2. Суштина, карактеристике и производне операције
НПО
Неконвенционалне методе обраде (НПО) дефинисане су као група процеса
који одстрањују вишак материјала разноврсним техникама које укључују механичку,
термалну, светлосну, електричну, магнетну, нуклеарну или хемијску енергију или
комбинацију ових енергија, али не користе оштре резне алате који се користе код
конвенционалних (традиционалних) машинских обрада.
Неконвенционалне методе обраде се примењују тамо где традиционалне
методе нису могуће, или су отежане, не задовољавају услове прераде или нису
економичне.
Развијено је пар специјалних метода како би се изашло у сусрет посебно
захтевним условима машинске обраде. Када се ове методе правилно примене оне
пружају многе предности у односу на традиционалне методе.
Најчешће се неконвенцоионални поступци разврставају према врсти енергије
и типу уклањања вишка материјалаи то на поступке (Недић, Лазић 2007:165):
- ECМ – електрохемијске обраде,
- ЕDМ – електроерозионе обраде,
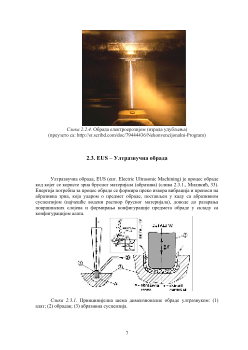
- ЕUS – ултразвучне обраде,
- ЕBМ – обраде електронским снопом,
- LBМ – обраде ласером,
- PЈМ – обраде плазмом,
- CМ – хемијске обраде,
- WЈМ – обраде воденим млазом,
- АЈМ – обраде абразивним млазом,
- анодномеханичке обраде,
- обраде у електромагнетном пољу,
- електрохидрауличне обраде,
- обраде експлозијом,
- електромеханичке обраде,
- комбиновани поступци обраде и сл.
Основне карактеристике појединих поступака обраде дате су у табели 1.
2
(Преузето са: http://scindeks-clanci.ceon.rs/data/pdf/0354-6829/2007/0354-
68290702075R.pdf)
2.1. ЕCМ – Елекрохемијска обрада
Елекрохемијска обрада материјала (eng. Еlectrochemical Маchining – ECM),
функционише на принципу проласка једносмерне струје кроз електрично коло
између електрода потопљених у електролит. Приликом проласком једносмерне
струје на аноди (предмету обраде) долази до анодног растварања метала и његовог
преласка у електролит. Метал се отклања из зоне обраде путем интензивног кретања
електролита, а предмет обраде поприма облик алата, односно катоде.
Процес обраде (сликa 2.1.1) састоји се од локалног анодног растварања при
проласку једносмерне струје високе густине кроз електролит (водени раствори
киселина, база и соли, најчешће натријум хлорида) који циркулише. До измене
конфигурације зазора између електрода (0.05÷1mm), прерасподеле густине
електричне струје, измене хидродинамичких и других параметара процеса долази
услед анодног растварања површинских слојева предмета обраде. Интензивним
кретањем електролита обезбеђује се одношење продуката анодног растварања из
зоне обраде и копирање профила катоде на површини аноде.
Овај процес машинске обраде се претежно користи за израду делова сложене
конфигурације и мале крутости, као и за обраду површина које су неприступачне за
традиционалне алате и за висококвалитетне материјале који су склони образовању
пукотина (силицијум, германијум, берилијум и сл.), као и реализацију других
производних операција.
3
малом растојању доћи до пробоја електричне струје кроз диелектрикум и појаве
искре. Ово растојање се назива критичним и креће се у границама 0,005÷0,5
mm
.
Тако отпочиње процес електричног пражњења кроз уски канал између радног
предмета и алата у коме долази до претварања електричне енергије у топлоту и до
интензивног загревања површине радног предмета и алата. Када се помоћу
прекидача прекине ток струје, нестаје веома брзо и канал за пражњење. Долази до
наглог хлађења растопљеног метала и до његовог експлозивног избацивања из
површине обратка и алата. Овим се у подручју канала за пражњење образује једно
мало удубљење звано кратер. Поступак се понавља
.
Слика 2.2.1.
Основни поступак електроерозивне обраде
Електроерозионим поступцима обраде је могуће реализовати велики број
производних операција коришћењем профилисаног или непрофилисаног алата у
виду пуне или жичане електроде (слика 2.2.2.) (Недић, 166)
Слика 2.2.2.
Обрада жичаном електродом
5