NAUKA
∗
ISTRAŽIVANJE
∗
RAZVOJ
SCIENCE
∗
RESEARCH
∗
DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2003), str. 09-13
9
D. Baji
ć
, G.M.
Ме
lni
č
uk,
А
.F. Lupan,
М
.
М
. Savickij, Ž. Ble
č
i
ć
ZAVARIVANJE
Č
ELIKA TIPA 18.10 ATIG-POSTUPKOM
A TIG WELDING OF STEEL TYPE 18.10
Originalni nau
č
ni rad / Original scientific paper
UDK / UDC:
621.791.
754
′
29:669.15
′
26
′
24-194.3
Rad primljen:
22.04.2003.
Adresa autora / Author's addres:
Mr Darko Baji
ć
, Mašinski fakultet, Podgorica;
Inž. G.
М
.
Ме
lni
č
uk, inž.
А
.F. Lupan, dr
М
.
М
. Savickij,
Institut elektrozavarivanja E.O.Paton NAN Ukraina, Kiev;
Prof. dr Žarko Ble
č
i
ć
, Metalurško-tehnološki fakultet,
Podgorica.
Klju
č
ne re
č
i:
elektrolu
č
no zavarivanje, topitelj, slobodna kontrakcija,
hemijski sastav, mehani
č
ke osobine, postupak TIG,
postupak A TIG, zamor materijala
Keywords:
Arc Welding, Fluxes, Free Contraction, Chemical
Composition, Mechanical Properties, TIG Welding, ATIG
Welding, Fatigue
Izvod
Primjena konvencionalnog TIG-postupka
zavarivanja ne može u potpunosti da odgovori
potrebama savremenog tržišta sa aspekta
proizvodnosti i ekonomi
č
nosti. Koriste
ć
i aktivaciju
oksidaciono-redukcionih procesa u zoni zavarivanja,
pomo
ć
u površinski aktivnih i elektronegativnih
elemenata (ATIG-postupak), poboljšavaju se
tehnološke karakteristike elektri
č
nog luka.
Poboljšanjem karakteristika elektri
č
nog luka, u
kombinaciji sa metodom slobodne kontrakcije,
mogu
ć
e je ostvariti visokokvalitetan i pouzdan
zavareni spoj.
Cilj rada je prikaz i uporedna analiza rezultata
ispitivanja mehani
č
kih i radnih karakteristika
zavarenih spojeva
č
elika tipa 18.10, izvedenih ATIG
i TIG-postupkom zavarivanja.
Abstract
The application of conventional TIG-welding process
in protection of inert gases is not able to fullfil needs
of modern market from the aspect of productivity and
economy. Using the activation behavior of oxidation-
reduction processes in zone of welding by surface –
active and electronegative elements (ATIG-process)
the technological characterisctics of electric arc
become better. By improvement of the
characteristics of electric arc in combination with a
method of free contraction we are able to achieve
the high – quality and reliable welded joint.
The aim of work is a description and comparative
analysis of testing results of mechanical and working
characteristics of welded joints of steel type 18.10
ATIG and TIG-welded.
UVOD
Visokolegirani koroziono postojani
č
elici tipa 18.10
imaju široku primjenu u razli
č
itim oblastima privrede: od
prehrambene industrije do atomske energetike. Za
njihovo spajanje zavarivanjem tradicionalno se koristi
tehnologija zavarivanja netopljivom elektrodom u zaštiti
inertnih gasova (TIG-postupak).
Sa aspekta proizvodnosti i ekonomi
č
nosti TIG-
postupak ima svojih nedostataka. Naime, sa
pove
ć
anjem debljine
č
elika (>3 mm) naglo se umanjuje
sposobnost penetracije elektri
č
nog luka. Primjenom
zazora izme
đ
u ivica žljeba i primjenom dodatnog
materijala pove
ć
ava se cijena zavarenog spoja,
smanjuje proizvodnost, a tako
đ
e, pove
ć
ava se
vjerovatno
ć
a nastajanja neprovara, oksidnih
me
đ
uslojeva, pora i drugih grešaka.
Mogu
ć
e rješenje ovih problema je primjenom
aktiviraju
ć
ih topitelja (ATIG-postupak) koji je razra
đ
en u
Institutu elektrozavarivanja E.O. Paton iz Kieva,
Ukraina [1]. Specifi
č
nost ovog postupka je poboljšanje
tehnoloških karakteristika elektri
č
nog luka, koriste
ć
i
pojavu aktivacije oksidaciono-redukcionih procesa u
zoni zavarivanja [2].
AKTIVACIJA ELEKTRI
Č
NOG LUKA
Pod dejstvom aktivatora smanjuje se površinski napon
te
č
nog metala, stub elektri
č
nog luka se sažima, što
doprinosi pove
ć
anju gustine struje i koncentraciji
toplotnog i mehani
č
kog dejstva elektri
č
nog luka.
