VISOKA ŠKOLA TEHNIČKIH
STRUKOVNIH STUDIJA,
Čačak
Čačak , 2010. godine
ODSEK: Mašinski
SMER: Industrijska informatika
PREDMET: Osnovi mašinstva
D I P L O M S K I R A D
Tema:
Oblikovanje mašinskih sklopova sa
aspekta sklapanja i rasklapanja
Kandidat :
Mentor:
Prof. Marković Lj. Svetislav
Oblikovanje mašinskih sklopova sa aspekta sklapanja i rasklapanja
4
Sa druge strane, kvalitet mašinskog sistema se može analizirati na različite
načine, različitim prilazima i metodima. Najvažnije je tretiranje kvaliteta kao složenog
pojma koji obuhvata niz relevantnih, raznorodnih osobina tehničkog i ekonomskog
karaktera.
Kroz diplomski rad prikazuje se oblikovanje mašinskih sklopova sa aspekta
sklapanja i rasklapanja, osvrćući se na osnovne karakteristike i tehnologije izrade
pojedinih mašinskih elemenata, njihovih oblika i dimenzija, postupcima montaže i
demontaže istih prilikom podrzavanja i menjanja pojedinih delova mašinskog sistema.
1
Karakteristike i tehnologije montaže mašina
Oblikovanje mašinskih sklopova sa aspekta sklapanja i rasklapanja
5
Objekat montaže i njegovi elementi.
Objekat montaže predstavlja završni
proizvod mašinske proizvodnje i sastoji se iz sklopova, podsklopova i detalja.
Sklop (
podsklop
)
je spoj nekoliko detalja (
razdvojivih, nerazdvojivih i
kombinovanih
). Karakteristika sklopa je mogućnost montaže nezavisno od drugih
elemenata proizvoda. Sklop ulazi neposredno u sastav proizvoda.
Podsklop
koji
pripada neposredno sklopu naziva se podsklop prvog reda. Podsklop koji ulazi u
sastav podsklopa prvog reda naziva se podsklop drugog reda, itd.
Deo
je element proizvoda koji nema razdvojive i nerazdvojive spojeve.
Struktura proizvoda i redosled montaže mogu pregledno da se predstave
tehnološkom šemom montaže (4). Za složene objekte šema montaže se sastavlja
posebno za proizvod i posebno za njegove osnovne sklopove. U prvom slučaju,
tehnološka šema prikazuje opštu montažu, a u drugom montažu sklopa.
Sastavljanjem tehnoloških šema montaže proverava se takođe tehnologičnost
proizvoda koji se montira.
Najpogodnije su one mašine koje se montiraju sa prethodno pripremljenim
sklopovima na kojima je izvršeno potrebno regulisanje i kontrola. U ovom slučaju se
vrši paralelna montaža sklopova, a ciklus opšte montaže je znatno skraćen.
Tolerancije dimenzija moraju da su tako određene da obezbeđuju montažu
sklopova i cele mašine bez naknadnog doterivanja.
Tehnologičnosti proizvoda treba pokloniti naročitu pažnju pri automatizovanoj
montaži.
1.1
Metode montaže
U mašinogradnji primenjuju se četiri metode montaže:
na principu potpune uzajamne zamenljivosti;
na principu grupne uzajamne zamenljivosti;
metodom regulisanja;
metodom individualnog doterivanja.
Pri montaži jedne iste mašine često se kombinuju različite metode montaže.
Montaža na principu potpune uzajamne zamenljivosti
primenjuje se
uglavnom u masovnoj i krupno serijskoj proizvodnji, a takođe i u drugim proizvodnim
uslovima pri montaži standardnih detalja (
klinova, čivija, zavrtnjeva, kotrljajućih ležajeva,
Oblikovanje mašinskih sklopova sa aspekta sklapanja i rasklapanja
7
Praktično, broj grupa se nalazi u granicama 3 – 6. Da bi srednji zazori (
zadori
)
u sklopovima različitih dimenzionih grupa bili jednaki, neophodno je održati uslov
δ
A
= δ
B
.
Metoda prethodnog sortiranja je pogodnija za radove sa kratkim ciklusom, ali
je ekonomski opravdana za proizvodnju sa velikim programom.
Montaža metodom regulisanja
se sastoji u tome da se neophodni zazor
završnog elementa dimenzionog lanca obezbeđuje uvođenjem krutog ili postavljanjem
regulišućeg kompenzatora.
Tolerancije dimenzija elemenata dimenzionog lanca su tehnološke. Ovaj metod
montaže je pogodan za objekte koji imaju dimenzione lance sa više elemenata. On
omogućava obradu spregnutih detalja sa povećanim tolerancijama, što smanjuje
teškoće izrade i cenu koštanja. Kompenzatori se izvode u obliku klinova, ploča,
podmetača, zavrtanja i sl. detalja. Uvođenjem kompenzatora u konstrukciju objekta
obezbeđuje se mogućnost regulisanja zazora ne samo u procesu montaže, već i u
procesu eksploatisanja mašine.
Montaža metodom individualnog doterivanja
omogućava da se dobiju
zadane tačnosti spojeva, dopunskom ručnom ili mašinskom obradom spregnutih
detalja. Ova metoda montaže se primenjuje u pojedinačnoj ili maloserijskoj
proizvodnji. U masovnoj proizvodnji ona se koristi za dobijanje povišene tačnosti i
hermetičnosti spojeva (
glačanje preciznih klipnih sprega, glačanje ventila
).
Pri montaži na traci detalji se donose na radna mesta u obliku kompletnih
grupa. Vel
ike teškoće oko monterskih radova zahtevaju što veću mehanizaciju pri
montaži.
1.1.1
Bravarsko monterski radovi
Bravarsko-monter
skim radovima obezbeđuje se potreban kvalitet sklapanja pri
montaži, ako je korišćenje drugih metoda rešenja dimenzionih lanaca necelishodno.
Bravarsko-
monterskim radovima se zamenjuje, ponekad, deo mašinskih operacija ako
je izvođenje ovih operacija iz bilo kog razloga otežano.
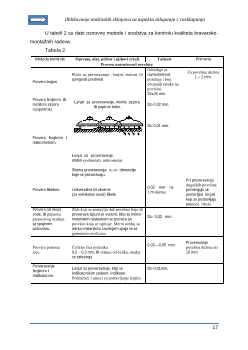
U tabeli 1
– prikazane su osnovne vrste bravarsko-monterskih radova, namena i
sredstva mehanizacije.