Seminarski rad ……………………………….……………… Zavarivanje trenjem sa miješanjem
1
SADRŽAJ
UVOD …………………………………………………………………………………
2
1. ZAVARIVANJE TRENJEM SA MIJEŠANJEM (FSW) ………………………...
3
2. ALAT ZA ZAVARIVANJE ……………………………………………………...
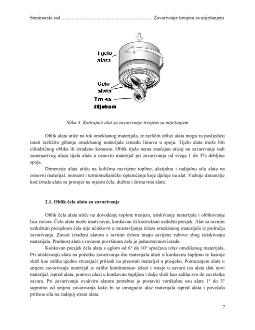
2.1. Oblik čela alata za zavarivanje ……………………………………………….
2.2. Oblik trna alata kod FSW zavarivanja ……………………………………….
6
7
9
3. FSW ZAVARIVANJE KOD TITANIJUMA …………………………………….
11
4. FSW ZAVARIVANJE KOD MAGNEZIJUMA …………………………………
13
ZAKLJUČAK …………………………………………………………………………
15
LITERATURA ………………………………………………………………………...
16
Seminarski rad ……………………………….……………… Zavarivanje trenjem sa miješanjem
2
UVOD
Zavarivanje trenjem rotirajućim alatom (eng. Friction Stir Welding - FSW) je process
zavarivanja u omekšanom (plastičnom ili poluplastičnom) stanju osnovnog materijala što
omogućava spajanje metala pomoću trenjem dovedene topline i mehaničkim miješanjem metala.
Prva istraživanja ovog postupka izvedena su na The Welding Institute u Velikoj Britaniji 1991.
godine. Prve primjene u proizvodnji bile su za zavarivanje aluminijskih legura grupe 6000 u
pogonima SAPA u Švedskoj te u brodogradilištu Hydro Marine Aluminium u Norveškoj, a zatim
u automobilskoj industriji u Švedskoj, Norveškoj i Australiji.
Sve veća primjena lakih aluminijskih legura u proizvodnji transportnih sredstava odredila
je smjer
istraživanja i primjenu zavarivanja trenjem rotirajućim alatom kao mogućeg postupka spajanja
Al legura grupe 2000, 6000 i 7000. Pri zavarivanju trenjem rotirajućim alatom koristi se
namjenski izrađen alat.
Zavarivanje trenjem sa miješanjem (“FSW”) je specifičan postupak frikcionog
zavarivanja koji se koristi za spajanje limova. Pronalazak ovog postupka omogućio je
zavarivanje trenjem limova većih debljina, od različitih materijala, u svim mogućim
međusobnim položajima i u svim oblicima zavarenog spoja. Generisanje toplote kod “FSW” je
analogno običnom zavarivanju trenjem.
Zavarivanje pločastih elemenata, međutim, ovdje je rješeno tako što se potrebna toplota
ne oslobađa trenjem direktno između kontaktnih površina zavarivanih dijelova, već se to čini
posredno, pomoću specijalnog alata. Takav pristup obezbjeđuje korišćenje toplote koja se
oslobađa trenjem ne samo u zavarivanju već i u drugim vidovima obrade metala.
“FSW” ima izuzetne karakteristike: rad je jednostavan i lako može da se automatizuje,
energetski je ubjedljivo najefikasniji, ekološki je apsolutno čist, zavareni spojevi imaju vrlo
visok kvalitet, itd. Izuzetno dobre odlike “FSW” i intenzivna eksperimentalna istraživanja dovela
su do vrlo dinamičnog širenja industrijske primjene ove tehnologije. Ona se koristi u
brodogradnji, u avio industriji, u proizvodnji železničkih vozila, automobilskoj industriji, u
građevinarstvu, itd. Teorijska istraživanja procesa “FSW” dosta su rijetka. Ova konstatacija se
posebno odnosi na problem generisanja toplote u cjelini.
Seminarski rad ……………………………….……………… Zavarivanje trenjem sa miješanjem
4
rupa, pri čemu počinje da se generiše toplota. Trn alata se zariva u materijal sve dok čelo alata ne
napravi kontakt sa gornjom površinom radnih komada. Alat mora da sa dovoljnim pritiskom
zadrži material unutar zone zavarivanja i da stvori dovoljnu temperaturu da bi se proces FSW
nesmetano odvijao. U tom položaju alat zagrijava materijal do blizu tačke topljenja i postaje
plastičan.
