Факултет инжењерских наука
Крагујевац
Технологије прераде пластичних маса
-семинарски рад-
Инјекционо пресовање-бризгање
Професор:
Студент:
др Богдан Недић
Предраг Пантовић 513/2011
Крагујевац, 2014.
Технплпгије прераде пластичних маса Инјекципнп преспваое-бризгаое
2
Предраг Пантпвић 513/2011
Садржај
1.Уводна разматрања..............................................................................................................
3
2. Технологије прераде пластичних маса.............................................................................
4
2.1. Основне операције прераде........................................................................................
7
2.2. Прерада полуфабриката.............................................................................................
16
2.3. Помоћне операције прераде.......................................................................................
19
3. Проблеми пројектовања делова од пластичних маса......................................................
20
3.1.Технолошке карактеристике процеса пресовања пластичних маса........................
20
3.2. Конструисање и технологичност делова..................................................................
22
4. Пример пројектовања дела.................................................................................................
27
5. Карактеристике изабране пластичне масе........................................................................
33
6. Технологија инјекционог пресовања – бризгања.............................................................
39
6.1 Поступак бризгања......................................................................................................
39
6.2. Машине за инјекционо пресовање............................................................................
41
6.3. Алати за инjекционо пресовање – бризгање.............................................................
42
6.4. Савремени поступци прераде пластичних маса бризгањем...................................
43
7. Закључак..............................................................................................................................
47
Литература................................................................................................................................ 48
Технплпгије прераде пластичних маса Инјекципнп преспваое-бризгаое
4
Предраг Пантпвић 513/2011
2.Технологије прераде пластичних маса
Под прерадом пластичних маса подразумевају се сви поступци којима се од
полимера (сировине) добијају полуфабрикати или готови производи. Поступак прераде
зависи од састава, врсте и стања полимера. Поступци прераде обично се деле према
технологији прераде, независно од хемијских и физичких промена које се дешавају за
време прераде.
Постоје два основна поступка:
прерада без употребе притиска: ливење, уроњавање, премазивање, импрегнирање,
синтеровање,
прерада уз употребу притиска и истовремено довођење, односно одвођење топлоте:
пресовање, ливење под притиском, екструзија, ваљање, савијање, утискивање,
дубоко извлачење .
Вредности притисака и температура, као и времена њиховог деловања зависе од
физичких и хемијских особина пластичне масе (течљивост, топлотна стабилност, итд), [1].
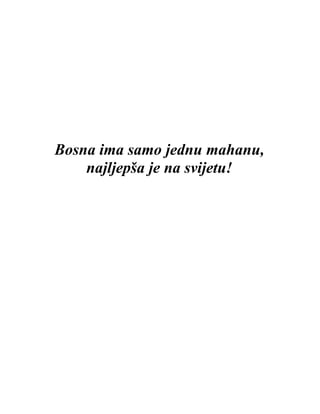
Прерада термопласта
Код прераде термопласта разликују се прерада аморфних и кристалних
термопласта. Промена облика аморфних термопласта у зависности од температуре дата је
дијаграмом на слици 1. Пад вискозитета зависи од односа дужине и пречника
макромолекула. Прерада термопласта се врши при вишој температури и нижем
вискозитету. Појава унутрашњих напрезања у готовом производу се спречава наглим
хлађењем. Методе које се користе за прераду аморфних термопласта су: календровање,
екструзија, ливење под притиском и пресовање.
Слика 1
.
Дијаграм промене облика аморфних термопласта
у зависности од температуре
Технплпгије прераде пластичних маса Инјекципнп преспваое-бризгаое
5
Предраг Пантпвић 513/2011
Делимично кристални термопласти се при повећању температуре понашају као
аморфни, али тек када достигну температуру топљења кристала долази до наглог пада
вискозитета (слика 2.). Материјал до температуре
а
је у чврстом стању. У области од
а
до
б
материјал омекшава, а повећањем температуре преко
б
(температура топљења кристала)
настаје нагли пад вискозитета. Од тада се понашају као аморфни термопласти.
Слика 2
.
Утицај температуре на кристале термопласта
Кристални термопласти имају низак вискозитет, па се тако могу прерађивати
ливењем, уроњавањем, синтеровањем и шприцањем. Ваљање и каландровање се тешко
изводе тако да се ова два поступка не примењују.
Прерада дуропласта
Деловање повишене температуре доводи до снижавања вискозитета као код
термопласта. При одређеној температури долази до умножавања, пораста жилавости и
настаје пластичност (слика 3.).
Слика 3
.
Утицај температуре на прераду дуропласта
Технплпгије прераде пластичних маса Инјекципнп преспваое-бризгаое
7
Предраг Пантпвић 513/2011
2.1.Основне операције прераде
2.1.1. КАЛЕНДРОВАЊЕ
Каландровање је слично ваљању метала. Примењује се за добијање танких фолија.
Суштина поступка је у вишеструком пропуштању фабриката кроз загрејане ваљке, тако да
се дебљина стално смањује.
Каландровањем се добија фолија дебљине од 0,04 до 3 мм. Поступак каландровања
се изводи помоћу машине која се назива каландер. Производња на каландеру је
континуална и користи се у масовној производњи, када је потребно производити велике
количине. Три основне врсте каландера су каландери за:
извлачење фолија,
пеглање и
утискивање дезена.
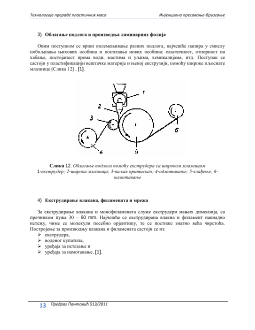
Каландер за извлачење фолија
, приказан на слици 4, преводи измешани и хомогено
пластифицирани материјал у танке фолије бесконачне дужине.
Каландер се састоји од три, односно четири цилиндрична ваљка, паралелно
постављених са супротним смером обртања. Врућа маса се континуалано додаје између
прва два ваљка каландера, истискује у размак између другог и трећег, а затим трећег и
четвртог, при чему се дебљина изједначава и површина полира. На каландеру се најчешће
прерађују омекшани и тврди поливинил хлорид, [1].
Слика 4.
Календер за извлачење фолија
[10]
Каландер за пеглање
се користи за добијање глатких површина фолија и плоча,
добијених екструзијом. Уређај се састоји од 3 паралелно постављена ваљка са полираним
површинама, [1].