Visoka tehnička škola strukovnih studija u Zrenjaninu
Merenje i kontrola zupčanika
-seminarski rad-
Smer: Mašinsko inženjerstvo Student:
Nastavni predmet: Tehnike merenja
Predmetni nastavnik: mr Spasoje Erić
U Zrenjaninu ,januar 2015 godina
2. Merenje i kontrola zupčanika
2.1 Analiza grešaka izrade zupčanika
Zupčanik je komplikovan mašinski deo, koji iziskuje visoki nivo obrade i kontrole. Zupčanici se
izrađuju livenjem, valjanjem ili obradom skidanjem strugotine. Kod izrade zupčanika skidanjem
strugotine primenjuje se:
direktna metoda obrade profilisanim alatom
indirektna metoda obrade odvalnim kotrljanjem.
Greške koje nastaju pri obradi, korišćenjem bilo koje od ovih dveju metoda, utiču na otpornost
zupčanika na habanje, na buku koju proizvode u radu, na prenos snage i pojavu oscilacija. Pošto
je, kako je rečeno, zupčanik komplikovan deo, ima i više izvora grešaka, koje mogu negativno da
utiču na njegov kvalitet. Tako greške mogu nastati usied netačnosti oruđa za proizvodnju (alata,
mašine, tehnoloških pribora i trnova ) ali i neispravno postavljenog i centriranog alata ili
obradka, zatim greške u izradi tela zupčanika, kao i neispravne tehnologije u pogledu
određivanja bazne površine ili redosleda operacija i drugo.
U praksi se, obično, utvrdi koja mera netačnosti je dozvoljena, da bi se postigle dovoljno dobre
osobine zupčanika za upotrebu. Vrste grešaka i dozvoljena odstupanja sistematizovana su
standardima IS0, DIN, GOST, JUS itd.
Propisi o tačnosti i kvalitetu zupčanika, koji su izrađeni 1967. godine u obliku ISO-Standard
1328 (Paraliel Invoiute Geors), Tehnički komitet za zupčanike je poslao članicama na
razmatranje pa je nakon izmena i dopuna usvojen 1975. godine.
Standardi JUS-a koji se odnose na problematiku zupčanika su:
JUS M.C1.011 - Opšte definicije zupčanika J
US M.C1.012-019 - Definicije cilindričnih, koničnih i hiperboioidnih zupčastih parova
JUS M.C1.030-036 - Definicije odstupanja i dozvoljene tolerancije
JUS M.C1.039 - Podaci na crtežima Standardni
DIN-a koji se odnose na zupčanike: DIN 3960, DIN 3961, DIN 3963, DIN 3965 i DIN
3971.
Kontrola zupčanika može da se sprovede kao: funkcionalna (kompleksna), pojedinačna
(diferencijaina). Funkcionalna kontrola obuhvata kontrolu međusobnog rada zupčanika
sprezanjem, traga nošenja i buke.
3
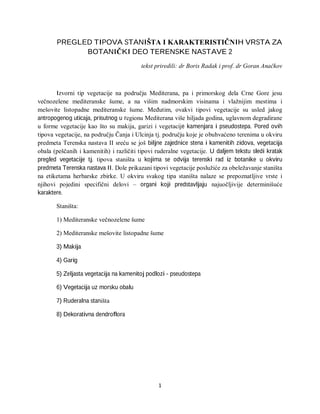
Pojedinačna kontrola može da se sprovede kao kontrola (slika 1): profila zuba evolvente (a),
bočne linije zuba (nagiba zavojne linije 3) (b), debljine zuba i mere preko više zuba (c),
osnovnog i tangentnog koraka (d,e), centričnosti i aksijalnosti (radijalno bacanje) (e), i
međusobnog položaja osa zupčanika.
Slika 1. Pojedinačna kontrola zupčanika
Savremena kontrola daje prednost kontroli sprezanjem, jer omogućava dobijanje informacija i
upotrebljivosti zupčanika, a ne o pojedinačnim greškama. Kontrola pojedinačnih grešaka ne daje
uvek željene rezultate, jer se u radu zupčanika pojedinačne greške mogu međusobno
kompenzirati. Na taj način bi zupčanik koji bi u radu bio upotrebljiv, mogao biti odstranjen.
