MAŠINSKI FAKULTET
KRAGUJEVAC
BOGDAN NEDI
Ć
TEHNOLOGIJE PRERADE
PLASTI
Č
NIH MASA
Kragujevac, 2008.
TEHNOLOGIJE PRERADE PLASTI
Č
NIH MASA
skripta
Autor:
Prof. dr Bogdan Nedi
ć
, dipl. ing.
Mašinski fakultet, Kragujevac
Mašinski fakultet
34000 Kragujevac
Sestre Janji
ć
6
Višegodišnji rad autora skipte na prikupljanju i sistematizaciji informacija o
primenjenim tehnologijama prerade plasti
č
nih masa, projektovanju
proizvoda od plasti
č
nih masa i projektovanju alata za izradu delova od
plasti
č
nih masa doprineo je formiranju ovog svojevrsnog priru
č
nika
namenjenog kako studentima tako i inženjerima - stru
č
njacima u praksi za
svakodnevno rešavanje niza problema.
Skripta predstavlja rezultat rada autora sa studentima na realizaciji više
desetina diplomskih radova sa konkretnim temama projektovanja
proizvoda, alata, mašina i tehnologija za preradu plasti
č
nih masa i
rešavanje niza problema u preduze
ć
ima.
Skripta sadrži osnovne i neophodne podatke potrebne za razumevanje
problematike projektovanja delova od plasti
č
nih masa, izbora i definisanje
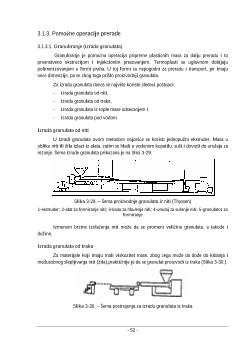
tehnologija i tehnoloških parametara prerade plasti
č
nih masa i polaznih
informacija potrebnih za projektovanje i primenu alata.
Autor

3
POGLAVLJE 1
2.
PROJEKTOVANJE PROIZVODA OD PLASTI
Č
NIH MASA
2.1.
Problematika projektovanja
Projektovanje i konstrukcija proizvoda iz plastomera odre
đ
eno je zadatkom primene i
postupkom proizvodnje. Od velike je važnosti vrsta polimera koji treba primeniti, i
konstrukcijska mogu
ć
nost izrade kalupa, zavisno od mašine za brzganje.
Izme
đ
u projektanta, odnosno konstruktora proizvoda, konstruktora kalupa i tehnologa za
preradu ovim postupkom, potrebna je uska saradnja i razmena mišljenja, kako bi se proizvod
dobio uz najekonomi
č
nije i tehni
č
ki najpogodnije uslove. Projektant, a ponekad dizajner, i
konstruktor proizvoda moraju dobro poznavati svojstva polimera – izvornu sirovinu,
konstrukciju kalupa i sam postupak prerade, tj. oblikovanja injekcionim presovanjem,
ekstrudiranjem i duvanjem.
Ovo je naro
č
ito važno i zbog toga jer se kupci, koji od proizvo
đ
a
č
a traže ponude za proizvode
plastomernih materijala, obi
č
no ne razumeju u ovu problematiku. Oni naj
č
eš
ć
e dostave crteže
ili uzorke neprikladnih oblika i imaju zahteve, koji nisu opravdani stvarnim tehni
č
kim i
funkcionalnim potrebama.
Smatra se da je u opštem interesu prera
đ
iva
č
a, da kupca ve
ć
u po
č
etku savetuje i upozori na
sve, na šta ga upu
ć
uje njegovo iskustvo, pošto je prou
č
io svaki specifi
č
ni problem s tehni
č
kog
i ekonomskog stsnovišta. Nej
č
eš
ć
e nedoumice kupaca su
•
Izbor vrste polimera
•
Mogu
ć
nost oblikovanja, koni
č
nost, bo
č
ni profil
•
Mesto brizganja
•
Nepodesan oblik, potrebna zaobljenja
•
Funkcionalnost površina
•
Debljina zida, mesta uvla
č
enja
•
Tolerancije
•
Umetanje metalnih delova, s tim u vezi unutrašnja naprezanja
•
Funkcija u kona
č
noj primeni, i
•
Eventualna naknadna obrada.
Rešavanje ovakvih pitanja zavisi u najve
ć
oj meri od iskustva ljudi, jer se ovi problemi mogu
samo delimi
č
no egzaktno rešavati, koriste
ć
i se kod toga sistemski ure
đ
enim podatcima, koji
su kod svakog prera
đ
iva
č
a kroz niz godina obra
đ
ivani i unošeni u podesne tabele, da bi se
komparativno, od slu
č
aja do slu
č
aja, mogli upotrebljavati.
