UNIVERZITET U NOVOM SADU
●
FAKULTET TEHNI
Č
KIH NAUKA
21000 NOVI SAD , Trg Dositeja Obradovi
ć
a 6
UNIVERZITET U NOVOM SADU
FAKULTET TEHNI
Č
KIH NAUKA
NOVI SAD
Odsek/Smer/Usmerenje:
Elektrotehnika i ra
č
unarstvo
Elektroenergetika
Energetska elektronika i elektri
č
ne mašine
DIPLOMSKI - MASTER RAD
Kandidat:
Milorad Kaplarevi
ć
Broj indeksa:
10851
Tema rada:
Realizacija elektromotornog pogona
primenom PROFIBUS i USS komunikacije
Mentor rada:
dr Veran Vasi
ć
, van. prof.
Mesto i datum:
Novi Sad, jun 2009.
2
Sadržaj
1.Uvod..................................................................................................................................................3
2. PROFIBUS komunikacija................................................................................................................6
2.1.PROFIBUS DP...................................................................................................................6
2.1.1.Topologija mreže.............................................................................................................8
2.1.2.Profibus DP profili......................................... ..............................................................10
2.1.2.1.Profil za motore sa promenjljivom brzinom...............................................................10
2.1.2.2.Procesni podaci-PCD oblasti......................................................................................11
2.1.2.3.Pristup parametrima preko PCV oblasti.....................................................................11
2.1.2.4.Kontrolni profili..........................................................................................................12
3.USS komunikacija...........................................................................................................................13
3.1.Struktura USS telegrama..................................................................................................14
3.1.2.Parametarsi
deo - PKW oblast.......................................................................................15
3.1.3.Procesni deo - PZD oblast.............................................................................................15
4.Programabilni logi
č
ki kontroler-PLC..............................................................................................16
4.1.Osnovni elementi PLC kontrolera....................................................................................17
4.2.Princip
rada.......................................................................................................................18
4.3
.
Siemens SIMATIC familija programabilnih logi
č
kih kontrolera.....................................19
4.3.1.Mreže u okviru SIMATIC familije programabilnih logi
č
kih kontrolera......................19
4.3.2. PPI protokol..................................................................................................................19
4.3.3. MPI protokol................................................................................................................20
4.4. PLC Siemens SIMATIC S7-200 serija............................................................................21
4.4.1.Pristup podacima u memorijskim oblastima S7-200 kontrolera...................................21
4.4.2.PLC CPU 224 XP DC/DC/DC......................................................................................22
4.4.3.EM 277 Profibus DP modul..........................................................................................23
4.5.PLC Siemens SIMATIC S7-300 serija.............................................................................24
4.5.1.Memorijski koncept S7-300..........................................................................................25
4.5.2.PLC CPU 314 C-2DP....................................................................................................26
5.Frekventni regulatori.......................................................................................................................28
5.1.MICROMASTER
440 proizvo
đ
a
č
a Siemens...................................................................30
5.2.VLT AUTOMATION DRIVE FC302 proizvo
đ
a
č
a Danfoss..........................................31
6.Realizacija prakti
č
nog dela rada......................................................................................................32
6.1.Hardversko
povezivanje...................................................................................................32
6.1.1.Povezivanje Siemens S7-300 i Danfoss FC302 u PROFIBUS mrežu..........................33
6.1.2.Povezivanje Siemens S7-300 i Siemens S7-200 u PROFIBUS mrežu.........................33
6.1.3.Povezivanje Siemens S7-200 CPU 224 XP i Siemens MM440 na USS bus ..............33
6.2.Softverska podešavanja ...................................................................................................34
6.2.1.Podešavanje
parametara
frekventnih regulatora ..........................................................34
6.2.2.SIMATIC Manager ......................................................................................................35
6.2.3.STEP
7-
Micro/WIN.....................................................................................................43
6.2.4.SIMATIC
WinCC
flexible 2005 - Advanced...............................................................48
7.Opis izrade laboratorijske makete...................................................................................................54
7.1.Mrežni
akvizicioni
ure
đ
aj SIMEAS P..............................................................................55
7.2.Izrada
elektri
č
nih šema.....................................................................................................56
8.Zaklju
č
ak.........................................................................................................................................57
9.Literatura.........................................................................................................................................58

Diplomski - Master rad
4
Fieldbus sistemi
koriste širok spektar medija za prenos kao što su bakarni vodovi, opti
č
ka
vlakna i beži
č
ni prenos za povezivanje distribuiranih ure
đ
aja tipa senzora, aktuatora, raznih
pretvara
č
a i sl. uz serijski prenos podataka. Tehnologija je nastala krajem '80-ih godina prošlog
veka sa ciljem da se zamene postoje
ć
i sistemi paralelnog prenosa i analognih signala (4-20mA i +/-
10V) sa digitalnim. Fieldbus sistema ima preko 100, me
đ
u kojima je PROFIBUS i USS bus, o
kojima
ć
e u ovom radu biti re
č
i.