Kompletna kontrola pojedinačnih odstupanja vrši se, međutim, kod vrlo preciznih zupčanika,
zatim kod prvog komada pri izradi serije, kao i pri proveri u toku tehnološkog procesa, metodom
uzorka. Ovakva kontrola se koristi, takođe, i u istraživačkom radu, kada se želi otkriti uz-rok
velikih odstupanja, koji se javljaju pri uobičajenoj kontroli međusobnog rada zupčanika.
Zupčanici su svrstani u 12 kategorija po tačnosti. Za sve tolerancije je predviđeno po 12
kvaliteta, izuzev za tolerancije osnog rastojanja, za koje je predviđeno 6 kvaliteta.Oznaka načina
kontrole i tolerancije zupčanika sastoji se iz slovnih i brojčanih oznaka. Kontrola sprezanjem
označava se slovnom oznakom (S), odnosno kontrola preko jednog boka zuba tangencijalna
metoda sa (S'), a preko dva boka profila radijalna metoda sa (S"). Pojedinačna kontrola označava
se slovom (E).
Oznaka za pojedinačnu kontrolu zupčanika, ako je na primer, kvalitet zupčanika 6, tolerancijsko
polje mere preko više zubaca db, a kvalitet osnog rastojanja 3, imala bi oblik:
E.6 db 3 JUS M.C1.031.
4
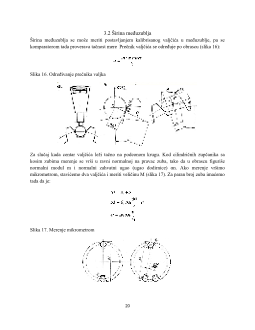
Jedan zupčanik se postavi na nepokretno postolje, dok se drugi zupčanik postavlja na osovinu,
ugrađenu u klizaču, koji se može pomerati, tako da se promena osnog rastojanja meri i snima na
dijagramu. Na slici 3 prikazan je uprošćen jedan ovakav uređaj (C.Mahr). Pogonski sistem daje
kretanje zupčaniku (1), i ono se prenosi na zupčanik (2), postavljen na trn, koji se nalazi na
klizaču (3). Promena osnog rastojanja L, koja nastaje zbog postojećih pojedinačnih grešaka,
prenosi se na pokazane uređaje: analogni i digitalni pokazivač(5) i (6), štampač(7) i pisač(8).
Opruga (4) drži zupčanik (2) uvek priljubljen uz pogonski zupčanik.
Slika 3. Uređaj za koontrolu zupčanika pomoću dijagrama
Kontrola ovim postupkom daje sumarnu grešku oba boka profila, jer su i levi i desni bok
istovremeno u zahvatu. Ovo ne odgovara eksploatacionim uslovima, jer su zupčanici u radu
spregnuti na konstantnom osnom rastojanju i sa zazorom, tako da se dodiruju samo desni,
odnosno levi bokovi, pa bi samo kontrola preko jednog boka dala tačnu sliku rada zupčastog
para. Međutim, ovaj način je ipak našao širu primenu, jer je jednostavniji, dok povećanje
troškova kontrole jednoprofilnim postupkom nije u srazmeri sa povećanjem tačnosti merenja.
Merenje dvoprofilnim postupkom se može vršiti ili pomoću zupčanika spregnutog sa
protivzupčanikom, sa kojim će raditi u eksploataciji, ili sa etalonzupčanikom, koji se izrađuje sa
visokom tačnosću, obično u II ili čak u I klasi kvaliteta. Drugi način je češće primenjivan. Pošto
je etalon urađen praktično bez greške, rezultat merenja nam daje grešku ispitivanog zupčanika.
Cilindrični zupčanici istog modula i ugla zahvata, ali različitih broja zubaca, kontrolišu se istim
etalonom. Korigovani zupčanici sa pomerenim profilom, kontrolišu se, kod manjih korekcija, sa
etalonom izrađenim bez korekcije.
6