Elektri
č
ni luk se duboko potapa u rastop, gdje je,
vjerovatno, podvrgnut dopunskom sažimanju pod
dejstvom hidrostati
č
kog potiska rastopa metala. U ovim
uslovima raste pritisak i temperatura plazme, što
dovodi do prodiranja dna kratera i provarivanja metala
elemenata debljine do 12 mm. Osnovno sredstvo za
uvo
đ
enje aktivatora u zonu zavarivanja su aktiviraju
ć
i
topitelji. Njihovo nanošenje na površine spajanja može
se izvršiti na nekoliko na
č
ina. Za postizanje opisanog
efekta potrošnja aktiviraju
ć
eg topitelja je 1÷2 gr/m
dužine šava.
Po
č
etak intenzivne primjene ATIG-postupka pri
zavarivanju ner
đ
aju
ć
ih austenitnih
č
elika je 80-a godina
prošlog vijeka, kada se u bivšem Sovjetskom Savezu
naglo razvija primjena atomske energetike. Pri izradi
SCIENCE
∗
RESEARCH
∗
DEVELOPMENT
NAUKA
∗
ISTRAŽIVANJE
∗
RAZVOJ
10
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2003), str. 09-13
reaktora atomskih centrala bilo je neophodno
realizovati stotine hiljada spojeva cijevi razli
č
itih
pre
č
nika,
č
ija je debljina zida do 12 mm. Primjera radi,
pri izradi samo jednog energetskog bloka atomske
centrale sa reaktorom
РБМК
1000, zavareno je više od
250.000 cijevnih spojeva, od kojih je polovina izra
đ
ena
od ner
đ
aju
ć
eg
č
elika X18H10T (Cr18 Ni10 Ti). Izvode
ć
i
zavarivanje bez zazora ostvarena je velika finansijska
ušteda, smanjeno vrijeme zavarivanja i ogromna
ušteda visokolegirane žice kao dodatnog materijala.
Efekat uštede visokolegirane žice posebno dolazi do
izražaja koriš
ć
enjem metode slobodne kontrakcije ili
"autopresovanja", u cilju formiranja oja
č
anog šava.
Primjenom ATIG-postupka zavarivanja bez zazora
žljeba, u kombinaciji s metodom slobodne kontrakcije,
omogu
ć
ava se postizanje željenog oja
č
anja šava, bez
dodatnog materijala. Osnovu ove metode
č
ini efekat
plasti
č
ne deformacije visoko zagrijanog metala šava,
(MŠ), okruženog hladnijim metalom [3].
Primjena ove tehnologije zahtijevala je izradu
specijalizovane opreme koju
č
ine jednomotorni
malogabaritni automati male težine, koji omogu
ć
uju
realizaciju orbitalnog zavarivanja cjevovoda u
radioni
č
kim i montažnim uslovima. Primjenom ovih
automata, u kombinaciji sa ATIG-postupkom,
omogu
ć
eno je veliko smanjenje obima radova, u
odnosu na primjenu konvencionalnog ru
č
nog TIG-
postupka, i smanjenje obima grešaka zavarenih
spojeva cijevi od 30 % na 3 %. Visoka sposobnost
penetracije elektri
č
nog luka omogu
ć
ila je ponovnim
pretapanjem šava otklanjanje nastalih unutrašnjih
grešaka, bez razdvajanja elemenata spoja sa
greškama.
Paralelno sa ovim radovima u Institutu
elektrozavarivanja E.O. Paton intenzivirana su
istraživanja u oblasti razrade i primjene tehnologije i
opreme za rad u ekstremnim uslovima.
EKSPERIMENTALNA ISPITIVANJA I
ANALIZA REZULTATA
Ispitivanja su izvršena na spojevima cijevi pre
č
nika
Ø
32÷
Ø
325 mm i debljine zida 2÷12 mm, kao i na
spojevima plo
č
a debljine do 14 mm, od
č
elika
08X18H10T. Spojevi su izvedeni bez zazora i
primjenom aktiviraju
ć
eg topitelja BC-31. Kao kontrolni
uzorci koriš
ć
eni su spojevi izvedeni konvencionalnom
tehnologijom sa zazorom i zakošenjem ivica žljeba, i
primjenom dodatnog materijala CB-04X18H11M3.