Jedna univerzalna mreža ne može da zadovolji sve postavljene potrebe u procesnoj
industriji. Zbog toga je razvijeno ve
ć
i broj komunikacionih sistema prilago
đ
enih za
odgovaraju
ć
i skup zadataka. Na osnovu namene sistema, odnosno koli
č
ine i tipa podataka
koji se razmenjuju, brzine prenosa odnosno reakcije sistema mogu
ć
e je izvršiti klasifikaciju
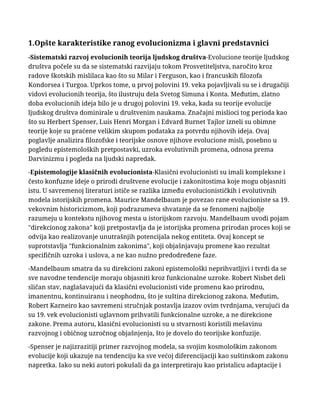
komunikacionih sistema u savremenoj automatizaciji. Grafi
č
ki prikaz klasifikacije dat je na
Slici 2
.
Slika 2: Grafi
č
ki prikaz nivoa komunikacije u procesnoj industriji
Kao što se vidi sa slike razlikujemo
č
etri nivoa u savremenim industrijskim postrojenjima a to su:
•
nivo senzora, izvršnih organa
•
nivo ure
đ
aja
•
nivo postrojenja
•
nivo fabrike
Diplomski - Master rad
5
Na donjem nivou je komunikacija koja povezuje senzore i izvršne organe zamenjuju
ć
i
klasi
č
no oži
č
avanje ulaza i izlaza kao i što se vidi sa slike, ovde se radi o relativno malim
udaljenostima svedenim na nivo pogona, pri
č
emu je vrlo bitno da su vremena odziva vrlo mala
zna
č
i ispod jedne milisekunde. Razmenjuju se relativno male koli
č
ine podataka pošto senzori u
pogonu šalju trenutne vrednosti veli
č
ina koje mere, a to je obi
č
no jedna analogna ili digitalna
veli
č
ina mada u opštem slu
č
aju može da ih bude više.
Na slede
ć
em nivou se nalaze automatizovani delovi pogona koji mogu da budu u obliku
distribuiranih stanica ili nezavisne automatizacije pojedina
č
nih mašina koje u
č
estvuju u
celokupnom sistemu. Naravno ovde se razmenjuju ve
ć
e koli
č
ine podataka, vremena odziva mogu
da budu ve
ć
a pošto se deo operacija obavlja distribuirano u lokalnim stanicama u okviru mreže,
dužina izme
đ
u elemenata u sistemu su mnogo ve
ć
e.
Nivo postrojenja kao i što sam naziv kaže se odnosi na celokupno postrojenje, koli
č
ina
podataka raste pošto se razmenjuje ve
ć
i broj podataka izme
đ
u postrojenja, isto tako postrojenja
mogu da budu prostorno distancirana u okviru fabri
č
kog kruga pa su potrebe ve
ć
e dužine medijuma
za povezivanje izme
đ
u njih, vremena odziva mogu biti mnogo ve
ć
a, pošto se radi o celokupnom
pogonu, promene se ne dešavaju velikom brzo kao na nižim nivoima, nekoliko stotina milisekundi
zadovoljava potrebe ove komunikacije.
Najviši nivo u celokupnoj hijerarhiji komunikacija u okviru sistema automatskog upravljanja
procesnom industrijom predstavlja nivo fabrike. U okviru ovog nivoa se razmenjuju podaci na
nivou svih postrojenja jedne fabrike ili
č
ak grupacije fabrika. Ovde prostorna ograni
č
enja prestaju
da važe pošto fabrike odnosno njihova postrojenja mogu da budu locirane na razli
č
itim
pozicijama na zemaljskoj kugli. Ovde se kao medijum prenosa podataka pojavljuju savremene
tehnologije internet, mobilna telefonija, satelitske komunikacije. Ovaj nivo obuhvata lokalne
ra
č
unare na kojima se nalaze SCADA softver, kao i udaljene stanice, isto tako vrlo
č
esto se vrši
integracija u okviru biznis softverskih paketa pri
č
emu je omogu
ć
eno ekonomsko pra
ć
enje
kompletne proizvodnje od kupovine sirovine do prodaje kupcu gotovog proizvoda.
