VISOKA ŠKOLA ZA PRIMJENJENE I PRAVNE NAUKE
“PROMETEJ”
PETAR PAVLOVIĆ
TEHNOLOŠKI POSTUPCI GENERALNE OPRAVKE
MOTORA
– DIPLOMSKI RAD –
Banjaluka, mart 2021. godine
Tehnološki postupci generalne opravke motora
VISOKA ŠKOLA ZA PRIMJENJENE I PRAVNE NAUKE
“PROMETEJ”
TEHNOLOŠKI POSTUPCI GENERALNE OPRAVKE
MOTORA
-DIPLOMSKI RAD-
Predmet: Motori SUS
Student: Petar Pavlović Mentor: mr Simo Vidović
Broj indeksa: TI- 377/16
Studijski program: Transportno inženjerstvo
Smjer: Drumski saobraćaj
Banjaluka, mart 2021. godine

Tehnološki postupci generalne opravke motora
REZIME
Tehnološki postupci generalne opravke motora je tema diplomskog rada, što predstavlja da sa
prelaskom određenog broja kilometara neminovno dolazi do trošenja bloka motora, cilindara
koji se nalaze u njemu, cilindarskih košuljica, klipova, klipnih prstenova, osovinica klipa, i
ostalih elemenata koji spadaju u dijelove motora.
Trošenje (habanje) pokretnih i nepokretnih dijelova motora dešava se zbog mehaničkih,
toplotnih, hemijskih i drugih dijelovanja, koji negativno utiču na sve ove dijelove. To
predstavlja veliki problem za korisnika motornog vozila, i sa pojavom određenih oštećenja u
motoru, uslovljava korisnika na odlazak kod odgovarajućeg servisa zbog pregleda motora i
eventualne generalne opravke motora vozila.
Visok stepen kompresije je poželjan, jer se time osigurava bolje sagorijevanje unutar cilindra
motora, a samim tim i izdvajanje veće količine mehaničke energije iz date smjese vazduha i
goriva usljed većeg stepena toplotne efikasnosti.
Ključne riječi:
generalna opravka, kvarovi, kontrola, blok motora, cilindar, cilindarska
košuljica, klip, klipni prstenovi, klipnjača, radilica.
Tehnološki postupci generalne opravke motora
7
UVOD
Motori sa unutrašnjim sagorijevanjem su toplotni motori koji hemijsku energiju goriva, putem
sagorijevanja, u za to predviđenom prostoru (cilindru ili komori za sagorijevanje), pretvaraju
u potencijalnu energiju produkata sagorijevanja, zatim se ta energija posredstvom
odgovarajućeg motornog (klipnog) mehanizma pretvara u mehaničku energiju. Takođe,
motori koji se koriste kod automobila su klipni motori sa unutrašnjim sagorijevanjem, koji
najčešće kao pogonsko gorivo koriste benzin ili dizel gorivo.
Osnovni dijelovi motora su: blok motora, glava motora, radilica, klip, klipnjača, poprečna
glava, obloga cilindra, osnovna ploča, izduvni i usisni ventili, zamajac, mlaznica za gorivo i
pumpa za ubrizgavanje goriva visokog pritiska za dizelske motore ili karburator i svjećice za
benzinske motore, bregasto vratilo, pogon bregastog vratila, itd.
Vijek trajanja pojedinih vrsta motora, zavisno od namjene i konstrukcije može biti vrlo
različit. Kod pogonskih motora na motornim vozilima dužina trajanja pa sve do generalne
opravke zavisi od sljedećih faktora: propisno održavanje (pridržavanje uputstava koji su
propisani od strane proizvođača), propisna eksploatacija (snagu motora iskorištavati prema
utvrđenom režimu od strane proizvođača), uslovi rada motora (otežan uslovi dovode do bržeg
trošenja pojedinih dijelova, što znači i raniju generalnu opravku motora).
Sa druge strane, najvažnije pojave koje dovode do zaključka da je motoru potrebna generalna
opravka su: slabljenje performansi vozila (istrošenost cilindričnog sklopa), slaba kompresija
(ne smije doći do gubitka usljed slabog zaptivanja prostora za sagorijevanje; slaba kompresija
kod motora je posljedica istrošenosti cilindričnog sklopa), povećana potrošnja ulja (pojava
bjeličasto-plavog dima na izduvnoj cijevi, posebno kod dizel motora), slab pritisak ulja pri
podmazivanju (istrošeni glavni ležajevi, ali i rukavci zahtijevaju popravku motora) i povećana
potrošnja goriva ( zbog ishabanosti cilindričnog sklopa dolazi do povećane potrošnje goriva).
Tehnološki postupci generalne opravke motora
8
1. POSTUPCI GENERALNE OPRAVKE MOTORA
Važnost stepena kompresije
Stepen kompresije kod motora sa unutrašnjim sagorjevanjem je bezdimenzionalna veličina i
jedna je od najvažnijih karakteristika motora. Kod klipnih motora to je ustvari odnos između
najvećeg i najmanjeg volumena cilindra motora, tj. volumena cilindra kada se klip nalazi
u DMT i volumena iznad klipa kada se isti nalazi u svojoj GMT. Ovaj odnos je u direktom
odnosu sa prečnikom cilindra i hodom klipa unutar cilindra.
Visok stepen kompresije je poželjan, jer se time osigurava bolje sagorijevanje unutar cilindra
motora, a samim tim i izdvajanje veće količine mehaničke energije iz date smjese vazduha i
goriva usljed većeg stepena toplotne efikasnosti. Ova osobina zavisi od vrste goriva koju
motor koristi za svoj rad, kao i od vrste i osobina smjese koja se kompresuje tokom radnog
takta kompresije.
Svaki motor se troši u radu, zbog habanja u kliznim kontaktima: temeljnim i letećim
ležajevima, ležajima osovinice klipa, cilindrima i klipnim prstenovima. Troše se i ostali
sklopovi, od pomoćnih uređaja do izduvnog sistema. Stanje pogoršavaju visoke temperature,
koje smanjuju čvrstoću materijala i otpornost na habanje, te povećavaju toplotnu koroziju i
pregrijavanje motora. Ti uticaji se smanjuju kvalitetnim hlađenjem i podmazivanjem, i
redovnim održavanjem.
Kompresiju treba izmjeriti kad se u leru osjete netipične i pojačane vibracije, te
neuravnotežen rad. Za to je najbolje prisloniti prst na poklopac ventila. Ritmično lupanje veće
frekvencije, iz gornjeg dijela motora, ukazuje na istrošenost ležišta ili vodilica ventila. Ako je
manja frekvencija, iz donjeg dijela, radi se o istrošenosti letećih ili glavnih ležajeva radilice.
Najčešće je povezano sa treperenjem lampice ulja u leru, radi pada pritiska ulja usljed
propusnosti ležajeva. Tada dolazi do pucanja uljnog filma i struganja metalnih dijelova.
Nastaje “špena”, koja izaziva brazdanje i uništavanje vitalnih dijelova. Pritisci se mjere na
hladnom motoru, u svakom cilindru posebno, uređajem koji pokazuje i zapisuje vrijednosti.
Dosipanjem ulja u cilindre utvrđuje se jesu li dotrajali ventili ili karike i cilindri.
Trošenjem cilindara i klipnih prstenova smanjuje se mogućnost komprimiranja smjese
vazduha i goriva u drugom taktu. Kod benzinskih motora kod kojih je tačka paljenja smjese
goriva i vazduha niža, jer se taj proces ostvaruje uz pomoć svjećice, odnos stepena kompresije
se kreće oko 10:1. U rijetkim slučajevima kod ove vrste motora, stepen se kreće i do