Utvr
đ
eno je da se zavarivanjem pod istim uslovima,
primjenom aktiviraju
ć
eg topitelja formira uži šav sa
dubljim protapanjem, nego pri zavarivanju ugljeni
č
nih i
niskolegiranih
č
elika. Vjerovatno objašnjenje je u
č
injenici da austenitni
č
elik ima nizak koeficijent
toplotne provodnosti. Koriste
ć
i ovu osobinu, a tako
đ
e i
visoki koeficijent toplotnog širenja visokolegiranih
č
elika, stvoreni su uslovi za formiranje termi
č
kog
ciklusa u zavarenom spoju, pri kome su vremenska
naprezanja prevazišla granicu te
č
enja MŠ, izazivaju
ć
i
njegovu zna
č
ajnu plasti
č
nu deformaciju. Kako MŠ ima
dvije slobodne površine, korijen i lice šava, to se
plasti
č
na deformacija odvija u pravcu ovih površina. Na
ovaj na
č
in dio metala ("višak metala") koji se zagrijava
do visokih temperatura formira dimenziono oja
č
anje
lica i korijenske strane šava.
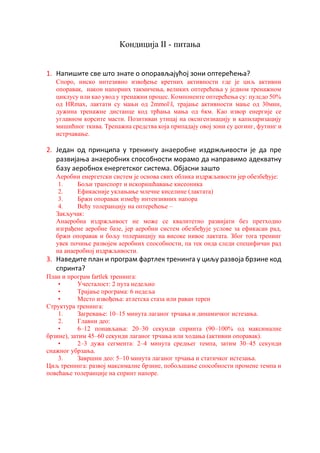
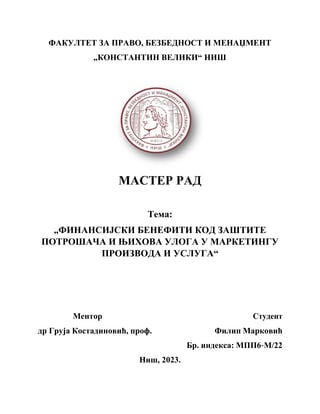
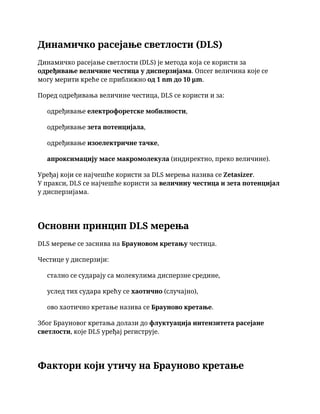
Ovim tehnološkim postupkom, koji se naziva postupak
slobodne kontrakcije ili ”autopresovanje”, primjenom
aktiviraju
ć
eg topitelja može se posti
ć
i oja
č
anje šava
bez dodatnog metala kod
č
elika debljine do 12 mm pri
jednostranom, i do 20 mm pri dvostranom zavarivanju
(sl. 1 a, b, c), ne izlažu
ć
i zavareni spoj pregrijavanju.
Hemijskom analizom je utvr
đ
eno da se hemijski sastav
MŠ prakti
č
no ne razlikuje od sastava osnovnog metala
(tab.1). Može se primijetiti samo tendencija smanjenja
sadržaja ugljenika, silicijuma i mangana i pove
ć
anje
sadržaja hroma, nikla, titana i kiseonika.
Na taj na
č
in, zahvaljuju
ć
i povoljnim režimima ATIG-
postupka (isklju
č
uje mogu
ć
nost pregrijavanja metala) i
postizanju ujedna
č
enosti hemijskog sastava osnovnog
metala (OM) i MŠ, spojevi imaju visoku korozionu
postojanost.
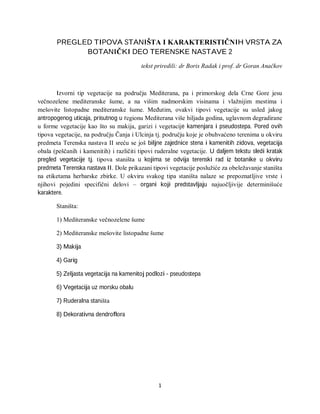
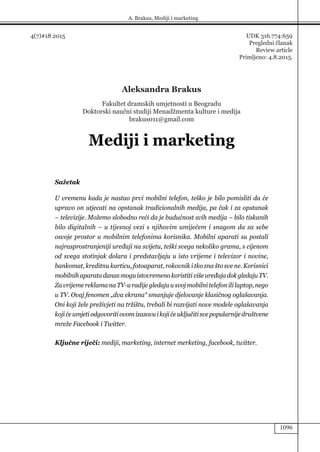
Slika 1.
Makroizbrusak popre
č
nog presjeka zavarenog spoja
č
elika 08X18H10T:
a)
d
= 8 mm posle prvog prolaza (ATIG-postupak)
b)
d
= 8 mm posle drugog prolaza (postupak slobodne kontrakcije)
c)
d
= 16 mm dvostrano zavarivanje ATIG-postupkom
Tabela 1
.
Hemijski sastav OM i MŠ
č
elika 08X18H10T (ATIG-postupak)
a)
b)
c)