Zahvaljujući obliku trna, zagrijani materijal se kreće oko trna i na taj način se miješa.
Zatim počinje horizontalno translatorno uzdužno kretanje radnog stola mašine. U daljem toku
odvijanja procesa FSW, trn praktično „klizi” između limova u smjeru zavarivanja, nov materijal
se zagrijava, postaje plastičan i neprekidno se miješa. Za to vrijeme iza čela alata se stvara
brazda glatkog zagrijanog materijala koji se hladi i očvršćava, a između radnih komada se
formira monolitan spoj, dok se donja ravan formira od podloge na kojoj radni komadi stoje i ona
je glatka i ravna. Isključivanjem translatornog kretanja radnog stola mašine i izvlačenjem alata iz
materijala, završava se proces zavarivanja.
Slika 2. Prikaz alata i radnog komada u toku procesa zavarivanja
Umjesto radnog stola mašine, translatorno kretanje može da vrši samo alat ili radni sto
mašine i alat istovremeno. Dakle, kod procesa spajanja materijala postupkom FSW, vrlo je bitno
poznavati generisanu toplotu koja se dobija iz dva glavna izvora:
o
toplota generisana od trenja izmenu čela alata i površine radnih komada i
o
toplota generisana usled plastične deformacije materijala, nastala od trna alata.
Seminarski rad ……………………………….……………… Zavarivanje trenjem sa miješanjem
5
Na ovaj način se povećava temperatura do tople plastične obrade kada se vrši mehaničko
miješanje i spajanje materijala, a pri tome se omogućava da se alat kreće u longitudinalnom
pravcu odnosno duž linije spajanja.
“FSW” spada u grupu postupaka zavarivanja u čvrstoj fazi koji, kao što je poznato, imaju
izrazito dobre karakteristike, posebno frikciono zavarivanje. Tu spadaju: mogućnost potpune
automatizacije procesa, dobijanje homogene sitnozrnaste strukture spoja sa visokim mehaničkim
i drugim svojstvima, mogućnost zavarivanja raznorodnih materijala, dodatni material nije
potreban, itd.
Pored navedenih, “FSW” posjeduje odlike koje drugi postupci nemaju, a to su: formiranje
zavarenog spoja bez pojave poroznosti sa zanemarljivo malim unutrašnjim naponima i
distorzijom, zatim dobijanje spojeva koji su otporni na koroziju i pojavu krtog loma, ali sve to
kod materijala kod kojih do sada to nije bilo moguće, ili je bilo izuzetno teško i skupo ostvariti.
Zbog toga je u ekonomskom pogledu “FSW” ubedljivo
najefikasniji, a ekološki je apsolutno čist postupak
zavarivanja.
“FSW” nema mnogo negativnih karakteristika. Do sada je uočeno da se kao izvesna
teškoća u realizaciji, može smatrati to što površine koje se zavaruju moraju potpuno da se
priljube jedna uz drugu, a limovi u tom položaju da se dobro učvrste. U te svrhe se koriste
specijalni sistemi za pritezanje. Osim toga, na mjestu ulaza alata u materijal na početku, i na
mjestu njegovog izlaza po završetku zavarivanja, nastaje otvor. On se otklanja najčešće
odsjecanjem dijela materijala, što predstavlja izvjestan gubitak materijala.
Ozbiljnije teškoće u primjeni “FSW” stvaraju dva problema tribološke prirode. Prvi se
sastoji u tome što istovremeno djelovanje toplote, mehaničkih otpornih sila i sile trenja izaziva
pojačano habanje rukavca alata i/ili njegovo deformisanje. Samim tim njegove dimenzije se
mijenjaju, a to utiče na normalan rad. Zbog toga je neophodna povremena kontrola geometrije
alata, a poslije uočene promjene njegovih radnih parametara, i zamjena.
Drugi problem tribološkog karaktera jeste pojava prelaženja materijala sa jednog na
drugo tijelo frikcionog para, u ovom slučaju sa limova na alat. Taj materijal se vezuje za
frikcione površine, nagomilava se i tako remeti gemetriju i funkcionalnost alata. Ova pojava je
naročito izražena na povišenoj temperaturi. Pri tome zagrijani materijal limova prelazi, sljepljuje
se i nagomilava kako na površinu rukavca tako i na čelu alata. Naravno, ona je štetna i ne može
potpuno da se otkloni, ali može da se minimizira izborom odgovarajućeg materijala za izradu
alata.
2. ALAT ZA ZAVARIVANJE