VISOKA TEHNIČKA ŠKOLA STRUKOVNIH STUDIJA
NOVI NEOGRAD
DIPLOMSKI RAD
Tehnološki postupak zavarivanja u izradi kompenzatora
Profesor : Student :
Diplomski rad
UVOD
Tema diplomskog rada je tehnologija izrade tankostijenih kompenzatora. Tankostijeni
kompenzator je prihvaćen kao glavna metoda kompenzacije za cevovode kod kojih dolazi do
istezanja usled promene temperature i pritiska. Teoretski, kompenzator je jedan od
najosetljivijih delova cevovoda, napravljen od tankog lima, deo mnogo tanji od cevovoda u
koji je ugrađen, a mora podnositi iste promene temperature i pritiska.
Za reprezentanta je izabran jednozglobni kompenzator HS 2/800/4/TRS/1. Eksploatacija
reprezentanta odvijati će se pri radnoj temperaturi od 670 ºC, radnom pritisku 0,2 MPa (2
bar), radni medij koji prolazi kroz kompenzator je pregrejana vodena para. Prilikom
eksploatacije namenjen je za kompenzaciju ugaonog pomaka u iznosu od ±2 mm. U radu će
biti analizirana tehnologija izrade reprezentanta, najčešće greške koje nastaju pri izradi,
uzroci njihovog nastajanja kao i načini njihovog uklanjanja.
Kod kontrole kvaliteta zavarenog spoja primenjuju se sledeće metode bez razaranja:
-
-
-
-
vizuelni pregled
radiografsko ispitivanje
ispitivanje penetrantima
proba pod pritiskom
S obzirom na uslove eksploatacije za harmoniku jednozglobnog kompenzatora izabran je
austenitni Cr-Ni-Mo čelik koji je korozijski postojan.
Kvalitet podužnog vara, izvedenog na harmonici pre njenog oblikovanja, je izuzetno važna za
trajnost kompenzatora.
Fabrika kompenzatora d.o.o. je razvila vlastite automate za TIG zavarivanje podužnog vara
na tankostijenim materijalima.
Eksperimentalni deo će obraditi šavno elektrolučno zavarivanje korozijski postojanog čelika,
te opis korišćene opreme prilikom zavarivanja, ispitivanje kvaliteta zavarenog spoja i
kriterijum prihvatljivosti. Kraj eksperimentalnog dela se sastoji od makro analize preseka
zavarenog spoja.
__________________________________________________________________________________________
1
Diplomski rad
na probleme zaptivanja i zahtevaju stalno održavanje. Upotreba cevnog kolena i kliznog
spoja omogućava kompenzaciju dimenzionalnih promena u liniji cevi.
Upotrebom harmonike, metalnog valovitog dela kompenzatora, prikazane na slici 1.3,
omogućena je kompenzacija dimenzionalnih promena u bilo kojem smeru.
Slika 1.3 Harmonika [1]
1.3 DELOVI KOMPENZATORA
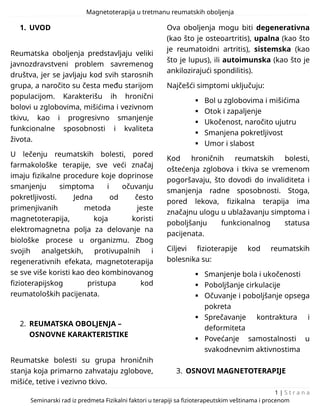
Standardni deo svakog kompenzatora je harmonika. Upotrebu ostalih delova diktira sama
konstrukcija kompenzatora. Osnovni delovi većine kompenzatora prikazani su na slici 1.4.
1 – harmonika
2 – rukavac
3 - zaštitna cev
4 - cevni nastavak
5 - prirubnica
6 – prsten
7 - prsten za ojačanje (šuplji)
8 - prsten za ojačanje (puni)
9 – graničnik
10 – vijak
11 – matica
12 - podloga
Slika 1.4 Osnovni delovi kompenzatora [1]
__________________________________________________________________________________________
3
Diplomski rad
1.4 VRSTE KOMPENZATORA
Postoji nekoliko osnovnih vrsta kompenzatora, od kojih je svaki projektovan za rad u
određenim uslovima eksploatacije.
Podela kompenzatora:
1. Aksijalni kompenzator (AR)
2. Aksijalni samovodeći kompenzator (AS)
3. Aksijalni kompenzator sa pritiskom spolja (AE)
4. Dvostruki nespregnuti kompenzator (UD)
5. Dvostruki spregnuti kompenzator (TD ili TM)
6. Jednozglobni kompenzator (HS)
7. Dvozglobni kompenzator (HD)
8. Kardanski kompenzator (GS)
9. Kompenzator sa izjednačenim pritiscima (PB)
10. MAX – COMP kompenzator (MC)
11. Kompenzatori za posebne namene
1.4.1 Aksijalni kompenzator (AR)
Aksijalni kompenzatori su konstruisani (oblikovani) da prihvate pomake skupljanja ili
istezanja duž uzdužne ose kompenzatora. Odgovarajući pomaci navedeni su kao ± iznosi od
slobodne dužine. Slobodna dužina je teoretska dužina pre pomicanja. Od te slobodne dužine
kompenzator može prihvatiti jednak iznos pomaka produženja ili skupljanja. Stoga, da bi
iskoristili raspoloživi pomak kompenzatora kada se zna da će pomicanje biti samo u jednom
smeru, preporučuje se da se kompenzator montira u pred-istegnutom ili pred- stisnutom
stanju, zavisno od pomaka cevovoda. Kod montaže se zahteva pažnja da se osigura da se
kompenzator postavi na ispravnu dužinu, tako da isti radi unutar svojih specifičnih granica.
Svako odstupanje imaće određeni uticaj na vek trajanja kompenzatora. Takođe treba imati
osigurano odgovarajuće uležištenje i vođenje kompenzatora. Aksijalni kompenzator se
isporučuje sa prirubnicama ili cievnim nastavcima za zavarivanje u cevovod, ili u
kombinaciji to dvoje [1].
__________________________________________________________________________________________
4
Diplomski rad
Slika 1.6 Aksijalni samovodeći kompenzator[1]
1.4.3 Aksijalni kompenzator sa pritiskom spolja (AE)
Primenjuje se gde je kombinacija visokog pritiska i dugačkih aksijalnih pomaka, što je
uslovilo razvoju kompenzatora opterećenog pritiskom spolja. Na slici se može videti da je
radni pritisak prenesen na spoljašnju stranu kompenzatora preko raspona između prstenastog
dela i cevi Kompenzator je dizajniran u svrhu izrade spoljašnjeg plašta koji prenosi radni
pritisak [1]
.
Slika 1.7 Aksijalni kompenzator opterećen sa pritiskom spolja [1]
1.4.4 Dvostruki nespregnuti kompenzator (UD)
Dvostruki kompenzator je formiran spajanjem dveju kompenzatora centralnom cevi.
__________________________________________________________________________________________
6