Što se ti
č
e drugog dela problema, koji se odnosi na osnovnu sirovinu, za koju proizvo
đ
a
č
daje
precizne i utvr
đ
ene podatke, konstruktor proizvoda mora biti detaljno upoznat i poštovati
svojstva polimera, primenjuju
ć
i ih prema zahtevima svakog proizvoda.
Kada su odabrani postupak i polimer može se zapo
č
eti s polimeru prilago
đ
enom
konstrukcijom proizvoda, tj. proizvod i sirovina stoje u direktnoj zavisnosti. Uprkos bogatom
izvoru informacija o polimeru, mora se premostiti praznina izme
đ
u poznatih vrednosti tipa
materijala i pozitivnih svojstava proizvoda uz pomo
ć
iskustva konstruktora, odnosno celog
tima, koji je vezan za preradu i ako je mogu
ć
e prera
đ
iva
č
a polimera.
U mnogo slu
č
ajeva je potrebno da se nakon konstrukcije proizvoda izradi model. Tek nakon
ispitivanja i studije modela može se pristupiti konstrukciji i izradi kalupa za oblikovanje.
4
Potrebno je napomeniti nekoliko osnovnih pravila koja se mogu imati u vidu pri konstrukciji
proizvoda od polimernih materijala.
Svaki konstruktor ili projektant i onaj koji oblikuje izradak mora pre oblikovanja imati jasnu
predstavu o upotrebi i zahtevima koji se postavljaju pred taj proizvod. Proizvodnja i
upotrebna svojstva proizvoda zavise od oblikovanja koje odgovara plastomeru i od ispravnog
izbora materijala kod oblikovanja proizvoda, razlikuju se dve grupe, i to:
•
Tehni
č
ki proizvodi i
•
Proizvodi široke potrošnje.
Tehni
č
ki proizvodi
Trebaju uvek ispunjavati odre
đ
ene zahteve. Kod izbora materijala mora se uvek voditi ra
č
una
o tome da zadovoljavaju zahtevima koji se pred njih postavljaju bilo da se radi o otpornosti na
hemikalije, o mehani
č
kim ili termi
č
kim uslovima kao i o psihološkom momentu.
Ako se polaže u održavanje mera proizvoda tada se mora voditi ra
č
una o specifi
č
nostima
izabranog materijala, o skupljanju u kalupu i naknadnom skupljanju. S druge strane se mora
paziti na toplotno istezanje i upijanje vlage.
Proizvod se, ako je to potrebno, prora
č
unava i odgovaraju
ć
e tome prilago
đ
eno izabranom
materijalu, konstruiše. Prora
č
un se temelji na podatcima o materijalu koje daje proizvo
đ
a
č
polimera za odre
đ
eni tip materijala. Debljine zidova se moraju uskladiti s ciljem primene i
mogu
ć
nostima proizvodnje.
Ako se zbog tehni
č
ko-prera
đ
iva
č
kih ili konstruktivnih razloga traži manja debljina zida, mogu
se koristiti: ukru
ć
uju
ć
a rebra obrubovi koji opasuju proizvod i sli
č
ne konstrukcijske
mogu
ć
nosti.
Za prihvat zavrtnja mogu se u projektovanom proizvodu odbrizgati navoji ili se navoj urezuje
u pripremljenu (oblikovanu) rupu, ukoliko se radi s materijalima s ve
ć
om tvrdo
ć
om i
č
vrsto
ć
om.Radi
č
vrsto
ć
e je preporu
č
ljivo predvideti dužine navoja 2 do 2,5 pre
č
nika zavrtnja.
Ako se ove zavrtanjske veze
č
esto otpuštaju treba predvideti metalne umetke sa navojem. Ove
umetke možemo ubrizgavati u fazi oblikovanja brizganjem, ili ih ubaciti naknadno
ultrazvu
č
nim postupkom.
Proizvodi široke potrošnje
I kod ovih proizvoda mora se voditi ra
č
una o predhodno pomenutim zahtevima, ali naj
č
eš
ć
e
ovi proizvodi imaju zahteve lepog površinskog izgleda, površinski sjaj otpornosti te površine
na delovanje medija za koji su namenjene.
S druge strane ovi proizvodi moraju imati u proizvodnji i u kona
č
noj nameni sva svoja
svojstva za spretno rukovanje i što svrsishodniju upotrebu.
2.1.1.
Debljina zida
Debljina zida se odre
đ
uje prema veli
č
ini i nameni proizvoda. Ispravno odabrana debljina zida
zavisi od vrste polimera, puta te
č
enja plasti
č
ne mase, kalupne šupljine, raspoložive mašine i
traženim svojstvima samog proizvoda.
Odre
đ
ivanje njegove debljine zahteva veliko iskustvo, s obzirom da su putevi i otpori te
č
enja
razli
č
iti za svaki proizvod.
