ВИСОКА ШКОЛА ТЕХНИЧКИХ СТРУКОВНИХ СТУДИЈА ЧАЧАК
СПЕЦИЈАЛИСТИЧКЕ СТРУКОВНЕ СТУДИЈЕ ЕЛЕКТРОТЕХНИКЕ И
РАЧУНАРСТВА
МОДУЛ:ЕЛЕКТРОЕНЕРГЕТИКА
Предмет:Електротермички процеси у енергетици
Семинарски рад
СИСТЕМ ЕЛЕКТРОЛУЧНОГ ЗАГРЕВАЊА
Чачак, Јануар 2015.
Kандидат:
Драган Милосављевић
26/2014-C
Професор:
Др Славко Вардић дипл.инж.
Електротермички процеси у енергетици-Семинарски рад
2
Висока школа техничких струковних студија Чачак
САДРЖАЈ
СПИСАК СЛИКА:.......................................................................................................................... 3
1
УВОД........................................................................................................................................4
2
ЕЛЕКТРОЛУЧНЕ ПЕЋИ.......................................................................................................5
3
ПОДЕЛА ЕЛЕКТРОЛУЧНИХ ПЕЋИ...................................................................................6
4
ЕЛЕКТРИЧНИ ЛУК
................................................................................................................7
5
ЕЛЕКТРИЧНИ ПРИБОР ЕЛЕКТРОЛУЧНЕ ПЕЋИ
...........................................................8
6
ЕЛЕКТРИЧНИ РЕЖИМ РАДА ЕЛЕКТРОЛУЧНЕ ПЕЋИ ЗА ЧЕЛИК
.............................9
7
ЕЛЕКТРОДЕ ЗА ЕЛЕКТРОЛУЧНЕ ПЕЋИ
........................................................................12
8
ЗАКЉУЧАК
............................................................................................................................15
9
ЛИТЕРАТУРА И ИЗВОРИ
....................................................................................................16
Електротермички процеси у енергетици-Семинарски рад
4
Висока школа техничких струковних студија Чачак
1 УВОД
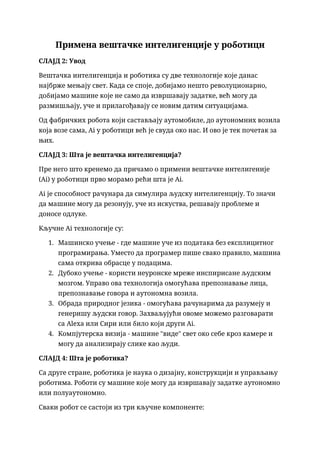
Електролучно загревање се користи код електролучних пећи за производњу челика. Претварање
електричне енергије у топлотну, код електролучних пећи (ЕЛП) врши се електричним
пражњењем у гасовитој средини или вакуму. Оваквим пражњењем могућа је велика концетрација
густине снаге и добијања изразито високих температура. Због велике концетрације густине снаге
на релативно малој запремини, код електролучног загревања није могуће равномерно загревање
метала, те се лучне пећи користе за топљење метала, а не за термичку обраду.
Слика 1.1 Пресек кроз електролучну пећ
Електротермички процеси у енергетици-Семинарски рад
5
Висока школа техничких струковних студија Чачак
2 ЕЛЕКТРОЛУЧНЕ ПЕЋИ
Електролучна пећ је електрична пећ у којој се сирово гвожђе топи електричним луком. Ово је
модернији поступак добивања легираних челика у којима је удео других метала(легираних
елемената) већи од 5%. Електролучна пећ се обично састоји од ватросталног омотача у који се
ставља шаржа(метални остаци који ће се топити). Три велике електроде, најчешће од графита, се
налазе на специјалним спајалицама структуре која омогућава дизање и спуштање електрода
зависно од захтева.
Након што се пећ напуни шаржом топљење почиње спуштањем електрода да би се упалио
електрични лук између електрода и шарже. Топлота генерисана са три електрична лука осигурава
топљење и рафинисање шарже. Енергија која се ослобађа у том процесу процењује се на
100МЈ/cm³ по волумену електричног лука при струјама од 60 кA што резултира температурама од
око 10000ºC у средини лука.
Појавом електричног лука започиње процес топљења који се одвија у две фазе.
У првој фази
(фаза топљења) која траје око 25мин, потрошња пећи је неравномерна.
Друга фаза
(фаза рафинације) има равомернију потрошњу и траје око 30мин. У другој фази
отопљена шаржа се загрејава до потребне температуре, убацују се други материјали потребни за
финални производ.
Капацитет електролучне пећи одређен је њеним унутрашњим промером, који може износити од
2м до 7м. Зависно од промера пећи, маса пуњења се креће од 2,7 до 155 тона а капацитет
трансформатора од 1500 до 35000 kVA. Ове пећи су контролисане тако да се могу нагињати и на
предњу страну (за уклањање троске) и на задњу страну (за изливање челика).
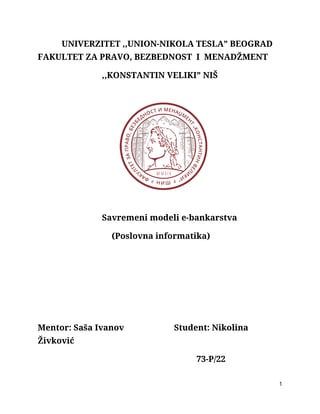
Облик пећи је ваљкастог облика. Тело пећи се састоји од челичног огњишта (закованог или
завареног) и ватросталне облоге. Плашт као саставни део пећи је осетљив на искивљавање. Дно
плашта је равно. На слојеве шамотних опека постављени су слојеви магнезитних (базичне пећ)
или силикатних опека (киселе пећи), затим гранулирани материјал пода и страница огњишта:
магнезитна мешавина (базичне пећи) или кварцни песак (киселе пећи). Изнад огњишта ваљкасти
зид пећи озидан је силикатним опекама; благо закривљени свод такође је изведен од силикатних
пека. Електролучна пећ се може пунити кроз врата с предње стране или одозго, помицањем свода
на страну. Испред сваке електролучне пећи мора бити постављена пламена пећ за сушење
додатака, како влага у њима неби изазвала експлозије или упијање водоника у челик. На страни
изливања челика постављена је мосна дизалица ( носивости 100т за 60т челика).
Слика 2.1 Челичана са две електролучне пећи