Tehnološki postupci generalne opravke motora
10
1.1. Vađenje motora iz vozila
U zavisnosti od tipa motora (vozila), zavisi i način vađenja motora iz vozila, kao i postupak
odvrtanja pojedinih zavrtnjeva. Konstrukcije su veoma različite, jer se kod nekih konstrukcija
motor vadi zajedno sa mjenjačem, pa čak i sa diferencijalom, a kod nekih parcijalno. Iako
samo vađenje motora na prvi pogled izgleda jednostavno, ipak se prilikom vađenja motora
većine konstrukcija mora obratiti pažnja na radove čiji je redosljed uglavnom sljedeći:
1. Skinuti kleme sa akumulatora,
2. Ispustiti ulje iz kartera (najbolje dok je motor zagrijan),
3. Ispustiti rashladnu tečnost iz bloka motora i hladnjaka,
4. Osloboditi veze gumenih crijeva između motora i hladnjaka,
5. Osloboditi veze cijevi od snabdijevanja gorivom,
6. Osloboditi sajle i poluge komandi za gas i spojnicu,
7. Osloboditi spojeve kontrolnih instrumenata,
8. Odvojiti izduvnu cijev sa kolektora,
9. Odrvnuti zavrtnjeve kojima je pričvršćen motor (ili sklop motora, spojnice i mjenjača),
i
10. Posebnim lancima ili sajlama na mjestima predviđenim za to zakačiti ili zavezati
motor i dizalicom ih nategnuti.
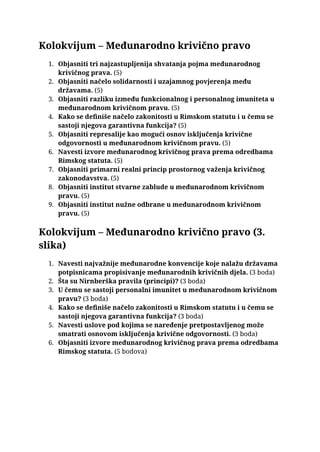
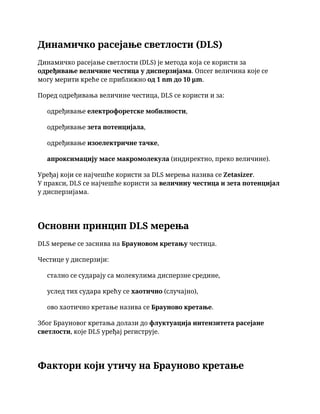
Na sljedećoj slici (slika 1) prikazano je vađenje motora iz vozila.
Slika 1.
– Vađenje motora iz vozila
1
1
https://www.oldtimeri.hr/restauracija/savjeti/vadenje-motora
Tehnološki postupci generalne opravke motora
11
Nakon što je provjeravanjem utvrđeno da je motor potpuno oslobođen svih spojeva, dizalicom
se pažljivo motor izvlači sa postolja. Pošto je motor izvađen, po pravilu se stavlja na
specijalna montažna kolica i odvozi u praonicu za spoljašnje pranje i čišćenje.
1.2. Spoljašnje pranje i čišćenje motora
Poslije vađenja motora iz vozila i njegovog dostavljanja u odjeljenje za čišćenje, prije nego se
počne sa pranjem vodom, potrebno je skinuti elektropokretač i dinamu (alternator). Čišćenjem
treba odstraniti blato i naslage prašine izmješane sa uljem. Nečistoće koje se nisu mogle
odstraniti mlazom vode treba odstraniti metalnim četkama i adekvatnim strugačem.
Skidanje masnih naslaga lakše se vrši ako se prethodno pokvase naftom i izvjesno vrijeme
prođe da bi omekšalo. Ovo spoljašnje pranje i čišćenje obezbjeđuje da se rastavljanje motora i
odvrtanje pojedinih zavrtnjeva normalno izvrši.
1.3. Rastavljanje motora
Poslije detaljnog spoljašnjeg čišćenja motora, potrebno ga je rastaviti dok je pričvršćen na
specijalnom montažnom stolu. Redosljed kojim se rastavlja motor ne može se odrediti nekim
konkretnim pravilom, jer to zavisi od same konstrukcije pojedine vrste motora. Prije
pristupanja rasklapanju motora potrebno je pripremiti mjesto gdje će se stavljati pojedini
dijelovi. Preporučljivo je da se pripreme posebne kutije za svaki agregat i sklop i da se
krupniji dijelovi redosljedom postavljaju na čist radni sto. Tako neće doći do gubljenja sitnijih
dijelova, do njihove zamjene ili oštećenja.
Kada je riječ o rastavljanju motora, susrećemo se sa sljedećim situacijama
2
:
1. Skidanje agregata
(bez obzira o kojoj vrsti motora je riječ, uvijek prva faza rastavljanja
motora, jeste skidanje agregata i dijelova sa motora, koji su pričvršćeni na glavi motora).
2. Skidanje glave cilindra
(ovaj postupak se vrši kada je motor hladan, jer bi u suprotnom
moglo dovesti do deformacije glave motora; kod dizel motora svaki cilindar ima svoju glavu,
dok je glava kod manjih motora za sve cilindre motora izrađena od jednog komada).
3. Skidanje donjeg kućišta
, tj. kartera (ova faza je zuzetno bitna zbog pravilnog zaptivanja
pri sklapanju motora i ugrađivanju zaptivača).
Na sljedećoj slici (slika 2) prikazano je skidanje donjeg kućišta - kartera.
2
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.

Tehnološki postupci generalne opravke motora
13
Na sljedećoj slici (slika 4) prikazano je skidanje zupčanika radilice.
Slika 4.
– Skidanje zupčanika radilice
5
5. Vađenje klipova i klipnjača
(prije skidanja treba provjeriti oznake na klipovima,
klipnjačama, poklopcima klipnjača i šoljama ležaja klipnjača; ovo je bitno za popravke kod
kojih se ponovo ugrađuju isti ležajevi, ali i kod motora kod kojih se osa klipnjače ne poklapa
sa osom cilindra; vađenje klipa i klipnjače iz motora zavisno je od vrste i konstrukcije motora;
nakon vađenja klipne grupe sve dijelove treba složiti po redu na čist radni sto).
Na sljedećoj slici (slika 5) prikazano je mjesto označivanja klipne grupe.
Slika 5.
– Mjesta označavanja klipne grupe
6
5
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
6
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
Tehnološki postupci generalne opravke motora
14
Na sljedećoj slici (slika 6) prikazane su oznake na klipnoj grupi.
Slika 6.
– Oznake na klipnoj grupi
7
6. Vađenje košuljica cilindara
(prije vađenja košuljica cilindara, a posebno ako te košuljice
treba ponovo ugrađivati, trebaju se sve košuljice označiti kako ne bi došlo do zamjene
prilikom montaže; košuljice cilindara označene su rednim brojevima cilindara, sve sa jedne
strane motora u tačno definisanom položaju),
7. Vađenje radilice
(prije nego što dođe do vađenja radilice treba provjeriti oznake na
poklopcima glavnih ležišta i kućišta, što znači definisati broj pomoću koji se određuje tačno
7
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.

