INTERNACIONANI UNIVERZITET TRAVNIK
FAKULTET POLITEHNIČKIH NAUKA
ODSIJEK: MA
š
INSTVO
PREDMET: OSNOVE MJERENJA I OBRADE PODATAKA
MJERENJE I KONTROLA
ZUPČANIKA
SEMINARSKI RAD
Mentor: Doc.dr. Zdravko Božičković Student: Evelin Kubat
Broj indeksa: PT-06/17
1
1. Uvod
Zupčanik je mašinski deo u obliku točka sa ravnomerno raspoređenim zubima.
Zupčanici se uglavnom koriste za prenos kretanje (rotacije) i snage (obrtnog
momenta) primenom sile na zubima drugog zupčanika. Zupčanici prenose okretno
kretanje sa jednog vratila na drugo pomoću veze oblikom, koju čini zahvat zuba.
Zupcani prenosnicima nije prema tome potreban poseban prenosni deo kao kod
remenskog prenosa ili lančanog prenosa. Ako se u sprezi nalaze dva ili više
zupčanika, govori se o zupcani prijenosniku. Razlikuju se prenosnici sa stalnim
prenosnim odnosom (npr. Između pogonskog i radne mašine), menjači brzina, kod
kojih se dovođenjem u zahvat različitih zupčanika, prenosni odnos može menjati (npr.
Kod motornih vozila i alatnih mašina), razvodni prenosnici za istovremeni pogon više
vratila (npr. viševretene bušaće glave).
Prema međusobnom položaju osi vratila i oblika ozubljenja, zupčanike delimo
na:
lidere - kod paralelnih vratila
ozubnice - (zubne letve) teorijski beskonačno dugački lider razvijen u ravninu;
za promenu obrtnog kretanja u pravolinijski
stožnike - kao vratila koja se seku, najčešće pod uglom Σ = 90 °; zupčanici
imaju oblik krnjeg kupe
vijčanike (vijčane zupčanike) - kod mimosmjernih vratila; u tlocrtnom pogledu
vratila se mimoilaze
puževe i pužna kola - kod mimosmjernih vratila; najčešće pod pravim uglom.
3
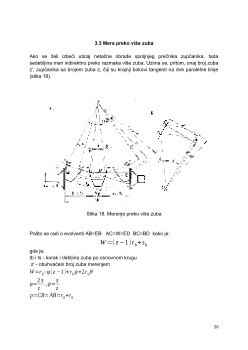
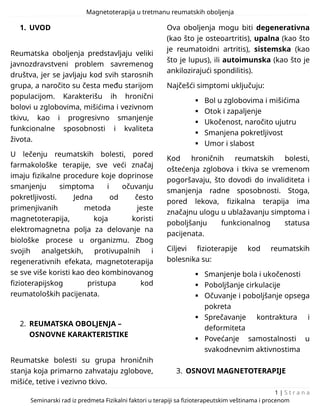
Pojedinačna kontrola može da se sprovede kao kontrola (slika 1): profila zuba
evolvente (a), bočne linije zuba (nagiba zavojne linije 3) (b), debljine zuba i mere
preko više zuba (c), osnovnog i tangentnog koraka (d,e), centričnosti i aksijalnosti
(radijalno bacanje) (e), i međusobnog položaja osa zupčanika.
Slika 1. Pojedinačna kontrola zupčanika
Savremena kontrola daje prednost kontroli sprezanjem, jer omogućava dobijanje
informacija i upotrebljivosti zupčanika, a ne o pojedinačnim greškama. Kontrola
pojedinačnih grešaka ne daje uvek željene rezultate, jer se u radu zupčanika
pojedinačne greške mogu međusobno kompenzirati. Na taj način bi zupčanik koji bi u
radu bio upotrebljiv, mogao biti odstranjen.
Kompletna kontrola pojedinačnih odstupanja vrši se, međutim, kod vrlo preciznih
zupčanika, zatim kod prvog komada pri izradi serije, kao i pri proveri u toku
tehnološkog procesa, metodom uzorka. Ovakva kontrola se koristi, takođe, i u
istraživačkom radu, kada se želi otkriti uz-rok velikih odstupanja, koji se javljaju pri
uobičajenoj kontroli međusobnog rada zupčanika.