Za ovakvu podelu ne možemo re
ć
i da je definitivna i jedinstvena vrlo
č
esto se nivo
me
đ
usobno preklapaju dopunjuju
ć
i jedan drugi u zavisnosti od konkretnih zadatih potreba
svakodnevne proizvodnje.
Koncept koji SIEMENS nudi je koncept
TOTALNO INTEGRISANE AUTOMATIZACIJE
(
Totally Integrated Automatization,
TIA
) koji podrazumeva kompletnu automatizaciju postrojenja
pomo
ć
u hardverski i softverski me
đ
usobno povezanih komponenti jednog sistema - sistema
SIMATIC. Porodicu SIMATIC S7
č
ine:
•
industrijski PLC-ovi (SIMATIC Controller),
•
industrijske ra
č
unarske mreže (SIMATIC Net),
•
industrijski ra
č
unari (SIMATIC PC),
•
ure
đ
aji za vizuelizaciju (SIMATIC HMI),
•
softver (SIMATIC Software),
•
decentralizovane periferije (SIMATIC DP),
•
sistemi za vo
đ
enje procesa (SIMTIC PCS7).
Slika 3
:
Porodica SIMATIC S7

Diplomski - Master rad
7
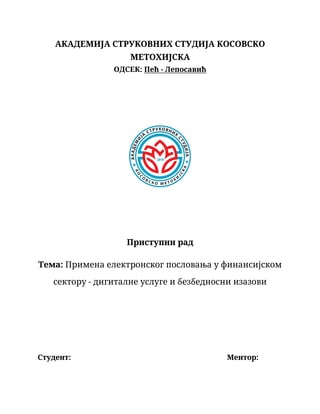
Slika 4
:
Bakarni kabl za PROFIBUS komunikaciju
Povezivanje ure
đ
aja na PROFIBUS mrežu omogu
ć
eno je koriš
ć
enjem 9-pinskog sub-D
konektora (
Slika 5)
. U konektore su ugra
đ
eni otpornici za termminaciju bus-a. Pomeranjem
prekida
č
a koji se nalazi na ku
ć
ištu konektora u ON položaj vrši se terminacija.
Slika 5
:
Izgled 9-pinskog sub-D konektora (levo-prolazni, desno-standardni konektor)
i otpornici za terminaciju bus-a
Kao što je na
Slici 5
prikazano, terminacija bus-a je ostvarena koriš
ć
enjem tzv.“pull-down”
otpornika prema DGND potencijalu i “pull-up” otpornika prema napajanju-Vp potencijal. Ova dva
otpornika služe za definiciju potencijala na bus-u izme
đ
u dva telegrama
.
Linija A i linija B
predstavljaju oznake krajeva PROFIBUS kabla.
Tabela 1
:
Raspored pinova na 9-pinskom sub-D konektoru
RS 485 tehnologija prenosa se odlikuje jednostavnoš
ć
u i niskom cenom, a primenjuje se u
sistemima gde se zahteva velika brzina prenosa. Mogu
ć
e brzine prenosa su izme
đ
u 9.6 kbit/s i
12Mbit/s . Maksimalan broj ure
đ
aja koji se može povezati na jedan segment linije je 32. Ve
ć
i
broj ure
đ
aja zahteva koriš
ć
enje repetitora izme
đ
u pojedina
č
nih segmenata. Maksimalna dozvoljena
dužina linije unutar jednog segmenata zavisi od brzine prenosa i manja je što je brzina prenosa
ve
ć
a.
Izgled
Pin broj
Ime signala
Opis
1 SHIELD
Uzemljenje
oklopa
2 M24
Uzemljenje izlaznog napona
od 24V (pomo
ć
nog)
3 RxD/TxD-P
Primanje/slanje podataka
pozitivni potencijal – B linija
4 CNTR-P
Signal za kontrolu smera
komunikacije – pozitivan
5
DGND
Referentni signal za podatke
6
VP
Napon napajanja – pozitivni
7 P24
Izlazni napon od 24V
(pomo
ć
ni)
8 RxD/TxD-N
Primanje/slanje podataka
negativni potencijal – A linija
9 CNTR-N
Signal za kontrolu smera
komunikacije – negativan