Tehnološki postupci generalne opravke motora
16
2. KVAROVI, KONTROLA I OPRAVKA BLOKA MOTORA
Blok motora je najčešće izrađen od livenog gvožđa ili aluminijumskih legura, a sa unutrašnje
strane izvedena su ojačanja u vidu rebara, koja su spojena i sa njima se nalaze gnijezda
glavnih ležajeva radilice.
Na sljedećoj slici (slika 7) prikazan je aluminijumski blok šestocilindričnog rednog motora
(BMW AG).
Slika 7.
– Aluminijumski blok šestocilindričnog rednog motora (BMW AG)
8
8
http://www.autonet.hr/arhiva-clanaka/blok-motora
Tehnološki postupci generalne opravke motora
17
Blok motora služi za vođenje klipa i obavljanje radnih i pripremnih taktova u njemu, ali može
služiti i kao “držač” za razne druge dijelove. Na njemu su pričvršćeni i alternator,
elektropokretač motora, pumpa za rashladnu tečnost itd.
2.1. Mogući kvarovi bloka motora
Najčešći kvarovi koji mogu nastati na bloku motora, zavisno od toga da li je blok sa mokrim
ili suvim košuljicama cilindara, jesu:
Pucanje bloka (naprsnuća na bloku),
Deformacija ravnih površina i gnijezda ležišta,
Istrošeni i oštećeni navoji za zavrtnjeve glave i drugih dijelova.
2.2. Kontrola i opravka bloka motora
Poslije detaljnog pranja i čišćenja bloka, može se pristupiti kontroli i opravci bloka i to na dva
načina:
1) Kontrola i opravka pukotina na bloku motora
Pukotine na bloku mogu nastati kao posljedica smrzavanja vode u bloku, pregrijavanja
motora, a i od drugih oštećenja. Mogućnost postojanja pukotina kontroliše se najprije
detaljnim očnim pregledom, a osjetljiva mjesta pregledaju se pomoću lupe. Takođe, sumnjiva
mjesta se kontrolišu blagim udarcima čekićem, obraćajući pažnju na čistoću zvuka.
Propustljivost bloka najbolje se ispituje pod pritiskom tečnosti. Manje pukotine na bloku, ako
nisu na osjetljivim mjestima ili u vezi sa uljnim i drugim kanalima, mogu se zatvoriti,
odnosno „okrpiti“ čeličnim ili bakarnim limom ili elektrolučnim zavarivanjem koje izvodi
stručno lice, dok u slučaju većih pukotina blok treba zamjeniti. Pri zavarivanju mora se voditi
računa o predgrijavanju bloka motora.
2) Kontrola i opravka deformacije bloka motora
Deformacija bloka motora može nastupiti zbog mehaničkih i toplotnih naprezanja pri radu
motora. Ona se ogleda u manjoj izvitoperenosti gornje površine bloka i poremećenosti ose
ležišta radilice i bregaste osovine.

Tehnološki postupci generalne opravke motora
19
Slika 9.
– Ravno brušenje gornje površine bloka motora
11
Deformisana gnijezda ležišta opravljaju se posebnom radnjom (trnovanjem), pomoću koga se
nakon centriranja, kroz gnijezda provlači nož koji skida i sva gnijezda obradi i dotjera na istu
osu.
11
Čevra, A. i Videc, I., (1975),
Motori i vozila,
Školska knjiga II dio, Zagreb.
Tehnološki postupci generalne opravke motora
20
3. KVAROVI, KONTROLA I OPRAVKA CILINDARA I GLAVE CILINDRA
Cilindarske košuljice su tanki metalni dijelovi u obliku cilindra koji su ubačeni u blok motora
da bi formirali unutrašnju stijenku cilindra. Razlikuju se tzv. suve košuljice cilindara, koje su
utisnute u blok, sa kojim čine čvrsti sklop, i mokre košuljice, koje su u vidu čaura sa
prstenastim naslonom kojim naliježu na odgovarajuće prstenaste ispuste u bloku, tako da
tečnost za hlađenje neposredno kruži oko njih. Tokom upotrebe, cilindarska košuljica je
podložna habanju usljed djelovanja trljanja klipnih prstenova i oboda klipa.
Na sljedećoj slici (slika 10) prikazana je cilindarska košuljica.
Slika 10.
– Cilindarska košuljica
12
12
https://www.viser.edu.rs/uploads/
2018/10/07%20%20MSUS%20%20Glavni%20delovi%20motora%20SUS.pdf

Tehnološki postupci generalne opravke motora
22
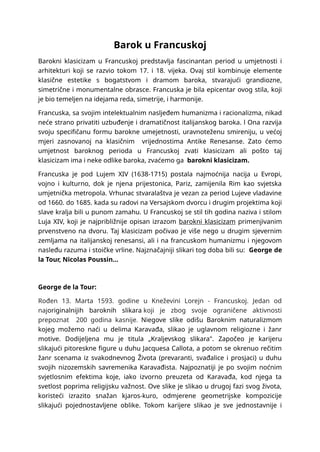
Cilindar se mjeri mikrometrom, pretežno u tri uzdužna presjeka (I, II, III), i to u svakom
presjeku u dva pravca: normalno na osovinicu klipa i u osi osovinice (A i B), prikazano na
sljedećoj slici (slika 11).
Slika 11.
– Presjeci mjerenja i kontrole cilindra
13
Trošenje cilindra uvijek je veće u pravcu normalnom na osu osovinice klipa i to u presjeku I,
gdje je najveće trošenje.
U praksi se veoma često mjere cilindri tzv. trnom promjenljive dužine i spoljašnjim
mikrometrom. Sve to je prikazano na sljedećoj slici (slika 12).
Slika 12.
– Mjerenje (kontrola) cilindra kontrolnim trnom
14
13
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
14
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
Tehnološki postupci generalne opravke motora
23
Kontrola cilindra pomoću komparatora
Komparator se koristi za upoređivanje prečnika sa više presjeka i za utvrđivanje njihove
eventualne razlike. Kontrola se vrši na način da se komparator prvo podesi, kako bi kazaljka
bila na nuli, onda kada je na osnovnom prečniku, od koga kontrolišemo odstupanje. Može se
podešavati u kalibrisanom otvoru, čiji je prečnik jednak osnovnom prečniku cilindra, ili se
podesi u samom cilindru, tako što se komparator uvuče u cilindar, naginje lijevo – desno sve
dok se kazaljka ne umiri. Na taj način se skala dovodi na nulu i učvršćuje.
Kontrola cilindra pomoću zazora cilindar – klip
Zazor između vodeće površine klipa i cilindra je propisan od strane proizvođača za svaki
motor, pa u skladu sa tim i debljina mjernog listića koji se može uvući između klipa i cilindra.
Na taj način mnogi proizvođači propišu i veličinu sile neophodnu kako bi listić bio izvučen.