Zupčanici su svrstani u 12 kategorija po tačnosti. Za sve tolerancije je predviđeno po
12 kvaliteta, izuzev za tolerancije osnog rastojanja, za koje je predviđeno 6
kvaliteta.Oznaka načina kontrole i tolerancije zupčanika sastoji se iz slovnih i
brojčanih oznaka. Kontrola sprezanjem označava se slovnom oznakom (S), odnosno
kontrola preko jednog boka zuba tangencijalna metoda sa (S'), a preko dva boka
profila radijalna metoda sa (S"). Pojedinačna kontrola označava se slovom (E).
Oznaka za pojedinačnu kontrolu zupčanika, ako je na primer, kvalitet zupčanika 6,
tolerancijsko polje mere preko više zubaca db, a kvalitet osnog rastojanja 3, imala bi
oblik: E.6 db 3 JUS M.C1.031.
4
2.2 Merenje kinematske (zbirne) greške zupčanika
Merenje zbirne greške je, ustvari, kontrola međusobnog rada zupčanika, odnosno
kontrola sprezanjem. Kao što je prikazano, na jednom zupčaniku se može napraviti
veliki broj pojedinačnih grešaka koje se specijalnim instrumentima i uređajima mogu
izmeriti. Međutim, ovo bi bio vrlo skup postupak, tako da se ovako izuzetno visok
zahtev kontrole postavlja samo za vrlo precizne delove, dok se za normalnu
proizvodnju, kontrola pojedinačnih vrednosti ograničava na nekoliko najvažnijih.
Odluka, koje će se veličine kontrolisati, zavisi, naime, od zahteva koji se postavljaju
pred radni deo.
Uz pojedinačnu kontrolu se vrlo često ipak, koristi i kompleksna kontrola zupčanika,
koja omogućuje dobru ocenu kvaliteta ozubljenja i rada para zupčanika.
Kontrola sprezanjem se vrši:
radijalnom metodom (preko dva boka profila zuba)
tangencijalnom metodom (preko jednog boka profila).
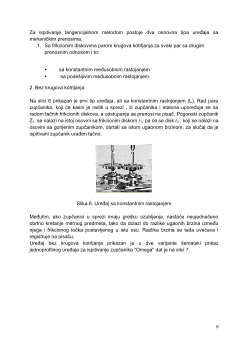
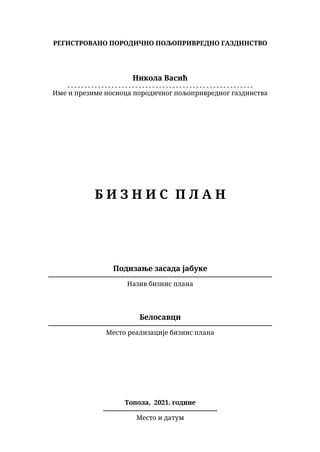
2.3 Metoda i uređaji za kontrolu zupčanika preko dva boka profila zuba
Kod ove metode dva zupčanika se dovode u zahvat bez bočnog zazora, tako da se
levi i desni bokovi zuba dodiruju (slika 2), što se postiže elastičnim radijalnim
pritiskivanjem jednog zupčanika u odnosu na drugi, stalnom silom.
Slika 2. Radijalna metoda kontrola zupčanika
Za jedan pun obrt dobija se dijagram kao na slici, gde je: Fi'' - odstupanje koje
predstavlja razliku najvećeg i najmanjeg osnog rastojanja u toku jednog obrta
kontrolisanog zupčanika, a fi'' - razlika najvećeg i najmanjeg osnog rastojanja u
opsegu jednog koraka.
6
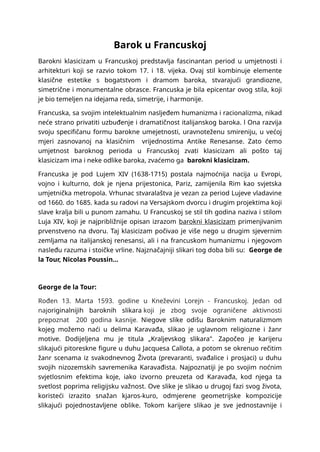
Snimljeni dijagrami, koji mogu biti kružni ili razvijeni, omogućuju izvođenje zaključaka
o kvalitetu i osobinama ispitivanog zupčanika ili para zupčanika. Na slici 4a dat je
osnovni dijagram, na slici 4b osnovni krug ima grešku. Kriva je u obliku sinusoide. Na
slici 4c prikazana je kriva kod koje se vidi odstupanje oblika profila zuba, a na slici 4d
je greška u koraku.
Slika 4. Snimljeni dijagrami