UVOD
Pod nekonvencionalnim postupcima obrade podrazumevaju se metode
obrade i oblikovanja materijala koje se primenjuju u slucajevima kada nije
renrabilna primena klasicnih postupaka obrade (rezanje i deformisanje) ili
kada se obrada klasicnim metodama uopste ne moze izvesti.
Nekonvencionalni postupci obrade se primenjuju kod obrade
teskoobradivih materijala (visokolegirani celici i specijalne legure u
vazduhoplovstvu, raketnoj i nuklearnoj tehnici, poluprovodnici u
elektronskoj industriji), pri izradi slozenih alata ( alati za izradu delova od
lima, alati za kovanje, livenje pod pritiskom i sl.).
Kod nekonvencionalnih postupaka obrade efekat odvajanja materijala
se postize dovodjenjem odredjenog vida energije ( elektricne, toplotne,
mehanicke, svetlosne i dr.) direktno u zonu obrade. Vecina ovih postupaka
se zasniva na koriscenju elektricne energije. Pri tome se elektricna energija
dovodi neposredno u zonu obrade ( postupci elektroerozivne i
elektrohemijske obrade kao i drugi slicni postupci) ili se elektricna energija
prethodno pretvara u neki drugi vid energije (toplotnu, svetlosnu,
mehanicku) kao sto je slucaj kod obrade svetlosnim zracima (obrada
laserom), obrade elektronskim zracima i ultrazvucne obrade. Osim toga,
nekonvecionalne postupke obrade moguce je podeliti prema nacinu dejstva
elektricne struje ( toplotno, hemijsko, mehanicko,kombinovano). Na
principu toplotnog dejstva elektricne struje se zasniva na: elektroerozivna
obrada, obrada laserom, obrada elektronskim zracima. Na principu
hemijskog dejstva baziraju se na elektrohemijska obrada, elektrohemijska
ciscenja i nagrizanja,elektoabrazivna obrada i anodomehanicka obrada.
Mehanicko dejstvo koristi se kod ultrazvucne obrade.
3
1.NEKONVENCIONALNI POSTUPCI OBRADE
Obrada novih materijala klasičnim postupcima obrade je veoma
otežana, često i nemoguća. Zbog toga se, paralelno sa razvojem novih
materijala, razvijaju, usavršavaju i uvode novi progresivni postupci obrade,
veće produktivnosti i ekonomičnosti prerade metala.
Novi,
nekonvencionalni postupci obrade (NPO), su postupci kod kojih se
uklanjanje viška materijala, izmena oblika, dimenzija i strukture materijala
ostvaruje korišćenjem električne, hemijske, svetlosne, magnetne, nuklearne i
drugih vidova energije dovedenih neposredno u proces - zonu rezanja.
Klasifikacija nekonvencionalnih postupaka obrade je moguća prema: vrsti
energije i radnog (prenosnog medijuma), osnovnim mehanizmima
uklanjanja viška materijala, tipu izvora energije i slično.
1.1.Podela nekonvencionalnih postupaka obrade
Do sada je razvijen veliki broj nekonvencionalnih postupaka obrade,
koji se međusobno bitno razlikuju kako po vrsti energije koju koriste tako i
po načinu skidanja materijala sa obratka. Nekonvencionalni postupci obrade
se mogu podeliti primenom različitih kriterijuma. Tako npr.
prema vrsti
energije
koju koriste razlikuju se:
MEHANIČKI POSTUPCI,
TERMOELEKTRIČNI POSTUPCI,
ELEKTROHEMIJSKI POSTUPCI i
HEMIJSKI POSTUPCI.
Prema osnovnom mehanizmu
kojim se ostvaruje skidanje materijala
obratka razlikuju se:
POSTUPCI EROZIJE,
POSTUPCI RASTAPANJA ili ISPARAVANJA i
POSTUPCI ELEKTROHEMIJSKOG i HEMIJSKOG
RASTVARANJA.
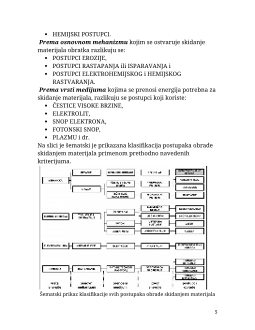
Prema vrsti medijuma
kojima se prenosi energija potrebna za skidanje
materijala, razlikuju se postupci koji koriste:
ČESTICE VISOKE BRZINE,
ELEKTROLIT,
SNOP ELEKTRONA,
FOTONSKI SNOP,
PLAZMU i dr.
Na slici je šematski je prikazana klasifikacija postupaka obrade skidanjem
materijala primenom prethodno navedenih kriterijuma.
4
ELEKTROHEMIJSKI
i
HEMIJSKI POSTUPCI
, naročito
elektrohemijski, imaju danasveoma široku primenu. I ako postoje različite
varijante ovih postupaka, u ovugrupu uglavnom spadaju:
Elektrohemijska obrada – ECM (Elektrochemical Machining) i
Hemijska obrada – CHM (Chemical Machining).
U cilju povećanja efikasnosti ove grupe postupaka često se koriste i drugi
vidovi energijeili se pak iste kombinuju sa drugim postupcima obrade. Tako
su od niza mogućih kombinacija sadrugim postupcima obrade poznati
sledeći postupci:
Elektrohemijsko brušenje – ECG (Electrochemical Grinding),
Elektrohemijsko honovanje – ECH (Electrochemical Honing),
Elektrohemijsko-elektroerozivna obrada – ECDM (Electrochemical-
Discharge Machining) i dr.