Tehnološki postupci generalne opravke motora
25
3)
Opravka cilindara regeneracijom
Košuljice cilindra čiji se prečnici ne mogu dalje povećavati obradom (bušenjem ili brušenjem)
mogu se iskoristiti i dalje, tako da se na unutrašnju stranu nanese sloj metala, i to postupkom
hromiranja ili metalizovanja. Hromiranje se izvodi tako da se elektrolitskim postupkom na
unutrašnjost cilindra nanosi sloj hroma. Nakon toga, cilindar se honuje, pa se tako ponovo
može dobiti standardan prečnik cilindra. Drugi postupak jeste metalizovanje, kojim se
rastopljeni metal (čelik) nabacuje sa unutrašnje strane cilindra da bi se povećao prečnik,
potom se cilindar obrađuje bušenjem i honovanjem.
3.4. Mogući kvarovi na glavi cilindra
Glava cilindra je izložena velikim mehaničkim i termičkim naprezanjima. Najčešći kvarovi
su:
Nagomilavanje gareži u prostoru za sagorijevanje,
Deformacija (iskrivljenje) glave i
Pukotine na osjetljivim mjestima glave.
3.5. Kontrola ispravnosti i opravka glave cilindra
Prije kontorle glavu cilindra treba dobro isprati i odmastiti, a zatim odstraniti garež. Garež i
rđa iz prostora za sagorijevanje usisnih i izduvnih kanala čisti se metalnom četkom, prikazana
na sljedećoj slici (slika 13).
Slika 13.
– Čišćenje gareži sa glave motora
15
15
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
Tehnološki postupci generalne opravke motora
26
Kontrola deformisanosti glave cilindra
Naliježuća površina glave cilindra mora biti potpuno ravna. Ravnost glave može se ispitati
tako što se glava stavi na tanko obojenu ravnu ploču i lagano povuče. Deformisanost glave
može se kontrolisati pomoću lenjira i mjernog listića.
Brušenje glave cilindra
Ako se utvrdi da glava nije potpuno ravna, onda se vrši ravno brušenje da bi se skinuo tanki
sloj i površina postala potpuno ravna. Poslije brušenja treba glavu dobro očistiti i isprati od
metalne prašine nastale pri brušenju.
Ispitivanje postojanja pukotina na glavi cilindra
Eventualne pukotine na glavi cilindra teško se otkrivaju vizuelnim pregledom, zbog toga se
glava podvrgava ispitivanju pod hidrauličnim pritiskom. Ukoliko je glava pukla, treba je
zamjeniti.
Pritezanje glave cilindra

Tehnološki postupci generalne opravke motora
28
4. KVAROVI, KONTROLA I OPRAVKA KLIPA, KLIPNIH PRSTENOVA,
OSOVINICE KLIPA I KLIPNJAČE
Klip spada u pokretne dijelove motora SUS, i čini pokretno dno radnog prostora i svojim
kretanjem omogućava promjenu zapremine, a samim tim i odvijanje radnog procesa. Klip
motora predstavlja sastavni dio mehanizma pomoću koga se pritisak sagorjelih gasova prenosi
na koljenasto vratilo. Posredstvom klipnjače pretvara se pravolinijsko kretanje klipa u kružno
kretanje koljenastog vratila. Osim toga klip pomoću klipnih prstenova omogućuje kompresiju
vazduha ili gasova koji se nalaze u cilindru.
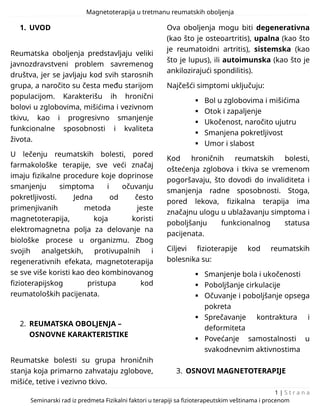
Na sljedećoj slici (slika 15) prikazani su različiti oblici klipa.
Slika 15.
– Različiti oblici klipa
17
4.1. Uslovi rada klipa
Temperature na klipu zavise od niza uticajnih veličina, kao što su proces sagorijevanja u
cilindru, vrste hlađenja, opterećenja itd. Najviša temperatura javlja se na čelu klipa i ona kod
Al-legure ne smije preći 400°C, jer inače dolazi do pukotina, pa čak i loma.
Najveće temperaturne razlike između klipa i cilindra su na gornjem dijelu klipa. Međutim,
dobar dodir sa cilindrom ostvaruju karike, pa se upravo preko njih klip najviše i hladi (plašt
klipa je od cilindra odvojen slojem mazivog ulja). Srednja brzina klipa kod najveće snage
motora je mjera izdržljivosti sklopa klip/cilindar. Kod motora putničkih automobila ona iznosi
do 18 m/s, a kod trkačkih do 25 m/s. Kod velikih brodskih motora srednja brzina klipa ne
prelazi 10 m/s. U doba svog najvećeg uspona vazduhoplovni klipni motori nisu prelazili
brzinu od 15 m/s, dok danas ona u načelu ne ide preko 10 m/s.
17
https://www.viser.edu.rs/uploads/2018/10/07%20-%20MSUS%20 %20Glavni%20delovi%20motora%20
SUS. pdf
Tehnološki postupci generalne opravke motora
29
4.2. Mogući kvarovi na klipu, prstenovima i osovinici
Mogući kvarovi na klipnoj grupi (klipu, klipnim prstenovima i osovinici klipa) su:
Trošenje vodeće površine klipa, čime se stvara veliki zazor klip - cilindar,
Ogrebotine po vodećoj površini klipa, koje nastaju pri pregrijavanju motora,
Trošenje (proširenje) žljebova za prstenove,
Nagorijevanje čela i ivica čela klipa i
Trošenje prstenova, njihova deformacija i pucanje.
4.3. Kontrola i premjeravanje klipova, prstenova i osovinica
Vrlo važna uloga klipa zahtjeva veoma važnu kontrolu njegove ispravnosti. Poslije vađenja
klipa iz cilindra treba pažljivo očistiti čelo klipa od naslaga gareži, a nakon toga specijalnim
kliještima skinuti klipne prstenove, i to redom počevši od prvog pa dalje. Poslije skidanja
prstenova, specijalnim alatom se očiste žljebovi za prstenove, a onda se rupe za odvod ulja u
žlijebu mazajućeg prstena na klipu moraju dobro očistiti. Tek kada je klip potpuno očišćen,
može se prići premjeravanju i provjeri tačnosti, na osnovu kojih se odlučuje da li se klip može
dalje upotrebljavati ili ne može.
Kontrola istrošenosti prečnika klipa
Dimenzija klipa se mjeri u prostoriji u kojoj je temperatura 20°C. Prečnik klipa se mjeri na
donjem vodećem dijelu klipa i to okomito na osu osovinice klipa, jer se tu najviše klip troši.
Dozvoljeno trošenje klipa, tj. maksimalni zazor klip – cilindar određuje proizvođač za svaku
vrstu motora. Treba znati da trošenju klipa uvijek treba dodati i trošenje cilindra, a ukupno
trošenje ne smije biti veće od 0,2 mm, što znači da je trošenje klipa dozvoljeno do 0,1 mm. Pri
mjerenju prečnika klipa i određivanju njegovog stanja, treba imati u vidu da klipovi mogu biti
standardnog prečnika ili klipovi pojačani, kod kojih je prečnik veći, zavisno o kom povećanju
se radi.
Kontrola zazora žlijeb - prsten
Trošenjem se žljebovi prstenova na klipu proširuju, kao što i prsten trošenjem postaje tanji,
što prouzrokuje veliki zazor između žljebova i prstena i pri radu dolazi do hodanja u žljebu
dolje – gore. Takvi prstenovi ne zaptivaju, već puštaju kompresiju iz cilindra u karter i
prouzrokuju prolaz ulja iz kartera u cilindar, što izaziva niz negativnih posljedica. Kontrola se
vrši uvlačenjem mjernog listića u žljeb pored prstena u žljebu i na osnovu debljine listića

