УНИВЕРЗИТЕТ У ИСТОЧНОМ САРАЈЕВУ
ПЕДАГОШКИ ФАКУЛТЕТ У БИЈЕЉИНИ
ЗАВРШНИ РАД
УЉЕ И ТЕЧНОСТИ ЗА ОБРАДУ МЕТАЛА РЕЗАЊЕМ
ПРОФЕСОР:
СТУДЕНТ:
Проф. др Богдан Марић Мирјана Боснић
Бијељина, ЈУН 2016.
4
волфрама, и везива и његово прилагођавање хлађењу и испирању тим новим врстама
материјала. У савременим условима производње гдје се користе поступци обраде
резањем, главни циљ је обезбјеђивање високог квалитета производа уз минималне
трошкове обраде. Један од важних задатака у теорији резања је изучавање интегритета
обрађене површине или састава површинског слоја послије обраде резањем и његов
утицај на квалитет производа у зависности од средства за хлађење, испирање и
подмазивање. Рјешавање тих задатака везано је за изучавање и управљање топлотним
појавама. Квалитет обраде предмета, његова поузданост и трајност у експлоатационим
условима, директно зависе од топлотних оптерећења која су била присутна у току
обраде.
У погледу продуктивности, температурно поље настало у зони резања, испољава
свој утицај преко периода резања и параметара режима обраде између којих постоји
корелација. Ова веза може бити искоришћена и за брже долажење до параметара
режима обраде и управљања самооптимизирајућим обрадним системима.
Висина температура у температурном пољу, у алатима од тврдог метала, има
важну улогу, јер код нижих температура ови алати губе резне способности док је
примјена алата од брзорезног челика ограничена висином температуре. Постоји
критична температура изнад које се не могу користити алати од брзорезног челика.
Уља и течности за обраду метала спадају у средства за хлађење и подмазивање
(SHIP) чији су основни задаци: хлађење, подмазивање, испирање струготина и заштита
од корозије. Због великог броја производа, који се примjењују у врло различитим
операцијама обраде на материјалима различитог квалитета, тешко је одабрати
критеријум по коме би се извршила класификација и стандардизација SHIP.
Према ISO стандарду извршена је подела на две категорије:
● ISO - L - MH – неемулгирајућа уља за обраду метала (чиста резна уља)
● ISO - L - MA – емулзиони и у води растворљиви флуиди за обраду метала
Чиста резна уља се користе код оних операција које првенствено захтjевају
подмазивање док се емулзиони и у води растворљиви флуиди користе код оних
операција које првенствено захтевају хлађење.
5
Главне физичко – хемијске карактеристике које се захтjевају од чистих резних
уља су: вискозност, тачка паљења у отвореној и затвореној посуди, тачка стињавања,
сапонификациони број, укупан садржај сумпора, корозија бакарне траке, садржај хлора,
пенушање, екстремни притисак (ЕП), антихабајућа својства, заштита од рђе, појава
уљне магле, компатибилност са бојама и синтетичким материјалима.
Главне физичко – хемијске карактеристике које се захтjевају од
водорастворљивих и емулзионих флуида за обраду метала су: заштита од корозије,
пенушање, стабилност емулзије, компатибилност са металима и уљима за подмазивање,
бојама и заптивкама, pH вриједност свјеже и коришћене мјешавине, екстремни
притисак (ЕП), антихабајућа својства, сапонификациони број, тенденција гумирања и
љепљења.
2. Уопште о SHIP
7
•
обрада алатима дефинисане геометрије сјечива у које спадају операције
стугања, бушења, рендисања, глодања, провлачења, тестерисања, и
•
обрада алатима недефинисане геометрије сјечива, као што су операције
брушења, хоновања, леповања, полирања и друге.
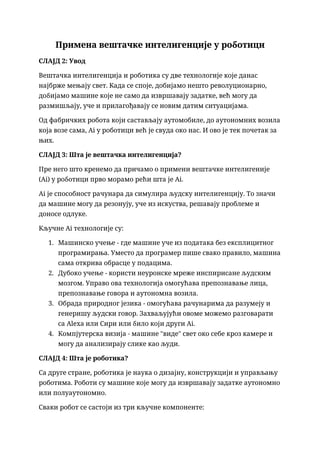
Без обзира што постоје различите методе обраде метала резањем, свака од њих
се може посматрати као геометријска варијација система који у основи садржи као
елементе предмет обраде и једноставан алат, као што је приказано на скици 2.
Слика 2. Шематски приказ процеса обраде резањем
Метал се уклања са предмета обраде процесом деформисања и локалним
смицањем материјала у зони резања, што се остварује током кретања алата кроз
материјал који се обрађује. Даљим кретањем струготине дуж грудне површине алата
настаје трење и додатна деформација која се назива секундарна деформација. Између
леђне површине алата и материјала који се обрађује такође се јавља трење. Свеукупно
посматрано, то значи да се при процесу резања јављају различити отпори кретању алата
кроз материјал предмета обраде, а рад утрошен на савладавање тих отпора највећим
дијелом се претвара у топлоту. Другим ријечима, за вријеме процеса резања веома мали
дио енергије (1 до 3%) се претвара у заостале напоне у предмету обраде и струготини, а
више од 97% се јавља као топлота. Од те количине топлоте 2/3 се генерише од трења у
зони смицања, а 1/3 од трења додирних површина алата и струготине односно
материјала који се обрађује.