1.2. Opšte karakteristike nekonvencionalnih postupaka obrade
Većina prethodno nabrojanih NPO je znatno kasnije razvijena i
uvedena u proizvodnu praksu u odnosu na KPOR koji imaju veoma dug
period razvoja i primene. I pored toga, danas sumnogi NPO dostigli visok
stepen razvoja, koji čak ni malo ne zaostaje za najrazvijenijim KPOR,a u
nekim slučajevima ih i prevazilaze. Zbog toga se slobodno može reć i da
NPO u nekim područjima primene sve više potiskuju KPOR zbog toga
što su ekonomičniji ili što daju mnogo bolje rezultate obrade (npr. tačnost i
kvalitet). Ovakav trend razvoja i uvođenja NPO posledica je pre svega
sledećih zahteva:
Porast konstrukcijskih zahteva mašinskih delova ka povećanju udela
teško obradljivih materijala za njihovu izradu.
Povećani zahtevi ka složenosti oblika alata za različite namene: alati
za obradu oblikovanjem (plastično deformisanje i livenje pod
pritiskom), alati za preradu stakla, plastičnih masa, gume i sl.
materijala.
Povećani zahtevi ka složenosti reznih alata od brzo reznog čelika i
tvrdog matala (npr. profilni noževi, profilna glodala, provlakači i dr.).
Povećani zahtevi za kompleksnošću izrade alata za obradu
oblikovanjem, prouzrokovane potpuno novim konstruktivnim
shvatanjem proizvoda.
Povećani zahtevi pri izradi minijaturnih delova povećane tačnosti.
Povećani zahtevi u pogledu produktivnosti i stvaranja pretpostavke za
uvođenje automatizacije i automatizovanih proizvodnih sistema u
gore navedene specifične oblasti proizvodnje.
6
Pretpostavke za vrlo dobru integraciju ovih proizvodnih metoda sa
NU-upravljanjem I sistemima CAD/CAM i CIM.
Pri vrednovanju NPO treba imati u vidu i neke njihove zajedničke
karakteristike koje se uglavnom mogu rezimirati u sledećim tačkama:
Nezavisnost brzine obrade, kvaliteta obrađene površine i
proizvodnosti od mehaničkih svojstava materijala obratka (tvrdoće,
jačine na kidanje, žilavosti i dr.). Međutim, ovo ne znači da je
obradljivost svih materijala ovim postupcima obrade ista. Razlike u
obradljivosti postoje, ali su one uslovljene fizičkim i hemijskim
osobinama materijalaobratka, kao što su toplotna i električna
provodljivost, sklonost ka rastvaranju u pojedinim sredinama i dr, a ne
mehaničkim svojstvima.
Odsustvo potrebe za postojanjem alata veće tvrdoće od tvrdoće
materijala obratka, što je kod KPOR osnovni preduslov. U skoro svim
NPO pritisak alata na obradak je vrlo mali ili je jednak nuli. Ovo
jedino nije slučaj kod nekih vrsta ultrazvučne obrade u kojima je
potrebno ostvariti određeni pritisak alata na obradak. Kod nekih NPO
alat čak I ne postoji, a kod velikog broja neophodno je ostvariti
određeni zazor između alata iobratka da bi se proces uklanjanja
skinutog materijala mogao nesmetano odvijati.
Značajno smanjenje odstranjenog dela materijala u odnosu na isti koji
nastaje prime-nom KPOR. Ova karakteristika ima poseban značaj pri
obradi skupih materijala kao štosu: dijamant, rubin, germanijum i
drugi mono kristalni materijali. NPO moguće je, npr. pri sečenju
ostvariti vrlo tanke rezove tako da je otpadak materijala vrlo
mali,čime se u značajnoj meri povećava ekonomičnost obrade.
Visoka tačnost obrade, naročito u onim slučajevima kada je obrada
KPOR nemogućaili vrlo teška. U mašinogradnji je često potrebno
obraditi delove sa visokom tačnošću,reda veličine 2÷5µm pa i manje.
Ova tačnost teško se ostvaruje KPOR, naročito kada su u pitanju
delovi malih dimenzija ili ako se obrada izvodi na teško pristupačnim
mestima. Primenom odgovarajućih NPO ovi zadaci se takođe uspešno
rešavaju.
7
pojedini NPO i ne moraju uvek biti jedini kriterijum za vrednovanje nekog
postupka obrade. Zbog toga se moraju posmatrati i druge uštede uradu i
troškovima proizvodnje, pogotovo kad se radi o teško obradljivim
materijalima, delovimamalih dimenzija i složenog geometrijskog oblika,
koji ponekad dostižu i stotine procenata.
Najveću prepreku većeg korišćenja NPO, bar za sada,čini visoka cena
mašina, odnosnokompletnih postrojenja za obradu. No i ona ima tendenciju
opadanja, s obzirom da se u njihovoj proizvodnji sve više
koriste ekonomičnije metode, da autorska prava polako ističu, kao i da
konkurencija na tržištu čini svoje.
Slika 1.1.
Uporedni pregled efekata obrade nekih KPOR i NPO
1.3.NEKONVENCIONALNI POSTUPCI OBRADE
9