2
Увод
Заваривање је начин спајања два материјала у нераскидиву везу помоћу топлотне и/или
механичке енергије, са или без додатног материјала. То је један од најважнијих
технолошких процеса у савременој индустрији, посебно у машиноградњи, грађевинар-ству,
бродоградњи и процесној индустрији. Иако се на примере заварених спојева може наићи и у
далекој прошлости, конвенционални поступци заваривања припадају новијим
технологијама. Примера ради, данас најзаступљенији поступци заваривања у заштити
инертних и активних гасова (MIG/MAG поступци, TIG поступак) откривени су тек
четрдесетих и педесетих година прошлог века. И у нашој земљи (односно некадашњој
Југославији) заваривање почиње значајније да буде присутно тек педесетих година прошлог
века, када заварени спојеви потпуно избацују закивке са великих конструкција.
Захваљујући бројним предностима у односу на друге технологије, пре свега у повећању
чврстоће и смањењу масе конструкције, заваривање постаје доминантна технологија
спајања. Паралелно са великим индустријским развојем бивше Југославије, развијали су се
и поступци заваривања, па су праћена најновија светска достигнућа. Први стандард из ове
области објављен је већ 1961. године под називом „Техника варења метала“ којим се
дефинишу називи и појмови из заваривања. Већ 1972. године усваја се измена овог
стандарда под називом „Техника заваривања метала. Дефиниција појмова и називи“. Овај
стандард је био у употреби све до 2012. године када је повучен због усклађивања са
европским нормама. Свима који су учили заваривање, прво као студенти, а и касније кроз
научно-истраживачки рад, овај стандард је био основа и водич за бирану стручну
терминологију. Овде треба обратити пажњу на чињеницу да је већ 1972. године уведен
појам заваривање уместо дотадашњег варење. Без улажења у лингвистичку анализу ових
појмова, чињеница је да се и после четрдесет година, како у средствима јавног
информисања, тако и у стручним круговима, може наићи на појам варење, варилац и сл.
4
чине основни метал (1) и метал шава, код кога се разликују лице шава (2), наличје шава (3),
корен шава (4) и ивица шава (8). Код поступка заваривања топљењем шав настаје
очвршћавањем истопљеног основног и додатног метала, или само основног метала. Део
основног метала, који се топи у процесу заваривања и улази у састав метала шава зове се
увар (5), ((6) – граница увара, а (9) дубина увара). Зона утицаја топлоте је означена са (7), то
је онај део основног метала који трпи одређене структурне промене услед загревања и
хлађења. Основне димензије шава приказане су бројевима (11) – ширина, (12) – дебљина и
(10) – надвишење, а то важи за сучеони спој (б), угаони спој (в) и за наварени слој (г) код
кога је битна и његова дебљина (13). [6]
Слика 1 – Основни елементи завареног споја
[6]
Основни елементи жлеба су: [9]
1. страница жлеба
2. корен жлеба
3. оштри корен жлеба
4. тупи корен жлеба
5. размак у коренима жлеба
6. затупљење у корену жлеба
7. отвор жлеба
8. ширина отвора жлеба
9. угао отвора жлеба
10. угао закошења жлеба
5
Слика 2 – Основни елементи жлеба
[9]
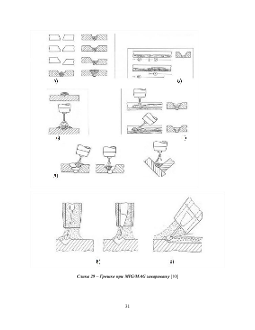
Најчешће коришћени жлебови и изгледи одговарајућих шавова су дати у табели 1.
Табела 1 – Облици најчешће коришћених жлебова
[10]
Припремљени жлеб у процесу заваривања топљењем може да се испуни у једном или у
више пролаза, или у више слојева (слика 3). То првенствено зависи од дебљине основног
материјала. [1]
Слика 3 – Врсте шавова
[6]
Завари
Део метала шава који је настао у једном пролазу или слоју назива се завар.
7
ознаке. Графичка ознака дефинише припрему жлеба и облика шава (табела 2), облик спољне
површине (табела 3), врсте спојева при заваривању притиском (табела 4), допунске радове
на кореном завару (жљебљење се означава удвојеним симболом облика спољне површине
код асиметричних жљебова или са две вертикалне цртице у средини симетричних жљебова)
и континуалност шава при заваривању топљењем (непрекидни шавови се означавају
хоризонталном цртицом преко основног симбола). [3]
Табела 2 – Ознаке најчешће коришћених жлебова и називи одговарајућих шавова
[6]
Табела 3 – Ознаке облика спољне површине шава
[10]
Табела 4 – Ознаке при заваривању притиском
[6]
Графичка ознака за упрошћено приказивање заварених спојева се исписује у близини шава,
на преломљеној показној линији или испод ње (слика 6). Тако на пример ознака на слици 6а
дефинише “V” шав без обраде лица, ознака на слици 6б непрекидни двострани угаони шав
са равним теменом, где је а дебљина шава, а ознака на слици 6в испрекидани двострани
несиметрични угаони шав са равним теменом, где је l дужина шавова, e размак између два
шава, n број шавова и a дебљина шава. Бројчана ознака садржи најбитније податке у
зависности од врсте споја, облика и континуалности шава и по правилу се састоји од два
броја, одвојена цртицом, први за коте пресека шава, а други за дужину шава. Примери
означавања непрекидних спојева су дати у табели 5, где су приказани једнострани „I“ спој,
двострани „Х“ спојеви (симетрични и несиметрични), једнострани удубљени и двострани
симетрични равни спој, а од испрекиданих спојева су приказани сучеони „I“ и угаони „Т“
спој. [10]