Јавна установа
Техничка школа „Михајло Пупин“
Бијељина
Смијер бравар
Завршни рад из практичне наставе
ИЗРАДА КОЛИЦА ЗА СТРУГОТИНУ МИГ/МАГ
ПОСТУПКОМ
Ментор: Кандидат:
Љубиша Ћукановић Милорад
Лукић
Бијељина, мај 2023.
4
1.МИГ/МАГ ЗАВАРИВАЊЕ
МИГ/МАГ заваривање је процес заваривања који данас у водећим индустријским
земљама има највећу заступљеност.
МИГ = Метал инерт гас (заваривање метала у инертном гасу, нпр у чистом аргону),
МАГ = Метал ацтиве гас (заваривање метала у активном гасу, на пример у чистом ЦО2
гасу или у мешавини аргона и ЦО2 или мешавини аргона и О2...).
С обзиром да је код нас у Србији, а такође у још неким земљама, до недавно било
заступљено најчешће заваривање у ЦО2 гасу ово заваривање се још увек често
жаргонски зове „ЦО2 заваривање“, па чак и у ситуацијама када се уопште не користи
ЦО2 нпр при заваривању алуминијума када се користи чист аргон Опрема и за МИГ и
за МАГ је иста, једино се мења гас који се прикључује на апарат.
Специфичност процеса је да је полуаутоматски (боље речено делом мануелни а делом
аутоматски), тј. жица се додаје аутоматски, још су неки параметри аутоматски
контролисани, а заваривач контролише други део параметара пре свега вођење
пиштоља.
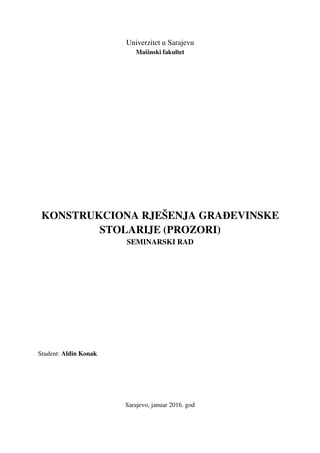
Слика 1.
Шема процеса МИГ/МАГ заваривања
5
1.1.Oпшти концепт МИГ/МАГ заваривања
Комплет за МИГ/МАГ заваривање се састоји од:
апарата тј. извора струје (и то такозване CV струје),
додавач који гура жицу (додавач може бити одвојен од извора а може са њим
бити у једном кућишту),
боца са гасом и редуцир вентилом и цријевом од редуцир вентила до апарата,
пиштољ за заваривање са поликаблом (у поликаблу се налази бужир кроз који
иде жице, проводник за струју и цријево за довод гаса). Притиском на окидач на
пиштољу, дешава се да излази жица под напоном и истовремено гас,
Кљешта за масу са каблом за масу,
Кабл за струју са утикачем.
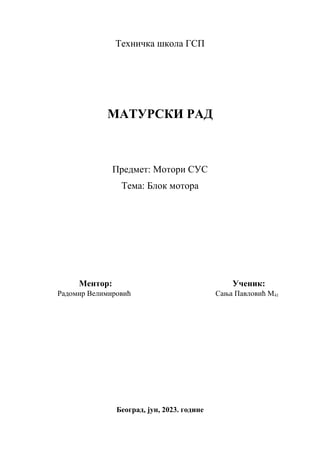
Слика 2.
Приказ промјене ампераже у зависности од лука нагиба лука
Види се са слике да је карактеристика РЕЛ/ТИГ апарата тзв „вертикална/падајућа“ тј
„са констатном амперажом“ (тј РЕЛ/ТИГ апарати се и зову CC апарати или CC извори
струје (CC = Constant current)).
Конкретно то значи да када РЕЛ/ТИГ заваривач ради и одржава неки назови правилан
лук (на слици означен са тачком (1) тј лук са правилном дужином а онда махинално
мало скрати лук рецимо ненамјерно јачим гурањем електроде током вођења или због
дрхтања руке (тачка 3) види се да је ампеража остала малтене иста (тј код неких
апарата којима је статичка карактеристика буквално вертикална, ампеража остаје баш
иста, а код ове криве са слике која је „стрма“, ампеража је благо повећана за прилично
велико скраћење лука. Такође за махинално повећење лука, десиће се да ампеража
7
2.НАПОНИ ЗАВАРИВАЊА
2.1.Амеража
Свако ко је упућен у РЕЛ и ТИГ заваривање зна да се на тим апаратима подешава
ампеража, па би морала и овде. Али не, она се овде не подешава на контролном панелу
апарата, без обзира на сву тврдоглавост упућених у РЕЛ и ТИГ заваривање да се ипак
подешава. Она је резултат подешене брзине жице, пречника жице и препуста жице
(слободног краја жице, то је онај дио жице који вири из дизне током заваривања) као и
самог материјала жице. МИГ/МАГ заваривање спада у тзв полу-аутоматске поступке,
тј мануално-аутоматске поступке. Мануално се контролише слободан крај жице током
заваривања, начин вођења пиштоља (гурање од себе или ка себи), њихање. Аутоматски
(подешавањем на командној табли апарата) се контролише брзина довођења жице
(потенциометром за брзину жице) и дужина лука (потенциометром за напон). Још
једном, нигдје ту нема подешавања ампераже, али наравно она постоји а колика ће
бити зависи од оног горе побројаног. У струци се, када неколико фактора (а овде су то:
брзина жице, пречник жице, врста метала жице и препуст жице) утиче на један
резултат (овде ампеража), користи метод генерализације да би се објаснио сваки
појединачни утицај. Конкретно, разматра се само један утицајни фактор а остали се
занемарују и тако док се сви не изређају. Генерализујмо брзину жице (која се подешава
на командној табли) а занемаримо све остало. Брзина жице се у Европи изражава у
м/мин (метара у минути) а у САД у инчима у минути (ипм). Када подесите неку брзину
жице имате једну амперажу. Када смањите брзину жице смањује се ампеража. Када
повећате брзину жице повећава се ампеража. Зависност ампераже од брзине жице
зависи од конструкције апарата али је углавном у једном дијелу линеарна. Разлог за
овај феномен (већа брзина жице = већа ампеража и обрнуто) је већ описана. Замислите
да, умјесто да заваривач махинално гурне пиштољ ка предмету и смањи лук, да
заваривач одржава исти лук али му неко повећава брзину на апарату. Пошто је
МИГ/МАГ апарат тврдоглава CV машина, тј сам у дјелићима секунде само-регулише
дужину лука и то не дозвољава никоме другоме, он сам повећа струју да би сагорио
онај вишак жице и вратио дужину лука на оригиналну подешену на апарату. То исто,
ако заваривач одржава исту дужину лука а неко му смањи брзину жице, десиће се да
апарат сам смањи амперажу да би се жица спорије топила и да се лук врати на
подешену дужину.
Генерализујмо препуст жице помоћу Омовог закона:
U=R x I
(Напон је једнако отпорност пута ампеража).
Тј пошто је U = const (јер је подешено на апарату)
amperaža = const / R
Отпорност физике је
: R = r x (L/S)
r = специфична отпорност конкретног метала жице,