Tehnološki postupci generalne opravke motora
31
3) Opravka klipnih prstenova
Istrošen i deformisan prsten se ne popravlja, ali se veoma često podešava veličina zazora
između krajeva prstena kada je u cilindru. Zazor prstena najčešće se proširuje brusom ili
turpijom. Na sljedećoj slici (slika 16), prikazano je podešavanje zazora krajeva prstena
brušenjem i turpijom.
Slika 16.
– Podešavanje zazora krajeva prstena brušenjem i turpijom
18
4) Rastavljanje i sastavljanje klipa i osovinice
Prije vađenja osovinice potrebno je izvaditi osigurač, koji je pretežno u obliku čeličnog
prstena, jer pretežno u kanalu osigurača ima gareži, pa je neophodno stegnuti klip u ručnu
stegu i šiljatim klještima stegnuti i izbaditi osigurače sa obje strane klipa. Istim postupkom se
osigurači i postavljaju pri montaži osovinice u klip. Osovinica klipa se vadi i ugrađuje na
sljedeći način:
Pomoću izvlakača,
Pomoću osovinice, čaure i ploče,
Zagrijavanjem klipa u električnoj peći,
Klizav spoj i
18
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
Tehnološki postupci generalne opravke motora
32
Veza sa zavrtnjem.
Na sljedećoj slici (slika 17) je prikazan način vađenja i ugrađivanja osovinice klipa.
Slika 17.
– Vađenje i ugrađivanje osovinice klipa
19
Na sljedećoj slici (slika 18) je prikazana montaža pomoću osovinice, čaure i ploče.
Slika 18.
– Montaža pomoću osovinice, čaure i ploče
20
19
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
20
Ibid.

Tehnološki postupci generalne opravke motora
34
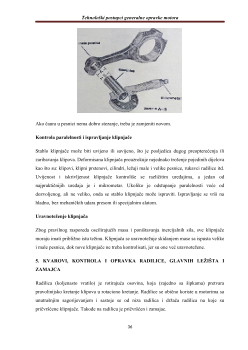
Nakon što su dijelovi čisti i suvi, stablo klipnjače se stegne u ručnu stegu uloškom stege od
bakra ili aluminijuma, zatim se stave šolje ležaja i donja polutka stegne zavrtnjevima na
propisanu veličinu momenta pritezanja, a nakon toga se vrši premjeravanje. Prečnik se mjeri
trnom promjenljive dužine i mikrometrom. Da bi se izmjerio zazor ležaja rukavca radilice
direktno u sklopu, često se veličina zazora mjeri pomoću tzv. šablonske kalibrisane niti. Zazor
u pesnici klipnjače (leteći ležaj) propisuje proizvođač i on zavisi od prečnika rukavca i vrste
materijala ležišta. Ukoliko izmjereni zazor prelazi dozvoljenu vrijednost, treba staviti nove,
pojačane ležajeve, ali se prije toga moraju premjeriti rukavci radilice.
Zamjena i dorada ležaja velike pesnice klipnjače
Ukoliko je mjerenjem utvrđeno da je zazor ležaja pesnice velike, opravka se može vršiti
zamjenom gotovih pojačanih ležaja ili se stavljeni ležajevi moraju doraditi obradom. Pri
zamjeni gotovih ležišta mora se izabrati odgovarajuća dimenzija. Takve određene šolje ležaja
ne treba obrađivati, nego ih propisno montirati i pritegnuti. Ležaj klipnjače se može dotjerivati
„tuširanjem“, tj. struganjem specijalnim alatom (šaberom) onih dijelova ležaja koji nisu ravni.
Opravka poklopca (polutke) ležaja klipnjače
Zazor između ležaja klipnjače i odgovarajućeg rukavca radilice se može smanjiti brušenjem
polutki klipnjače. Ukoliko su ležaji istrošeni kao na sljedećoj slici (slika 19), gdje je zazor u
osi klipnjače veći i ako između polutki nema podmetača – listića, te ukoliko šolja ležaja ima
odgovarajuću debljinu, krajevi polutki klipnjače se mogu zbrusiti.
Slika 19.
– Dotjerivanje poklopca (polutke) klipnjače brušenjem
21
21
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
Tehnološki postupci generalne opravke motora
35
Kontrola uzdužnog zazora ležaja klipnjače
Velika pesnica klipnjače pored poprečnog zazora mora imati i uzdužni zazor između koljena
(vrata) radilice i ležaja klipnjače. Ukoliko je zazor premali doći če do prevelikog trenja, a
ukoliko je zazor prevelik ulje će lako prolaziti kroz ležaj, pa podmazivanje neće biti dobro.
Uzdužni zazor propisuje proizvođač, a obično se kreće u granicama od 0,05 mm do 0,40 mm.
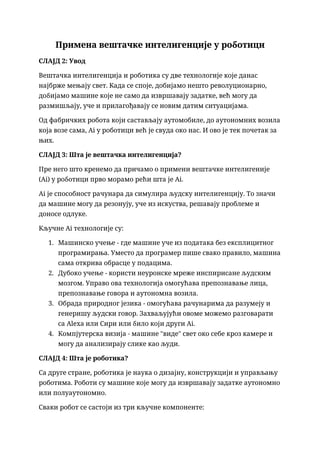
Kontrola i opravka čaure male pesnice klipnjače
Zazor između čaure male pesnice i osovinice klipa prvenstveno treba kontrolisati vizuelno i
probom. Ukoliko je zazor veliki pri trzanju (povlačenju) klipa naprijed - nazad, čuje se
kuckanje, tako da se može konstatovati da li je osovinica u klipu dobila zazor.
Premjeravanjem čaure u pesnici i prečnika izrađene osovinice utvrdi se zazor kao razlika ta
dva prečnika. Ukoliko je zazor veliki, a potrebno je ostaviti staru osovinicu, tada se čaura
obradi na mjeru koja obezbjeđuje propisno stezanje i pretežno uz pomoć prese, čaura se utisne
u pesnicu klipnjače.
Na sljedećoj slici (slika 20) prikazano je mjerenje zazora male pesnice.
Slika 20.
– Mjerenje zazora male pesnice
22
22
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.