Opšti prosek debljine zida iznosi izme
đ
u 1 i 3 mm, odnosno kod velikih otpresaka izme
đ
u 3 i
6 mm. Debljine zida iznad 8 mm i ispod 0,5 mm su, prema svojstvima kompaktnih polimera ,
nepogodne i treba ih, ako je to mogu
ć
e, izbegavati.
Debljina zida treba biti po mogu
ć
stvu jednolika. Ukoliko se, radi funkcije konstruisanog
proizvoda, ne mogu izbe
ć
i razli
č
ite debljine zidova, potrebno je predvideti prelaze. Pri tome
treba obratiti posebnu pažnju na mesto ulivanja, tako da rastopljena plasti
č
na masa, kod
6
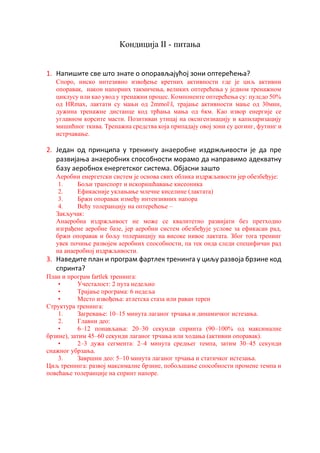
Prema dijagramu na slici 3. Date su vrednosti za odre
đ
ivanje debljine zida, vezane za dužinu
puta i sposobnost te
č
enja pojedinih plastomera. Kod ovog treba imati uvek u vidu sposobnost
te
č
enja izabranog polimera, za odre
đ
ivanje debljine zida, kao i ostale faktore koji uti
č
u na
debljinu zida.
Slika 3: Dijagram odnosa puta te
č
enja i debljine zida
U praksi je ustanovljeno da su prose
č
ne maksimalne vrednosti puteva te
č
enja konstrukcijskih
polimera 600 mm, a samo u posebnim uslovima može se ra
č
unati do 700mm. Prakti
č
na
saznanja nam pokazuju da se proizvodi konstruisani od plastomera, prema veli
č
ini proizvoda i
debljini zida dele na:
•
Manje,
debljina zida: 1 do 3 mm
•
Srednje,
debljina zida: 3 do 7 mm
•
Velike,
debljina zida: 7 do 11 mm.
Kod svih kompaktnih plastomera minimalna debljina zida može dosti
ć
i vrednost 0,2 mm, a
maksimalna 12 mm.
Na kraju se može zaklju
č
iti da nije problem kad se radi o jednostavnim proizvodima, koji
mogu biti konstruisani uzevši jedan od normalnih polimera, prema zahtevu što ga postavlja
namena proizvoda. Kod njih je najlakše izvršiti analizu, jer su sli
č
ni, što nije slu
č
aj kod
tehni
č
kih proizvoda komplikovanog oblika, koji radi svoje namene moraju biti veoma
složenog oblika i dimenzija.
2.1.2.
Rebra za oja
č
anje
Upotreba rebara za oja
č
anje neizbežna je kod konstukcije proizvoda od plastomera. Ona
poboljšava
č
vrsto
ć
u kod iste debljine zida.
Ona osim što poboljšavaju
č
vrsto
ć
u kod iste debljine zida, pospešuje te
č
enje materijala unutar
kalupne šupljine za vreme punjenja – ubrizgavanja. Izvedbe rebara moraju imati
odgovaraju
ć
u koni
č
nost u smeru izvla
č
enja iz kalupa, a njihove dimenzije trebaju biti u
granicama
t = 0,4 – 0,7
S,
gde je:
S
- debljina zida i
t
- debljina rebra za poja
č
anje.
Osim toga, prelazi rebara moraju imati minimalan radijus od 0,25 do 0,50 mm, a po
mogu
ć
nosti i više, što zavisi od veli
č
ine proizvoda i debljine rebra, jer se ovim ujedno
spre
č
ava nastajanje udubljenja tamo gde se sastaju rebra i zidovi. Preporu
č
uje se više tanjih i
pljosnatih rebara, nego manje visokih i debljih. Rebra ne smeju biti toliko tanka da bi
otežavala izvla
č
enje oblikovanog proizvoda iz kalupa. Oblik rebra zavisi i od oblika
proizvoda. Dimenzije rebra (
t
) u okvirnim vrednostima uzimamo za proizvode
č
ije debljine
zidova iznose do 3mm:
t = 0,4
S,
i za proizvode debljine zida od 3 do 6 mm:
t = 0,5
S,
i
kona
č
no za proizvode iznad 6 mm debljine zida:
t = 0,7
S.
Rebra pove
ć
avaju modul
č
vrsto
ć
e