................... 222
9. PROVERA KVALITETA
................................................ 229
9.1. INTERNA PROVERA KVALITETA ............................. 231
9.1.1. Odvijanje provere .......................................................... 235
9.1.1.1. Planiranje provere ...................................................... 235
9.1.1.2. Priklupljanje podataka i
č
injenica .............................. 236
9.1.1.3. Analiza ....................................................................... 238
9.1.1.4. Završni izveštaj .......................................................... 240
9.1.1.5. Distribucija izveštaja .................................................. 242
9.1.1.9. Aktivnosti posle provere ............................................ 242
9.2. SPOLJNA PROVERA - SERTIFIKACIJA
SISTEMA KVALITETA ................................................. 243
10. ALATI I TEHNIKE KVALITETA
............................... 249
10.1. ZBIRNA LISTA GREŠAKA ......................................... 252
10.2. HISTOGRAM ................................................................ 258
10.3. PARETO ILI ABC DIJAGRAM ................................... 260
10.4. DIJAGRAM UZROCI - POSLEDICA .......................... 272
10.5. BRAINSTORMING ...................................................... 284
10.6. DIJAGRAM AFINITETA (SLI
Č
NOSTI)
I DIJAGRAM STABLA ................................................ 292
10.7. BENCHMARKING PROCES ...................................... 298
10.8. KU
Ć
E KVALITETA ..................................................... 305
10.9. DIJAGRAM MATRICE ................................................ 314
11. STATISTI
Č
KE METODE UPRAVLJANJA
KVALITETOM
…………………………....….…….317
11.1 Razli
č
iti modeli procesa …………………………..……321
483
11.2. Metoda krivih raspodela frekvencija……..………..…..324
11.3. Statisti
č
ke granice tolerancije........................................ .329
11.4. Statisti
č
ko modeliranje empirijskog skupa .................... 337
11.5. Primer ispitivanja sposobnosti obradnog procesa .......... 339
11. 6. Statisti
č
ki list i dijagram verovatno
ć
e ........................... 348
11.7. Metode kontrolnih karata ............................................... 352
11.7.1. Izrada kontrolnih karata .............................................. 354
11.7.1.1. Kontrola stabilnosti završenog procesa .................... 354
11.7.1.2. Kontrola stabilnosti u toku procesa .......................... 361
11.8. DIJAGRAM RASIPANJA ............................................. 367
11.8.1. Korelacija .................................................................... 368
11.8.2. Postupak ...................................................................... 371
12. UZORKOVANJE
…………………………………....…379
12.1. KONCEPCIJA UZORKOVANJA…………....……….379
12.2. RIZICI UZORKOVANJA I KRIVA
OPERATIVNIH KARAKTERISTIKA……...…....…. 380
12.3. KONSTRUKCIJA OC KRIVE…………………..……382
12.4. PROCENA PARAMETARA KOJI UTI
Č
U
NA OC KRIVU……………………………….…….…383
12.5. INDEKSI KVALITETA ZA PLANOVE
UZORKOVANJA……………………………...…...… 385
12.6. PROSTO, DVOSTRUKO I VIŠESTRUKO
UZORKOVANJE……………………….…......……...387
12.7. TIPI
Č
NI STANDARDNI PLANOVI
PRIJEMA ZA ATRIBUTIVNE
KARAKTERISTIKE……………………………..........390
12.8. PLANOVI PRIJEMA ZA MERENE VELI
Č
INE..........393
12.9. UZORKOVANJE PROCESNIH MATERIJALA…......394
12.9.1. Uzorkovanje te
č
nosti……………....……..….......…..395
12.9.2. Uzorkovanje
č
vrstih materijala……………........……396
12.9.3. Uzorkovanje vlaknastih materijala……………...…...397
12.9.4. Odredjivanje potrebne veli
č
ine uzorka………........…397
12.9.5. Postavljanje planova uzorkovanja……………...…....397
13. SPECIJALNI ALATI KVALITETA
…………….....…399
13.1. TAGUCHI METOD…………………………..……….399
13.1.1. Funkcija gubitka i tehni
č
ki ben
č
marking…...…....…..404
13.2. KANO MODEL………………………………….….…407
13.2.1. Uparena pitanja u Kano modelu…………….……….411