Tehnološki postupci generalne opravke motora
37
5.1. Mogući kvarovi na radilici
S obzirom da je radilica najopterećeniji dio motora, pri pregledu u cilju opravke, radilicu i
ležište je potrebno detaljno pregledati.
Kvarovi na radilici i ležištima mogu biti
23
:
Pucanje radilice,
Trošenje rukavaca,
Iskrivljenost,
Neuravnoteženost sklopa radilice,
Kvar na prirubnim elementima i kanalima,
Trošenje ležišta rukavaca.
5.2. Kontrola i premjeravanje radilice
Nakon demontaže radilice, potrebno ju je detaljno oprati i odmastiti, tako da je moguće
utvrditi i najmanji njen nedostatak.
Kontrola postojanja pukotina na radilici
Poslije detaljnog vizuelnog pregleda radilice, treba je podvrgnuti ispitivanju da li ima
pukotina koje se ne mogu okom, pa niti drugim pomagalima uočiti. Elektromagnetno
ispitivanje pukotina se primjenjuje za pregled radilice, i vrši se posebnim mašinama, a zasniva
se na sljedećem principu – radilica se stavi u mašinu i magnetizuje, a zatim poljeva
mješavinom sitne željezne prašine i petroleja ili rijetkog ulja. Na mjestima gdje su pukotine,
nakupiće se željezna prašina, i to će signalizovati kvar (pukotinu). Ukoliko radilica ima
pukotine, treba je zamjeniti.
Kontrola i premjeravanje rukavaca radilice
Rukavci radilice koji se oslanjaju na glavne ležaje u bloku motora i leteće ležajeve u klipnjači,
moraju se veoma pažljivo premjeriti da bi se utvrdilo trošenje, ovalnost i koničnost rukavaca,
koji nastaju dugim radom. Rukavci se mjere mikrometrom, i to u dva presjeka i po dvije ose, i
za to mjerenje je potrebno radilicu postaviti u odgovarajuće prizme, dok se mjerenje vrši u
prostorijama sa temperaturom od 20°C. Pri mjerenju rukavaca treba pažljivo pregledati i
radijuse prelaza rukavaca i tijela radilice, tj. ramena.
23
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
Tehnološki postupci generalne opravke motora
38
Kontrola iskrivljenosti radilice
Kod radilice je izuzetno važno da je međusobni položaj osa glavnih rukavaca i letećih u
granicama koje propisuje proizvođač, a to će biti zastupljeno samo ukoliko radilica nije
deformisana (iskrivljena). Iskrivljenost radilice se kontroliše na način da se ona sa dva krajnja
rukavca postavi na dvije jednake prizme, koje se nalaze na potpuno ravnoj ploči, zatim se uz
pomoć komparatora mjere relativna odstupanja svakog rukavca radilice od ravne ploče.
Laganim okretanjem radilice se utvrđuju moguća odstupanja na komparatoru. Ukoliko je
radilica iskrivljena, to se na komparatoru mora pokazati. Dozvoljeno odstupanje „bacanje“
radilice propisuje proizvođač, a ono iznosi od 0,03 do 0,05 mm. Ukoliko je „bacanje“ manje,
pretežno do 0,3 mm radilicu je moguće ispraviti na hladno presom, a ako se javljaju veća
odstupanja radilica se odbacuje.
Kontrola uravnoteženja radilice
Radilica mora biti propisno uravnotežena, a ukoliko nije pri radu mogu nastati velike vibracije
cijelog motora, pa čak i vozila. Kontrola se može vršiti na samoj radilici, ali je mnogo bolje
na radilicu montirati zamajac, jer se on konstantno okreće sa radilicom. Radilica se sa
krajnjim rukavcima stavi na dva potpuno ravna oslonca i okrene, ukoliko je radilica
uravnotežena, ona će se zaustavljati u bilo kojim položajima, a ako nije uravnotežena uvijek
će se zaustaviti tako što će ležište biti okrenuto prema ravnoj ploči (višak težine će biti u
donjoj poziciji).
Kontrola tvrdoće rukavaca radilice
Trvrdoća rukavaca radilice će se mijenjati ukoliko je radilica bila pregrijana ili ukoliko je
brušenjem skidan deblji sloj. Danas, tvrdoća rukavaca radilice se mjeri posebnim uređajima –
sklerografima, pri čemu se rezultati moraju uporediti sa propisima proizvođača.
Kontrola opšteg stanja radilice
Pri pregledu radilice se moraju pregledati i svi navoji prirubne površine, kao i površine
radilice gdje naliježu zaptivači, takođe, treba pregledati čepove otvora za ulje, te ih zamijeniti,
pregledati i pročistiti kanale u radilici. Manje oštećeni navoji prirubnice se mogu popraviti, a
veća oštećena zahtjevaju zamjenu radilice.

Tehnološki postupci generalne opravke motora
40
Premjeravanje i zamjena ležaja
Premjeravanje ležaja obuhvata: premjeravanje unutrašnjeg prečnika, koje se vrši
mikrometrom i odstupanje koje se vrši komparatorom, a kod ležaja se mora kontrolisati i
širina šolje ležaja u odnosu na gnijezda i poklopac. Pri kontroli se mora premjeriti i uzdužni
zazor ležaja i radilice. Ležaji se danas zamjenjuju po standardnim podmjerama koje
proizvođač daje za ležaje i rukavce.
5.5. Mogući kvarovi na zamajcu
Kod automobilskih motora ispravnost zamajca je od izuzetne važnosti, jer se pored njegove
funkcije za uravnoteženje rada motora, prenosi i obrtni moment na spojnicu, a i pokretanje
motora se vrši pomoću zupčastog vijenca na zamajcu.
Najčešći kvarovi na zamajcu mogu biti
24
:
Kvar na ozubljenom vijencu,
Spoljašnja površina, na koju naliježe prenosna ploča spojnice, ispucala, hrapava ili
nagorjela,
Otvori za zavrtnje prošireni i oštećenog navoja,
Zamajac deformisan.
5.6. Kontrola i opravka zamajca
Kontrola zamajca se vrši vizuelnim pregledom, gdje se pokuša uočiti da nije došlo do
oštećenja zuba ili njegovog povećanog trošenja, kao i mogućih pukotina i čvrstoće sklopa,
zupčastog vijenca i zamajca. Ukoliko se utvrdi da je zupčasti vijenac oštećen, potrebno ga je
zamjeniti. Zamjena je moguća na više načina i to kod nekih motora se zagrijava na
temperaturu od oko 80°C i navuče na zamajac, dok se kod nekih pričvršćuje zavrtnjima.
Naliježuću frikcionu površinu ispucanu, deformisanu ili nagorjelu treba obraditi struganjem
na strugu, dok se ne dobije potpuno ravna površina, dok je kod manjih deformacija moguće
opravku vršiti i brušenjem. Oštećeni navoji na otvorima za pričvršćivanje spojnice mogu se
opraviti proširivanjem na veći prečnik zavrtnja. Vrlo važno je da se pri generalnoj opravci
motora zavrtnji za pričvršćavanje zamajca na radilicu obavezno zamjenjuju novim, i da se
pritežu moment ključem sa propisanom veličinom momenta pritezanja. Poslije montaže
obavezno je kontrolisati da li je zamajac deformisan.
24
Cvitanović, D, (1973),
Remont i održavanje benzinskih i dizel motora,
Svjetlost izdavačko preduzeće, Sarajevo.
Tehnološki postupci generalne opravke motora
41
6. KVAROVI, KONTROLA I OPRAVKA I REGLAŽA RAZVODNOG
(VENTILSKOG) MEHANIZMA
6.1. Uloga i dijelovi razvodnog mehanizma
Uloga razvodnog mehanizma je da omogući što bolje punjenje cilindra radnom materijom i
što potpunije odstranjivanje produkata sagorijevanja iz cilindra. Sastavni dijelovi su različiti,
zavisno od toga da li su ventili viseći ili stojeći, te od mjesta ugradnje bregaste osovine i
načina njenog pogona.

Tehnološki postupci generalne opravke motora
43
Pošto je bregasta osovina oslonjena na nekoliko ležaja, postoji mogućnost da se ona
deformiše (iskrivi), zbog čega njeni rukavci nisu u istoj osi, što prouzrokuje preveliko trošenje
ležišta, čak i zaribavanje. Kontrola aksijalnosti rukavaca vrši se tako što se kontroliše
„bacanje“ srednjeg rukavca. Okretanjem bregaste osovine na komparatoru očitava se
„bacanje“ srednjeg rukavca u odnosu na krajnje rukavce. Ukoliko je „bacanje“ veće od
dozvoljenog, bregastu osovinu treba mjenjati ili ispravljati. Za manja odstupanja moguće je
ispravljati bregaste osovine na hladno hidrauličnom presom.
2) Kontrola istrošenosti bregova
Pravovremeno otvaranje i zatvaranje ventila može se postići samo ako je zastupljen
odgovarajući oblik i visina bregova. Pri kontroli „bacanja“ bregaste osovine odmah se mogu
kontrolisati i visine dizanja pojedinih bregova. Visina dizanja brijega mjeri se komparatorom,
tako što se mjeri radijalno odstojanje od vrha brijega do najniže tačke osnovnog kruga. Ne
smije se dozvoliti trošenje bregova veće od 0,5 mm. Istrošenost rukavaca bregaste osovine
kontroliše se premjeravanjem pomoću komparatora. Ako se utvrdi ovalnost ili koničnost veća
od dozvoljene, rukavci osovine se opravljaju brušenjem, a maksimalno dozvoljena ovalnost
rukavaca je 0,05 mm. Rukavci se mogu opraviti i hromiranjem uz naknadno brušenje.
Istrošenost zubaca na zupčaniku bregaste osovine kontroliše se i premjerava specijalnim
mikrometrom.
3) Kontrola i zamjena ležaja bregaste osovine
Pri kontroli ispravnosti ležišta bregaste osovine potrebno je pregledati da li na ležajnim
čaurama ima većih zareza, oštećenja i ovalnosti ležišta. U slučaju da se utvrdi bilo kakva
nepravilnost, ležajne čaure treba mijenjati.
6.3. Ventili
1) Vađenje ventilskog sklopa
Zavisno od toga da li su ventili viseći ili stojeći, razlikuje se način skidanja ventila i
ventilskog sklopa. I u jednom i u drugom slučaju glava cilindra se mora skinuti da bi se ventili
izvadili.
2) Mogući kvarovi ventila
Tehnološki postupci generalne opravke motora
44
Ventili su u radu izloženi veoma teškim uslovima, zbog termičkih naprezanja i naglih
promjena temperature, kao i mehaničkih naprezanja od pritiska gasova, udara klackalice, itd.
Takođe, zbog uzdužnog pomjeranja ventila u vođici, stablo ventila je zbog trenja izloženo
trošenju.
Najčešći kvarovi na ventilima su
26
:
Trošenje stabla po prečniku i dužini, kao i iskrivljenost stabla,
Trošenje, nagorijevanje i deformacija pečurke ventila,
Slabo zaptivanje ili nepropisno otvaranje i zatvaranje – kao posljedica neregulisanog
zazora ventil – klackalica.
3) Kontrola i premjeravanje ventila
Prije kontrole i premjeravanja, ventile je potrebno oprati i posušiti, a poslije toga treba ih
očistiti od gareži da bi se mogli uočiti i najmanji nedostaci. Garež na ventilima se čisti
čeličnom četkom. Stablo ventila premjerava se mikrometrom, dok izduženje (trošenje) i
iskrivljenost ventila kontroliše se komparatorom.
4) Opravka ventila brušenjem
U slučaju manjih oštećenja, naliježuće površine ventila popravljaju se brušenjem, a to se brusi
na specijalnoj električnoj brusilici. Poslije brušenja ventila, potrebno je izvršiti probu
propustljivosti, odnosno zaptivanje ventila i sjedišta. Ukoliko se utvrdi da zaptivanje nije
dobro, potrebno je dotjerivati ventile i sjedišta polivanjem brusne paste i to ručno ili
specijalnom brusilicom.
6.4. Reglaža razvoda (dovođenje u fazu)
1) Postupak reglaže razvoda
Za svaki motor su tačno određeni trenuci otvaranja i zatvaranja ventila. Dovođenje radilice i
bregaste osovine u propisani položaj naziva se „reglaža razvoda ili stavljanje razvoda u fazu“.
Ovu operaciju reglaže potrebno je vršiti uvijek kada se sastavlja motor, zamjenjuje zupčanik u
razvodnoj kutiji, kao i prilikom zamjene lanca ili lančanika u razvodnoj kutiji. Takođe, treba
26
Čevra, A. i Videc, I., (1975),
Motori i vozila,
Školska knjiga II dio, Zagreb.

Tehnološki postupci generalne opravke motora
46
pritezanje se mora se vršiti vrlo pažljivo. Pravilo je da se uvijek pri postavljanju glave mora
ugraditi novi zaptivač (dihtung glave). Redosljed pritezanja zavrtnjeva glave motora opisano
je u prethodnom dijelu rada. Na samom kraju montira se ventilski sklop razvoda, pri čemu je
potrebno regulisati zazor usisnih i izduvnih ventila prema tehničkim preporukama
proizvođača. Poslije izvršene montaže ovih osnovnih dijelova pristupa se montiranju
spoljašnjih dijelova i agregata na motor.
Ispitivanje i proba motora
Poslije završene generalne opravke motora, potrebno je isprobati motor, odnosno
funkcionisanje svih dijelova, te da li motor daje potrebnu snagu, da li je potrošnja goriva u
granicama normalnog, da li je hlađenje, podmazivanje normalno, itd. Proba i ispitivanje
motora na probnom stolu se vrši u dvije faze i to:
Hladno razrađivanje i ispitivanje motora,
Ispitivanje i razrada motora na toplo.
Ako se utvrdi da je sve u redu, motor se može ugraditi u vozilo. Ukoliko se utvrdi da ima
nekih nedostataka potrebno ih je otkloniti.
Ugrađivanje motora u vozilo
Poslije završenog ispitivanja i probe motor se ugrađuje u vozilo. Pri ugrađivanju treba voditi
računa na sve ono što je napisano u poglavlju 1.1. o vađenju motora iz vozila u ovom radu.
ZAKLJUČAK
U ovom diplomskom radu se može zaključiti da je habanje (trošenje) svakog motora sa
unutrašnjim sagorijevanjem neminovno, zbog mehaničkog i toplotnog djelovanja kojima je
motor izložen trošenju i koroziji, takođe radne površine cilindara ili cilindarskih košuljica
izložene su veoma velikim opterećenjima, pa se habaju brže od ostalih dijelova motora. Ostali
dijelovi motora kao što su klip, klipni prstenovi, ventili, radilica, zamajac, bregasto vratilo,
Tehnološki postupci generalne opravke motora
47
takođe se troše (lome) u zavisnosti od pređenih kilometara, uslovima eksploatacije, i samog
kvaliteta tih dijelova.
U ovom radu su opisani i objašnjeni tehnološki postupci koji se koriste kada se radi generalna
opravka motora, a to su:
1. Vađenje motora iz vozila,
2. Spoljašnje pranje i čišćenje motora,
3. Rastavljanje motora,
4. Pranje i odmašćivanje dijelova,
5. Premjeravanje (defektaža), opravka i kompletaža dijelova motora,
6. Sastavljanje motora i reglaža,
7. Razrađivanje i proba motora, i
8. Ugrađivanje motora u vozilo i proba u vožnji.
Najvažniji znakovi da nešto u motoru nije u redu, a koji se opažaju za vrijeme upotrebe
motora (tada se treba uraditi generalna opravka motora), su sljedeći:
Gubitak snage motora (motor ne vuče tako dobro kao ranije),
Gubitak kompresije u nekim ili u svim cilindrima,
Povećanje potrošnje goriva,
Povećanje potrošnje ulja za podmazivanje,
Zauljivanje svjećica,
Pojava plavog dima na izduvu i
Bučan zvuk klipova (pri manjem gasu i dok je motor hladan).
Vizuelnom metodom dijagnostikuju se veća oštećenja motora, veće površinske prsline,
proboji, oštećenost navojnih otvora, deformisanost naliježućih mjesta cilindarskih košuljica,
ventila, ležaja, kao i risevi i ogrebotine na donjoj površini bloka.
Metodom tehničkih mjerenja provjerava se veličina pohabanosti cilindara (cilindarskih
košuljica), gnijezda ležajeva, gnijezda čaura, naležućih mjesta cilindarskih košuljica, otvora
za vođice ventila i neravnost gornje površine bloka. Hidrauličnom metodom se otkrivaju
prolazne prsline i vrši provjera hermetičnosti. Ova ispitivanja se izvode pomoću vode pod
pritiskom od 0,2 – 0,4 MPa u trajanju od pet minuta. Skrivene prsline je najteže otkriti, pa se
za tu svrhu primjenjuju različiti metodi defektoskopije: magnetni, penetrantski, rijeđe
radioskopski i ultrazvučni.

Tehnološki postupci generalne opravke motora
49
I. Filipović, B. Pikula, D. Bibić, M. Trobradović,
Primjena alternativnih goriva u cilju
smanjenja emisije zagađivača kod cestovnih vozila
, Mašinski fakultet, Sarajevo, 2005.
Jasna Golubić,
Promet i okoliš
, FPZ, Zagreb 1999.
Internet izvori:
1.
https://www.viser.edu.rs/
2.
http://www.autonet.hr/arhiva-clanaka/blok-motora
3.
https://www.prometna-zona.com/blok-motora/
,
4.
https://int.search.tb.ask.com/search/AJimage.jhtml?
&n=78493048&p2=%5EY6%5Exdm269%5ETTAB02%5Eba&pg=AJimage&pn=2&
ptb=3D2EC60F-EF7D-425F-B00A
D3D81858F3B6&qs=&searchfor=V+blok+motora&si=EAIaIQobChMI9LKchoft2wI
ViTrgCh0mACkEAEYASAAEgKltfD_BwE&ss=sub&st=sb&tpr=sbt&ots=15912002
36708&imgs=1p&filter=on&imgDetail=true
,
5.
https://mlfree.com/sve-o-boxer-motoru/
POPIS SLIKA
Slika 1.
Vađenje motora iz vozila, strana 10
Slika 2.
Skidanje donjeg kućišta (uljnog korita) – kartera, strana 12
Slika 3.
Skidanje lančanika bregaste osovine, strana 12
Tehnološki postupci generalne opravke motora
50
Slika 4.
Skidanje zupčanika radilice, strana 13
Slika 5.
Mjesta označavanja klipne grupe, strana 13
Slika 6.
Oznake na klipnoj grupi, strana 14
Slika 7.
Aluminijumski blok šestocilindričnog rednog motora (BMW AG), strana 16
Slika 8.
Kontrola gnijezda glavnih ležišta u bloku, strana 18
Slika 9.
Ravno brušenje gornje površine bloka motora, strana 18
Slika 10.
Cilindarska košuljica, strana 20
Slika 11.
Presjeci mjerenja i kontrole cilindra, strana 21
Slika 12.
Mjerenje (kontrola) cilindra kontrolnim trnom, strana 22
Slika 13.
Čišćenje gareži sa glave motora, strana 25
Slika 14.
Redosljed pritezanja zavrtnjeva glave cilindra, strana 26
Slika 15.
Različiti oblici klipa, strana 27
Slika 16.
Podešavanje zazora krajeva prstena brušenjem i turpijom, strana 30
Slika 17.
Vađenje i ugrađivanje osovinice klipa, strana 31
Slika 18.
Montaža pomoću osovinice, čaure i ploče, strana 31
Slika 19.
Dotjerivanje poklopca (polutke) klipnjače brušenjem, strana 33
Slika 20.
Mjerenje zazora male pesnice, strana 34